Ножницы листовые кривошипные: Ножницы гильотинные кривошипные листовые с наклонным ножом НК3421Н — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
НД3316 Ножницы гильотинные, кривошипные НД-3316
Расположение составных частей ножниц НД3316
| Позиция | Назначение | Обозначение | Количество на ножницы |
| НД3316 | |||
| 1 | Электрошкаф | 92А.001 | 1 |
| 2 | Конечный выключатель | 41.001 | 1 |
| 3 | Ограждение конечного выключателя | 74.001 | 1 |
| 4 | Пульт управления | 93.001 | 1 |
| 5 | Система смазки | 81.001 | 1 |
| 6* | Боковой упор | 35.001 | 1 |
| 7 | Освещение линии реза | 76.001 | 3 |
| 8* | Ограждение станины | 71.001 | 1 |
| 9 | Воздухопровод | 43.001 | 1 |
| 10* | Передний упор | 36. 001 001 | 1 |
| 11 | Прижимная балка | 32.001 | 1 |
| 12 | Ограждение ножевой балки | 72.001 | 1 |
| 13* | Угловой упор | 37.001 | 1 |
| 14 | Ограждение привода | 73.001 | 1 |
| 15 | Задний упор | 34.001 | 1 |
| 16 | Уравновешиватель | 33.001 | 2 |
| 17* | Датчики заднего упора | 39.001 | 1 |
| 18 | Станина | 11.001 | 1 |
| 19 | Ножевая балка | 31.001 | 1 |
| 20 | Защитная решетка | 75.001 | 1 |
| 21 | Привод | 21.001 | 1 |
| 22 | Муфта-тормоз | 22.001 | — |
| 23 | Приводной вал | 24.001 | 1 |
| 24 | Редуктор червячный с муфтой-тормозом | 22. 001 001 | — |
| 25 | Рольганг | Р-10 | — |
| Р-12 | — | ||
| 26 | Транспортер | ТЛ-86 | 1 |
| ТЛ-88 | — |
Комплект поставки ножниц гильотинных, кривошипных НД3316
- НД3316-00-001 Ножницы в сборе.
- НД3316-00-001РЭ Руководство по эксплуатации ножницы кривошипные с наклонным ножом НД3316
Устройство ножниц НД3316
Органы управления ножниц НД3316 и их назначение
- Кнопка «Пуск электродвигателя»
- Кнопка «Пуск муфты»
- Кнопка «Стоп непрерывного хода»
- Переключатель освещения зоны реза
- Кнопка «Общий стоп»
- Электрошкаф
- Электрическая педаль управления ножницами
Кинематическая схема ножниц НД 3316
В ножницах НД3316 привод осуществляется от электродвигателя 6 через клиноременную передачу 5 на маховик 4, соединенный муфтой-тормозом 3 с приводным валом III.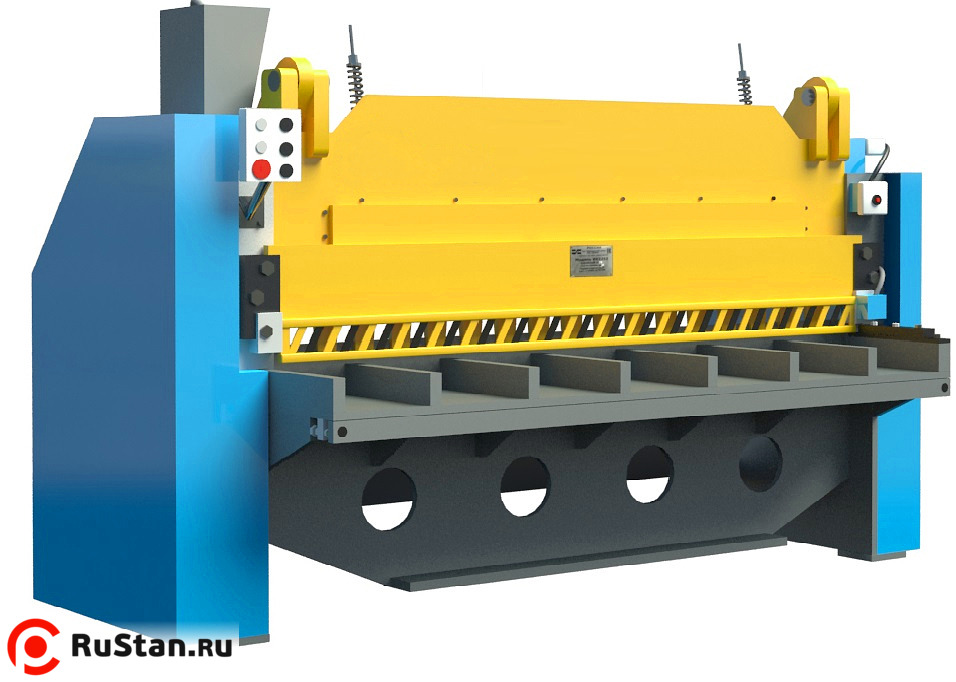 От приводного вала III через пару цилиндрических косозубых колес 10, 11 вращение передается на эксцентриковый вал I. Эксцентриковый вал I соединен с ножевой балкой 1шатунами 2. Перемещение заднего упора осуществляется с помощью маховичка 9, соединенного общим валом II с шестернями 8, которые перемещаются по рейкам 7.
От приводного вала III через пару цилиндрических косозубых колес 10, 11 вращение передается на эксцентриковый вал I. Эксцентриковый вал I соединен с ножевой балкой 1шатунами 2. Перемещение заднего упора осуществляется с помощью маховичка 9, соединенного общим валом II с шестернями 8, которые перемещаются по рейкам 7.
