Обозначение шлифовальных кругов: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Некоторые общие рекомендации по выбору шлифовальных кругов
Размер круга. При выборе размеров круга рекомендуются возможно большие диаметры и ширина, что улучшает условия шлифования. Верхний предел размеров круга ограничивается конструкцией и размерами станка, а также формой и размером инструмента или изделия.
Материал круга. Выбор материала круга зависит от физико-механических свойств материала инструмента (изделий), от требования к чистоте обработки и от допустимого изменения структуры и свойств металла в тонких поверхностных слоях.
Круги из электрокорунда белого предпочтительны на чистовых и доводочных операциях шлифования закаленных деталей и инструментов из углеродистых, быстрорежущих и легированных сталей. Круги из электрокорунда нормального широко используют при обдирочных и черновых операциях для изделий из углеродистых и легированных сталей.
Инструмент из карбида кремния применяют в основном для обработки чугуна и других твердых материалов. Крупнозернистые круги из карбида кремния используют для обработки неметаллических материалов и для правки шлифовальных кругов.
Крупнозернистые круги из карбида кремния используют для обработки неметаллических материалов и для правки шлифовальных кругов.
Круги из монокорунда рекомендуются при получистовых и чистовых операциях для изделий из средне- и высоколегированных сталей.
Круги из электрокорундов ЭХ и ЭГ обладают более высокими режущими свойствами и выделяют меньше тепла при шлифовании по сравнению с кругами Э и ЭБ, что позволяет использовать их на операциях, когда нежелательны прижоги, что особенно важно при заточке дереворежущих инструментов.
Выбор круга по твердости. Мягкие и среднемягкие круги применяют для заточки инструментов из твердых сплавов и закаленных углеродистых и легированных сталей, среднемягкие и среднетвердые — для шлифования изделий из незакаленных углеродистых и легированных сталей и сплавов, чугуна и других материалов.
Среднетвердые и твердые круги рекомендуются для обдирочного и предварительного шлифования, очень твердые и чрезмерно твердые — для правки шлифовальных кругов обкаткой и шлифованием.
При выборе твердости кругов необходимо учитывать следующее: при шлифовании периферией круга используют более твердые круги, чем при шлифовании торцом; при шлифовании с применением смазочно-охлаждающих жидкостей применяют более твердые круги, чем при шлифовании без охлаждения. При замене керамической связки на бакелитовую, электрокорунда нормального на электрокорунд белый или электрокорунда белого на монокорунд, а также при замене крупнозернистых кругов на мелкозернистые следует повысить твердость круга на одну-две ступени.
Структура круга. Чаще всего применяются круги со структурами № 5—8. Более пористые структуры № 9—16 используют в кругах для изменения теплообразования, для устранения ожогов и трещин при шлифовании (заточки) инструмента, а также для скоростного шлифования.
Выбор круга по зернистости. Наиболее широкое применение нашли абразивные круги средней зернистости 40—16, которые при обеспечении необходимой чистоты поверхности и точности обработки обеспечивают высокую производительность.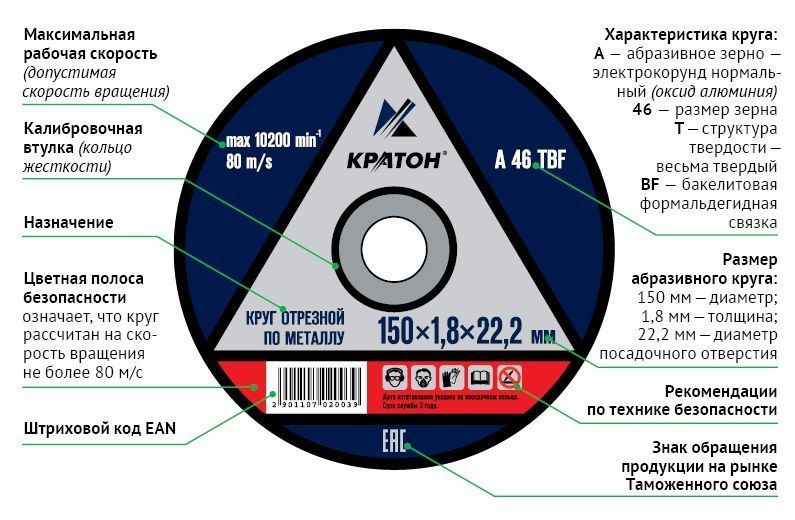 Если возникает опасность ожогов на рабочих участках инструмента или деталей в связи с засаливанием круга, номер зернистости следует увеличить, а возможно применить круг с другой связкой.
