Обозначение шлифовальных кругов расшифровка: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Маркировка абразивного инструмента и материала: расшифровки, таблицы и характеристики
Обновлено: 03.02.2023
Автор статьи : Enex
ОПИСАНИЕ ХАРАКТЕРИСТИК АБРАЗИВНОГО ИНСТРУМЕНТА
Тип инструмента
1 | прямого профиля (ПП) |
2 | кольцевой (К) |
3 | конический (3П) |
4 | двусторонний конический (2П) |
5 | с односторонней выточкой (ПВ) |
6 | чашечный цилиндрический (ЧЦ) |
7 | с двумя выточками (ПВД) |
10 | с двусторонней выточкой и ступицей (ПВДС) |
11 | чашечный конический (ЧК) |
12 | тарельчатый (Т) |
14 | тарельчатый (1Т) |
20 | с односторонней конической выточкой |
21 | с двусторонней конической выточкой |
22 | с конической выточкой с одной стороны и цилиндрической с другой |
23 | с конической и цилиндрической выточками с одной стороны (ПВК) |
24 | с конической и цилиндрической выточкой с одной стороны и цилиндрической с другой |
25 | с конической и цилиндрической выточкой с одной стороны и конической с другой |
26 | с конической и цилиндрической выточками с обеих сторон (ПВДК) |
27 | с утопленным центром и упрочняющими элементами |
28 | с утопленным центром |
35 | прямого профиля, работающий торцом |
36 | с запрессованными крепежными элементами (ПН) |
37 | кольцевой с запрессованными крепежными элементами |
38 | с односторонней ступицей |
39 | с двусторонней ступицей |
41 | отрезной |
Зернистость
FEPA | ГОСТ Р 52381-2005 | ГОСТ 3647-80 | |
крупная | F10 | — | 200 |
F12 | Р12 | 160 | |
F16 | Р16 | 125 | |
F20 | Р20 | 100 | |
F24 | Р24 | 80 | |
F30 | Р30 | 63 | |
средняя | F36 | Р36 | 50 |
F46 | — | 40 | |
F54 | Р50 | 32 | |
F60 | Р60 | 25 | |
F70 | — | 20 | |
F80 | Р80 | 16 | |
мелкая | F90 | — | — |
F100 | Р120 | 12 | |
F120 | Р120 | 10 | |
F150 | Р180 | 8 | |
F180 | Р220 | 6 | |
тонкая | F220 | — | 5 |
— | — | 4 | |
— | — | 3 |
Марка шлифовального материала
13А, 14А | электрокорунд нормальный |
25А | электрокорунд белый |
95А | электрокорунд хромотитанистый |
53С, 54С | карбид кремния черный |
63С, 64С | карбид кремния зеленый |
Тип связки
V | Керамическая |
B | Бакелитовая |
BF | Бакелитовая с упрочнением (БУ) |
Твердость
ГОСТ Р 52587-2006 | ГОСТ 18118 ГОСТ 19202 ГОСТ 21323 | |
F | ВМ1 | весьма мягкая |
G | ВМ2 | |
H | М1 | мягкая |
I | М2 | |
J | М3 | |
K | СМ1 | среднемягкая |
L | СМ2 | |
M | С1 | средняя |
N | С2 | |
O | СТ1 | среднетвердая |
P | СТ2 | |
Q | СТ3 | |
R | Т1 | твердая |
S | Т2 | |
T, U | ВТ | весьма твердая |
V, W, X, Y, Z | ЧТ | чрезвычайно твердая |
Структура
1, 2, 3, 4 | плотная |
5, 6, 7 | средняя |
8, 9, 10 | открытая |
11, 12, 13, 14, 16 | высокопористая |
Характеристики основного сырья
Электрокорунд нормальный (13А, 14А): материал высокой прочности с широкой областью применения. Содержит от 94,5 до 96,7% оксида алюминия (Al²O³). Производится путем плавки бокситов.
Содержит от 94,5 до 96,7% оксида алюминия (Al²O³). Производится путем плавки бокситов.
Электрокорунд белый (25А): материал с высоким содержанием Al²O³ — 99,4-99,7% при незначительном наличии других окислов. Применяется в основном для кругов на керамической связке.
Электрокорунд хромтитанистый (95А): производят путем плавки глинозема с добавлением легирующих компонентов, оксидов титана и хрома. Легирование двумя различными компонентами позволяет добиться улучшения абразивных свойств материала. Применяется для изготовления инструмента на бакелитовых и керамических связках.
Карбид кремния черный (53С, 54С): содержит SiC — 96-99%. Производится путем восстановления кремния в печах сопротивления.
Карбид кремния зеленый (63С, 64С): аналогичен черному карбиду кремния, но с более высокой чистотой (SiC более 99%). Применяют в большей степени для производства кругов средних и мелких зернистостей.
Керамическая связка (V): обладает высокой влаго- и химической стойкостью, жесткостью и прочностью на разрыв. Широко распространена и применяется для изготовления всех типоразмеров кругов. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки, разрезки и прорезки узких пазов, плоского шлифования сегментными кругами, шлифования желобов шарикоподшипников. Он хорошо сохраняет профиль, имеет высокую. пористость, хорошо отводит тепло.
Широко распространена и применяется для изготовления всех типоразмеров кругов. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки, разрезки и прорезки узких пазов, плоского шлифования сегментными кругами, шлифования желобов шарикоподшипников. Он хорошо сохраняет профиль, имеет высокую. пористость, хорошо отводит тепло.
Бакелитовая связка (В): производится на основе фенолформальдегидных смол. Обладает высокой удельной прочностью и упругостью. Широко применяется для тонких кругов и кругов, работающих с переменной нагрузкой. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, для плоского шлифования торцом круга, отрезки и прорезки пазов, заточки, при обработке тонких изделий, где опасен прижог. Кроме того, бакелитовая связка оказывает полирующее действие. Ограничение бакелитовой связки — ее невысокая стойкость к щелочным СОЖ.