Станина ножниц НД3316
Станина НД3316 является базовой сборочной единицей, на которой крепятся все остальные сборочные единицы ножниц. Станина имеет сборно-сварную конструкцию и состоит из двух стоек 1 и 8, которые соединены между собой траверсой 2 и стяжкой 7.
На стойки и траверсу опирается стол 4, к которому с помощью винтов крепятся нижние ножи 16. Затягивание гаек на винтах, крепящих ножи, производится через окна в столе. Регулировка зазора между ножами ножевой балки и станины осуществляется перемещением стола 4 с помощью установочных болтов, расположенных с обеих сторон стола. Винты 3перед регулировкой зазора необходимо отпустить, а после регулировки— затянуть. <5> Направляющие 5 стоек вместе с прикрепленными к ним накладными 6 наклонены к плоскости стола под углом 870. Установка ножа по высоте при переточке и замене ножей производится подгонкой планки 17. В столе имеются Т-образные пазы для крепления переднего и углового упоров и удлинителей, паз для крепления бокового упора и пазы для пальцев рук оператора, облегчающие манипуляции с листом. В сборочную единицу „Станина» входит также эксцентриковый вал 9 с насажденными на нем эксцентриками 10 и шатунами 11. С помощью осей 15 шатуны соединяются с ножевой балкой. С внутренних сторон стоек 1 и 8 на осях 12 установлены рычаги 13, соединенные с ножевой балкой (серьгами14) с одной стороны и с уравновешивателями – с другой.
<5> Направляющие 5 стоек вместе с прикрепленными к ним накладными 6 наклонены к плоскости стола под углом 870. Установка ножа по высоте при переточке и замене ножей производится подгонкой планки 17. В столе имеются Т-образные пазы для крепления переднего и углового упоров и удлинителей, паз для крепления бокового упора и пазы для пальцев рук оператора, облегчающие манипуляции с листом. В сборочную единицу „Станина» входит также эксцентриковый вал 9 с насажденными на нем эксцентриками 10 и шатунами 11. С помощью осей 15 шатуны соединяются с ножевой балкой. С внутренних сторон стоек 1 и 8 на осях 12 установлены рычаги 13, соединенные с ножевой балкой (серьгами14) с одной стороны и с уравновешивателями – с другой.
Привод ножниц НД3316
Привод ножниц НД3316 осуществляется от электродвигателя 2, установленного на качающейся плите 1, через клиноременную передачу 3 на маховик 4. Маховик ножниц установлен на промежуточном валу с внутренней стороны правой стойки. Маховик с помощью пальцев связан сведущими дисками муфты-тормоза.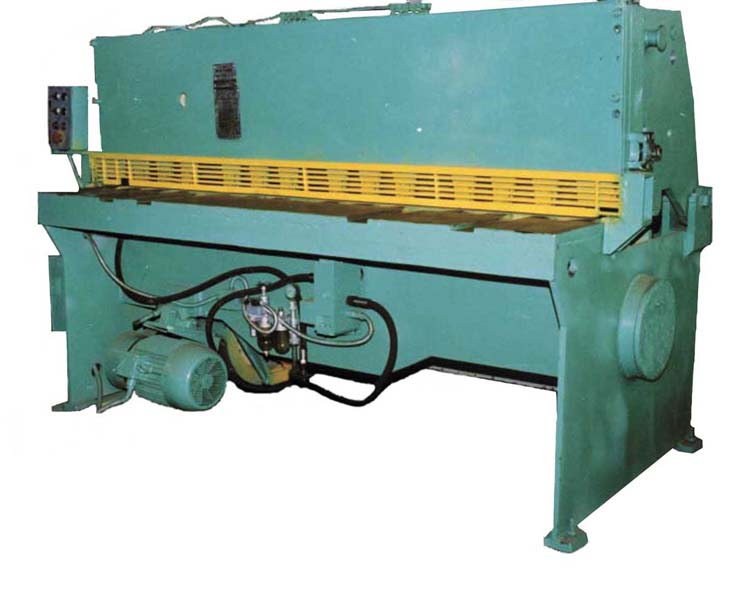
Муфта-тормоз и приводной вал ножниц НД3316
Муфта-тормоз ножниц НД331 состоит из нормализованной сборочной единицы «Муфта-тормоз» модели УВ3132, воздухоподводящей головки 14 и маховика 1, опорами которого насаженные на втулку 2 радиальные шарикоподшипники 4. Втулка 2 установлена на приводном валу 16 Жестко сблокированная многодисковая фрикционная муфта-тормоз с пневматическим включением состоит из трех частей: ведущей, ведомой и тормозной. К ведущей части относятся ведущие диски 6муфты с фрикционными накладками 8. В ведомую часть входят ступица 12 с неподвижно присоединенным поршнем 13, цилиндр 11, перемещающийся вдоль оси опорных дисков 5муфты и тормоза, нажимной диск 10 тормоза и промежуточный диск 7муфты. Тормозная часть состоит из тормозного диска 9с фрикционными накладками.
Работа муфты-тормоза ножниц НД 3316 происходит следующим образом: сжатый воздух через воздухоподводящую головку 14 поступает впневмокамеру15, перемещает цилиндр 11 вдоль оси опорных дисков 5в сторону муфты и зажимает ведущие диски 6, связанные с постоянно вращающимся маховиком 1через пальцы 3, обеспечивая передачу крутящего момента через ступицу 12 на приводной вал 16
Ножевая балка ножниц гильотинных, кривошипных НД 3316
Ножевая балка ножниц НД3316 представляет собой жесткую конструкцию сварного типа, состоящую из вертикального листа 8, горизонтального листа 5и наклонного листа 6. С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему, балка совершает возвратно-поступательное движение. Движение балки происходит в направляющих под углом 3′ к вертикальной плоскости. В нижней части ножевой балки имеется паз, в котором крепятся ножи 2 и 4. Ножевая балка ножниц НД 3316 имеет два выступа 1 и 3, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку.
