Норма расхода электродов: ВСН 452-84 Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка / 452 84
Содержание
ВСН 452-84. Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка (45848)
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
заместитель министра монтажных
и специальных
строительных работ СССР
К.К.Липодат
14 декабря 1984 г.
ПРОИЗВОДСТВЕННЫЕ НОРМЫ РАСХОДА МАТЕРИАЛОВ В СТРОИТЕЛЬСТВЕ
СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ЛИСТОВЫХ КОНСТРУКЦИЙ, СВАРКА СТЕРЖНЕЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ, ГАЗОВАЯ РЕЗКА.
ВСН 452-84 Минмонтажспецстрой СССР
Центральное бюро научно-технической информации
Москва 1986
Производственные нормы предназначены для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко).
В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин).
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР)
|
Ведомственные строительные нормы
|
ВСН 452-84
|
|
Минмонтажспецстрой СССР
| ||
|
Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка
|
В дополнение к ВСН 416-81
ММСС СССР
|
ОБЩАЯ ЧАСТЬ
1. В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей — ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей — ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей — ручную дуговую и газовую приведены в «Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы». (М.: Стройиздат, 1982).
В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей — ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей — ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей — ручную дуговую и газовую приведены в «Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы». (М.: Стройиздат, 1982).
2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций.
3. Производственные нормы на сварку труб из легированных сталей и на автоматическую сварку под флюсом металлоконструкций определены расчетно-аналитическим методом с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом. Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных конструкций определены расчетно-аналитическим методом с использованием коэффициентов расхода сварочных материалов, полученных лабораторным методом при сварке листовых конструкций и трубопроводов. Производственные нормы на газовую резку получены лабораторным методом с пересчетом результатов методом интерполирования для всех толщин листов, номеров профилей проката и типоразмеров трубопроводов.
|
Внесены ВПТИмонтажспецстроем
|
Утверждены Минмонтажспецстроем СССР 14 декабря 1984 г.
|
Срок введения в действие с 1 июля 1985 г.
|
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтены чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе работ, — огарки электродов, заточка неплавящегося электрода, потери на угар, разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и спекание флюса.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада.
6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
Раздел I. СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
Техническая часть
1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей.
2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80.
3. В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Таблица 1
|
Группа электродов
|
Коэффициент расхода электродов
|
Марка электродов
|
|
II
|
1,5
|
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
|
|
III
|
1,6
|
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
|
|
IV
|
1,7
|
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
|
|
V
|
1,8
|
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
|
|
VI
|
1,9
|
АНЖР-2, ОЗЛ-28, ОЗЛ-27
|
При применении электродов с коэффициентом расхода, отличающимся от приведенных в табл. 1, нормы расхода следует рассчитывать по формуле
1, нормы расхода следует рассчитывать по формуле
Н=МК,
где Н — определяемая норма расхода электродов, кг;
М — масса наплавленного металла, кг;
К — коэффициент расхода электродов, по которому определяется норма расхода.
4. Производственные нормы расхода сварочных материалов даны для сварки неповоротных стыков трубопроводов.
При сварке поворотных стыков необходимо пользоваться следующими поправочными коэффициентами:
при ручной дуговой сварке покрытыми электродами — 0,826;
при ручной аргонодуговой сварке: для электрода плавящегося — 0,930, для электрода вольфрамового сварочного неплавящегося — 1; для аргона на сварку и на поддув — 0,714.
При ручной аргонодуговой сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами:
для плавящегося и неплавящегося сварочного вольфрамового электрода — 1;
для аргона на сварку и поддув — 1,43.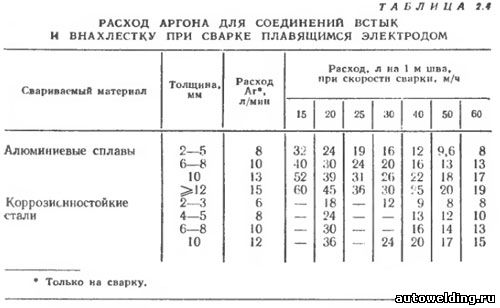
5. Нормами предусмотрена приварка патрубков к трубам равного диаметра, т.е. ДПАТР/ДТР=1,0. При ДПАТР/ДТР=0,6 к нормам следует применять поправочный коэффициент 0,51.
6. Нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к оси трубопровода. При положении патрубка на трубопроводе сбоку или снизу к норме расхода следует применять коэффициенты:
при ручной дуговой сварке покрытыми электродами соответственно 1,12 и 1,26;
при аргонодуговой сварке на сварочную проволоку соответственно 1,0; 1,35; на аргон — 1,4; 2,0.
7. При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23.
8. Расход флюс-пасты для защиты корня шва без поддува аргона необходимо рассчитывать по формуле
кг
где =3,14;
ДВН — внутренний диаметр трубы, м;
НФП — расход флюс-пасты на 1 м стыка (НФП=2,7 г/м).
9. В табл. 2-47 даны нормы расхода материалов на 1 м шва и 1 стык трубопровода.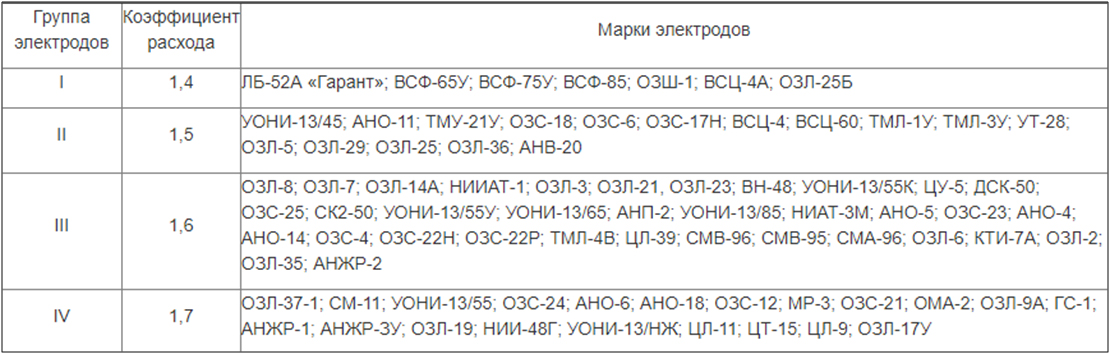 При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
НТР=Н1м шва??lшва, кг
где НТР — норма расхода материалов на трубу необходимого диаметра, кг;
Н1м шва — норма расхода материалов на 1 м шва определенной толщины, кг;
lшва — длина шва трубы необходимого диаметра, м.
10. Нормы расхода материалов на сварку комбинированным методом разработаны в зависимости от массы наплавленного металла первого слоя шва, принятого равным 2 мм при толщине металла до 4 мм и 3 мм при толщине металла свыше 4 мм.
11. Нормы расхода электродов при ручной дуговой сварке трубопроводов для типов сварных соединений с условными обозначениями С2, С5, С17, С8, У18, У19 с толщиной стенки 6-20 мм следует определять по «Общим производственным нормам расхода материалов в строительстве. Сборник 30. Сварочные работы». М., Стройиздат, 1982.
