Обозначение электродов: Маркировка сварочных электродов и их расшифровка
Содержание
Расшифровка электродов
- Марки электродов
- Виды электродов
- Вопросы и ответы
И так поговорим о том как можно расшифровать марки электродов различных типов.
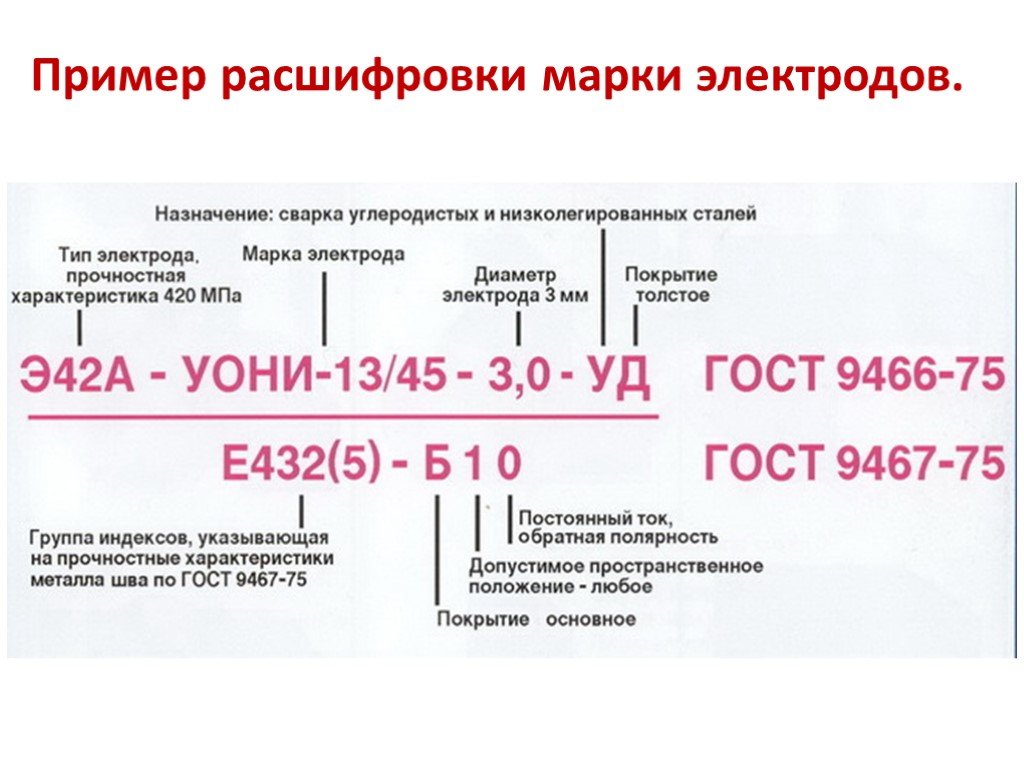
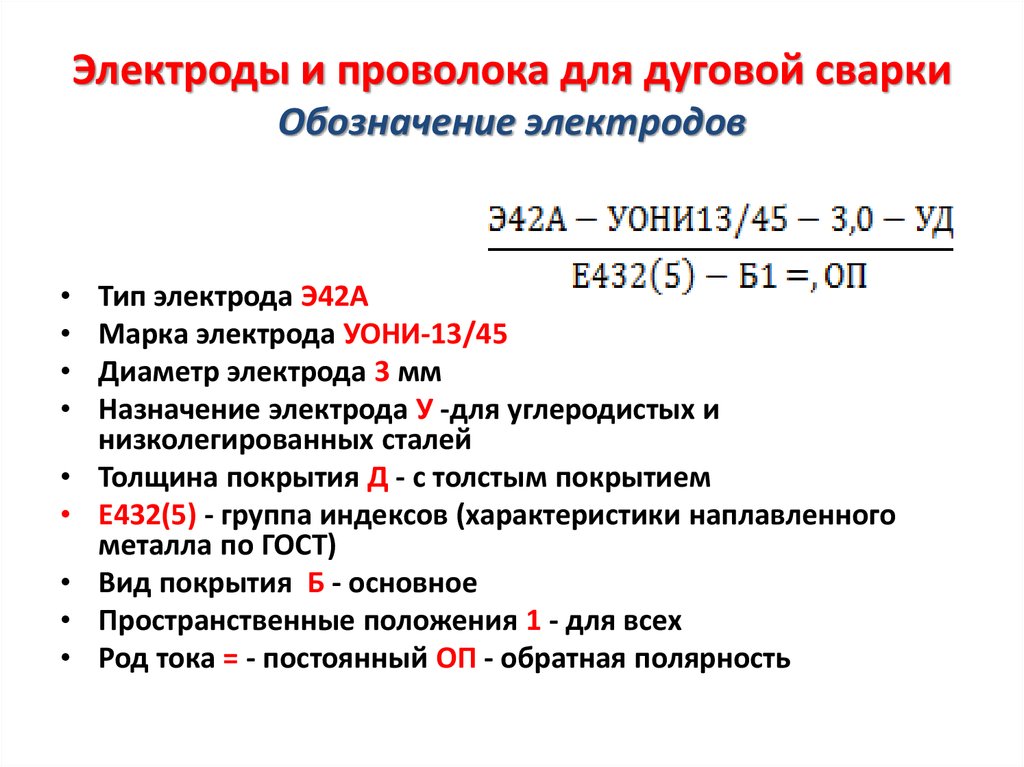
В первую очередь нужно обратить внимание на его гост сокращенно от слова «Государственный стандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться «синим» , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина покрытия электрода.