Источник: Волжский Абразивный Завод
Каталог абразивного инструмента на онлайн-выставке Enex: https://enex. market/catalog/Raskhodnye_materialy/abrazivnyy_instrument/.
market/catalog/Raskhodnye_materialy/abrazivnyy_instrument/.
назначение и виды, маркировка, зернистость
Каждому домашнему мастеру при выполнении определенных задач приходится использовать различные инструменты. И среди них довольно специфичной разновидностью являются шлифовальные круги. Эти приспособления отличаются различными характеристиками, а также предусматривают свои нюансы относительно использования. Обо всем этом должен быть осведомлен домашний умелец, чтобы наиболее эффективно выполнять те или иные работы.
Содержание
1 Шлифовальные круги — зачем они нужны
2 Шлифовальные круги – классификация
2.1 Круги бытового назначения
3 Особенности маркировки шлифовальных изделий
3.1 Расшифровка маркировки
4 Зернистость шлифовального круга
5 Правка абразивных шлифовальных кругов
6 Заключение
Шлифовальные круги — зачем они нужны
Круги для шлифования относятся к категории режущего абразивного инструмента, который выступает составным элементом шлифовальных машин, станков и входит в число инструментов, используемых в бытовых условиях для обработки различных видов поверхностей. Особенностью подобных изделий является наличие пористой структуры, в составе которой представлены зерна абразивных материалов и связующие элементы искусственного и природного происхождения.
Особенностью подобных изделий является наличие пористой структуры, в составе которой представлены зерна абразивных материалов и связующие элементы искусственного и природного происхождения.
Используемые в этих кругах зерна довольно схожи с зубьями обычной пилы. Подобное сходство проявляется в плане их назначения. Если говорить о различиях между подобными инструментами, то необходимо упомянуть об особом размещении режущих элементов: на абразивном приспособлении зерна располагаются строго по периметру. Что же касается пилы, то ее зубья находятся по краям.
Благодаря наличию большого количества твердых частиц на шлифовальных кругах с помощью подобного инструмента любых размеров можно с минимальными затратами времени и достаточно качественно убрать с поверхности ненужные фракции. Причем обеспечить эффективность использования кругов можно, если оснастить ими электрическое точило. Для подобной обработки пригодны изделия любых размеров из самых разных материалов:
- из углеродистой стали;
- из ковкого чугуна;
- из прочной пластмассы;
- из бронзы;
- из цветных металлов;
- из стекла;
- из кованого железа.

В дополнение к этому при помощи рассматриваемых кругов можно выполнять такую операцию, как резка кирпичей, кровельного шифера, гипсокартона, а также различных видов изделий из керамики и бетона. Эти круги подходят для обработки поверхностей любого типа. С их помощью можно успешно создавать пазы и прорезать материал на необходимую глубину.
Шлифовальные круги – классификация
Если исходить из действующего ГОСТа 2424-83 «Круги шлифовальные: технические условия» и действующему в наши дни новому стандарту («Круг шлифовальный: ГОСТ Р 52781–2007»), подобные абразивные изделия могут выполняться в нескольких вариантах:
- с двумя выточками;
- двухсторонние конические;
- прямого профиля;
- с конической односторонней либо двухсторонней выточкой;
- кольцевые;
- тарельчатые;
- чашечные, имеющие форму конуса или цилиндра;
- конические;
- предусматривающие утопленный центр;
- имеющие одно-или двухстороннюю выточку;
- имеющие ступицу и двухстороннюю выточку;
- имеющие ступицу двух или одностороннюю;
- имеющие упрочняющие элементы, дополненные утопленным центром;
- имеющие крепежные запрессованные детали;
- имеющие цилиндрическую и коническую выточку, каждая из которых располагается на отдельной стороне;
- имеющие цилиндрическую и коническую выточку, для которых может отводиться место на одной стороне или на отдельных.
Круги бытового назначения
Если с таким приспособлением, как шлифовальные круги, знакомится рядовой обыватель, то ему гораздо проще разобраться с бытовой классификацией этих приспособлений, где признаком их разделения выступает назначение и особенности использования. Наибольшее распространение получили следующие виды кругов:
- Самозацепляемые на липучке. Среди достоинств, которыми обладают эти изделия, следует выделить прекрасную зацепляемость с опорой шлифмашинки. Подобный эффект обеспечивает использование специальной ткани, которая нанесена на шлифовальную бумагу.
- Лепестковые. Среди их особенностей следует выделить прекрасную способность к адаптации поверхности, с которой выполняют шлифовку, а также превосходную эластичность. Название этих изделий непосредственным образом связано с веерным направлением лепестков, которые зафиксированы на материале, имеющим абразивную основу. Среди преимуществ, которые присущи этим приспособлениям, основным следует назвать то, что у них нет вторичных заусенцев.
 Чаще всего изделия подобного исполнения применяют при обработке труб. В некоторых случаях они могут использоваться и для деревянных и фасонных поверхностей при условии, что на ламелях присутствуют рассечения. Чаще всего наибольшего внимания заслуживает такая характеристика этих кругов, как механическая прочность.
Чаще всего изделия подобного исполнения применяют при обработке труб. В некоторых случаях они могут использоваться и для деревянных и фасонных поверхностей при условии, что на ламелях присутствуют рассечения. Чаще всего наибольшего внимания заслуживает такая характеристика этих кругов, как механическая прочность. - Фибровые. Чтобы зафиксировать эти изделия на шлифовальной машинке, используют опорную тарелку, имеющую требуемое сечение. Для создания подобного круга в качестве материала применяется вулканизированная бумага, имеющая многослойную структуру. Подобные круги могут применяться для зачистки изделий, в качестве основы для которых выступает нержавейка, дерево, сталь и метал.
