Ножницы кривошипные листовые с наклонным ножом: Ножницы кривошипные листовые с наклонным ножом НК 3421 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Н3118 Ножницы кривошипные листовые гильотинные с наклонным ножом. Схемы, описание, характеристики
Сведения о производителе гильотинных ножниц Н3118
Изготовителем ножниц Н3118 является Львовский завод алмазного инструмента.
В настоящее время производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
Н3118 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Машина Н3118 выпускалась по ГОСТ 6282-64 с 1971 года Львовским заводом алмазного инструмента.
Ножницы кривошипные гильотинные Н3118 с наклонным ножом предназначены для прямой, продольной и поперечной резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 6,3 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Поперечная резка листа толщиной 6,3 мм и шириной 2000 мм производится за один ход ножа; продольная — при длине реза более 2000 мм производится рядом повторных резов при продвижении листа вдоль линии реза. Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы в любой отрасли промышленности.
Основные параметры машины Н3118:
- Наибольшие размеры разрезаемого металла — 6,3 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм2)
- Максимальное усилие реза — 200 кН (20 тс)
- Частота ходов ножа, не менее — 55 мин-1
- Ход ножа — 80 мм
- Угол наклона подвижного ножа — 1°30′
- Мощность привода — 7,5 кВт
- Вес машины полный — 5,1 т
Особенности конструкции гильотинных ножниц Н 3118
Станина ножниц сварная, состоит из двух стоек, связанных между собой уголками. В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
Привод ножниц от индивидуального электродвигателя через клиноременную и одноступенчатую зубчатую передачи.
Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ножевая балка уравновешена пружинным уравновешивателем. Усилие на ножевую балку от коленчатого вала передается двумя шатунами.
Прижимная балка прижимает разрезаемый материал к столу ножниц собственным весом и пружинами. Движение прижимной балки согласовано с движением ножевой балки.
Ножницы могут работать на одиночных и автоматических ходах.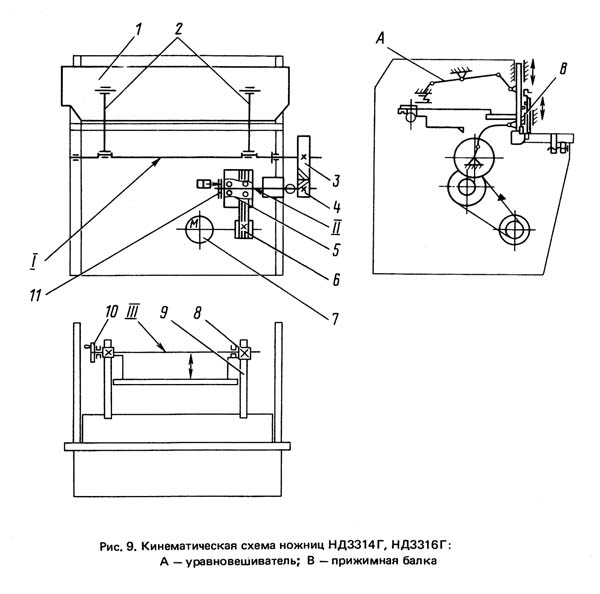
Управление кнопочное с пульта и от ножной педали.
Смазка основных узлов централизованная.
Для безопасной работы на ножницах предусмотрена защитная решетка.
ВНИМАНИЕ! При резке полос шириной менее 12 мм возможно заклинивание полосы между линейкой заднего упора и ножами в связи с не деформацией.
Общий вид гильотинных ножниц Н3118
Общий вид гильотинных ножниц Н3118
Посадочные и присоединительные базы ножниц Н3118
Посадочные и присоединительные базы ножниц Н3118
Фото гильотинных ножниц с наклонным ножом Н3118
Фото ножниц Н3118
Фото ножниц Н3118
Фото ножниц Н3118
Кинематическая схема ножниц Н3118
Кинематическая схема ножниц Н3118
Расположение органов управления гильотинными ножницами Н3118
Пульт управления ножницами Н3118
Перечень органов управления на пульте управления ножницами Н3118
- Переключатель режима (ПP) «Одиночный ход» — «Автоматический ход»
- Переключатель режима (ПУ) «Управления педалью» — «Управление кнопками»
- Кнопка «Одиночный ход»
- Пуск двигателя
- Выключатель цепи управления
- Кнопка «Общий стоп»
- Кнопка «Стоп» автоматических ходов
Конструкция гильотинных ножниц Н3118
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Станина (рис. 10)
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек 1 и 3, связанных между собой уголками 2.
На стойки опирается стол 4, к которому винтами крепятся нижние ножи 5.
Для регулировки зазора между ножами стола и ножевой балки стол можно перемещать болтами 13, предварительно отпустив болты И и 12, которые после регулировки требуется снова затянуть.