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э — Электрод.
- 46 — Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр .
 кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
- В марке у нас содержится краткое название завода производителя это — лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- Д — Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.
И так теперь вид покрытия.
- В данной марке электродов стоят две буквы РЦ и означает это — Рутиловое и Целлюлозное. Подробнее о видах покрытия конечно напишу.
Положение при сварке и рекомендуемый сварочный ток.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее.
С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Назначение электродов
Обозначения электродов по толщине покрытия.
- М — Тонкое покрытие
- С — Среднее покрытие
- Д — Толстое покрытие
- Г — С особо толстым покрытием.
Виды покрытия.
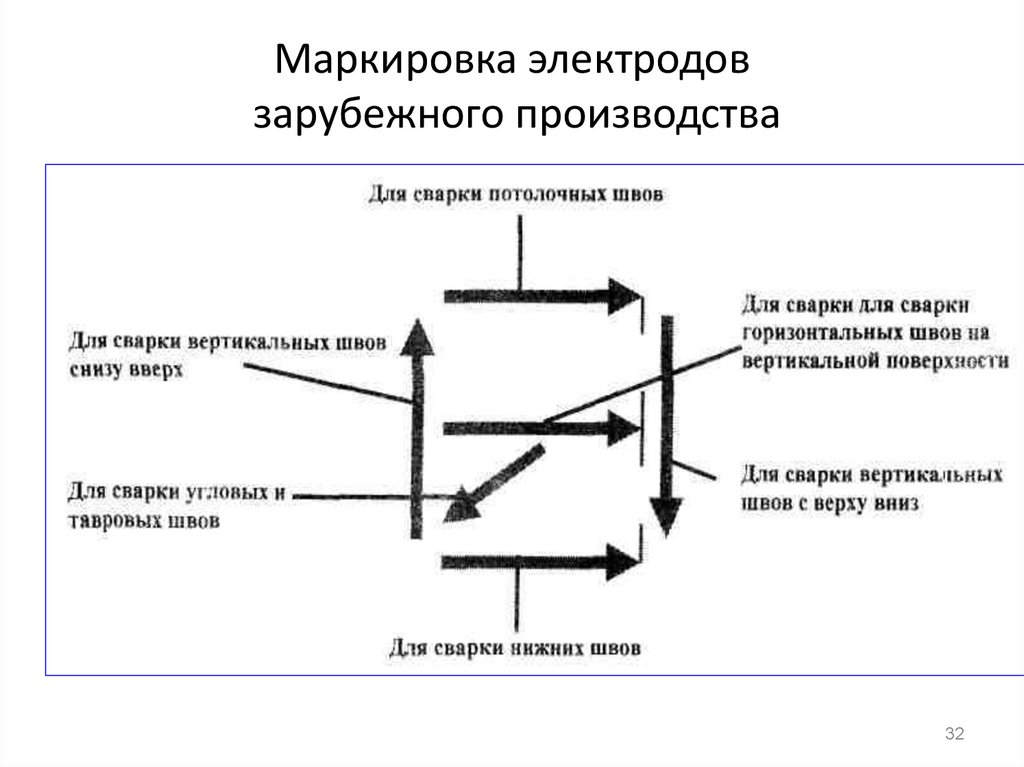
Обозначения положения при сварке.
Рекомендуемый сварочный ток.
Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
- Сварка труб
- Классификация электродов
- Электроды по Маркам
- Для разнородных сталей
- Для сварки по ржавчине
Электроды для зимы
Электроды для 12х18н10т
Электроды Garant
Электроды: обозначения и расшифровки
Как выбрать
Маргарита Жеребятникова 3.7 мин. 2387
Когда начинающий сварщик впервые подходит к витрине с расходными материалами, он может впасть в легкий ступор. Дело в том, что на коробке с электродами модель довольно редко обозначается лишь парой букв и одной цифрой. Гораздо чаще неопытный мастер встречает целый набор символов, не вызывающий у него совершенно никаких ассоциаций. Если вы тоже пока не разбираетесь в маркировке электродов, этот текст поможет вам выбрать правильный продукт.
Гораздо чаще неопытный мастер встречает целый набор символов, не вызывающий у него совершенно никаких ассоциаций. Если вы тоже пока не разбираетесь в маркировке электродов, этот текст поможет вам выбрать правильный продукт.
Итак, чаще всего обозначение, нанесенное на коробку и сам электрод соответствует ГОСТам 9466-75 и 9467-75. То есть, призвано сообщить нам сведения о главных характеристиках изделия. Для примера возьмем такое обозначение, как:
Э46А — УОНИ 13/15 — 5.0 — УД2 Е 412(4) — Б20
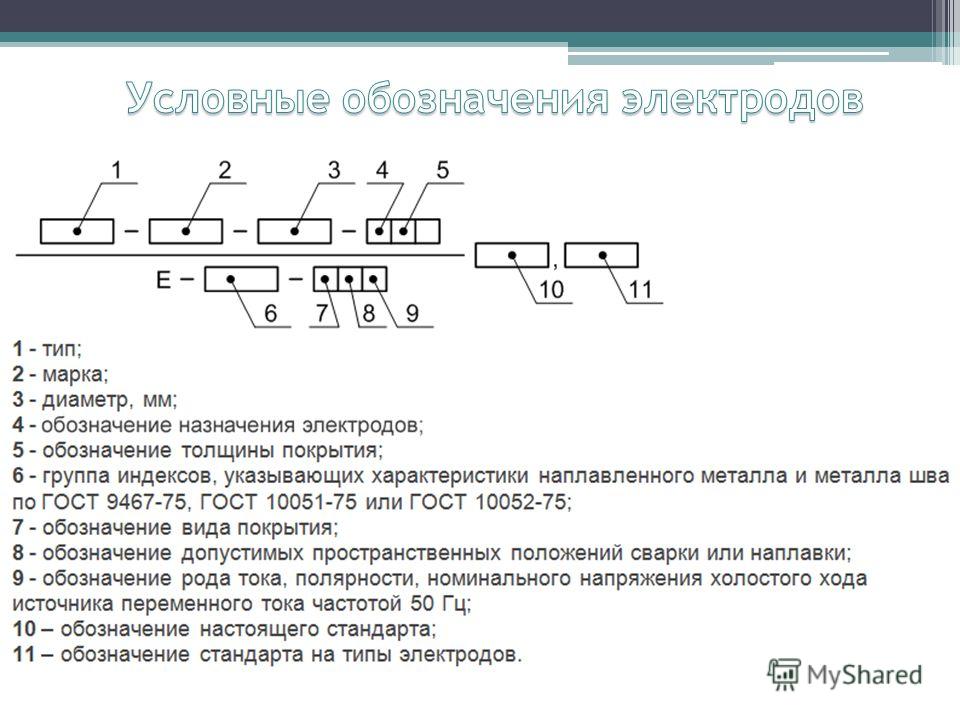
Для удобства разобьем обозначения на части:
- Э46А
- УОНИ 13/15 — 5.0
- УД2 Е
- 412(4)
- Б
- 2
- 0
- Э46А — тип электрода. Если вам предстоит работа с легированными сталями, то маркировка нужных вам изделий будет иметь как раз такой вид, как у нас в примере. Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2.
 Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д.
Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д. - УОНИ 13/15 — марка. У каждого производителя может быть свой собственный «набор» марок. 5.0 — диаметр электрода. Обозначение также может иметь вид d=5.0. Общий принцип такой: чем толще ваши детали, тем толще должен быть электрод.
- Назначение. У — сварка низколегированных сталей, В — высоколегированных с особыми свойствами, Т — для термоустойчивых сплавов, Л — для конструкционных сталей с легирующими элементами, Н — для наплавки (и только). Д — коэффициент толщины обмазочного слоя.