- Алмазные. Согласно мнению экспертов, прибегать к подобным кругам следует для финальной обработки поверхности. Однако следует не забывать о том, что материал этих кругов отличается небольшой прочностью и в то же время имеет высокие показатели хрупкости.
Особенности маркировки шлифовальных изделий
Крайне трудновыполнимой задачи является объединение всех характеристик, на основе которых можно классифицировать доступные сегодня шлифовальные круги. На рынке представлены приспособления для шлифовки разных производителей, которые можно классифицировать, исходя из следующих параметров:
На рынке представлены приспособления для шлифовки разных производителей, которые можно классифицировать, исходя из следующих параметров:
- степень зернистости;
- тип абразива;
- тип связки;
- размер и геометрическая форма;
- класс неуравновешенности и точности;
- коэффициент твердости;
- соотношение между связкой, абразивным материалом и порами изделия;
- предельная скорость.
Решая вопрос с предпочтительной маркой шлифовальных кругов, следует обращать внимание на описанные выше параметры. Стоит заметить, что при обработке отдельных материалов допускается использовать круг, абразив и форма которых отличается меньшим показателем, чем необходимо для них с учетом структуры и уровня твердости. Рассматривая полную маркировку абразивных инструментов для шлифовки поверхностей разного типа любых размеров, следует отметить, что там содержатся все вышеописанные характеристики.
Расшифровка маркировки
Распространенной практикой среди компаний, специализирующихся на изготовлении кругов шлифовальных, является использование собственной маркировки. Далее будет представлен наиболее часто используемый вариант маркировки, применяя который потребители смогут довольно легко понять, какими параметрами обладает то или иное изделие. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
Далее будет представлен наиболее часто используемый вариант маркировки, применяя который потребители смогут довольно легко понять, какими параметрами обладает то или иное изделие. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
- Изделие было изготовлено с использованием белого электрокорунда, выбранного на роль абразива – 25 А;
- Присущая ему степень зернистости имеет размер 315-250 — цифра 25;
- Рассматриваемый круг представляет категорию средних мягких (СМ2) , а также отличается средней структурой — 6;
- В изделии применяется керамическая связка — K;
- Приспособление имеет класс точности Б, а неуравновешенности – 3.
По аналогии с приведенной схемой, можно определить, какими характеристиками обладают и иные изделия. При этом следует иметь в виду, что они могут не иметь отдельных параметров или же в маркировке могут присутствовать новые.
Зернистость шлифовального круга
К числу ключевых параметров, которые должны учитываться при выборе круга абразивного шлифовального, следует отнести размер зернистости. Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которой можно добиться по завершении обработки. В дополнение к этому от нее зависят и некоторые другие характеристики:
Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которой можно добиться по завершении обработки. В дополнение к этому от нее зависят и некоторые другие характеристики:
- степень износа изделия;
- коэффициент производительности процедуры шлифовки;
- доля содержания металла, который снимается за один проход инструмента.
Решая вопрос со степенью зернистости абразивного круга шлифовального, необходимо обращать внимание на величину припуска, который должен быть удалён с поверхности, а также степень шероховатости, которую должна приобрести по окончании операции поверхность. Важно учитывать и сам материал, с которым придется работать. Для получения более чистой поверхности необходимо применять материал изделия с наименьшим показателем зернистости. Но при использовании инструмента с мелким зерном необходимо быть готовым к тому, что произойдет засаливание круга шлифовального, а также прижог материала, который подвергается обработке.
Другим неприятным следствием подобного решения является уменьшение показателя производительности процедуры шлифовки, что часто происходит при использовании кругов, имеющих малую зернистость.
Также следует упомянуть о том, что, согласно ГОСТу 1980 года, для измерения размера зерна используют единицы, равные 10 мкм. Более современный вариант стандарта Р 52381–2005 относит к таким изделиям круги, которые маркируются литерой F с определенным числом. Причем с увеличением этого числа будет снижаться и степень зернистости.
Правка абразивных шлифовальных кругов
Во время использования инструмента для шлифовки можно столкнуться с нарушением геометрии. Дело в том что, при выполнении таких операций, как заглаживание, истирание, разрушение наблюдается вырывание связки абразива. Для придания изделию наилучших режущих способностей и изначальной геометрической формы наиболее эффективной процедурой является правка круга. Суть ее сводится к удалению с поверхности круга связки и абразива, для чего применяется специальный инструмент.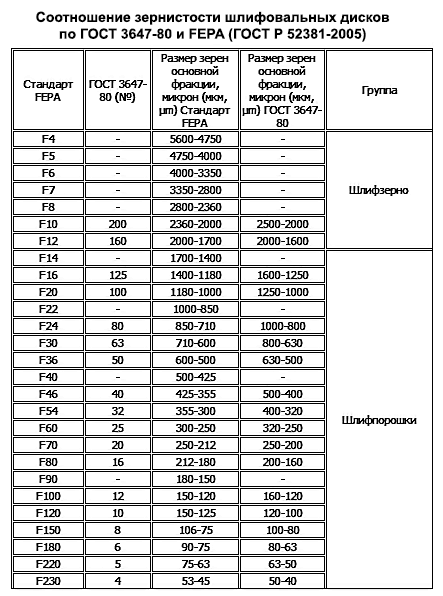
Сегодня для правки могут применяться различные методы, предусматривающие использование безалмазного или алмазного инструмента. В условиях промышленности эту задачу решают чаще всего посредством использования свободного абразива. Также может применяться и технология накатывания. Если такая задача возникла перед домашним мастером, то в этом ему сможет помочь довольно простое приспособление для правки абразивного шлифовального круга. С его помощью можно выполнять перепрофилирование, выравнивание и очистку от засаливания.