Установка ножа по высоте при переточках производится подгонкой прокладок 6.
На столе имеются удлинители 7, с Т-образными пазами для крепления упоров.
На левом крае стола имеется зафиксированный штифтами удлинитель 8, в Т-образном пазу которого крепится упор 9 поперечной резки, для осуществления продольной резки этот упор снимается.
Станина имеет направляющие, к которым крепятся текстолитовые накладки 10, по которым перемещается ножевая балка.
Привод, приводной и коленчатый валы гильотинных ножниц Н3118 (рис.
 11 и 12)
11 и 12)
Привод гильотинных ножниц Н3118
Приводной и коленчатый валы гильотинных ножниц Н3118
Привод ножниц осуществляется от электродвигателя 1 через клиноременную передачу на маховик 4 через зубчатые колеса 5 и 6 на коленчатый вал 7.
Электродвигатель крепится к подмоторной плите 2, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками 3.
Муфта включения гильотинных ножниц Н3118 (рис.13)
Муфта включения гильотинных ножниц Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который, ударяясь об палец 2 (рис. 17), отключает шпонки, соединенные между собой рычагами 5.
17), отключает шпонки, соединенные между собой рычагами 5.
При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки 7.
Балка ножевая и прижим (рис. 14)
Ножевая балка предоставляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами крепятся ножи 6 и задний упор (см, рис. 15).
Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7.
В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие Ø20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1, связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.
Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки приварена предохранительная сетка 4.
Задний упор (рис.15)
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке.
Задний упор состоит из 2-х цилиндрических реек 1, перемещающихся вручную маховиками 2, сидящими на валах 3 шестерен, находящихся в зацеплении с рейками.
Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
При положении упорной линейки, как указано на рис. 15, задний упор позволяет отрезать лист длиной до 480 мм.
Для реза заготовок длиной до 900 мм необходимо упорную линейку переставить и закрепить в дополнительных отверстиях М16 расположенных на рейках.
Тормоз (рис. 16)
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива 2 по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление (рис. 17)
Для получения одиночных резов переключатель ПР ставится в положение «одиночный ход», переключатель ПУ ставится в положение «кнопки» или педаль. При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем 2, освобождая зацепляющийся с ним хвостовик 4 (рис. 13), связанный с рабочей поворотной шпонкой. После того под действием пружин 6 (см. рис. 13) шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя 2К по цепи 102—117 (см. электросхему) размыкает эту цепь. Экран бесконтактного конечного выключателя отключает реле 1РП. которое по цепи 29—33 отключает пускатель 2К.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ПР ставится в положение «автоматический ход», а переключатель ПУ ставится в положение «кнопки». Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Останов производится кнопкой ЗКУ.
Ограждение ножниц (рис.18)
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм.
Ограждение состоит из 3-х кожухов, из которых один закрывает шкивы клиноременной передачи, второй — шестерни привода и третий — тормоз ножниц.
Крепление кожухов к станине осуществляется при помощи болтов М8.
Смазка гильотинных ножниц Н3118
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели (см. руководство по монтажу и эксплуатации насоса).
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и а стаканы подшипников.
В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников Выступающую из зазоров смазку нужно вытирать.
Необходимо периодически проверить состояние масленок и маслопроводяших отверстий в деталях и обязательно их прочищать.
Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Настройка ножниц и режим работы гильотинных ножниц Н3118
Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется но шкале линеек, укрепленных на штангах заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход». «Автоматический ход» и «Ручной проворот».
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка гильотинных ножниц Н3118
В процессе эксплуатации ножниц регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Работу тормоза необходимо периодически контролировать, регулируя натяжение пружины, и не допускать загрязнения шкива тормоза.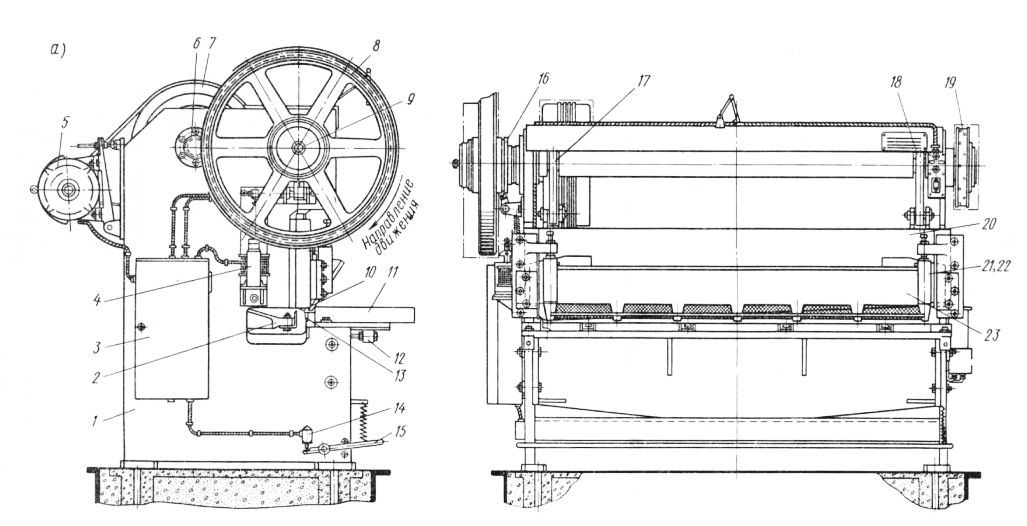
Периодически следует проверять состояние поворотной шпонки муфты включения.
