Обработка на горизонтально расточных станках: Обработка на расточных станках — Технарь
Содержание
Обработка заготовок на горизонтально-расточных станках
Горизонтально-расточные
станки относятся к числу наиболее
распространенных, на их базе выполнены
конструкции других универсальных и
специальных расточных станков.
Рис.
68. Горизонтально–расточной станок
На
рис. 68 показан горизонтально-расточной
станок. На станине 1 установлена
стойка 2, на вертикальных направляющих
которой смонтирована шпиндельная
бабка 3. В шпиндельной бабке расположены
коробка скоростей и коробка подач.
Шпиндель коробки скоростей полый, на
нем закреплена планшайба 4 с радиальным
суппортом 5. Внутри полого шпинделя
смонтирован расточной шпиндель 6. Задняя
стойка с люнетом 8 предназначена для
поддержания длинных расточных
оправок. Люнет 8 перемещается по задней
стойке 7 синхронно со шпиндельной бабкой
3, сохраняя соосность со шпинделем.
Заготовку
устанавливают на поворотном столе 11,
состоящем из двух частей: салазок 9,
перемещающихся вдоль станины, и каретки
10, имеющей поперечное перемещение.
Глазным движением является вращение
расточного шпинделя или планшайбы.
Движение подачи в зависимости от
характера обрабатываемых поверхностей
получает стол (заготовка) или инструмент
за счет осевого перемещения расточного
шпинделя 6, радиального перемещения
суппорта 5 или вертикального перемещения
шпиндельной бабки 3 по направляющим
стойки 2.
На
расточных станках обрабатывают отверстия,
наружные цилиндрические и плоские
поверхности, уступы, канавки, реже
конические отверстия и нарезают
внутреннюю и наружную резьбы резцами.
Наиболее распространенный вид обработки
на расточных станках — растачивание
отверстий.
Растачивание
цилиндрических отверстий выполняют
резцами, установленными на консольной
или двухопорной оправке. Использование
консольной оправки целесообразно в тех
случаях, когда длина обрабатываемого
отверстия
,
так как с увеличением длины оправки
снижается ее жесткость.
На
рис. 69, а показана схема растачивания
отверстия небольшой длины двухлезвийным
пластинчатым резцом, закрепленным в
консольной оправке. Заготовке сообщают
Заготовке сообщают
продольную подачу. При небольшой
длине отверстия, когда возможна работа
с короткой жесткой оправкой, растачивают
при осевой подаче расточного шпинделя.
Растачиванием с продольной подачей
заготовки получают более правильное
отверстие вследствие постоянного вылета
шпинделя.
Отверстия
с отношением l/d > 5 и соосные отверстия
растачивают резцами, закрепленными в
двухопооной оправке.
Рис.
69. Схемы обработки заготовок на
горизонтально–расточных станках
На
рис. 69. показано одновременное растачивание
двух соосных отверстий. Оправка с резцами
получает главное вращательное движение,
а заготовка – продольную подачу в
направлении от задней стопки к
шпиндельной бабке.
Отверстия
большого диаметра, но малой длины,
растачивают резцом, закрепленным в
радиальном суппорте планшайбы (рис. 69
в). Планшайбе с резцом сообщают главное
вращательное движение, а столу с
заготовкой — продольную подачу. Отверстия
Отверстия
диаметром более 130 мм обрабатывают
расточными блоками и головками.
Растачивание
параллельных и взаимно перпендикулярных
отверстий выполняют с одной установки
заготовки. После растачивания первого
отверстия перемещают стол в поперечном
направлении или шпиндельную бабку в
вертикальном направлении на величину,
равную межцентровому расстоянию,
затем растачивают второе и другие
отверстия. Если требуется расточить
взаимно перпендикулярные отверстия,
то после растачивания первого отверстия
стол поворачивают на 90° и растачивают
второе отверстие.
Растачивание
конических отверстий осуществляют
расточными головками, закрепленными в
расточном шпинделе, которому сообщают
осевую подачу. Конические отверстия
диаметром более 80 мм растачивают резцом
с использованием универсального
приспособления, смонтированного на
радиальном суппорте планшайбы (рис. 69,
г).