Если возникает опасность ожогов на рабочих участках инструмента или деталей в связи с засаливанием круга, номер зернистости следует увеличить, а возможно применить круг с другой связкой.
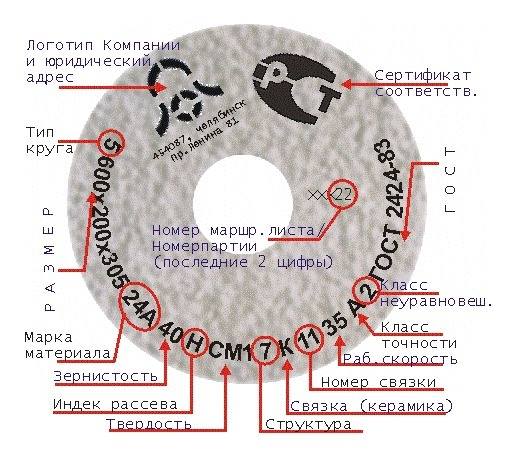
Маркировка абразивных шлифовальных кругов.
Рис. 17. Маркировка шлифовального круга
Каждый шлифовальный круг имеет маркировку, которую наносят на его поверхность несмываемой краской. Условным обозначением указываются форма круга и его характеристика, сокращенное наименование завода-изготовителя или его товарный знак (марка), размеры инструмента, вид абразивного материала, рабочая окружная скорость (для кругов диаметром 150 мм и более), сорт инструмента. На кругах для скоростного шлифования дополнительно наносят красную полосу или надпись «скоростной». На высокопористых кругах наносят дополнительное обозначение номера зерна-наполнителя, например: Э40 (80С1К16), где Э — электрокорунд, 40 — номер шлифовального зерна, 80 — номер зерна наполнителя, С1—твердость круга, К — керамическая связка, 16 — номер структуры.
На рис. 17 показана маркировка обычного круга: ЧАЗ — круг изготовлен на Челябинском абразивном заводе; ЭБ8 — электрокорунд белый, с содержанием Аl2O3 не менее 98%, 40 — зернистость, СМ2 — твердость, К — керамическая связка, 8 — номер структуры (в объеме круга содержится 46% абразивных зерен), ГШ — геометрическая форма (плоский, прямого профиля), 500 — наружный диаметр в миллиметрах, 305 — диаметр отверстия в миллиметрах, 50 — высота в миллиметрах, 35 м/сек — рабочая окружная скорость.
инженер поможет — Шлифовальный круг для круглошлифовального станка
Если у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Геометрия шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Абразив и зерно шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов — это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания. Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия — этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый — 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный — 12А,13А, 14А, 15А, 16А; хромистый — 32А, 33А, 34А; титанистый — 37А. У иностранных производителей шлифовальных кругов обозначение следующее
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния
Циркониевый оксид алюминия — этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или Z.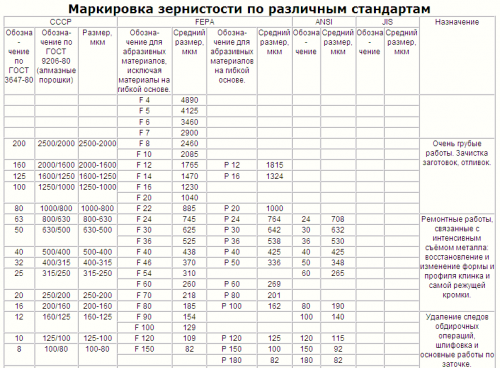
Карбид кремния — этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или GC.