Зазоры в направляющих ножевой балки и прижима необходимо регулярно проверять в соответствии с нормами точности.
Регулировка прижима сводится к тому, чтобы путем поджатия пружин разрезаемый лист во время реза был достаточно прижат к столу.
Регулировка зазора между ножами
При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
Прямолинейность линии разреза зависит от правильности регулировки зазора.
Регулировка зазора между ножами производится передвижением стола (см. рис. 5) и описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности более 500 МПа (50 кг/мм2).
В случае резки листа, предел прочности (временное сопротивление) σ которого свыше 500 МПа (50 кг/мм2), максимально допустимая толщина его определяется по формуле:
δ Х = δ√ 50/σВР мм
где δ Х — максимально допустимая толщина листа из материала, предел прочности которого более 50 кг/мм 2.
δ — максимально допустимая для резки толщина листа, указанная в характеристике ножниц
σВР — предел прочности материала листа, который необходимо резать
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей. Нельзя допускать резки затупленными ножами.
При регулировке необходимо выдержать следующие зазоры: Толщина разрезаемого листа, мм — 1,5÷3; 3÷6,3. Зазор между ножами, мм. — 0,15; 0,35.
После установки зазора между ножами затянуть болты, крепящие стол к станине.
Ножи выполнены с четырьмя режущими кромками, при затуплении одной кромки ножи необходимо периодически переворачивать.
Электрооборудование гильотинных ножниц Н3118
- Силовая цепь ~380 В 50 Гц
- Цепи сигнализации ~4 В
- Цепи управления ~36 В
- Цепь постоянного тока =24 В
- Главный привод — 7,5 кВт, 1500 об/мин, А02-51-4
Чертеж ножа гильотинных ножниц Н3118-11-402
Чертеж ножа гильотинных ножниц Н3118-11-402
Нож для гильотинных ножниц Н3118 16 х 60 х 590.
 Комплект состоит из 8 штук. Количество отверстий — 4 шт. Межцентровое расстояние — 165 мм.
Комплект состоит из 8 штук. Количество отверстий — 4 шт. Межцентровое расстояние — 165 мм.
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Н3118 Ножницы кривошипные листовые гильотинные с наклонным ножом. Видеоролик.
Технические характеристики гильотинных ножниц Н3118
| Наименование параметра | Н3118 | |
|---|---|---|
| Основные параметры ножниц | ||
| Класс точности | 2 | |
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 6,3 | |
| Номинальное усилие реза, кН (тс) | 200 (20) | |
| Наибольшая длина разрезаемых листов в мм, мм | 2000 | |
| Число ходов ножа в минуту не менее | 55 | |
| Ход ножа, мм | 80 | |
| Угол наклона подвижного ножа в градусах | 1°30′ | |
| Ширина отрезаемого листа по заднему упору, мм | 900 | |
| Число режущих кромок ножа | 4 | |
| Расстояние между стойками в свету, мм | 2410 | |
| Максимальное усилие реза, кН (тс) | 500 (50) | |
| Усилие прижима, кг | ||
| Режимов работы | 2 | |
| Тип тормоза | ленточный | |
| Тип муфты | с поворотной шпонкой | |
| Электрооборудование | ||
| Электродвигатель, кВт (об/мин) | 7,5 (1500) | |
| Габарит и масса ножниц | ||
| Габарит ножниц (длина х ширина х высота), мм | 1930 х 3160 х 2175 | |
| Масса ножниц, кг | 5100 |
Полезные ссылки по теме
Каталог справочник однокривошипных прессов
Каталог справочник механических прессов
Паспорта и схемы к однокривошипным прессам и кузнечно-прессовому оборудованию
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Кривошипные листовые ножницы с наклонным ножом НД-3316
Нижний Новгород
| Компании: | 22 398 |
| Товары и услуги: | 21 301 |
| Статьи и публикации: | 1 686 |
| Тендеры и вакансии: | 348 |
Вход в личный кабинет
200 000 р.