Заключение
Шлифовальные круги могут в некоторых ситуациях упростить проведение тех или иных работ. Поэтому каждый домашний мастер должен позаботиться о наличии подобного инструмента. Чтобы его использование было наиболее эффективным, необходимо правильно подобрать это приспособление, для чего нужно учитывать в первую очередь стоящие перед ним задачи. Учитывая, что на рынке предлагаются различные виды шлифовальных кругов, выбор оборудования для шлифовки превратится в довольно сложную задачу для домашнего умельца.
Поэтому необходимо учесть множество параметров, обращая внимание также и на материал поверхности, степень зернистости, не забывая и о необходимости периодической правки инструмента. Учет всех этих нюансов позволит не только наиболее эффективно справиться с возникающими задачами, но и надолго сохранить инструмент для шлифовки в рабочем состоянии.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(7 голосов, среднее: 2.9 из 5)
Поделитесь с друзьями!
Обозначение шлифовальных кругов | Zische Schleifwerkzeuge GmbH
Как мы используем файлы cookie
Мы можем запросить установку файлов cookie на вашем устройстве. Мы используем файлы cookie, чтобы сообщать нам, когда вы посещаете наши веб-сайты, как вы взаимодействуете с нами, чтобы сделать ваш пользовательский интерфейс более удобным и настроить ваши отношения с нашим веб-сайтом.
Нажмите на заголовки различных категорий, чтобы узнать больше. Вы также можете изменить некоторые из ваших предпочтений. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на вашу работу с нашими веб-сайтами и на услуги, которые мы можем предложить.
Основные файлы cookie веб-сайта
Эти файлы cookie строго необходимы для предоставления вам услуг, доступных на нашем веб-сайте, и для использования некоторых его функций.
Поскольку эти файлы cookie необходимы для работы веб-сайта, отказ от них повлияет на работу нашего сайта. Вы всегда можете заблокировать или удалить файлы cookie, изменив настройки браузера и принудительно заблокировав все файлы cookie на этом веб-сайте. Но это всегда будет предлагать вам принять/отказаться от файлов cookie при повторном посещении нашего сайта.
Мы полностью уважаем ваше желание отказаться от использования файлов cookie, но, чтобы не спрашивать вас снова и снова, разрешите нам сохранить для этого файл cookie. Вы можете отказаться в любое время или выбрать другие файлы cookie, чтобы получить лучший опыт. Если вы откажетесь от файлов cookie, мы удалим все установленные файлы cookie в нашем домене.
Вы можете отказаться в любое время или выбрать другие файлы cookie, чтобы получить лучший опыт. Если вы откажетесь от файлов cookie, мы удалим все установленные файлы cookie в нашем домене.
Мы предоставляем вам список файлов cookie, сохраненных на вашем компьютере в нашем домене, чтобы вы могли проверить, что мы сохранили. Из соображений безопасности мы не можем отображать или изменять файлы cookie с других доменов. Вы можете проверить это в настройках безопасности вашего браузера.
Установите этот флажок, чтобы разрешить постоянное скрытие панели сообщений и отказаться от всех файлов cookie, если вы не дадите согласие на это. Нам нужно 2 файла cookie, чтобы сохранить эту настройку. В противном случае вам будет предложено снова открыть новое окно браузера или новую вкладку.
Нажмите, чтобы включить/отключить основные файлы cookie сайта.
Файлы cookie Google Analytics
Эти файлы cookie собирают информацию, которая используется либо в совокупной форме, чтобы помочь нам понять, как используется наш веб-сайт или насколько эффективны наши маркетинговые кампании, либо чтобы помочь нам настроить наш веб-сайт и приложение для вас, чтобы улучшите свой опыт.
Если вы не хотите, чтобы мы отслеживали ваше посещение нашего сайта, вы можете отключить отслеживание в своем браузере здесь:
Нажмите, чтобы включить/отключить отслеживание Google Analytics.
Другие внешние службы
Мы также используем различные внешние службы, такие как Google Webfonts, Google Maps и внешние поставщики видео. Поскольку эти провайдеры могут собирать личные данные, такие как ваш IP-адрес, мы разрешаем вам заблокировать их здесь. Имейте в виду, что это может значительно снизить функциональность и внешний вид нашего сайта. Изменения вступят в силу после перезагрузки страницы.
Настройки веб-шрифтов Google:
Нажмите, чтобы включить/отключить веб-шрифты Google.
Настройки карты Google:
Нажмите, чтобы включить/отключить карты Google.
Настройки Google reCaptcha:
Нажмите, чтобы включить/отключить Google reCaptcha.
Встраивание видео в Vimeo и Youtube:
Нажмите, чтобы включить/отключить встраивание видео.
Другие файлы cookie
Также необходимы следующие файлы cookie. Вы можете разрешить их использование:
Нажмите, чтобы включить/отключить _ga — файлы cookie Google Analytics.
Нажмите, чтобы включить/отключить _gid — файл cookie Google Analytics.
Нажмите, чтобы включить/отключить _gat_* — файл cookie Google Analytics.
Политика конфиденциальности
Вы можете подробно прочитать о наших файлах cookie и настройках конфиденциальности на странице Политики конфиденциальности.
Datenschutzerklärung
Руководство по отрезным кругам | Weiler Abrasives
При изготовлении металлов и производственных операциях в различных инструментах используются режущие диски для вырезания материала из заготовки.