С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему, балка совершает возвратно-поступательное движение. Движение балки происходит в направляющих под углом 3′ к вертикальной плоскости. В нижней части ножевой балки имеется паз, в котором крепятся ножи 2 и 4. Ножевая балка ножниц НД 3316 имеет два выступа 1 и 3, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку.
Прижимная балка ножниц гильотинных, кривошипных НД 3316
Прижимная балка ножниц гильотинных, кривошипных НД 3316 8 имеет выступы и скользит в пазах, образованных направляющими 3, 19 и планками 2, 20. Ножевая балка скользит в пазах, образованных накладками 4, 5, 6, 13, 18 и планкой 17. Крепление направляющих 3и19 к станине осуществляется через приставки 7и14. Зазор в направляющих ножевой балки регулируется подгонкой компенсационных прокладок 1и 16. Боковой зазор в направляющих ножевой балки регулируется перемещением планки 17 винтами 15. Прижимная балка 8взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами 11, которые упираются в выступы 12 ножевой балки. При совершении рабочего хода происходит одновременное опускание ножевой и прижимной балок. Прижим листа осуществляется за счет силы сжатия пружин 10 и собственного веса балки 8, причем сила сжатия пружин регулируется винтами 9.
Прижимная балка 8взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами 11, которые упираются в выступы 12 ножевой балки. При совершении рабочего хода происходит одновременное опускание ножевой и прижимной балок. Прижим листа осуществляется за счет силы сжатия пружин 10 и собственного веса балки 8, причем сила сжатия пружин регулируется винтами 9.
Уравновешиватели
На внутренних сторонах обеих стоек станины ножниц НД 3316 установлены уравновешиватели . Штоки 1 уравновешивателей с помощью осей 4 связаны с рычагами станины. При опускании ножевой балки шток 1 поднимается вверх и сжимает пружину 2, которая опирается на кронштейн 3 станины. Пружина 2 смонтирована с предварительным сжатием, поэтому даже в случае разладки тормоза ножевая балка удерживается в верхнем положении. Кроме того, за счет постоянно направленного усилия пружин все зазоры в сочленениях подвижных частей цепи «эксцентриковый вал — шатуны — ножевая балка —уравновешиватели» выбираются в одну сторону, что обеспечивает плавную работу ножниц. Поскольку действие уравновешивателей на ножевую балку направлено под углом 1500к вертикали, ножевая балка постоянно прижата к направляющим станины, что обеспечивает постоянство зазора между ножами.
Поскольку действие уравновешивателей на ножевую балку направлено под углом 1500к вертикали, ножевая балка постоянно прижата к направляющим станины, что обеспечивает постоянство зазора между ножами.
Задний упор ножниц НД3316
Установка упорной линейки 8 на заданное расстояние от нижнего ножа, то есть на ширину отрезаемой полосы, осуществляется путем вращения маховичка 1. При этом зубчатые колеса 3, насаженные на общий вал с маховичком 1, перемещаются вместе с корпусами 4 по рейкам 5, которые неподвижно закреплены в ножевой балке. Выверка линейки на параллельность нижнему ножу осуществляется вращением эксцентриков 7, которые после регулировки должны быть зафиксированы гайкой. Высота поднятия упора и зазор между упором и верхним ножом регулируются винтом
Боковой упор ножниц НД3316
При работе с боковым упором две ползушки 3 устанавливаются на определенный размер по линейке 1, закрепленной на кронштейне 2. При продольной резке листов с использованием вылета боковой упор необходимо снять.
Передний упор ножниц НД3316
В Т-образном пазу стола устанавливаются удлинители 1. Ширина полосы, отрезаемой по переднему упору, определяется положением линейки 2.
Угловой упор ножниц НД3316
В Т-образном пазу стола устанавливаются поворотный упор; позволяющий осуществлять резку заготовок под углом. Направляющая планка 1 (рис. 15) вместе с лимбом 2 устанавливается под углом, который отсчитывается относительно риски А на диске 3.
Конечный выключатель ножниц НД3316
На левом конце эксцентрикового вала насажена втулка 2, с закрепленным на ней выступом, которого касается колёсика конечного выключателя 1 и предназначен для управления электромагнитными вентилями трехходового сдвоенного сблокированного клапана.
Воздухопровод НД 3316
Воздухопровод состоит из пневматического блока 1, ресивера (конструкция ресивера может быть изменена по усмотрению производителя) 2, и трехходового сдвоенного сблокированного клапана 3, соединенных линиями связи с муфтой-тормозом.
Трехходовой сдвоенный сблокированный клапан ножниц НД3316
Трехходовой сдвоенный сблокированный клапан ножниц НД3316 представляет собой сдвоенный пневматический клапан с сервоуправлением от электропневматических включающих вентилей. Исполнение клапана нормально-закрытое, то есть при обесточенных катушках электромагнитов включающих вентилей переход через клапан закрыт. Для включения клапана на обмотки катушек электромагнитов включающих вентилей подается напряжение, при этом клапан вентиля связывает полость I, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимают пружины 4 и, предварительно уменьшая живое сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза и происходит включение дисков муфты. После снятия напряжения с обмоток катушек электромагнитов (отключение муфты) вентили перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает, и поршни 6под действием пружин 4 возвращаются в исходное положение, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан. Муфта-тормоз отключается.