 М — тонкое, С — среднее, Д — толстое, Г — максимально толстое. 2 — группа качества электродов. Может быть 1, 2 или 3. Выше группа — выше качество. Е — говорит о том, что перед нами электрод, который плавится при работе.
М — тонкое, С — среднее, Д — толстое, Г — максимально толстое. 2 — группа качества электродов. Может быть 1, 2 или 3. Выше группа — выше качество. Е — говорит о том, что перед нами электрод, который плавится при работе. - 412(4) — индексы, указывающие на комплекс характеристик шва. 4 — стойкость к образованию коррозии. Тут может быть число 0, 2, 3, 4, 5. Чем выше число, тем лучше. 1 — максимальное значение температуры, при которой соединение сохраняет жаропрочность. Измеряется значениями от 1 до 9, где 1 — 500 °С, а 9 — выше 850 °С. 2 — максимальная рабочая температура шва, при которой в металле не начнутся изменения. Может обозначаться цифрами от 1 (600 °С) до 9 (1100 °С). В нашем случае температура 650 °С. (4) — содержание ферритной фазы в металле. Измеряется цифрами от 1 (0.5%–4.0%) до 8 (10% –20%). Более подробную информацию об этом индексе можно найти в специальных таблицах. ⃣
- Тип обмазки. А — это кислое покрытие, Б — для сварки с помощью постоянного тока с обратной полярностью, Р — рутиловая обмазки, Ц — целлюлозное покрытие.
 Могут встречаться также смешанные варианты — АЦ и РБ.
Могут встречаться также смешанные варианты — АЦ и РБ. - Положение в пространстве. 1 — допустимо любое положение, 2 — любое, кроме вертикального сверху вниз, 3 — хорошая сварка по вертикали и горизонтали, но не для потолочной сварки, 4 — для нижних обычных и угловых соединений.
- 0 — вид сварочного тока. 0 — постоянный ток с обратной полярностью. Существует также еще обозначения от 1 до 9. Их можно разделить на 3 группы 50 В, 70 В и 90 В с любой полярностью, прямой и обратной.
Рассмотрим ещё пример, чтобы, так сказать, закрепить материал.
Э46-МР-3-Ø 3,0-УД Е 431 (3)-РЦ23
- Э — электрод;
- 46 — максимальная нагрузка на шов 46 кгс/мм2;
- МР-3 — марка;
- 3-Ø — диаметр 3.0. мм;
- У — для сварки низколегированных сталей;
- Д — средний коэффициент толщины обмазочного слоя;
- Е — электрод плавится при работе;
- 4 — шов стойкий к образованию коррозии;
- 3 — жаропрочность шва до 600 °С;
- 1 — жаростойкость шва до 600 °С;
- (3) — содержание ферритной фазы 2.
 0%–5.5%;
0%–5.5%; - РЦ — рутилово-целлюлозное покрытие;
- 2 — положение в пространстве любое, кроме вертикального сверху вниз;
- 3 — ток обратной полярность с напряжением холостого хода 50 В.
Надеемся, что рассказ вышел не слишком путанным, и с его помощью вы будете лучше разбираться в электродах. Как бы то ни было, наши консультанты всегда рады прийти вам на помощь в любом из наших магазинов.
Поделиться
Таблица сварочных электродов
Электроды с покрытием из мягкой стали
E7018-X
| Е | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см. классификационную таблицу ниже) классификационную таблицу ниже) |
| Х | Указывает на наличие дополнительных требований. (См. дополнительные требования ниже) |
Позиции сварки
1 Плоское, горизонтальное, вертикальное (вверху), над головой
2 Плоское, горизонтальное
4 Плоское, горизонтальное, над головой, вертикальное (внизу)
Плоское положение — обычно швы с разделкой кромок, угловые швы только при сварке в виде буквы «V».
Горизонтальное — угловые швы, швы на стенках (перемещение из стороны в сторону).
Вертикальный — сварка стен (перемещение вверх или вниз).
Накладной — сварка, которую нужно выполнять в перевернутом виде.