Керамический оксид алюминия — этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна — это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Твердость шлифовальных кругов
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга.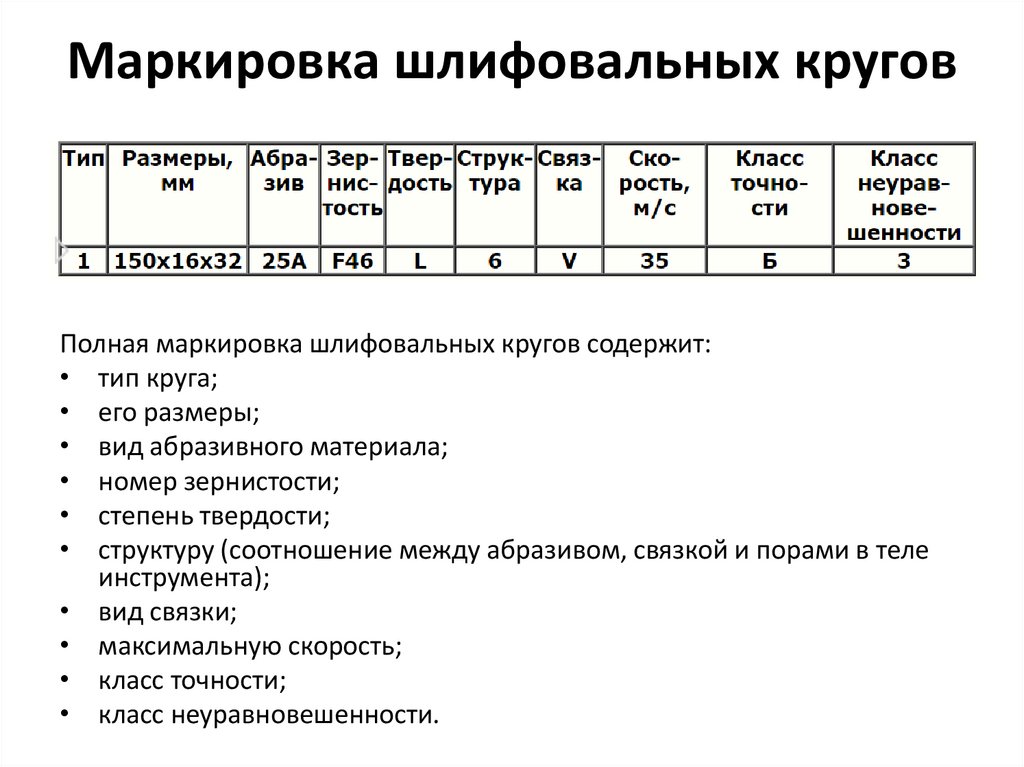 Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Структура шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ — глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение — (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы — бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение — (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение — БУ), с графитовым наполнителем (B4, старое обозначение — Б4).
Вулканитовая связка — это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение — (В)
Класс точности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА.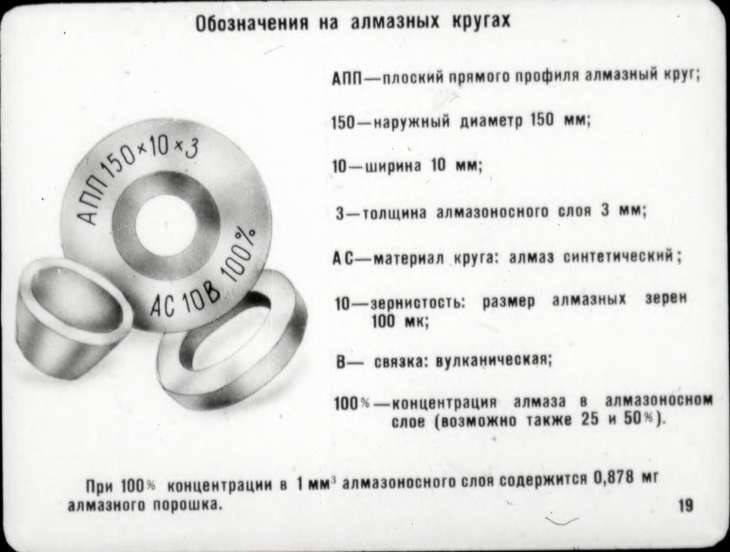 Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию ( латунь, медь и многоие др. ), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления.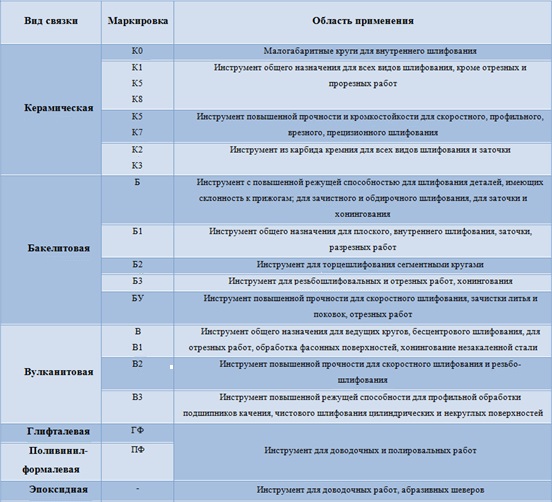 Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
[Решено] Что означает «V» в этом обычном абразиве
Этот вопрос ранее задавался в
RRB JE ME CBT 2 Предыдущий документ 1: состоявшийся 29 августа 2019 г.