Купить
Кривошипные листовые ножницы с наклонным ножом НД-3316
Кривошипные листовые ножницы с наклонным ножом НД-3316 предназначены для резки листового металла с пределом прочности 500МПа и с наибольшими размерами поперечного сечения 4,0х2000мм. Возможна также разрезка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание разрезаемого листа. Гильотинные ножницы НД3316 АГ находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности. Технические характеристики гильотины НД3316Г Наибольшие размеры разрезаемого металла с временным сопротивлением 500МПа (50 кгс/мм²), мм: толщина 4 ширина 2000 Частота ходов ножа, мин -1: холостых 65 при резке наибольших размеров разрезаемого металла 22 Угол наклона подвижного ножа 1о19′ Наибольшая длина отрезаемой полосы при работе с задним упором, мм 630 Габаритные размеры ножниц в плане, мм: слева-направо, спереди-назад (без бокового упора), высота ножниц 3300х1630х1520 Высота над уровнем пола от верхней кромки неподвижного ножа, мм 1520 Масса ножниц, кг 3870 Расход сжатого воздуха за одно включение, л 0,25
посмотреть все (53)
Другие товары и услуги компании:
Кривошипные листовые ножницы с наклонным ножом НД-3316
Кривошипные листовые ножницы с наклонным ножом НД-3316
210 000 р.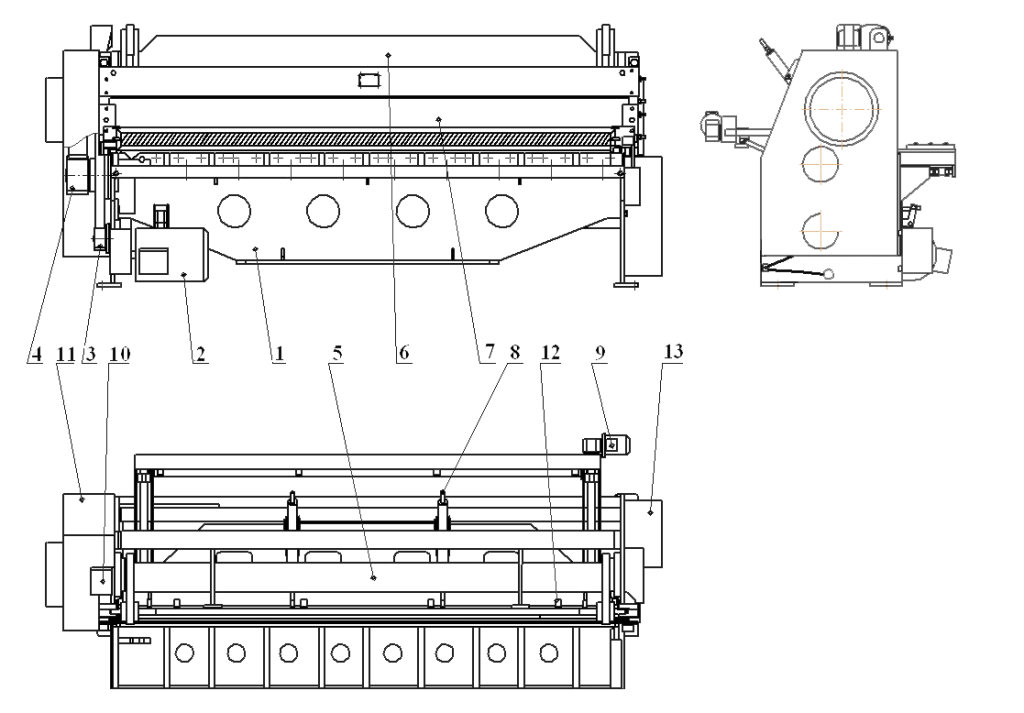
Кривошипный механический наклоняемый пресс К 2326 (усилие 40т)
Кривошипный механический наклоняемый пресс К 2326 (усилие 40т)
170 000 р.
Ножницы кривошипные листовые с наклонным ножом Н3114
Ножницы кривошипные листовые с наклонным ножом Н3114
170 000 р.
Кривошипный механический пресс КД 2326К.(усилие 40т)
Кривошипный механический пресс КД 2326К.(усилие 40т)
240 000 р.
Кривошипный механический наклоняемый пресс К 2326 (усилие 40т)
Кривошипный механический наклоняемый пресс К 2326 (усилие 40т)
180 000 р.
Пресс кривошипный К115А усилие 50т
Пресс кривошипный К115А усилие 50т
170 000 р.
Товары и услуги других компаний:
Ремонт станков
Ремонт и техническое обслуживание станков
Станки металлообрабатывающие
Станки токарные, фрезерные, расточные, сверлильные, станки с ЧПУ, прессы и другое
500 000 р.