Что такое отрезной круг? Отрезные круги, или отрезные круги, отличаются от шлифовальных кругов по своему назначению и устройству. В то время как шлифовальные круги используют абразив для шлифовки больших кусков материала с заготовки под малым углом, отрезные круги обычно делают узкие и точные разрезы под углом 9°. углы 0 градусов. Следовательно, отрезные круги часто тоньше шлифовальных кругов — хотя они не обладают поперечной прочностью, необходимой для бокового шлифования, их минимальная толщина делает их более подходящими для чистых и точных резов.
углы 0 градусов. Следовательно, отрезные круги часто тоньше шлифовальных кругов — хотя они не обладают поперечной прочностью, необходимой для бокового шлифования, их минимальная толщина делает их более подходящими для чистых и точных резов.
Weiler Abrasives предлагает несколько отрезных кругов для различных применений. Мы предлагаем все, от отрезных кругов диаметром 1 мм до кругов увеличенного диаметра для более крупных разрезов. В этом руководстве по отрезным кругам рассматриваются различия между различными типами отрезных кругов и объясняется, как правильно выбрать круг для конкретного применения.
ВИДЫ ОТРЕЗНЫХ КРУГОВ
Отрезные круги бывают нескольких типов. Некоторые распространенные типы: тип 1, тип 27, тип 41 и тип 42, где разные числа обозначают разные формы и свойства колес.
ОТРЕЗНОЙ ДИСК ТИПА 1 (ОТРЕЗНОЙ ДИСК ТИПА 41)
Отрезной круг типа 1, также известный как отрезной круг типа 41, является полностью плоским. Обычно он считается наиболее эффективным типом круга для универсальной резки. Поскольку у него нет углубленного центра, он обеспечивает большую режущую поверхность и сводит к минимуму взаимодействие с заготовкой.
Поскольку у него нет углубленного центра, он обеспечивает большую режущую поверхность и сводит к минимуму взаимодействие с заготовкой.
Плоский профиль позволяет делать глубокие 90-градусные пропилы в заготовке. Это обеспечивает максимальную глубину реза под углом 90 градусов за счет небольшого обзора для оператора. Хотя их прямой профиль и то, как они устанавливаются близко к защитному кожуху, могут уменьшить видимость для оператора, отрезные круги типа 1 исключительно полезны в шлифовальных и прямошлифовальных станках, высокоскоростных пилах, стационарных пилах и отрезных пилах.
ОТРЕЗНОЙ ДИСК ТИПА 27 (ОТРЕЗНОЙ ДИСК ТИПА 42)
Вместо того, чтобы быть полностью плоским, отрезной круг типа 27, также известный как отрезной круг типа 42, имеет вогнутый центр. Углубленный центр обеспечивает дополнительный зазор, когда оператор работает под ограниченным углом, хотя это ограничивает режущую способность круга при работе вокруг углов, профилей или выдавливаний. Вдавленная форма позволяет приподнятой ступице надежно удерживать колесо на месте.
Профиль отрезного круга с вогнутым центром дает оператору лучший обзор разреза и дает возможность выполнять рез заподлицо, поскольку приподнятая ступица означает, что стопорная гайка может быть утоплена. Отрезные круги типа 27 предназначены для угловых шлифовальных машин.
МАТЕРИАЛЫ ДЛЯ ОТРЕЗНЫХ КОЛЕС
Отрезные круги обычно содержат несколько различных материалов — в основном зерна, которые обеспечивают резку, связи, которые удерживают зерна на месте, и стекловолокно, усиливающее колеса.
ЗЕРНО
Зерна в абразиве отрезного круга — это частицы, которые выполняют резку.
Зерно бывает нескольких видов. Обычные типы зерна для режущих кругов включают керамический оксид алюминия, оксид циркония, оксид алюминия и карбид кремния.
- Керамический корунд: Керамический корунд исключительно хорошо работает со сталью, нержавеющей сталью и другими труднообрабатываемыми металлами, включая инконель, сплавы с высоким содержанием никеля, титан и бронированную сталь.
 При правильном использовании и уходе он обеспечивает превосходный срок службы и срезку, и имеет тенденцию срезаться при более низкой температуре, чем другие зерна, поэтому уменьшает изменение цвета при нагревании.
При правильном использовании и уходе он обеспечивает превосходный срок службы и срезку, и имеет тенденцию срезаться при более низкой температуре, чем другие зерна, поэтому уменьшает изменение цвета при нагревании. - Циркониевый корунд: Циркониевый корунд обеспечивает превосходную резку стали, конструкционной стали, железа и других металлов и идеально подходит для резки рельсов и других тяжелых работ. Он обеспечивает быструю резку и долгий срок службы, а также выдерживает экстремальные нагрузки.
- Оксид алюминия: Оксид алюминия является одним из наиболее распространенных абразивных зерен. Он обеспечивает высокую начальную скорость резания и стабильную производительность при обработке стали и других металлов.
- Карбид кремния: Карбид кремния представляет собой чрезвычайно твердое зерно , обеспечивающее очень острое и быстрое резание. Однако он также рыхлый, а это означает, что он не такой жесткий, как другие злаки.