После снятия напряжения с обмоток катушек электромагнитов (отключение муфты) вентили перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает, и поршни 6под действием пружин 4 возвращаются в исходное положение, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан. Муфта-тормоз отключается.
Защитная решетка ножниц НД3316
Защитная решетка полностью преграждает доступ к ножам и прижиму. Решетка представляет собой рамку, состоящую из жестко связанных между собой вертикальных и горизонтальных планок 2 и 3. Защитная решетка прикреплена к прижимной балке, что предохраняет рабочих от несчастных случаев при ремонте и техническом обслуживании ножниц.
Также на На внешних сторонах стоек ножниц НД3316 и с лицевой стороны крепятся ограждения привода, станины, прижима и конечного выключателя. Ограждения обеспечивают безопасность работы на ножницах и улучшают их внешний вид.
Ограждения обеспечивают безопасность работы на ножницах и улучшают их внешний вид.
Рольганг
Рольганг ножниц НД3316 предназначен для облегчения перемещения и разворота листов при их подаче в зону резания ножниц. Он состоит из сварной рамы 3, регулируемой по высоте (в зависимости от высоты поверхности стола над уровнем пола) с помощью болтов 1и контргаек 2. На раме установлен ряд роликов 4, смонтированных на подшипниках качения.
Транспортер ножниц НД3316
Ленточный транспортер НД3316 состоит из привода 1 и рамы 4, в которой на подшипниках качения смонтированы ведущий вал 2 и ведомый вал 7. На валах натянут ряд прорезиненных лент 3. Ведомый вал расположен со стороны ножниц и имеет натяжное устройство. Натяжение ленты производится с помощью винтов 6, которые стопорятся контргайками 5. Привод 1состоит из электродвигателя, жесткой втулочной муфты и червячного редуктора, вращение от которого передается на ведущий вал 2. Транспортер предназначен для отвода отрезанных заготовок из зоны резания ножниц. Управление транспортером осуществляется с пульта управления 8.
Управление транспортером осуществляется с пульта управления 8.
Принципиальная пневматическая схема ножниц НД3316
- Накопитель (ресивер)
- Блок кондиционирования БК-16-2 УХЛ4 с манометром
- Пневмораспределитель сблокированный трехходовой У7124А
- Муфта тормоз УВ3132
Давление воздуха, поступающего из общезаводской магистрали должно быть не менее 0,5 МПа. Сжатый воздух из общей магистрали поступает в ресивер 1. В случае падения давления ниже допустимого срабатывает реле давления, размыкая электрическую цепь управления и замыкая цепь контрольной лампы. Из, ресивера воздух поступает через блок кондиционирования 2 и пневмораспределитель сдвоенный трехлинейный 3 к муфте-тормозу 4.
Пневмоаппараты, входящие в пневмосистему ножниц, крепятся к траверсе и соединяются между собой с помощью труб, напорных рукавов и концевых соединений в последовательности, указанной на принципиальной пневматической схеме Влагоотделитель и маслораспылитель должны находиться в вертикальном положении. Муфта-тормоз устанавливается с правой стороны ножниц. Установка на ножницах пневматического блока должна осуществляться таким образом, чтобы направление движения воздушного потока совпадало с направлением стрелок на корпусах влагоотделителя, регулятора давления и маслораспылителя.
Муфта-тормоз устанавливается с правой стороны ножниц. Установка на ножницах пневматического блока должна осуществляться таким образом, чтобы направление движения воздушного потока совпадало с направлением стрелок на корпусах влагоотделителя, регулятора давления и маслораспылителя.
Внимание! Необходимо периодически осуществлять выпуск конденсата из прозрачного стаканчика влагоотделителя и ресивера. Фильтр влагоотделителя оснащен фильтровальной металокерамической вставкой. Которая через каждые 2-3 месяца работы должна сниматься, промываться керосином или бензином и продуваться сжатым воздухом. Одновременно с этим следует очищать от загрязнения прозрачный стаканчик влагоотделителя. Масло в маслораспылитель нужно заливать до уровня, обозначенного линией на прозрачном стаканчике. Настройку подачи масла маслораспылителем следует производить из расчета одной капли на 15…..20 включений муфты-тормоза
Система смазки ножниц гильотинных, кривошипных НД 3316
Система смазки ножниц предусматривает следующие способы смазки:
- смазка с помощью пресс-масленок;
- закладка консистентной смазки вручную;
- жидкая смазка.