Станки бу
Гильотина механическая НД3318
Станок заточной 3Д692
Станок координатно – расточной 2А430
Станок электроэрозионный 2М43
50 000 р.
Штампы BS для пробивки, резки, гибки и штамповки листового металла
Компания ООО «Станки» предлагает комплексные поставки металлорежущего оборудования, а так же дизельные генераторы.
Станки после ремонта и модернизации
Станки после ремонта и модернизации
200 000 р.
Станок для прошивки документов Лотос-2 (доставка до двери по РФ за 3 дня около 500 руб)
Станок для прошивки документов Лотос-2
2 900 р.
- Промышленные материалы и оборудование
Станки
Информация о продавце
ООО Крона
- +7 (903) 602-52-66
- Н. Новгород ул. Торфяна 34
Поставка металлообрабатывающего и деревообрабатывающего оборудования и КПО б/у
Тип летучих стригальных машин
Механические летучие ножницы в основном используются для оборудования для быстрой резки металлических листов. Следующие машины Ришбина расскажут вам о распространенных типах летающих стригальных машин.
В зависимости от использования летучих ножниц, летучие ножницы можно разделить на две основные категории: летучие ножницы с режущей головкой и летучие ножницы фиксированного размера. Если механизм сдвига разделен в соответствии с формой механизма сдвига летучих ножниц, широко используемые летучие ножницы имеют летучие ножницы роликового типа, летучие ножницы кривошипного поворотного рычажного типа, кривошипные эксцентриковые летучие ножницы, летучие ножницы маятникового типа, а также кривошипные и летучие ножницы кулисного типа и т. д.
д.
1. Ротационная летающая стригальная машина
Роторные летучие стригальные машины широко используются летучими ножницами. Он устанавливается на непрерывный прокатный стан или поперечный агрегат для резки стального листа или сортового проката толщиной менее 12 мм. Толщина среза таких летучих ножниц может достигать 45 мм. Лезвие барабанных летучих ножниц совершает простые круговые движения и может резать прокатываемые заготовки со скоростью до 15 м/с.
2. Кривошипно-рычажная летающая стригальная машина
Он используется для резки толстой полосы или заготовки. Чтобы обеспечить гладкость сечения проката после резки, обычно применяют летучие ножницы с лезвием. Кривошипно-рычажные летучие ножницы являются одними из таких летучих ножниц. Поскольку лезвие этих летучих ножниц при резке и прокатке перпендикулярно прокатываемой детали, срез получается гладким. При резке полосы наклонное лезвие можно использовать для уменьшения силы сдвига. Недостатком этих летучих ножниц является сложность конструкции, неудовлетворительные динамические характеристики механизма ножниц и скорость движения прокатываемых деталей не должна быть слишком высокой. Кривошипные летучие ножницы применяют на мелкосортных сталеплавильных заводах со скоростью менее 5 м/с и толщиной срезаемых деталей 30-70.
Кривошипные летучие ножницы применяют на мелкосортных сталеплавильных заводах со скоростью менее 5 м/с и толщиной срезаемых деталей 30-70.
3. Кривошипные эксцентриковые летучие ножницы
Лезвия таких летучих ножниц движутся поступательно. Коленчатый вал из двух плеч шарнирно закреплен в отверстии эксцентрикового вала с определенным эксцентриситетом e. Коленчатый вал обоих рычагов также шарнирно соединен с направляющей рамой посредством шатуна. При вращении направляющей рамы коленчатый вал двух плеч вращается вместе с одинаковой угловой скоростью. Лезвие закреплено на держателе инструмента, а другой конец держателя инструмента шарнирно прикреплен к поворотной штанге, которая шарнирно прикреплена к раме. С помощью двухрычажного коленчатого вала, держателя инструмента и поворотного стержня лезвие может двигаться по кривой сдвига аналогично горизонтальному движению, и получается гладкий участок сдвига. Изменяя отношение угловой скорости эксцентрикового вала к коленчатому валу двух плеч, можно изменить радиус дорожки лезвия, чтобы отрегулировать измеренную длину проката. Этот вид летучих ножниц устанавливается за станом непрерывного действия для резки заготовки.
Этот вид летучих ножниц устанавливается за станом непрерывного действия для резки заготовки.