Просмотреть все документы RRB JE >
- размер
- Тип связки
- Абразивный тип
- Сорт
Вариант 2: Тип связки
Бесплатно
ISRO Scientist ME 2020 Бумага
2,9 тыс. пользователей
80 вопросов
240 баллов
90 минут
Объяснение:
Код «V» представляет собой облигацию.
Обозначение шлифовального круга:
Префикс/суффикс: это секретные коды, используемые производителями для представления круга по его размеру и форме соответственно.
Тип абразива/тип зерна:
- Указывает на материалы, используемые для производства абразивных частиц.
- Из абразивов B4C дает плохие характеристики при обработке, а алмаз очень дорог, поэтому Al2O3 или SiC являются наиболее часто используемыми абразивами в шлифовальном круге.
- Al2O3 мягче и прочнее, чем SiC, тогда как SiC будет более твердым и хрупким, чем Al2O3
- Тип абразива выбирается на основе механических свойств материала заготовки, т.е. для обработки мягких и пластичных заготовок будет использоваться Al2O3, а для обработки твердых и хрупких заготовок — SiC.
- A-Al2O3, B – B4C, C – SiC, D – алмаз
Размер зерна или размер зерна:
- Указывает размер абразивных частиц.
- т. е. сторона, если абразивы = 1/номер размера зерна (GSN)
- при GSN > 600 размер абразивных частиц становится очень-очень маленьким и он не может выступать в качестве режущего инструмента, поэтому MRR меньше.

- Когда GSN < 600, фактический размер абразива увеличивается, увеличивается размер стружки и увеличивается MRR.
- По мере уменьшения GSN или увеличения размера абразива MRR сначала увеличивается, а затем уменьшается.
- Размер зерна выбирается на основе требуемой чистоты поверхности заготовки, т. е. для грубого шлифования выбирается средний или средний размер зерна, а для окончательного шлифования — мелкий или очень мелкий размер зерна.
- 10–24 = грубая, 30–60 = средняя, 80–180 = тонкая, 220–600 = очень тонкая
Марки шлифовального круга:
- Указывает на твердость шлифовального круга.
- Марка шлифовального круга выбирается на основе механических свойств материала заготовки.
- Мягкие круги используются для шлифования твердых заготовок, потому что силы трения, вызванные тупой абразивной частицей, т.е. происходит самозатачивание и не требуется правка.
- Твердые круги используются для шлифования мягких заготовок, абразивная частица будет эффективно утилизирована, так что по окончании эффективного использования правка будет осуществляться для переточки шлифовального круга.

- A –H = мягкая, I – P = средняя, Q – Z = жесткая
Структура:
- Структура указывает средний зазор между двумя последовательными абразивными частицами.
- Поскольку средний зазор большой, количество абразивных частиц на единицу площади будет небольшим, поэтому такая структура называется открытой.
- Структуру шлифовального круга можно варьировать, изменяя процентное содержание абразивных частиц и связующего материала при производстве шлифовального круга. то есть, когда в производстве используется более высокий % абразивов и более низкий % связующего материала, получается плотная структура, и наоборот.
- 0–7 = плотное, 8–16 = открытое
Связка:
- Связка указывает на связующий материал, используемый для изготовления шлифовального круга.
- Из различных связующих материалов стекловидный является наиболее часто используемым связующим материалом, поскольку он обеспечивает более высокую прочность сцепления, способность выдерживать высокие температуры и высокую теплопроводность.

- Для изготовления гибких шлифовальных кругов, также называемых полировальными кругами, в качестве связующего материала может использоваться шеллак или резина.
- V – стеклокерамика, B – бакелит, S – силикат, E – шеллак, R – каучук
Скачать решение PDF
Поделиться в WhatsApp
Последние обновления ISRO Scientist ME
Последнее обновление: 22 сентября 2022 г.