Контроль за поступлением смазки к точкам централизованной смазки осуществляется визуально
| Точки смазки | Место смазки | Способ смазки | Марка смазки | Режим смазки | Кол-во |
| 1, 2 | Опоры эксцентрикового вала | Шприцевой | ЦИАТИ-203 ГОСТ 8773-73 | 2-1 раз в смену | Т 4, 5 – 3,5куб.см; остальные 5 – 5 куб. см в каждую точку |
| 3, 4, 5, 6 | Втулки левого и правого шатунов | ||||
| 7, 8 | Направляющие ножевой и прижимной балки | ||||
| 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 | Втулки уравновешивателей | 1 куб.см в каждую точку | |||
| 25, 26 | Подшипники червячного вала | 1 раз в три месяца | |||
| 29 | Подшипники маховика | ||||
| 30 | Редуктор | Заливной | Масло И-40 ГОСТ 20799-88 | 1 раз в месяц | 3л |
клапан трехходовой сдвоенный сблокированный У7124А, ножницы гильотинные нд 3316 устройство гильотинных ножниц нд3316 гильотина нд 3316. ножницы нд 3316, тех паспорт на станок НД 3316 Г тормоз для гильотины нд3316 ножницы кривошипные нд3316а. паспорт на гилятину нд 3316, ножницы нд-3316 как регулировать зазор на нд3316 паспорт на НД3316. Ножницы кривошипные листовые НД3316, НД3316 характеристики нд3316г настройка эф3316. Www.stanki-zavod.ru, купить запасные части для муфты-тормоза гильотинных ножниц НД3316Г паспорт на гильотинну нд3316 НД3316. запчасти для ножниц гильотинных 3316, нд 3316характеристики схема нд 3316 ножницы гильотинные нд3316г. электрическая схема гильотины для резки металла 3316, ножницы гильотиновые нд3316 пульт управления ножницами нд3316 г нстройка наладка и режими работыкривошипных листовых ножниц нд 3316 г. нд 3316 схема электрическая, зазор на ножницах нд3316 нд 3316 паспорт нд 3316 производитель. пневмоузел гильотины нд 3316, ножницы кривошипные НД 3316 нд 3316 паспорт гильотины нд-3316. нд 3316 технические характеристики,
ножницы нд 3316, тех паспорт на станок НД 3316 Г тормоз для гильотины нд3316 ножницы кривошипные нд3316а. паспорт на гилятину нд 3316, ножницы нд-3316 как регулировать зазор на нд3316 паспорт на НД3316. Ножницы кривошипные листовые НД3316, НД3316 характеристики нд3316г настройка эф3316. Www.stanki-zavod.ru, купить запасные части для муфты-тормоза гильотинных ножниц НД3316Г паспорт на гильотинну нд3316 НД3316. запчасти для ножниц гильотинных 3316, нд 3316характеристики схема нд 3316 ножницы гильотинные нд3316г. электрическая схема гильотины для резки металла 3316, ножницы гильотиновые нд3316 пульт управления ножницами нд3316 г нстройка наладка и режими работыкривошипных листовых ножниц нд 3316 г. нд 3316 схема электрическая, зазор на ножницах нд3316 нд 3316 паспорт нд 3316 производитель. пневмоузел гильотины нд 3316, ножницы кривошипные НД 3316 нд 3316 паспорт гильотины нд-3316. нд 3316 технические характеристики,
Ножницы листовые кривошипные с наклонным ножом НП3121
- Главная /
- Справочник
- КПО советское, российское, импортное — справочная информация
- КПО советское, российское, импортное — справочная информация
- Ножницы листовые кривошипные с наклонным ножом НП3121
Ножницы листовые кривошипные с наклонным ножом предназначены для резки листового материала. Применяются в заготовительных и ремонтных цехах машиностроительных предприятий. Электросхема обеспечивает работу ножниц в режимах наладки и одиночных ходов. Управление ножниц кнопочное и от педали. Смазка основных узлов комбинированная.
Применяются в заготовительных и ремонтных цехах машиностроительных предприятий. Электросхема обеспечивает работу ножниц в режимах наладки и одиночных ходов. Управление ножниц кнопочное и от педали. Смазка основных узлов комбинированная.
Технические характеристики станка НП3121
| Параметр | Значение |
|---|---|
| Наибольшая толщина листа, мм | 12 |
| Ширина листа, мм | 2000 |
| Длина полосы, отрезаемой по заднему упору, мм | 1000 |
| Частота ходов ножа, 1/мин | |
| Размеры стола: ширина, длина, мм | — |
| Мощность двигателя главного движения / мощность суммарная, кВт | 15 |
| Габариты, мм | 3590_1890_2720 |
| Масса, кг | 7000 |
| Начало серийного выпуска, год | |
| Завод-производитель | Кузлитмаш, РУП |
Предлагаем купить новые или после капремонта аналоги оборудования типа Ножницы листовые кривошипные с наклонным ножом НП3121 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели НП3121 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Ножницы листовые кривошипные с наклонным ножом НП3121 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Ножницы листовые кривошипные с наклонным ножом НП3121 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Ножницы листовые кривошипные с наклонным ножом НП3121 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
VEVOR VEVOR SJ 300 Машина для скользящих роликов Металлический лист Рукоятка из мягкой стали и 2 штифта для регулировки толщины Ручной инструмент для гибки листового металла для гибки металла
Описание Спецификация Вопросы и Ответы Отзывы
Станок для скользящих валков SJ 300
Скользящий валик легко монтируется на прочный стол, обеспечивая прочность и устойчивость при формовании листового металла. Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Круглосуточная служба поддержки 7 дней в неделю
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочный и прочный
Ролики из прецизионной шлифованной стали Slip Roll легко крепится к прочной скамье, обеспечивая прочность и стабильность при формировании листового металла. Он ручной и используется для формовки металла на металлическом листе шириной до 300 мм и толщиной 1 мм.
Простое ручное управление
Большая кривошипная рукоятка и закаленный сверхпрочный редуктор обеспечивают механические преимущества при прокатке низкоуглеродистой стали толщиной до 20. Легко крепится к скамейке.
Два съемных ролика
Верхнюю ось нашего станка со скользящими роликами можно легко выдвинуть, чтобы извлечь обработанную заготовку. Два съемных ролика с проволочными канавками. 3 проволочных канавки (5/32 дюйма, 15/64 дюйма и 5/16 дюйма) Минимальный диаметр ролика: 1,5 дюйма
Регулируемый радиус прокатки
Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла. Прецизионные регулировочные винты для верхних и нижних передних валков.