4. Маятниковые летучие ножницы
Маятниковые летучие ножницы используются для резки полосы толщиной менее 6,4 мм. Лезвие похоже на поступательное движение в области сдвига, а качество сдвига лучше. Верхний резцедержатель шарнирно соединен с коренным коленчатым валом. Нижний подручник соединен с главным кривошипным валом через шатун втулочного типа, наружную эксцентриковую втулку и внутреннюю эксцентриковую втулку. Нижний держатель инструмента может скользить в пазе верхнего держателя инструмента. Эксцентриситет между верхним и нижним упором ножа и главным кривошипным валом равен E1, а положение эксцентриситета составляет 180 градусов. Когда главный кривошипный вал вращается, верхняя и нижняя держатели инструмента совершают относительное движение, завершая действие сдвига. На коренном коленчатом валу установлен эксцентрик Е2. Эксцентриситет соединен с цапфой коромысла шатуном, а коромысло соединено с верхним подручником через шатун. Поэтому при вращении главного кривошипного вала верхняя и нижняя рамы орудий качаются вперед и назад с помощью шатунов, коромыслов и шатунов. Поскольку верхние и нижние держатели инструментов могут качаться вверх и вниз, они могут резать вращающиеся детали в движении.
Поэтому при вращении главного кривошипного вала верхняя и нижняя рамы орудий качаются вперед и назад с помощью шатунов, коромыслов и шатунов. Поскольку верхние и нижние держатели инструментов могут качаться вверх и вниз, они могут резать вращающиеся детали в движении.
5. Кривошипные летучие ножницы кулисного типа
Эти летучие ножницы, также известные как летучие ножницы Shroman, используются для резки холоднокатаной полосы. Поскольку общее колебание энергии летучих ножниц невелико, они могут работать со скоростью более 5 м/с. Верхняя опора летучих ножниц с кривошипным коромыслом шарнирно соединена с эксцентриковым шарниром и нижним держателем инструмента. При вращении коленчатого вала и верхней опоры нижний резцедержатель совершает возвратно-поступательное движение эксцентриковым валом. Когда эксцентричное положение эксцентрикового вала и эксцентриковой втулки изменяется, можно получить различное время пустой резки.
Машина для резки листового металла Сравнение классификаций
Станок для резки листового металла является одним из ковочных машин, в основном используемых в металлообрабатывающей промышленности. Продукция широко используется в авиации, легкой промышленности, металлургии, химической промышленности, строительстве, судостроении, автомобилестроении, электроэнергетике, электроприборах, отделке и других отраслях промышленности.
Продукция широко используется в авиации, легкой промышленности, металлургии, химической промышленности, строительстве, судостроении, автомобилестроении, электроэнергетике, электроприборах, отделке и других отраслях промышленности.
Классификация листорезных машин
1. С точки зрения режима передачи
Прежде чем анализировать классификацию, следует подробнее узнать о принципе и устройстве листовых ножниц.
Советы: (Эта часть прохода не является основным корпусом.)
Принципы работы:
Станок для резки листового металла представляет собой оборудование, в котором одно лезвие совершает возвратно-поступательное линейное движение относительно другого лезвия для резки пластин. .
Благодаря подвижному верхнему лезвию и неподвижному нижнему лезвию, он воздействует на металлические или стальные пластины различной толщины с разумным зазором между лезвиями. Затем пластинам можно придать форму или разделить их в соответствии с требуемым размером.
Детали станка для резки листового металла:
В состав станка для резки в основном входят:
Система трансмиссии, рама, ползун, держатель инструмента, прижимной механизм, удерживающий механизм, балансир, электрическая система управления, система смазки и др. вспомогательные устройства (уплотнительное кольцо, клапан, возврат азота N2 и т. д.).
Система привода:
Существует 3 типа трансмиссии листорезных машин: механическая трансмиссия, гидравлическая трансмиссия и гидромеханическая комбинированная трансмиссия.
Внешний вид и рабочие функции станков для резки листового металла тесно связаны с используемым режимом передачи.
Таким образом, станки для резки металла делятся на 2 основных типа в зависимости от системы передачи: механические ножницы и гидравлические ножницы.
Механический станок для резки VS Гидравлический станок для резки листового металла
В соответствии с принципом работы мы можем разделить станки для резки на следующие две категории: механические ножницы и гидравлические ножницы.
— Механическая режущая машина: с движением вверх и движением вниз.
— Гидравлический листорезный станок: ножницы с поворотной балкой и гильотинные ножницы.
— Толщина среза менее 10 мм, это всегда механические ножницы. Если толщина более 10 мм, это, как правило, гидравлический листорезный станок.
Вообще говоря, старые небольшие режущие машины для продажи в прошлом в основном использовали механическую трансмиссию. Это более экономично и рентабельно. Но с развитием технологий и производства гидравлические станки для резки листового металла заняли основной рынок. В настоящее время в большинстве продаваемых новых станков для резки листового металла используется гидравлическая система.
1.1 Механический станок для резки пластин
Механическая трансмиссия
Система трансмиссии механического станка для резки аналогична системе пуансона. Полезная модель состоит из двигателя, маховика, сцепления, кривошипно-шатунного механизма, тормоза, срезающего ползуна, прессующего ползуна и т. д. Эксплуатационные характеристики и опасность аналогичны перфоратору.