12. Норма расхода аргона определена исходя из следующих данных: при сварке аргон подавался со средним удельным расходом — 8, при поддуве — 5 л/мин с учетом применения стационарных или временных заглушек. При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
§ 1. Соединения С8 горизонтальных стыков трубопроводов со скосом одной кромки (рис. 1)
Рис. 1
Таблица 2
Норма на 1 м шва
|
Толщина стенки, мм
|
Масса наплавленного металла, кг
|
Электроды по группам, кг
|
Код строки
| ||||
|
II
|
III
|
IV
|
V
|
VI
| |||
|
3
|
0,152
|
0,269
|
0,286
|
0,305
|
0,322
|
0,340
|
01
|
|
4
|
0,207
|
0,368
|
0,393
|
0,417
|
0,442
|
0,466
|
02
|
|
5
|
0,262
|
0,465
|
0,497
|
0,527
|
0,558
|
0,590
|
03
|
|
Код графы
|
01
|
02
|
03
|
04
|
05
|
06
|
—
|
Таблица 3
Норма на 1 стык
|
Размеры трубы, мм
|
Масса наплавленного металла, кг
|
Электроды по группам, кг
|
Код строки
| |||||
|
II
|
III
|
IV
|
V
|
VI
| ||||
|
453
|
0,021
|
0,037
|
0,040
|
0,042
|
0,044
|
0,047
|
01
| |
|
454
|
0,028
|
0,050
|
0,054
|
0,057
|
0,061
|
0,064
|
02
| |
|
573
|
0,027
|
0,047
|
0,060
|
0,054
|
0,067
|
0,060
|
03
| |
|
574
|
0,036
|
0,064
|
0,069
|
0,073
|
0,077
|
0,082
|
04
| |
|
765
|
0,061
|
0,108
|
0,116
|
0,123
|
0,130
|
0,137
|
06
| |
|
Код графы
|
01
|
02
|
03
|
04
|
05
|
06
|
—
| |
§ 2. Соединения С18 вертикальных стыков трубопроводов со скосом кромок на съемной подкладке (рис. 2)
Соединения С18 вертикальных стыков трубопроводов со скосом кромок на съемной подкладке (рис. 2)
Рис. 2
Таблица 4
Норма на 1 м шва
|
Толщина стенки, мм
|
Масса наплавленного металла, кг
|
Электроды по группам, кг
|
Код строки
| ||||
|
II
|
III
|
IV
|
V
|
VI
| |||
|
3
|
0,201
|
0,366
|
0,390
|
0,415
|
0,439
|
0,464
|
01
|
|
4
|
0,249
|
0,453
|
0,484
|
0,514
|
0,544
|
0,574
|
02
|
|
5
|
0,330
|
0,600
|
0,640
|
0,680
|
0,720
|
0,760
|
03
|
|
6
|
0,474
|
0,861
|
0,918
|
0,975
|
1,033
|
1,090
|
04
|
|
8
|
0,651
|
1,182
|
1,261
|
1,341
|
1,419
|
1,498
|
05
|
|
10
|
0,885
|
1,607
|
1,714
|
1,821
|
1,928
|
2,035
|
06
|
|
12
|
1,166
|
2,116
|
2,257
|
2,398
|
2,539
|
2,680
|
07
|
|
15
|
1,893
|
3,436
|
3,665
|
3,894
|
4,123
|
4,352
|
08
|
|
16
|
2,081
|
3,778
|
4,030
|
4,281
|
4,533
|
4,785
|
09
|
|
18
|
2,297
|
4,532
|
4,834
|
5,136
|
5,438
|
5,740
|
10
|
|
Код графы
|
41
|
42
|
03
|
04
|
05
|
06
|
—
|
Скачать бесплатно
5.
 Расчет расхода сварочных материалов
Расчет расхода сварочных материалов
Расход
сварочных материалов (электроды,
электродная проволока, защитный газ)
рассчитывается для каждого типоразмера.
Расчет производится для общей длины
шва каждого типоразмера в соответствии
с рекомендациями [1, с.22].
1.
Норма расхода Нэ (кг) покрытых электродов
и сварочной проволоки на изделие
определяется исходя из длины швов lш
(м) и удельной нормы расхода электродов
Gэ на 1м шва данного типоразмера:
ᄉ
ᄃ.
В
общем виде удельную норму расхода
рассчитывают по формуле:
ᄉ
ᄃ
где
mн — расчетная масса наплавленного
металла в кг/м;
kр
— коэффициент расхода, учитывающий
неизбежные потери электродов и проволоки;
ρ=7,8
г/см3 — плотность наплавленного металла;
Fн
— площадь поперечного сечения наплавленного
металла шва в мм2.
Расчет
для 1-го шва Т1:
ᄉ
ᄃ- длина
1-го шва;
ᄉ
ᄃ,
где
кр=1,05 [1, с.27];
ᄉ
ᄃ;
ᄉ
ᄃ.
Расчет
для прихваток:
ᄉ
ᄃ — длина
4-х прихваток;
ᄉ
ᄃ,
где
кр=1,05 [1, с. 27];
27];
ᄉ
ᄃ;
ᄉ
ᄃ.