Сверление,
зенкерование, развертывание, цекование,
зенкование и нарезание резьбы метчиками
выполняют на расточных станках так же,
как и на вертикально-сверлильных.
Инструмент закрепляют в расточном
шпинделе и сообщают ему главное
вращательное движение и осевую
подачу. Заготовка, установленная на
столе станка, остается неподвижной.
Подрезание
торцов выполняют двумя способами: с
подачей резца в направлении, перпендикулярном
или параллельном оси шпинделя.
На
рис. 69, д показано подрезание торца
проходным резцом, закрепленным на
радиальном суппорте планшайбы. Резцу,
вращающемуся вместе с планшайбой,
сообщают радиальную подачу перемещением
суппорта по направляющим планшайбы.
Небольшие плоскости подрезают
пластинчатым резцом (рис. 69, е), которому
сообщают осевую подачу перемещением
расточного шпинделя. Обработка торцовых
поверхностей с радиальной подачей
обеспечивает большую их точность.
Фрезерование
поверхностей показано на рис. 69, ж. При
фрезеровании вертикальной плоскости
торцовой фрезерной головкой, закрепленной
в расточном шпинделе, фрезе сообщают
главное вращательное движение и
вертикальную подачу перемещением
шпиндельной бабки.
При
использовании специальных приспособлений
на горизонтально-расточных станках
можно обрабатывать фасонные поверхности
и нарезать резьбу резцами.
Расточные станки. Основные понятия
- Главная /
- Справочник /
- Расточные станки
На расточных станках для обработки поверхностей используют различные инструменты: резцы, сверла, зенкеры, развертки, метчики, фрезы.
Рис. 1. Инструменты для расточных станков
Расточные резцы по форме поперечного сечения корпуса подразделяют на квадратные,
прямоугольные (рис. 1, а) и круглые(рис. 1, б).
В зависимости от вида обработки используют различные типы расточных резцов: проходные, подрезные, канавочные и резьбовые. Широко применяют
пластинчатые резцы — основной инструмент для растачивания отверстий диаметром более 20 мм. Пластинчатые резцы делят на одно- и
Пластинчатые резцы делят на одно- и
двухлезвийные (рис. 1, в).
Двухлезвийные пластинчатые резцы выполняют по размеру растачиваемого отверстия.
Расточные блоки (рис. 1, г) представляют собой сборную конструкцию, состоящую из корпуса 1 и вставных регулируемых резцов 2, закрепленных винтами 3 и 4. Резцы регулируют по диаметру растачиваемого отверстия.
Расточные головки применяют для обработки отверстий большого диаметра. На рис. 1, д показана разъемная расточная головка для обработки отверстий диаметром 130 — 225 мм. Подрезные резцы головки предварительно устанавливают по диаметру и торцу на заданный размер, что позволяет обрабатывать ряд соосных отверстий как по диаметру, так и по торцам.
Специальные
развертки с нерегулируемыми и регулируемыми ножами применяют для окончательной обработки отверстий после предварительного растачивания
их резцами. Регулируемая плавающая развертка (рис. 1, е) имеет два ножа 5, взаимно перемещающихся по шпонке 7 и скрепленных винтами 6 при упоре в винт 8, положение которого регулируется в зависимости от заданного размера обрабатываемого отверстия. Развертка оснащена
Развертка оснащена
пластинками из твердого сплава.
Приспособления для обработки заготовок на расточных станках
Заготовки на столе расточного станка закрепляют с помощью различных универсальных приспособлений: прижимных планок, станочных
болтов, угольников, призм (см. рис. 2).
Рис. 2. Приспособления для закрепления заготовок на станках
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы.
Корпусные детали отличаются большим многообразием форм и размеров обрабатываемых поверхностей и точностью их обработки. В
зависимости от этого используют различные конструкции расточных кондукторов для закрепления корпусных заготовок и обеспечения
правильного положения инструмента относительно обрабатываемой поверхности.
Режущий инструмент на расточных станках закрепляют с помощью вспомогательного инструмента: консольных оправок, двухопорных
оправок и патронов. Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в
Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в
расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для установки
резцов, расположенные под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины.