Электроды с покрытием из низколегированной стали
| E | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке.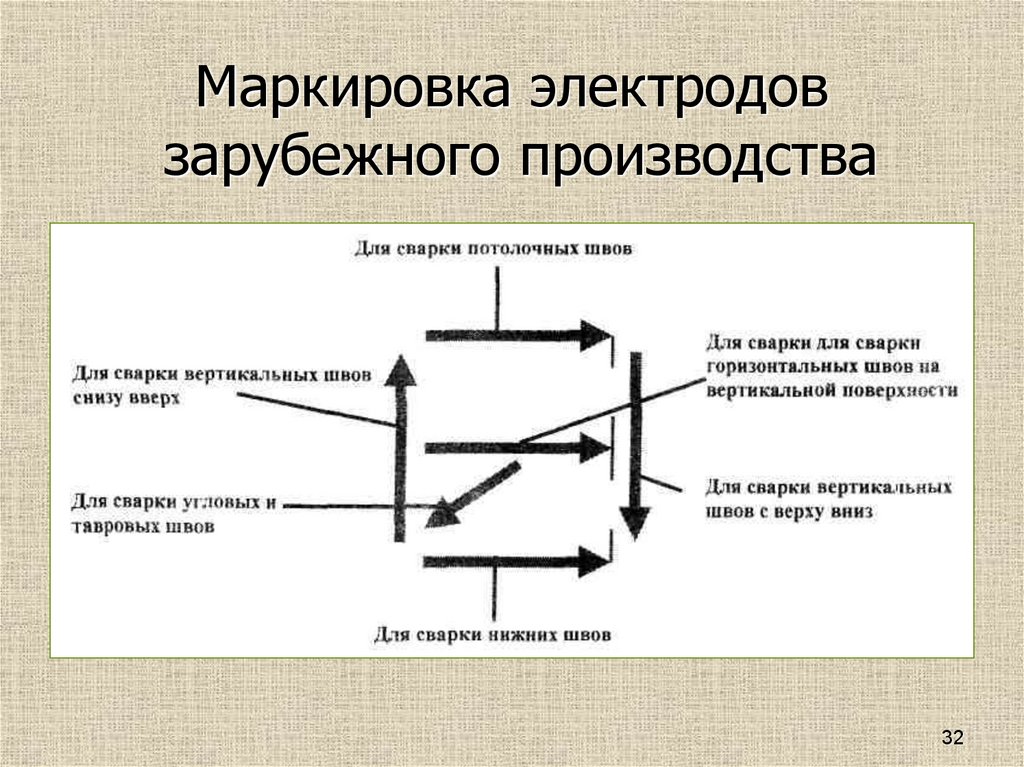 Измеряется в тысячах фунтов на квадратный дюйм. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см. классификационную таблицу ниже) |
| Х | Указывает, что есть дополнительные требования. (См. дополнительные требования ниже) |
Позиции сварки
То же, что и для электродов с покрытием из мягкой стали
Таблица классификации
| Класс | Покрытие электрода | Проходка | Тип тока |
| Exxx0 | Целлюлоза, натрий | Глубокий | AC, DCEP |
| Exxx1 | Целлюлоза, калий | Глубокий | AC, DCEN |
| Exxx2 | Рутил, натрий | Средний | AC, DCEP, DCEN |
| Exxx3 | Рутил, калий | Легкий | DCEP, DCEN |
| Exxx4 | Рутил, железо, порошок, среда | АС | |
| Exxx5 | Низководородный, натриевый, средний | DCEP | DCEP |
| Exxx6 | Низкий водород, калий, средний | АС | AC, DCEN |
| Exxx7 | Железный порошок, железо, оксид | Средний | AC, DCEP |
| Exxx8 | Низководородный, железо, порошок | Средний | AC, DCEP, DCEN |
| Exxx9 | Оксид железа, рутил, калий | Средний |
Дополнительные требования
| -1 | Повышенная ударная вязкость (ударная вязкость) для электродов Э7018.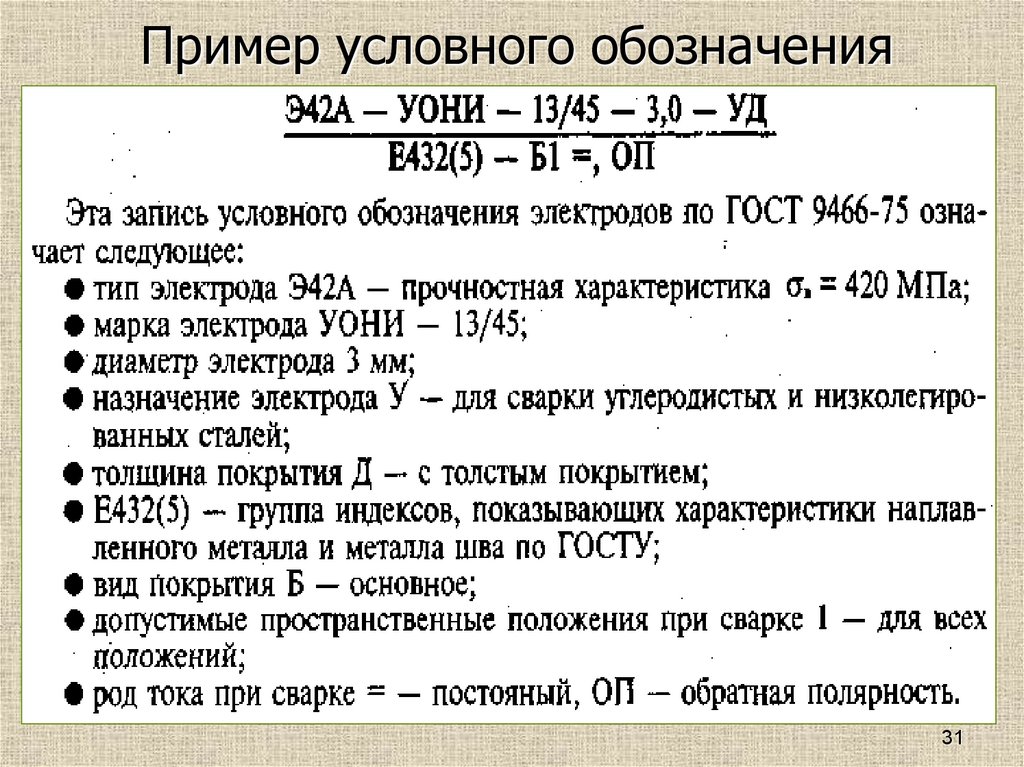 Также повышена пластичность электродов E7024 Также повышена пластичность электродов E7024 |
| -М | Удовлетворяет большинству военных требований — большая прочность, меньшее содержание влаги после воздействия, пределы диффузионного водорода для металла шва. |
| -h5 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм (мл/100 г). 4, 8 и 16 указывают на предел. Пример: -h5 = 4 мл на 100 грамм |