ISRO (Индийский центр космических исследований) выпустил официальное уведомление для ISRO Scientist ME 2022 29ноябрь 2022 года. Окно подачи заявок будет оставаться открытым до 19 декабря 2022 года. В текущем цикле найма было открыто 33 вакансии. Отобранные кандидаты на должность ME в ISRO будут получать базовую зарплату в размере рупий. 56 100. Кандидаты, которые хотят успешно пройти отбор, могут обратиться к документам ISRO Scientist ME за предыдущий год, чтобы понять уровень экзамена и соответствующим образом улучшить свою подготовку.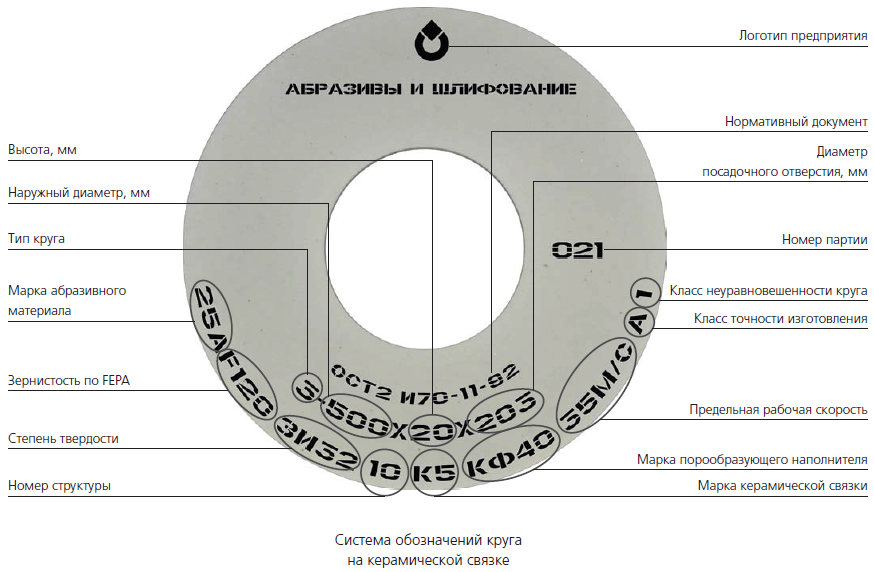
Предлагаемые обследования
Выберите правильный шлифовальный круг, как профессионал
Автор: Martin Supply •
Из-за большого разнообразия шлифовальных кругов, представленных на рынке, выбор правильного круга для вашего применения может быть сложной задачей. Чтобы сделать ваш выбор немного проще, мы разобрали характеристики, которые отличают шлифовальные круги, и то, что следует учитывать при выборе.
Дифференциал для шлифовальных кругов
1. Тип абразива
Существует четыре основных типа абразивных зерен для шлифовальных кругов. Каждый тип обладает уникальными свойствами, когда речь идет о твердости, прочности, вязкости разрушения и ударопрочности. Выбор абразива зависит от обрабатываемого материала.
- Оксид алюминия
Оксид алюминия является наиболее распространенным абразивом, используемым в шлифовальных кругах.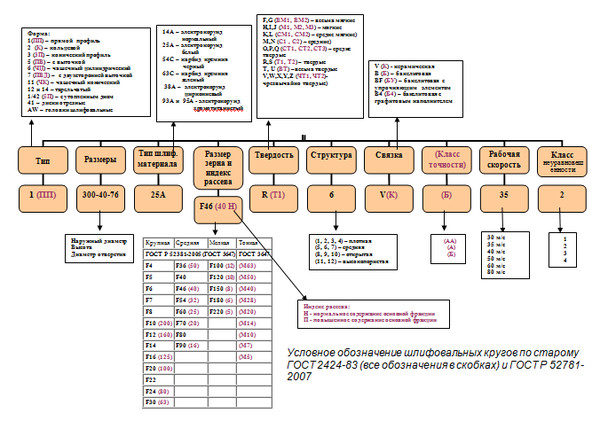 Он используется для всего, от углеродистой до легированной стали, кованого железа и бронзы. Этот конкретный абразив выпускается в различных стилях, которые работают с разными материалами. Обязательно посмотрите на обозначение конкретного абразива из оксида алюминия и на то, с чем он лучше всего работает.