Рис. 3. Оправки для закрепления режущего инструмента
Для растачивания отверстий, находящихся на большом расстоянии от торца планшайбы станка, или нескольких соосных отверстий используют удлиненные консольные оправки (рис. 3, а). Применяют консольные оправки также для пластинчатых
плавающих разверток (рис. 3, б). Пластинку 3 вставляют в гнездо оправки и винтом 1 удерживают от выпадения. В то же время
благодаря наличию небольшого зазора (0,1 — 0,15 мм) между пазом 2 пластинки 3 и винтом 1 развертка может самоустанавливаться («плавать»).
Двухопорная расточная оправка (рис. 3, в) представляет собой длинный вал с коническим хвостовиком на одном конце для установки его в шпинделе станка. Другой конец оправки закрепляют в люнете задней стойки станка. По длине оправки расположены окна для установки стержневых и пластинчатых резцов.
Обработка заготовок на горизонтально-расточных станках
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других
универсальных и специальных расточных станков.
На расточных станках обрабатывают отверстия, наружный цилиндрические и плоские поверхности, уступы, канавки, реже конические
отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенный вид обработки на расточных станках — растачивание
отверстий.
Растачивание цилиндрических отверстий выполняют резцами, установленными на консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l < 5D, так как с увеличением длины оправки снижается ее жесткость.
Рис. 4. Схемы обработки заготовок на горизонтально-расточных станках.
На рис. 4, а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче расточного шпинделя. Растачиванием с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
Отверстия с отношением l/D > 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке.
На рис. 4, б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение,
а заготовка — продольную подачу в направлении от задней стойки к шпиндельной бабке.
Отверстия большого диаметра, но малой длины, растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис. 4, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
4, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
Растачивание параллельных и взаимно перпендикулярных отверстий выполняют с одной установки заготовки. После растачивания первого
отверстия перемещают стол в поперечном направлении или шпиндельную бабку в вертикальном направлении на величину, равную
межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется расточить взаимно перпендикулярные отверстия,
то после растачивания первого отверстия стол поворачивают на 90° и растачивают второе отверстие.
Растачивание
конических отверстий осуществляют расточными головками, закрепленными в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром более 80 мм растачивают резцом с использованием универсального приспособления, смонтированного на радиальном суппорте планшайбы (рис. 4, г).
Сверление, зенкерование, развертывание, цекование, зенкование и нарезание резьбы метчиками выполняют на расточных станках
так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и
Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и
осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы.
|
⇐ ПредыдущаяСтр 6 из 7Следующая ⇒
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других универсальных и специальных расточных станков. На рис. 4.5.1 показан общий вид горизонтально-расточного станка. На станине 1 установлена стойка 2, на вертикальных направляющих которой смонтирована шпиндельная бабка 3. В шпиндельной бабке расположены коробка скоростей и коробка подач. Шпиндель коробки скоростей полый, на нем закреплена планшайба 4 с радиальным суппортом 5. Внутри полого шпинделя смонтирован расточной шпиндель 6. Задняя стойка 7 с подшипником 8 предназначена для поддерживания длинных расточных оправок. Подшипник 8 перемещается по задней стойке 7 синхронна со шпиндельной бабкой 3, сохраняя соосность со шпинделем.