ᄉ
ᄃ
Расчет
для 2-го шва Т6:
ᄉ
ᄃ — длина
2-го шва;
ᄉ
ᄃ,
где
кр=1,05 [1, с.27];
ᄉ
ᄃ;
ᄉ
ᄃ.
Расчет
для прихваток:
ᄉ
ᄃ — длина
4-х прихваток;
ᄉ
ᄃ,
где
кр=1,05 [1, с.71];
ᄉ
ᄃ;
ᄉ
ᄃ.
ᄉ
ᄃ
Расчет
для 3-го шва У19тр:
ᄉ
ᄃ — длина
3-го шва;
ᄉ
ᄃ,
где
кр=1,6 [1, с.74];
ᄉ
ᄃ;
ᄉ
ᄃ.
Расчет
для прихваток:
ᄉ
ᄃ- длина
3-х прихваток;
ᄉ
ᄃ,
где
кр=1,6 [1, с.74];
ᄉ
ᄃ;
ᄉ
ᄃ.
ᄉ
ᄃ
Расчет
для 4-го шва У5:
ᄉ
ᄃ- длина
4-го шва;
ᄉ
ᄃ,
где
кр=1,6 [1, с.74];
ᄉ
ᄃ;
ᄉ
ᄃ.
Расчет
для подварочного шва:
ᄉ
ᄃ- длина
4-го шва;
Расчет
для прихваток:
ᄉ
ᄃ — длина
3-х прихваток;
ᄉ
ᄃ,
где
кр=1,6 [1, с.74];
ᄉ
ᄃ;
ᄉ
ᄃ.
ᄉ
ᄃ
2.
Норма расхода защитного газа на изделие
Нг (л, в 1кг-509л) определяется по формуле:
ᄉ
ᄃ
где
Qг-удельная норма расхода газа на 1м шва
данного типоразмера в л;
Qд-дополнительный
расход газа на подготовительно-заключительные
операции: подготовку газовых коммуникаций
перед началом сварки, настройку режимов
сварки:
ᄉ
ᄃ.
Удельная
норма расхода газа определяется по
формуле:
ᄉ
ᄃ
где
qг — оптимальный расход защитного газа
по ротаметру в л/мин;
tо
— машинное (основное) время сварки 1м шва
в мин.
Основное
время при сварке плавящимся электродом
можно определить по формуле:
ᄉ
ᄃ
где
αн — коэффициент наплавки в г/Ач;
Iсв
— сила сварочного тока, А.
Расчёт
для 1-го шва:
qг=12
л/мин;
αн=18,6
г/Ач;
ᄉ
ᄃ
Расчёт
для прихваток:
ᄉ
ᄃ
ᄉ
ᄃ
Расчёт
для 2-го шва:
qг=13
л/мин;
αн=18,6
г/Ач;
ᄉ
ᄃ
Расчёт
для прихваток:
ᄉ
ᄃ
ᄉ
ᄃ
Расход электроэнергии
рассчитывается для каждого типоразмера
сварного шва с учётом его общей длины
в соответствии с рекомендациями [1,
с.146].
Расход
электроэнергии на 1кг наплавленного
металла приближенно определяется по
формуле:
ᄉ
ᄃ
где
Uд — напряжение дуги, В;
αн
— коэффициент наплавки, г/Ач;
kи
— коэффициент, учитывающий время горения
дуги (работы сварочного оборудования)
в общем времени сварки;
η
— коэффициент полезного действия
установки, указан в паспорте.
Расход
электроэнергии для заварки 1-го шва:
ᄉ
ᄃ,
где
kи = 0,55 — 0,7 [1, с.148];
ᄉ
ᄃ.
Расход
электроэнергии для заварки 2-го шва:
ᄉ
ᄃ,
где
kи = 0,55 — 0,7 [1, с.148];
ᄉ
ᄃ.
Расход
электроэнергии для заварки 3-го шва:
ᄉ
ᄃ,
где
kи = 0,6 — 0,75 [1, с.147];
ᄉ
ᄃ.
Расход
электроэнергии для заварки 4-го шва:
ᄉ
ᄃ,
где
kи = 0,6 — 0,75 [1, с.147];
ᄉ
ᄃ.