д. Эксплуатационные характеристики и опасность аналогичны перфоратору.
Преимущества:
— Высокая скорость резки
Недостатки:
— Громкий шум и низкая безопасность.
— Не может работать с полной нагрузкой длительное время. Без перегрузок. В противном случае легко повредить детали машины.
— Слишком много уязвимых частей, таких как часть сцепления, втулка вала и тормозной ремень.
— Регулировка зазора ножей и техническое обслуживание станков требует больших затрат времени (обычно более получаса).
— Не подходит для ножниц для длинных и тяжелых листов.
— По сравнению с гидравлическими станками для резки стоимость выше.
— В настоящее время он больше не популярен на мировом рынке. Но он по-прежнему популярен в Индии.
Лучшие производители машин для механической резки
— KESHAV: Kesahv New Tech (Индия)
— HPSM: HP Singh Machinery Pvt. Ltd. (Индия)
Ltd. (Индия)
— SPA SHUBHAM: Shubhampress Automation Private Limited (Индия)
— Производители и группы пользователей в основном находятся в слаборазвитых регионах, таких как Индия.
1.2 Гидравлический станок для резки листового металла
Гидравлическая трансмиссия
Механизм трансмиссии, используемый гидравлическим станком для резки, прост. Гидравлический цилиндр непосредственно приводит в действие прижимной и режущий ползун.
Он прост в эксплуатации и может выполнять одиночный ход, непрерывный ход, толчковый ход и возвратный ход. Это безопасно для работы и может предотвратить несчастные случаи с оборудованием, вызванные перегрузкой. Стабильная работа, небольшая вибрация, низкий уровень шума могут продлить срок службы инструмента.
Но ему нужна сложная и точная гидравлическая система управления. Работы по техническому обслуживанию тяжелые.
Преимущества:
— Большое усилие сдвига и гидравлическая защита от перегрузки уменьшают повреждение станка.
— Оснащен электрическим задним упором и цифровым дисплеем, удобный и быстрый.
— Зазор лезвия ножа быстро регулируется для экономии времени и труда.
— После завершения резки листа автоматически поднимается верхний резцедержатель. Это не медленнее, чем механические листовые ножницы.
— Мало неисправностей
— Обслуживание удобное и быстрое.
Недостатки:
— При резке с полной нагрузкой скорость немного снижается.
Советы: (Эта часть прохода не является основной частью.)
Сравнение механических ножниц и гидравлических станков для резки листового металла
Как мы все знаем, гидравлический станок для резки листового металла намного лучше, чем механический. .
Например: технология большой механической резки очень сложна. Машина больше, тяжелее и дороже.
Таким образом, механические листовые ножницы постепенно исчезают с рынка. А гидравлические листовые ножницы наиболее широко продаются и используются в мире.
Гидравлический листорезный станок Классификация
Кроме того, гидравлические ножницы можно разделить на 2 типа: станок для резки с поворотной балкой и гильотинный станок для резки. Эта классификация в основном основана на различных принципах резки.
Получите запрос сегодня!
1.2.1 Ножницы с качающейся балкой
Режим работы ножниц по резке держателя лезвия:
Принцип одноточечной опоры и рычага: дугообразное кривое движение поздней точки опоры.
Устройство возврата режущего диска:
Самодельный возвратный цилиндр. Он легко протекает и требует частого обслуживания.
Область применения:
Применяется для обычных мелких и средних заготовок или изделий с обычными требованиями к режущей поверхности.
Преимущества:
— Простая структура
— Несколько аксессуаров
— Лучше для небольших машин
— Низкая цена
.
— Низкая точность резки
— Низкое качество резки
Производители гидравлических станков для резки пластин с поворотной балкой
— Jean Perrot (Франция)
— Shearchy: WUXI SHEARCHY TECHNOLOGY CO., LTD (Китай)
— JAYSON: Jayson Machines Impex (Индия)
— SANTEC: Santec Group (Индия)
1.2.2 Гидравлические гильотинные ножницы
20 режим резки:
Трехточечная направляющая качения (включая нижний эксцентриковый вал, передний опорный вал, верхний эксцентриковый вал): держатель режущего лезвия перемещается вверх и вниз по прямой линии.
Устройство возврата режущего диска: 9 шт.0040
Пневмоаккумулятор. Возврат азота, стабильный и надежный.
Область применения:
Подходит для больших и средних заготовок и сверхдлинных пластин. Заготовка с высокими требованиями к точности поверхности плоскости сдвига.