Прецизионные регулировочные винты для верхних и нижних передних валков.
Макс. Ширина: 300 мм
Скользящий валок 300 мм может создавать изгибы постоянного радиуса в листовом металле толщиной до 20. 300-мм скользящая вальцовочная машина — отличный выбор для формовки листового металла толщиной до 300 мм.
Широкое применение
Скользящий ролик имеет три специально расположенных металлических ролика для изготовления изгибов, конусов и цилиндров из листового металла. Наша скользящая валковая машина не только наматывает, но также может наматывать материалы. Гибочный станок является полезным инструментом для гибки под давлением декоративного железа, низкоуглеродистой стали, алюминия и других металлов.
Спецификации
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и надежная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд которая специализируется на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
SJ 300 Машина для производства скользящих валиков
Машина для скользящих валков легко крепится к прочному столу. , обеспечивая прочность и стабильность при формовке листового металла. Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла.
, обеспечивая прочность и стабильность при формовке листового металла. Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла.
- Прочный и надежный
- Простое ручное управление
- Два съемных ролика
- Регулируемый радиус качения
Прочный и прочный
легко крепится к прочной скамье, обеспечивая прочность и устойчивость при формировании свой листовой металл. Он ручной и используется для формовки металла на металлическом листе шириной до 300 мм и толщиной 1 мм.
Простое ручное управление
Большая кривошипная рукоятка и закаленный сверхпрочный редуктор обеспечивают механические преимущества при прокатке низкоуглеродистой стали толщиной до 20. Легко крепится к скамейке.
Два съемных ролика
Верхнюю ось нашего станка со скользящими роликами можно легко выдвинуть, чтобы извлечь обработанную заготовку. Два съемных ролика с проволочными канавками. 3 проволочных канавки (5/32 дюйма, 15/64 дюйма и 5/16 дюйма) Минимальный диаметр ролика: 1,5 дюйма
Два съемных ролика с проволочными канавками. 3 проволочных канавки (5/32 дюйма, 15/64 дюйма и 5/16 дюйма) Минимальный диаметр ролика: 1,5 дюйма
Регулируемый радиус прокатки
Ролик оснащен регулируемыми ручками, которые позволяют оператору регулировать расстояние между роликами между роликами, чтобы контролировать радиус концов и приспосабливаться к различной толщине листового металла. Прецизионные регулировочные винты для верхних и нижних передних валков.
Макс. Ширина: 300 мм
Скользящий валок 300 мм может создавать изгибы постоянного радиуса в листовом металле толщиной до 20. 300-мм скользящая вальцовочная машина — отличный выбор для формовки листового металла толщиной до 300 мм.
Широкое применение
Скользящий ролик имеет три специально расположенных металлических ролика для изготовления изгибов, конусов и цилиндров из листового металла. Наша скользящая валковая машина не только наматывает, но также может наматывать материалы. Гибочный станок является полезным инструментом для гибки под давлением декоративного железа, низкоуглеродистой стали, алюминия и других металлов.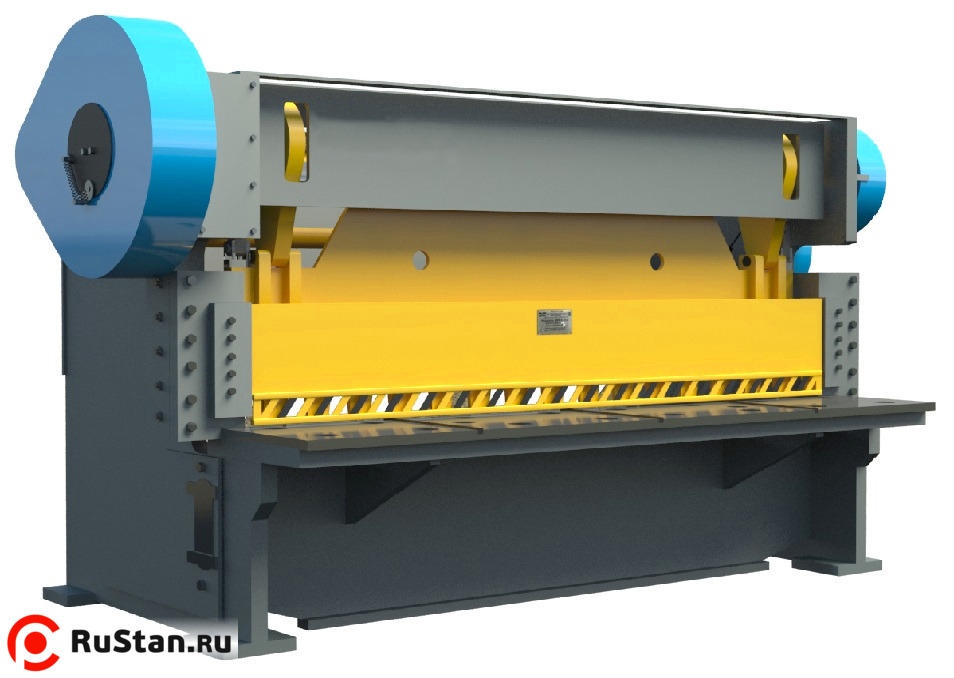
Содержимое упаковки
- 1 x SJ-300 Машина для производства скользящих роликов
- 1 x Перчатки
- 1 x Железный лист
Технические характеристики
- Модель: SJ -300
- Макс. толщина: 1 мм
- Макс. ширина: 300 мм
- Минимальный диаметр ролика: 30 мм
- 3 проволочных канавки (5/32 дюйма, 15/64 дюйма и 5/16 дюйма)
- Модель
- SJ-300
- Макс. Толщина
- 1 мм
- Максимальная ширина
- 300 мм
- Минимальный диаметр ролика
- 30 мм