Факторы, влияющие на расход электрода
Перейти к основному содержанию
Екатерина@qfcarbon.com
Хэбэй Yukuang новых материалов Co., Ltd.
Хэбэй Yukuang новых материалов Co., Ltd.
Быть лучшим поставщиком и поставщиком вспомогательных материалов для производства стали в Китае.

Опубликовано 22 февраля 2023 г.
+ Подписаться
1. Качество электродной пасты
Требования к качеству электродной пасты: хорошие характеристики обжига, отсутствие мягкого и твердого разрыва, хорошая теплопроводность; обожженный электрод должен иметь достаточную прочность, отличную стойкость к тепловому удару, стойкость к электрическому удару, низкую пористость, низкое удельное сопротивление и хорошую стойкость к окислению.
Такие самообжигающиеся электроды имеют малый расход при той же печи из карбида кальция.
2. Сырье и качество продукции, используемой в электропечи
Чем меньше размер частиц углеродного материала, тем больше сопротивление, чем глубже электрод вставлен в шихту, чем выше температура печи, тем быстрее протекает реакция , и тем лучше производственный эффект. Чем медленнее окисляется электрод, тем медленнее расходуется электродная паста; чем выше содержание углерода в углеродном материале, тем выше коэффициент заряда Выше, чем меньше электродный углерод участвует в реакции, тем медленнее расход электродной пасты; чем выше эффективное содержание оксида кальция в извести, тем медленнее расход электрода.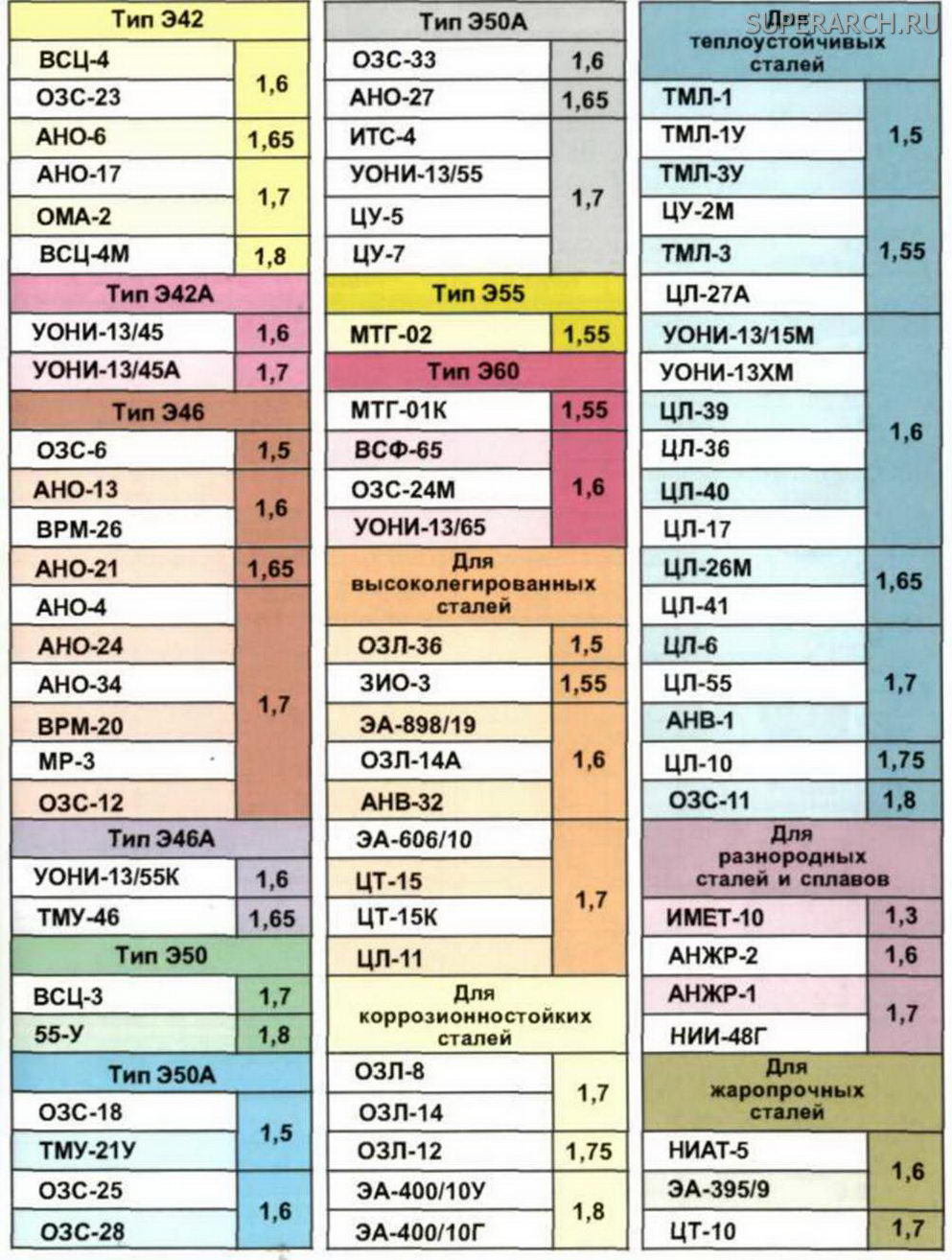 Быстрее; чем больше размер частиц извести, тем медленнее расход электрода; чем выше газообразование карбида кальция, тем медленнее расход электрода.
Быстрее; чем больше размер частиц извести, тем медленнее расход электрода; чем выше газообразование карбида кальция, тем медленнее расход электрода.
3. Регулировка технологических факторов, таких как ток и напряжение Низкое напряжение, работа с высоким током, медленное потребление электродной пасты; малый коэффициент мощности электродов, медленный расход электродной пасты.