Крупность зерна также помогает определить его физические и эксплуатационные свойства.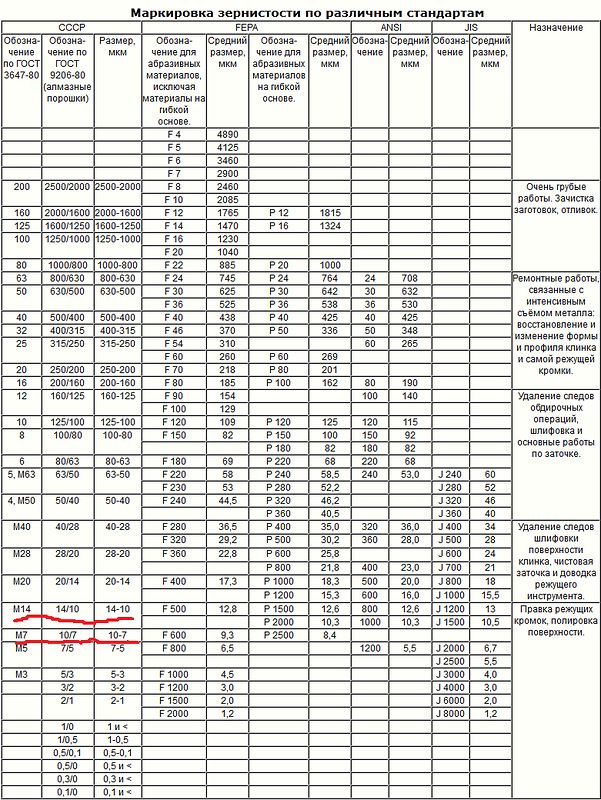 Зернистость относится к размеру отдельных абразивных частиц, точно так же, как зерна наждачной бумаги классифицируются по их размеру. Размер зерна варьируется от 16 до 60, при этом меньшие числа указывают на более крупные и крупные частицы, а большие числа указывают на более мелкие и мелкие частицы.
Зернистость относится к размеру отдельных абразивных частиц, точно так же, как зерна наждачной бумаги классифицируются по их размеру. Размер зерна варьируется от 16 до 60, при этом меньшие числа указывают на более крупные и крупные частицы, а большие числа указывают на более мелкие и мелкие частицы.
СВЯЗКА
Связка отрезного круга представляет собой вещество, удерживающее абразивные зерна на месте.
Производители часто ссылаются на класс или твердость круга. Степень означает не твердость самих абразивных зерен, а твердость связки, удерживающей их на месте. Как правило, при одинаковых условиях более жесткая связка означает, что отрезной круг будет иметь более длительный срок службы, тогда как более мягкая связка означает, что отрезной круг будет иметь более короткий срок службы.
Более мягкая связка дает определенные преимущества — она быстрее отбрасывает свои зерна, чтобы обеспечить более быстрый рез. Более прочная связь может удерживать зерна на месте после их износа.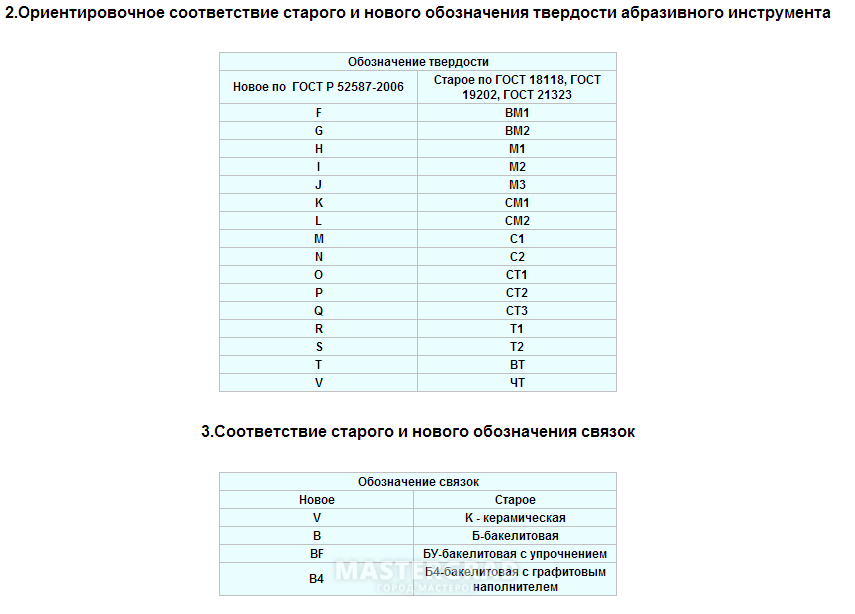 Более мягкая связка освобождает их быстрее, чтобы чаще открывать свежие острые зерна и повышать скорость резания круга.
Более мягкая связка освобождает их быстрее, чтобы чаще открывать свежие острые зерна и повышать скорость резания круга.
При резке некоторых металлов важно не допускать попадания в металл загрязняющих веществ. При резке нержавеющей стали и алюминия всегда следите за тем, чтобы абразив содержал менее 0,1 % хлора, железа и серы, что гарантирует отсутствие в нем загрязнений. Продукты, не содержащие загрязнений, будут иметь идентификационные этикетки.
Одной из связок, обычно используемых с абразивными зернами для отрезных кругов, является резиноид. Резиноидные связи содержат органические соединения. Они, как правило, имеют лучшую ударопрочность, чем другие типы соединений, и могут выдерживать работу при повышенных окружных скоростях. Они идеально подходят для отрезных работ и допускают самозатачивание за счет обнажения новых зерен. Некоторые специализированные связки представляют собой смолу поверх смолы. Эти связки обеспечивают дополнительную влаго- и теплостойкость, а также более прочную общую связь, позволяющую лучше использовать зерна.
СТЕКЛОВОЛОКНО
Отрезные круги содержат стекловолокно, которое может обеспечивать одинарное, двойное или тройное армирование. Одиночное армирование основано на одном слое стекловолокна и полезно для обеспечения исключительной скорости резки при одновременном уменьшении заусенцев на заготовке. В двойном и тройном армировании используется несколько слоев стекловолокна для обеспечения дополнительной поддержки в условиях сильной вибрации и тяжелых промышленных условий.
Все режущие круги Weiler Abrasives для прямоугольных и прямошлифовальных станков имеют два слоя армирования. Мы предлагаем несколько колес с одинарным усилением в нашей линейке отрезных пил большого диаметра и несколько колес с тройным усилением в нашей новой линейке высокоскоростных бензиновых и электрических пил.