| -H8 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 граммов (мл/100 г) |
| -h26 | Цифры 4, 8 и 16 указывают на ограничение. Пример: -h5 = 4 мл на 100 грамм |
Химические символы для элементов
| C | Углерод | Самый эффективный элемент для упрочнения стали |
| Мн | Марганец | Упрочняющий элемент второй после углерода |
| Си | Кремний | Раскислитель, умеренный усилитель |
| П | Фосфор | При слишком высоком уровне вызывает растрескивание |
| С | Сера | Вспомогательные средства при механической обработке — Проблемы с растрескиванием, такие как P |
| Кр | Хром | Твердость (низкая) — коррозионная стойкость (высокая) |
| Никель | Никель | Упрочняющий элемент — повышенная морозостойкость |
| Пн | Молибден | Прокаливаемость – высокотемпературное растяжение – сопротивление ползучести |
| Б | Бор | Очень небольшие количества повышают твердость |
| Медь | Медь | Коррозионная стойкость (низкая) — растрескивание (высокая) |
| Ал | Алюминий | Раскислитель — улучшает механические свойства |
| Ти | Титан | Удаляет: кислород, S, N и C |
| Н | Азот | Повышает прочность — снижает прочность |
| № | Ниобий | Твердость — улучшает механические свойства (ранее колумбий [Cb]) |
| В | Ванадий | Твердость — улучшает механические свойства |
Таблица суффиксов
| Суффикс | Стальной сплав, тип | Суффикс Номер Описание | Суффикс Номер Описание |
| -А1 | Углерод-молибден | 0,40–0,65 Мо | |
| -В1 | Хром-молибден | 0,40–0,65 Кр | 0,40–0,65 Мо |
| -B2 | Хром-молибден | 1,00–1,50 Кр | 0,40–0,65 Мо |
| -Б2Л | Хром-молибден | Нижний карбон B2 | |
| -В3 | Хром-молибден | 2,00 — 2,50 Кр | 0,90 — 1,20 Пн |
| -Б3Л | Хром-молибден | Нижний карбон B3 | |
| -Б4Л | Хром-молибден | 1,75–2,25 Кр | 0,40–0,65 Мо |