4. Уровень управления работой электрода При частом добавлении вспомогательной извести во время работы расход электродной пасты будет ускорен; частые резкие и мягкие разрывы электродов увеличивают расход электродной пасты; высота электродной пасты влияет на расход электродной пасты. Если высота электродной пасты слишком низкая, плотность спекания электрода уменьшится, что ускорит расход электродной пасты; частое сухое горение открытой дуги увеличит расход электродной пасты; если с электродной пастой не обращаться должным образом, пыль будет падать на электродную пасту, в результате чего увеличение золы также увеличит расход электродов.
Чем длиннее электрод, тем медленнее потребление, чем короче электрод, тем быстрее потребление. Чем длиннее электрод, тем лучше степень графитизации электрода в высокотемпературной зоне заряда, выше прочность и медленнее расход; наоборот, чем короче электрод, тем быстрее расход. Сохранение длины рабочего конца электрода приведет к тому, что потребление электрода войдет в хороший цикл. Короткий рабочий конец электрода разорвет этот благотворный цикл. Если его сдвинуть, легко вызвать проскальзывание электрода, вытягивание сердечника, утечку пасты, мягкую поломку и другие явления. Опыт производственной практики показывает, что чем хуже производственный эффект, малая нагрузка и малая производительность, тем больше расход электродной пасты; чем лучше производственный эффект, тем меньше расход электродной пасты. Таким образом, повышение технического уровня операторов карбида кальция и управление использованием электродной пасты является фундаментальной мерой по сокращению несчастных случаев с электродами и потребления электродной пасты, а также основным навыком, которым операторы карбида кальция должны овладеть в своей работе.
Углеродный рынок после Дня труда
5 мая 2023 г.
Перерабатывающие предприятия активно покупают, цена на нефтяной кокс начала расти
17 апр. 2023 г.
Анализ ситуации с импортом игольчатого кокса в январе-феврале 2023 г.
28 марта 2023 г.
Анализ увеличения объема экспорта игольчатого кокса из Китая в 2022 году
20 марта 2023 г.

Анализ данных по импорту и экспорту игольчатого кокса в 2022 г.
2 марта 2023 г.
Сырье для графитовых электродов растет, и ожидается, что рост цен продолжится
3 февраля 2023 г.
Алюминий с углеродом
31 января 2023 г.
Сегодняшняя тенденция цен на углеродные продукты 2022.
 11.11
11.1111 ноября 2022 г.