Преимущества:
— Долгий срок службы стального режущего диска
— Более высокая точность резки
— Регулируемый угол сдвига
— Превосходное качество резки
— Может быть полностью ЧПУ
Недостатки:
— Относительно высокая цена
: RAJESH MACHINES LLP (Индия)
Советы: (Эта часть прохода не является основным корпусом. )
)
Сравнение ножниц с качающейся балкой и гильотинными ножницами
в продаже были маятникового типа. С непрерывным развитием науки и техники, гидравлические гильотинные ножницы с ЧПУ становятся все более и более популярными.
По сравнению с дешевым пневматическим листорезным станком с поворотной балкой, гидравлический гильотинный станок для резки имеет больше преимуществ в производительности и использовании. Например, с точки зрения точности, скорости, работы и т. д.
2. С точки зрения применения
2.1 Специальные листовые ножницы
Специальные машины для резки листового металла в основном используются с другим оборудованием для выполнения специальных задач.
Линия холодной гибки листового проката:
Например, ножницы для листового металла, установленные на линии производства продольной балки автомобиля, боковой перегородки вагона, цветного стального листа и т. д. автоматическая производственная линия луча для завершения процесса резки.
д. автоматическая производственная линия луча для завершения процесса резки.
Линия раскроя и выравнивания листа Станок для резки пластин:
Рычажный станок для раскроя листа используется для линии раскроя и выравнивания листа. Высокоскоростная машина для резки, разработанная для удовлетворения требований высокоскоростной резки на производственной линии.
— Для толстых листов в основном используются гидравлические высокоскоростные листовые ножницы.
— Для тонких листов в основном используются пневматические отрезные машины.
— Высокоскоростные линии будут оборудованы летающими режущими машинами: непрерывное производство, высокая производительность.
2.2 Ножницы с наклонным лезвием
Верхнее и нижнее лезвия станка для резки листового металла образуют угол. Как правило, верхняя лопасть наклонена, и угол ее наклона обычно составляет от 1° до 6°.
Усилие сдвига станка для резки с наклонным лезвием меньше, чем у ножниц с плоским лезвием. Таким образом, мощность двигателя и общий вес машины значительно снижены.
Таким образом, мощность двигателя и общий вес машины значительно снижены.
Самое практическое применение. В настоящее время большинство производителей станков для резки листового металла производят ножницы такого типа.
2.3 Ножницы с плоским лезвием
Качество сдвига хорошее, деформация небольшая. Но сила сдвига велика, а потребление энергии велико.
Верхние и нижние лезвия параллельны друг другу, и большинство этих ножниц представляют собой механические машины для резки листового металла. Он обычно используется при горячей резке блюмов и слябов на прокатном стане.
В зависимости от режима сдвига его можно разделить на верхний тип привода и нижний тип привода.
2.4 Многофункциональные листовые ножницы
2.4.1 Комбинированный станок для пробивки и резки
Комбинированные станки для пробивки и резки могут резать не только лист, но и профиль.
2.4.2 Станок для гибки и резки листового металла
Два процесса резки и гибки могут выполняться на одном оборудовании.
3. С точки зрения системы управления
3.1 Ручная машина для резки
В прошлом мы использовали старомодную ручную машину для резки пластин. В настоящее время в некоторых промышленно-экономически отсталых районах многие мелкие фабрики и мастерские все еще используют его.
Для простой обработки очень небольших заготовок небольшими партиями можно использовать ручной листорезный станок. Однако это очень трудоемко, трудоемко и опасно.
3.2 Станок для резки с ЧПУ
Станок для резки листового металла с ЧПУ оснащен цифровым дисплеем, что является низкой конфигурацией станка для резки с числовым программным управлением.
3.3 Станок для резки с ЧПУ
Станок для резки листового металла с ЧПУ использует систему управления ЧПУ. Аккумулятор возвращается более плавно и быстро. ЧПУ контролирует длину, ширину, толщину и угол резки.
Разница между цифровым дисплеем и числовым программным управлением
Цифровой дисплей:
Достижение предустановленного значения после предустановки. Но за один раз можно установить только одно значение.
Но за один раз можно установить только одно значение.
Цифровое управление:
Задайте несколько значений для достижения заданного эффекта. Более регулируемый и гибкий.
— Преобразование частоты ножниц с числовым программным управлением: общий двигатель плюс преобразователь частоты. Регулируемая скорость.
— Сервопривод станка с ЧПУ: серводвигатель. Может сигнализировать.
Лучшие производители станков для резки листового металла с ЧПУ
— LVD (Бельгия)
— SHENCHONG: Wuxi Shenchong Forging Machine Co., Ltd. (Китай)
— DKD: DKD IKJOT UNITED (Нью-Йорк, США)
— JMT: DBA Jorgenson Machine Tools, Inc. (США)
— Shailesh: Shailesh Machine Tools (Индия)
3.4 Автоматическая машина для резки пластин
Автоматическая машина для резки представляет собой более высокотехнологичный гильотинный станок с ЧПУ.