- 3 проволочных канавки (5/32 дюйма, 15/64 дюйма и 5/16 дюйма)
Цена
4. 9
9Качество
4.7Функции
4.7Легко использовать
4.8- Все
- Только фотографии
- Только видео
- Все звезды
- Только 5 звезд
- Только 4 звезды
- Только 3 звезды
- Только 2 звезды
- Только 1 звезда
- Самые последние
- Самый полезный
- Силовые ножницы под кривошип
- Мощный сдвиг над кривошипом
- Гидравлические ножницы
- Торговые ножницы
- Круглоотрезной станок (ручной)
- Моторизованный станок для резки кругов
- Прецизионные настольные ножницы (ручные)
- Мульти (с храповым механизмом)
- Машина для резки полос
- Нож для прокладок и переносные ножницы
- Многоцелевые ручные ножницы с редуктором
- Универсальная ручная резка/пробивка с редуктором
- Станок для резки Z-образных профилей
- Зубчатые ножницы
- Рычажная стригальная машина
- Tor Steel/прутковый резак
9 0181
Вопросы и ответы
Типичные вопросы о продуктах: Долговечен ли продукт? …
Задайте первый вопрос
Отзывы клиентов
3 отзыва
Сортировка:
Все
Все звезды
Самые последние
Прозрачные фильтры
Mike
Максимальная ширина: 320 мм
Mr
Машина прекрасного качества по хорошей цене. Необходимость использовать как минимум сто символов, чтобы оставить отзыв, — это мелочь, разберитесь, !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!,!,!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! Я не буду оставлять какие-либо другие отзывы, пока вы не разберетесь с этим !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Необходимость использовать как минимум сто символов, чтобы оставить отзыв, — это мелочь, разберитесь, !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!,!,!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! Я не буду оставлять какие-либо другие отзывы, пока вы не разберетесь с этим !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
См. больше См. меньше
0
Graham
Макс. ширина: 320 мм
Mr
Отличный комплект по очень доступной цене.
Он отлично работает и очень хорошо сделан
См. больше См. меньше
0
Jim Bradley
Макс. ширина: 300 мм
Подходит для того, что мне нужно
Подходит для того, что мне нужно нужно
См. больше См. меньше
0
Люди, которые просматривали этот товар, также просматривали
Станки для резки листового металла — механические ножницы с кривошипом
МОЩНЫЕ НОЖНИЦЫ ПОД РУКОЯТКУ (SM-1)
Технические характеристики
| Ширина | мм | 600 | 1270 | 1525 | 2030 | 2540 |
| Толщина (МС) | мм | 2 | 2 | 2 | 2 | 2 |
| Требуемая мощность | л. с. с. | 2 | 3 | 3 | 5 | 5 |
| Ширина | мм | 3125 | 1270 | 1525 | 2030 | 2540 | 3125 |
| Толщина (МС) | мм | 2 | 4 | 4 | 4 | 4 | 4 |
| Требуемая мощность | л.с. | 7,5 | 5 | 5 | 7,5 | 7,5 | 10 |
МОЩНЫЕ НОЖНИЦЫ НА РУКОЯТКУ (SM-2)
Технические характеристики
| Ширина | мм | 1270 | 1525 | 2030 | 2540 | 3125 |
| Толщина (МС) | мм | 6 | 6 | 6 | 6 | 6 |
| Требуемая мощность | л.с. | 7,5 | 10 | 10 | 12,5 | 15 |
| Ширина | мм | 1525 | 2030 | 2540 | 3125 | 2030 |
| Толщина (МС) | мм | 8 | 8 | 8 | 8 | 10 |
| Требуемая мощность | л. с. с. | 12,5 | 12,5 | 15 | 20 | 15 |
| Ширина | мм | 2540 | 3125 | 2030 | 2540 | 3125 |
| Толщина (МС) | мм | 10 | 10 | 13 | 13 | 13 |
| Требуемая мощность | л.с. | 20 | 25 | 20 | 25 | 30 |
ГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ (SM-2A)
Технические характеристики
| Ширина | мм | 600 | 1270 | 1525 | 2030 | 2540 |
| Толщина (МС) | мм | 2 | 2 | 2 | 2 | 2 |
| Требуемая мощность | л.с. | 2 | 3 | 3 | 5 | 5 |
| Ширина | мм | 3125 | 1270 | 1525 | 2030 | 2540 | 3125 |
| Толщина (МС) | мм | 2 | 4 | 4 | 4 | 4 | 4 |
| Требуемая мощность | л. с. с. | 7,5 | 5 | 5 | 7,5 | 7,5 | 10 |
НОЖНИЦЫ ДЛЯ НОЖНИЦ (SM-3)
Технические характеристики
| Длина лезвия | Дюйм | 12 | 18 | 24 | 36 | 40 | 48 |