Знание литья — Как использовать карбюризатор в литье, чтобы сделать хорошие отливки?
8 ноября 2022 г.
Способ использования науглероживателя в печи во время литья
5 ноября 2022 г.
Другие также смотрели
Исследуйте темы
Расход графитового электрода и соединения электродов Eaf
Автор: Yvonne 23 ноября 2020 г.
Валовое потребление тонн стального графитового электрода: MM = MZ / MG, поэтому позвольте DanCarbon рассказать о расходе графитового электрода и соединениях электрода Eaf.
1. Норма расхода графитового электрода
Расчет расхода электрода в процессе плавки имеет две концепции: расход нетто и расход брутто. Нетто-потребление относится к техническому потреблению насоса технической воды в процессе плавки, когда электроды возгоняются, окисляются и реагируют. Сумма потеряна без участия в плавке. В настоящее время металлургическая промышленность оценивает физическое качество графитированных электродов по валовым потерям. Формула расхода графитового электрода:
Первый метод: метод выхода
Метод производства основан на количестве расплавленной стали (готовой продукции), произведенной за определенный период времени, и расходе графитового электрода на входе за тот же период за вычетом остатка в печи.
Валовой расход тонны стального графитированного электрода: MM = MZ/MG
Нетто-расход тонны стального графитированного электрода: MJ = MC/MG
Среди них: MZ — общий расход электрода (входное количество-остаточное количество на печь) , кг/т;
МС — чистый расход электрода (входное количество-остаточное количество на печи-количество потерь), кг/т;
MG — количество готовой продукции из расплавленной стали, т.
Второй метод: метод энергопотребления
Метод энергопотребления основан на кумулятивном энергопотреблении чистого времени нагрева в определенный период и входе графитового электрода в течение тот же период за вычетом остатка на печи — это количество потребления (печь LF рассчитывает потребление энергии и электрода каждый 1 ℃ нагрева).
Расход электрода на кВтч:
MX = 1000 * MC/QH
Среди них: MC — чистый расход электрода (входное количество-остаточное количество на печь-потери), кг/т; QH — это совокупное потребление энергии за чистое время нагрева, кВт * ч.
Метод производства в основном использует общее потребление в качестве метода расчета, и все используют выход готового продукта в качестве базы расчета. Хотя метод энергопотребления не учитывает потери, кроме потребления технологии плавки, все же необходимо учитывать эти потери при оценке сталеплавильного завода. Этот метод будет иметь четкое сравнение между партиями электродов.
Таким образом, оценка расхода графитированных электродов при плавке на данном этапе является несправедливой. Что касается углеродной промышленности, следует активно рекомендовать комплексные методы оценки. То есть промышленность должна активно рекомендовать комплексный метод оценки, основанный на методе результатов. То есть общий уровень качества и технологичность графитовых электродов оценивают выходным методом; качество электродов и условия печи сравниваются между партиями методом потребляемой мощности; и другие расходы во время плавки также должны быть учтены. Таким образом, как стороны предложения, так и стороны спроса обращают внимание на качество электрода, а также обращают внимание на изменения в состоянии электропечи, чтобы достичь цели обеспечения наилучшей работы при оптимальном использовании. электрод.
Что касается углеродной промышленности, следует активно рекомендовать комплексные методы оценки. То есть промышленность должна активно рекомендовать комплексный метод оценки, основанный на методе результатов. То есть общий уровень качества и технологичность графитовых электродов оценивают выходным методом; качество электродов и условия печи сравниваются между партиями методом потребляемой мощности; и другие расходы во время плавки также должны быть учтены. Таким образом, как стороны предложения, так и стороны спроса обращают внимание на качество электрода, а также обращают внимание на изменения в состоянии электропечи, чтобы достичь цели обеспечения наилучшей работы при оптимальном использовании. электрод.
2. Есть ли зазор при соединении графитового электрода
При соединении графитовых электродов
1) Сначала продуйте муфту, торцевые поверхности и ниппели сжатым воздухом. Не должно быть пыли, стыки должны содержаться в чистоте.
2) Когда два электрода будут ввинчены до определенной степени (зазор около 10 мм), снова продуйте их сжатым воздухом.