| -В5 | Хром-молибден | 0,40–0,60 Кр | 1,00 — 1,25 Пн |
| -В6 | было | E502 4,6–6,0 | Cr 0,45–0,65 |
| -В8 | было | Е505 8,0 — 10,5 | Кр 0,8–1,2 |
| -C1 | Никелированная сталь | 2,00–2,75 Ni | |
| -C1L | Никель Сталь | Низкоуглеродистый C1 | |
| -C2 | Никелированная сталь | 3,00–3,75 Ni | |
| -C2L | Никелированная сталь | Низкоуглеродистый C2 | |
| -C3 | Никелированная сталь | 0,80–1,10 Ni | |
| -НМ | Никель-молибден | 0,80 — 1,10 Ni | 0,40–0,65 Мо |
| -D1 | Марганец-молибден | 1,00 — 1,75 Мн | 0,25–0,45 Мо |
| -Д2 | Марганец-молибден | 1,65 — 2,00 Мн | 0,25–0,45 Мо |
| -Д3 | Марганец-молибден | 1,00 — 1,80 Мн | 0,40–0,65 Мо |
| -В | Выветривание | Сталь Ni, Cr, Mo, Cu | |
| -Г | Химия не требуется | ||
| -М | Военный класс | Может иметь дополнительные требования |
| Класс | Мин.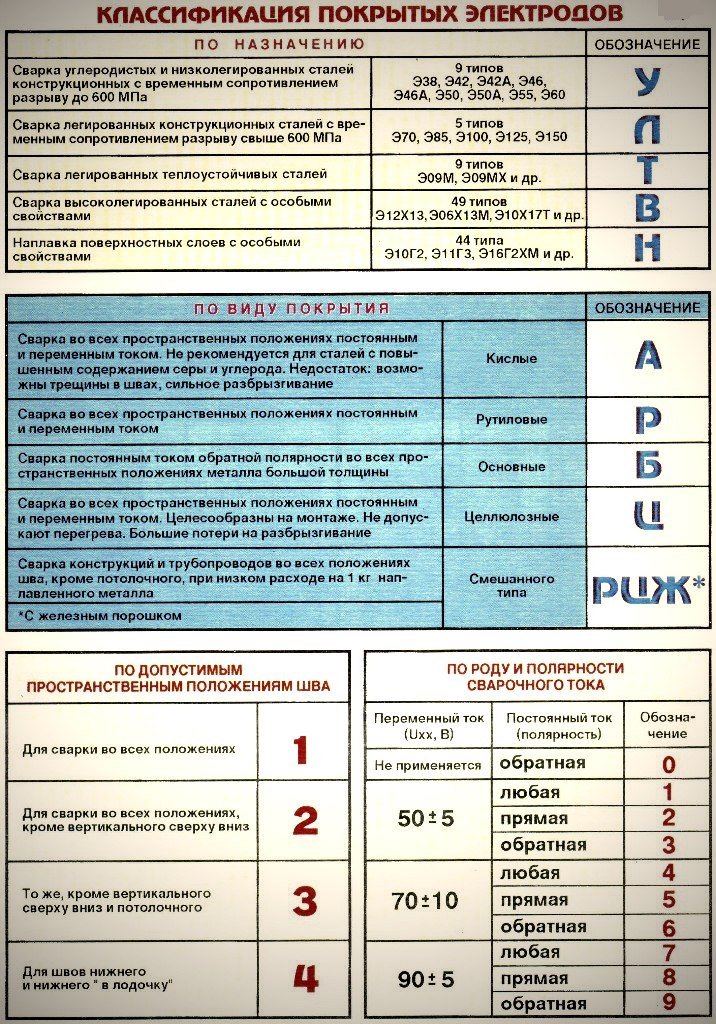 Прочность на растяжение Прочность на растяжение | Мин. Предел текучести |
| E60xx | 62 000 фунтов на кв. дюйм | 50 000 фунтов на кв. дюйм |
| E70xx | 70 000 фунтов на кв. дюйм | 57 000 фунтов на кв. дюйм |
| E80xx | 80 000 фунтов на кв. дюйм | 67 000 фунтов на кв. дюйм |
| E90xx | 90 000 фунтов на кв. дюйм | 77 000 фунтов на кв. дюйм |
| E100xx | 100 000 фунтов на кв. дюйм | 87 000 фунтов на кв. дюйм |
| E110xx | 110 000 фунтов на кв. дюйм | 95 000 фунтов на кв. дюйм |
| E120xx | 120 000 фунтов на кв. дюйм | 107 000 фунтов на кв.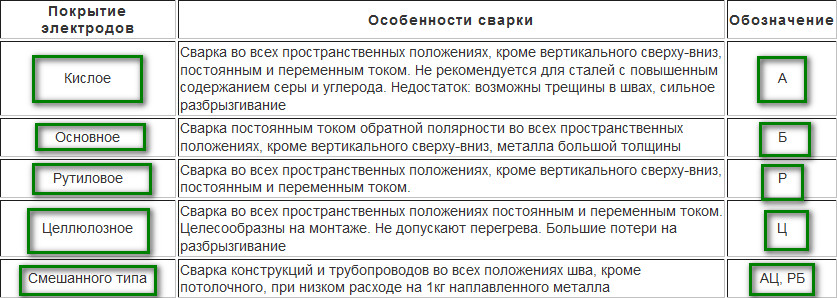 дюйм дюйм |
К началу страницы
Классификация сварочных электродов для SMAW – The Piping Engineering World
Классификация сварочных электродов для дуговой сварки в среде защитного металла (SMAW) Американского общества сварщиков (AWS) выглядит следующим образом.