Рис. 4.5.1 Общий вид горизонтально-расточного станка
Заготовку устанавливают на но во ротном столе 11, состоящем из двух частей: салазок 9, перемещающихся вдоль станины, и каретки 10, имеющей поперечное перемещение. Главным движением является вращение расточного шпинделя или планшайбы. Движение подачи в зависимости от характера обрабатываемых поверхностей получает стол (заготовка) или инструмент за счет осевого перемещения расточного шпинделя 6, радиального перемещения суппорта 5 или вертикального перемещения шпиндельной бабки 3 по направляющим стойки 2. На расточных станках обрабатывают отверстия, наружные цилиндрические и плоские поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенным видом обработки на расточных станках является растачивание отверстии. Растачивание цилиндрических отверстий. Резцы закрепляют в консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l ≤ 5 d , так как с увеличением длины оправки снижается ее жесткость, что приводит к необходимости уменьшения глубины резания. На рис. 4.5.2, а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче расточного шпинделя. Растачиванием с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
Рис. 4.5.2 Схемы обработки поверхностей заготовок на горизонтально-расточных станках Отверстия с отношением > 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке. На рис. 4.5.2, б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение, а заготовка — продольную подачу в направлении от задней стойки к шпиндельной бабке. Одновременное растачивание резцами нескольких отверстий повышает производительность, но не обеспечивает точности, поэтому таким способом обычно производят черновую обработку. При чистовом растачивании для обеспечения высокого качества обработки каждое отверстие рекомендуется растачивать отдельно. Отверстия большого диаметра, но малой длины растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис. 4.5.2, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками. Растачивание параллельных и взаимно перпендикулярных отвер стий . Растачивание конических отверстий. Конические отверстия обрабатывают расточными головками, закрепленными в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром более 80 мм растачивают резцом с использованием универсального приспособления, смонтированного на радиальном суппорте планшайбы (рис. 4.5.2, г). В процессе обработки резец перемещается по наклонным направляющим приспособления. Конические отверстия большой длины и диаметра растачивают с помощью приспособления, установленного на двухопорной оправке. Сверление, зенкерование, развертывание, цекование, зенко вание и нарезание резьбы метчиками. Обтачивание наружных цилиндрических поверхностей. Резец закрепляют на радиальном суппорте планшайбы (рис. 4.5.2, д) и сообщают ему главное вращательное движение, а столу с заготовкой — продольную подачу. Подрезание торцов. Торцы подрезают двумя способами: с подачей резца в направлении, перпендикулярно или параллельном оси шпинделя. На рис. 4.5.2, е показано подрезание торца проходным резцом, закрепленным на радиальном суппорте планшайбы. Резцу сообщают радиальную подачу (в направлении, перпендикулярном к оси шпинделя) перемещением суппорта планшайбы. Небольшие плоскости подрезают пластинчатым резцом (рис. 4.5.2, ж), которому сообщают осевую подачу (в направлении, параллельном оси шпинделя) перемещением расточного шпинделя. Фрезерование поверхностей. На рис. 4.5.2, а приведен пример фрезерования вертикальной плоскости торцовой фрезерной головкой, закрепленной в расточном шпинделе. Фрезе сообщают главное вращательное движение ивертикальную подачу перемещением шпиндельной бабки.
⇐ Предыдущая1234567Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Организация работы процедурного кабинета Области применения синхронных машин Оптимизация по Винеру и Калману |
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 58; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|

 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления

 Растачиванием отверстий резцами исправляют форму и оси предварительно обработанных иди отлитых отверстий.
Растачиванием отверстий резцами исправляют форму и оси предварительно обработанных иди отлитых отверстий. При ее установке необходимо точно совместить ось шпинделя с осью втулки подшипника задней стойки.
При ее установке необходимо точно совместить ось шпинделя с осью втулки подшипника задней стойки. Растачивают с одной установки заготовки. После растачивания первого отверстия стол перемещают в поперечном направлении на величину, равную межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется расточить два взаимно перпендикулярных отверстия, то после растачивания первого отверстия стол поворачивают на 90° и растачивают второе отверстие.
Растачивают с одной установки заготовки. После растачивания первого отверстия стол перемещают в поперечном направлении на величину, равную межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется расточить два взаимно перпендикулярных отверстия, то после растачивания первого отверстия стол поворачивают на 90° и растачивают второе отверстие. На расточных станках эти операции выполняют так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
На расточных станках эти операции выполняют так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и осевую подачу. Заготовка, установленная на столе станка, остается неподвижной. Обработка торцовых поверхностей с радиальной подачей обеспечивает большую их точность.