ВЫБОР РАЗМЕРА ОТРЕЗНОГО КОЛЕСА
При работе с отрезным кругом инструмент, к которому имеет доступ оператор, часто определяет размер круга, и выбор правильного размера для данного применения также важен. Выбор правильного размера включает в себя расчет правильного числа оборотов в минуту (об/мин) — число оборотов в минуту отрезного круга должно соответствовать или превышать число оборотов в минуту на шлифовальном станке, который будет его использовать. В дополнение к проверке номинальных оборотов также важно убедиться, что колесо подходит к инструменту, не мешая и не снимая защитный кожух.
Выбор правильного размера включает в себя расчет правильного числа оборотов в минуту (об/мин) — число оборотов в минуту отрезного круга должно соответствовать или превышать число оборотов в минуту на шлифовальном станке, который будет его использовать. В дополнение к проверке номинальных оборотов также важно убедиться, что колесо подходит к инструменту, не мешая и не снимая защитный кожух.
ДИАМЕТР ОТРЕЗНОГО КОЛЕСА
Скорость вращения круга обычно соответствует его диаметру и инструменту, для которого он предназначен. Обычные диаметры отрезных кругов варьируются от 2 до 4 дюймов для прямошлифовальных машин, от 4 до 9 дюймов для угловых шлифовальных машин и от 12 до 20 дюймов для отрубных, стационарных или высокоскоростных пил.
ТОЛЩИНА ОТРЕЗНОГО КОЛЕСА
Правильная толщина круга часто зависит от точности и аккуратности, необходимых для резки. Для высокоточной резки более тонкий диск может работать с большей точностью и точностью. Они режут быстрее и выделяют меньше тепла.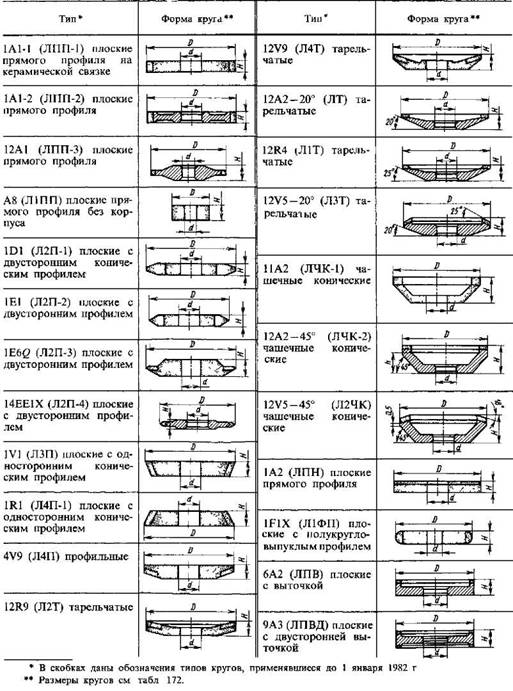 Более тонкие круги также удаляют меньше материала при каждом резе, что идеально подходит при ремонте или подгонке деталей. Компромисс заключается в том, что они, как правило, не служат так долго, как более толстые колеса в одинаковых условиях. В тех случаях, когда точность и аккуратность не так важны, как долговечность, может подойти более толстое колесо.
Более тонкие круги также удаляют меньше материала при каждом резе, что идеально подходит при ремонте или подгонке деталей. Компромисс заключается в том, что они, как правило, не служат так долго, как более толстые колеса в одинаковых условиях. В тех случаях, когда точность и аккуратность не так важны, как долговечность, может подойти более толстое колесо.
Weiler Abrasives предлагает два ультратонких высокопроизводительных отрезных круга — Tiger® Zirc Ultracut 1 мм и Tiger Inox Ultracut 1 мм. Оба этих режущих диска имеют диаметр 4 1/2 или 5 дюймов. 1-миллиметровый инструмент Tiger Zirc Ultracut обеспечивает сверхвысокую скорость резки и долгий срок службы. Он идеально подходит для резки тонкого листового металла, труб, профилей и стержней с малым поперечным сечением. Сверло Tiger Inox Ultracut 1 миллиметр идеально подходит для обработки нержавеющей стали, поскольку оно не содержит примесей.
Компания Weiler Abrasives также предлагает новую линейку режущих, стационарных и высокоскоростных дисковых пил. Отрезные пилы имеют толщину 3/32 дюйма, а высокоскоростные пилы и стационарные пилы имеют толщину 1/8 дюйма. Эти отрезные круги идеально подходят для резки в металлообрабатывающей, строительной и железнодорожной отраслях, а некоторые из специализированных моделей могут обеспечить точную резку рельсов, резку без заусенцев и резку шпилек для тяжелых условий эксплуатации.
Отрезные пилы имеют толщину 3/32 дюйма, а высокоскоростные пилы и стационарные пилы имеют толщину 1/8 дюйма. Эти отрезные круги идеально подходят для резки в металлообрабатывающей, строительной и железнодорожной отраслях, а некоторые из специализированных моделей могут обеспечить точную резку рельсов, резку без заусенцев и резку шпилек для тяжелых условий эксплуатации.
ПРИМЕНЕНИЕ ОТРЕЗНЫХ КРУГОВ
До сих пор мы обсуждали, как отрезные круги типов 1, 27, 41 и 42 имеют отличительные формы для различных областей применения. Мы изучили различные распространенные зерна, используемые в отрезных кругах, и то, как они оптимизированы для использования на различных металлах, и мы изучили, как диаметр и толщина влияют на скорость и точность круга. Теперь давайте рассмотрим несколько областей применения промышленных и профессиональных отрезных кругов и то, как правильно выбрать круги для этих целей.