Tags : #Piping_Engineering #Welding #SMAW #Welding_Electrode
AWS Welding Electrode Classification for SMAW
Mild Steel Coated Electrodes
Example Electrode Designation :
E7018-X
E – Indicates that this is an Electrode .
70 – Указывает предел прочности при растяжении. Измеряется в тысячах фунтов на квадратный дюйм.
1 – указывает положение сварки.
8 – указывает на используемое покрытие, проникновение и тип тока. (См. классификационную таблицу ниже)
X — указывает на наличие дополнительных требований.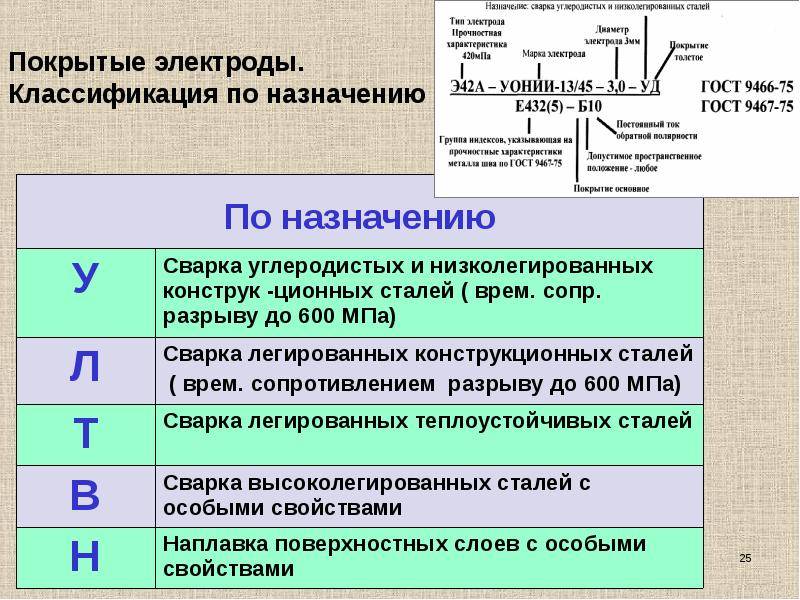 (См. дополнительные требования ниже)
(См. дополнительные требования ниже)
МЕСТА СВАРКИ
| 1 | Все положения (плоское, горизонтальное, вертикальное (вверху), над головой) |
| 2 | Плоский, горизонтальный |
| 4 | Плоский, горизонтальный, верхний, вертикальный (вниз) |
ТАБЛИЦА КЛАССИФИКАЦИИ
| Класс | Покрытие электрода | Проникновение | Тип тока |
| Exxx0 | Целлюлоза, Натрий | Глубокий | DCEP |
| Exxx1 | Целлюлоза, Калий | Глубокий | AC, DCEP |
| Exxx2 | Рутил, Натрий | Средний | AC, DCEN |
| Exxx3 | Рутил, калий | Легкий | AC, DCEP, DCEN |
| Exxx4 | Рутил, железный порошок | Средний | AC, DCEP, DCEN |
| Exxx5 | Основной, с низким содержанием водорода, натрий | Средний | DCEP |
| Exxx6 | Основной, с низким содержанием водорода, калий | Средний | AC, DCEP |
| Exxx7 | Основной, железный порошок, оксид железа | Средний | AC, DCEN |
| Exxx8 | Основной, с низким содержанием водорода, железный порошок | Средний | AC, DCEP |
| Exxx9 | Основной, оксид железа, рутил, калий | Средний | AC, DCEP, DCEN |
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ
| Суффикс | Дополнительное требование |
| -1 | Повышенная ударная вязкость (ударная вязкость).  |