Он используется для всего, от углеродистой до легированной стали, кованого железа и бронзы. Этот конкретный абразив выпускается в различных стилях, которые работают с разными материалами. Обязательно посмотрите на обозначение конкретного абразива из оксида алюминия и на то, с чем он лучше всего работает.
- Оксид алюминия
- Карбид кремния
Карбид кремния хорошо работает с цветными материалами, такими как резина, камень, пластик и стекло, а также режет чугун, мягкую бронзу или алюминий. Ожидайте замену этого абразива чаще, чем обычно. Он очень острый, но может быть и хрупким, поэтому он не служит так долго, как поверхность из оксида алюминия.
- Карбид кремния
- Циркониевый глинозем
Циркониевый глинозем использует смесь оксида алюминия и оксида циркония для создания прочной поверхности, которая отлично подходит для резки стали и стальных сплавов.
- Циркониевый глинозем
- Керамический оксид алюминия
Керамический оксид алюминия — самый современный тип абразива. Это керамическое зерно имеет уникальную самозатачивающуюся микрокристаллическую структуру. Этот абразив исключительно твердый и прочный. Он в основном используется для прецизионного шлифования в сложных условиях обработки сталей и сплавов, которые труднее всего поддаются шлифованию.
Это керамическое зерно имеет уникальную самозатачивающуюся микрокристаллическую структуру. Этот абразив исключительно твердый и прочный. Он в основном используется для прецизионного шлифования в сложных условиях обработки сталей и сплавов, которые труднее всего поддаются шлифованию.
2. Зернистость
Зернистость зависит от размера абразивных зерен, распределенных по кругу. Чем выше зернистость, тем мельче абразив. Основные описания типов абразивов варьируются от крупного до среднего и мелкого. Шлифовальные круги с мелкой зернистостью обычно используются в тех случаях, когда отделка материала не важна, а основное внимание уделяется удалению материала. С другой стороны, мелкозернистые круги предпочтительнее, когда отделка является фундаментальным аспектом проекта.
3. Связка
Связка — это материал, который скрепляет абразивные зерна, чтобы они могли эффективно резать. Связка должна стираться по мере того, как абразивные зерна изнашиваются и удаляются, так что обнажаются новые острые зерна.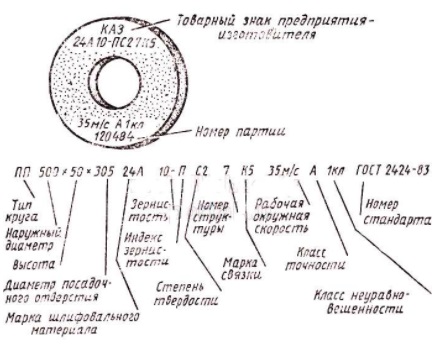 Большинство шлифовальных кругов изготавливаются на керамической связке, состоящей из смеси тщательно отобранных глин. Эти типы колес являются прочными и пористыми и не подвержены влиянию воды, кислоты, масел или колебаний температуры. Важным аспектом, который следует учитывать, когда речь идет об облигациях, является их прочность или класс.
Большинство шлифовальных кругов изготавливаются на керамической связке, состоящей из смеси тщательно отобранных глин. Эти типы колес являются прочными и пористыми и не подвержены влиянию воды, кислоты, масел или колебаний температуры. Важным аспектом, который следует учитывать, когда речь идет об облигациях, является их прочность или класс.
Для мягких материалов, небольших или узких поверхностей контакта или более длительного срока службы круга рекомендуются прочные связки или твердые марки. Слабые связи или мягкие марки предпочтительнее для твердых материалов, таких как твердые инструментальные стали или карбиды, для больших площадей контакта или для быстрого съема материала.
Как правильно выбрать круг
Следующие вопросы помогут вам выбрать правильную модель для вашего применения:
- Какой материал вы будете шлифовать и насколько он твердый?
- Что нужно удалить из материала?
- Какой тип машины вы будете использовать?
- Какие скорости круга и подачи будут задействованы?
- Каковы размер и твердость поверхности шлифовального контакта?
- Будет ли это влажный или сухой процесс?
- Какая степень шлифовки требуется?
- Какой метод перевязки?
В конце концов, выбор шлифовального круга — это процесс, который требует много времени и размышлений, но при правильном выполнении может привести к отличным результатам.