| Толщина (МС) | Свг | 22 | 22 | 20 | 20 | 20 | 20 |
РУЧНАЯ КРУГОВАЯ РЕЗКА (SM-4)
Технические характеристики
| Диаметр Крикле | Дюйм | от 3 до 14 | от 3 до 18 | от 3 до 24 | от 4 до 36 |
| Толщина (МС) | Свг | 20 | 20 | 18 | 18 |
МОТОРИЗОВАННАЯ МАШИНА ДЛЯ КРУГОВОЙ РЕЗКИ (SM-5)
Фиксированная/поворотная дуга
Технические характеристики
| Диаметр круга | Дюйм | от 14 до 24 лет | от 4 до 36 | от 5 до 48 | от 5 до 24 |
| Толщина (МС) | Свг | 14 | 14 | 14 | 10 |
Мощность Требуемая л. с./об/мин с./об/мин | л.с. | 1/1440 | 1/1440 | 1/1440 | 2/960 |
| Диаметр окружности | Дюйм | от 4 до 36 | от 5 до 48 | от 5 до 24 | от 5 до 36 |
| Толщина (МС) | Свг | 10 | 10 | 8 | 8 |
| Мощность Требуемая л.с./об/мин | л.с. | 2/960 | 2/960 | 2/960 | 3/960 |
РУЧНЫЕ ТОЧНЫЕ НОЖНИЦЫ (SM-6)
Технические характеристики
| Макс. ширина резания | Дюйм | 12 | 18 | 24 |
| Максимальная толщина (МС) | Свг | 16 | 16 | 16 |
РУЧНЫЕ НОЖНИЦЫ (ХРАШЕВОГО ТИПА) SM-7
Технические характеристики
| Модель | 5С/-13-Р | 5С/-16-Р | |
|---|---|---|---|
| Тарелки | мм | 13 | 16 |
| Плоские стержни | мм | 13 | 16 |
| Круглые стержни | мм | 28 | 32 |
| Квадратные стержни | мм | 25 | 28 |
| Уголки | мм | 7×75 | 8×90 |
МАШИНА ДЛЯ РЕЗКИ ПОЛОС (SM-8)
Технические характеристики
| С ручным управлением | Ручной / моторизованный | Ручной/моторизованный | ||
|---|---|---|---|---|
| Вместимость | мм | от 10 до 100 | от 12 до 200 | от 12 до 300 |
| Толщина (МС) | Свг | 18 | 16 | 16 |
| МОТОРИЗОВАННЫЙ | |||||
|---|---|---|---|---|---|
| Вместимость | мм | от 12 до 200 | от 12 до 300 | от 12 до 200 | от 12 до 300 |
| Толщина (МС) | Свг | 16 | 16 | 10 | 10 |
| Требуемая мощность | л. с./об/мин с./об/мин | 1/1440 | 1/1440 | 2/960 | 2/960 |
РЕЗАК ДЛЯ ПРОКЛАДОК И AMP; ПЕРЕНОСНЫЕ НОЖНИЦЫ
РЕЗАК ДЛЯ ПРОКЛАДОК (SM-9)
Доступный размер от 15 до 60 дюймов
ПЕРЕНОСНЫЕ НОЖНИЦЫ (SM-10)
МНОГОФУНКЦИОНАЛЬНЫЕ РУЧНЫЕ НОЖНИЦЫ С ПРИВОДОМ (SM-13)
Технические характеристики
| Модель | 8 каналов | 10 каналов | |
|---|---|---|---|
| Нарезки неограниченной длины | |||
| Пластины M.S. | мм | 8 | 10 |
| Плоский | мм | 5×12 | 75×13 |
| Круглый квадрат | мм | 18 | 24 |
| Тройники | мм | 55×5 | 60×6 |
| Уголки | мм | 62×6 | 75×7 |
| Длина лезвий | мм | 175 | 175 |
РУЧНАЯ СТРЕЖКА/ПРОБИВКА С ПРИВОДОМ (SM-14)
Технические характеристики
| Модель | 8 КП | 10 КП | |
|---|---|---|---|
| Нарезки неограниченной длины | |||
Пластины M. S. S. | мм | 8 | 10 |
| Плоский | мм | 12 | 13 |
| Круглый | мм | 20 | 24 |
| Квадрат | мм | 18 | 22 |
| Угол, Т и т. д. | мм | 60x60x6 | 75x75x6 |
| Длина лезвий | мм | 175 | 175 |
| Пробивка круглых отверстий M.S Dia | мм | 31×16, 24×14, 31×16, 24×14 | 37×16, 24×12, 37×16, 24×12 |
СТАНОК ДЛЯ РЕЗКИ СЕКЦИИ Z
Резка Z-образного сечения (SM-17)
Ручной станок для резки Z-образных профилей, подходящий для резки профилей F-7B и EZ-7 стальных окон и дверей под углом 45° в комплекте с лезвиями и ручкой.
ЗУБЧАТЫЕ НОЖНИЦЫ (SM-18)
Ручные ножницы с редуктором, подходящие для резки листов неограниченной длины
Технические характеристики
| Модель | Г/5Р | Г/3 л | Г/6л | Г/8л | Г/БК | 4/7R | |
|---|---|---|---|---|---|---|---|
| Резка пластин из мягкой стали до | мм | 6 | 5 | 4 | 3 | 6 | 7 |
Макс. рез за один ход рез за один ход | мм | 150 | 240 | 325 | 425 | 240 | 125 |
| Плоские до | мм | 40×7 | 50×6 | 50×5 | 50×4 | 50×8 | 75×8 |
| округлить до | мм | — | — | — | — | — | 16 |
| Длина лезвий (прибл.) | мм | 175 | 300 | 400 | 500 | 300 | 178 |
РУЧНЫЕ СТРИЖКИ (SM-19)
Подходит для резки листов неограниченной длины
Технические характеристики
| Модель | 3/3R | 3/4R | 3/5R | 3/3 л | |
|---|---|---|---|---|---|
| Резка пластин из мягкой стали до | мм | 3 | 4 | 5 | 3 |
Макс.  |