1. ОБЩЕЕ ПРОИЗВОДСТВО
В общем производстве металлов обычно выбирают колеса диаметром 0,045 дюйма.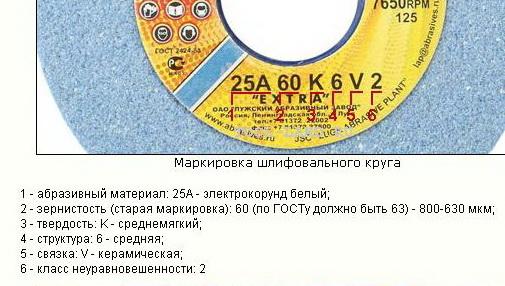 Для более тонких материалов оператор может захотеть выбрать круг диаметром 1 миллиметр для большей точности, меньшего выделения тепла и меньшего количества заусенцев, которые потребуют удаления перед сваркой. Выбор зерна, скорее всего, будет зависеть от состава материала заготовки — зерна с более высокими характеристиками для конструкционной стали и труднообрабатываемых металлов, круги без примесей для нержавеющей стали.
Для более тонких материалов оператор может захотеть выбрать круг диаметром 1 миллиметр для большей точности, меньшего выделения тепла и меньшего количества заусенцев, которые потребуют удаления перед сваркой. Выбор зерна, скорее всего, будет зависеть от состава материала заготовки — зерна с более высокими характеристиками для конструкционной стали и труднообрабатываемых металлов, круги без примесей для нержавеющей стали.
2. ПРОИЗВОДСТВО ТРУБ
При производстве металлических труб выбор отрезного круга часто зависит от диаметра трубы, которую необходимо разрезать. Для трубы диаметром 3/4 дюйма или меньше обычно бывает достаточно диаметра 4 1/2 дюйма. Для трубы до 2 1/2 дюйма эффективен 6-дюймовый отрезной круг, а для трубы до 3 1/2 дюйма часто наиболее подходит 9-дюймовый отрезной круг. Также рекомендуется выбирать самый тонкий круг, чтобы свести к минимуму нагрев и трение, и использовать круг типа 1 для более глубокого реза, если область применения не накладывает особых ограничений. Для более крупных труб, которые часто встречаются на трубопроводе, отрезной круг с вогнутым центром обеспечивает дополнительный зазор при работе под ограниченным углом, а толщина круга 0,045 дюйма идеально подходит для резки на производственных площадках или на полосе отвода для ремонта в полевых условиях.
Для более крупных труб, которые часто встречаются на трубопроводе, отрезной круг с вогнутым центром обеспечивает дополнительный зазор при работе под ограниченным углом, а толщина круга 0,045 дюйма идеально подходит для резки на производственных площадках или на полосе отвода для ремонта в полевых условиях.
3. СУДОСТРОЕНИЕ
Когда оператор работает в ограниченном, труднодоступном пространстве корабля, приоритетом часто является максимально долгий срок службы отрезного круга. По этой причине оператор часто хочет выбрать более прочный и потенциально долговечный круг, такой как Tiger Ceramic. Однако, когда операторы должны использовать пневматические инструменты, шланги которых растянуты на большие расстояния для доступа к труднодоступным участкам корабля, мощность этих инструментов может быть недостаточной. В этом случае идеально подойдут круги с мягкой связкой, поскольку они облегчают поддержание быстрого реза. В судостроении рабочий материал часто влияет на выбор режущего круга. При работе с алюминием оператор может захотеть выбрать отрезной круг, который не будет нагружаться или склеиваться, например, Tiger Aluminium.
При работе с алюминием оператор может захотеть выбрать отрезной круг, который не будет нагружаться или склеиваться, например, Tiger Aluminium.
4. ПОДГОТОВКА К СВАРКЕ
Подготовка к сварке обычно включает точную резку металла. При базовой операции обрезки точность не критична, но при сложных работах или ремонте, требующих сохранения первоначальных эстетических качеств материала, точность может сэкономить время и деньги. Использование 0,045-дюймового отрезного круга — толщиной немногим более миллиметра — распространено при сварке, чтобы обеспечить точные и аккуратные разрезы. Для точной резки тонкого листового металла, профилей и стержней малого диаметра 1-миллиметровый диск UltraCut обеспечит плавную резку и исключительный контроль для чистых, сверхточных резов.
5. ЖЕЛЕЗНЫЕ ДОРОГИ
На современных железных дорогах используются труднообрабатываемые легированные стали, поэтому для высокоскоростных бензопил необходим высокопроизводительный отрезной круг. Самозатачивающееся зерно циркониевого оксида алюминия, сохраняющее высокую режущую способность на протяжении всего срока службы круга, обеспечивает превосходные характеристики. 14- и 16-дюймовые отрезные круги Tiger Zirc разработаны специально для высокоскоростных бензопил и обеспечивают высокопроизводительные решения, необходимые для повышения производительности и прибыльности.
Самозатачивающееся зерно циркониевого оксида алюминия, сохраняющее высокую режущую способность на протяжении всего срока службы круга, обеспечивает превосходные характеристики. 14- и 16-дюймовые отрезные круги Tiger Zirc разработаны специально для высокоскоростных бензопил и обеспечивают высокопроизводительные решения, необходимые для повышения производительности и прибыльности.
6. КОНСТРУКЦИЯ
На строительных площадках и на строительных площадках используется широкий спектр операций по резке металла. Операторы часто ищут круг, который может делать все, от обрезки арматуры до выполнения длинных разрезов на листовом металле. Во многих случаях круг из оксида алюминия обеспечивает правильное сочетание универсальности, производительности и цены. В линейку Tiger AO входят как плоские, так и вогнутые отрезные круги различных размеров для прямошлифовальных и прямоугольных шлифовальных машин. Линейка Tiger AO также расширяется за счет более крупных размеров от 12 до 16 дюймов для отрезных пил, высокоскоростных бензиновых и электрических пил.