Обработка торцовых поверхностей с радиальной подачей обеспечивает большую их точность. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.009 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.009 с.)Профессиональный стандарт: Подготовка горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм к изготовлению деталей средней сложности с точностью размеров по 10му, 11му квалитету
Трудовая функция
| Наименование | Подготовка горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм к изготовлению деталей средней сложности с точностью размеров по 10му, 11му квалитету |
| Происхождение трудовой функции | Оригинал | Заимствовано из оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к выполнению технологической операции по обработке заготовки детали средней сложности с точностью размеров по 10му, 11му квалитету Анализ исходных данных для выполнения обработки поверхностей заготовки детали средней сложности с точностью размеров по 10му, 11му квалитету на горизонтально-расточном станке с диаметром выдвижного шпинделя до 150мм Подготовка к эксплуатации режущего, вспомогательного, контрольно-измерительного инструмента Заточка расточных резцов Установка режущих и вспомогательных инструментов в шпиндель горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм Подготовка к эксплуатации универсальных и специальных приспособлений Установка универсальных или специальных приспособлений на стол горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм Подготовка заготовки детали средней сложности к обработке на горизонтально-расточном станке с диаметром выдвижного шпинделя до 150мм Установка заготовки детали средней сложности в приспособление или на стол горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм с выверкой в двух плоскостях Строповка заготовки детали средней сложности и технологической оснастки массой более 16 кг при подъеме (снятии) на стол (со стола) горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм Подъем и (или) снятие заготовки детали средней сложности и технологической оснастки массой более 16 кг на стол и (или) со стола горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм с использованием грузоподъемных механизмов Настройка и наладка горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм для обработки поверхностей заготовки детали средней сложности с точностью размеров по 10му, 11му квалитету Выбор режимов резания при обработке заготовки детали средней сложности на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Проведение регламентных работ по техническому обслуживанию горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм в соответствии с технической документацией |
| Необходимые знания | Устройство, принципы работы и правила использования горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм Органы управления горизонтально-расточными станками с диаметром выдвижного шпинделя до 150мм Порядок проверки исправности, работоспособности и точности горизонтально-расточных станков Требования к планировке, оснащению и организации рабочего места при выполнении работ на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Машиностроительное черчение Правила чтения технической документации (рабочих чертежей, технологических карт) Система допусков и посадок, квалитеты точности, параметры шероховатости Обозначение на рабочих чертежах допусков размеров, формы и взаимного расположения поверхностей, шероховатости поверхностей Виды и содержание технологической документации, используемой в организации Основные свойства и маркировка обрабатываемых и инструментальных материалов Установленный порядок получения, хранения и сдачи заготовок, инструмента, приспособлений, необходимых для выполнения работ Виды, конструкции, назначение, геометрические параметры и правила использования режущих и вспомогательных инструментов, применяемых на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Геометрические параметры расточных резцов, сверл, зенкеров и фрез в зависимости от обрабатываемого и инструментального материалов Способы, правила и приемы заточки расточных резцов Устройство, правила использования и органы управления точильно-шлифовальных станков Способы и приемы контроля геометрических параметров расточных резцов Виды, устройство и области применения контрольно-измерительных приборов для контроля геометрических параметров расточных резцов Приемы и правила установки режущих и вспомогательных инструментов на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Виды, конструкции, назначение, возможности и правила использования контрольно-измерительных инструментов, применяемых при работе на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Виды, устройство, назначение, правила и условия эксплуатации универсальных и специальных приспособлений, применяемых на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Правила и приемы базирования и закрепления заготовок деталей средней сложности в приспособлении или на столе горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм с выверкой в двух плоскостях Содержание и последовательность настройки горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм Типовые режимы резания при обработке заготовок деталей средней сложности на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Правила строповки и перемещения грузов Система знаковой сигнализации при работе с машинистом крана Виды и правила применения средств индивидуальной и коллективной защиты при выполнении работ на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм и точильно-шлифовальных станках Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности |
| Необходимые умения | Проверять исправность, работоспособность и точность горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм Читать и применять техническую документацию на детали средней сложности с точностью размеров по 10му, 11му квалитету Выбирать в соответствии с технологической документацией, подготавливать к работе режущие, вспомогательные и контрольно-измерительные инструменты Затачивать расточные резцы в соответствии с обрабатываемым материалом Устанавливать режущие и вспомогательные инструменты в шпиндель горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм Выбирать в соответствии с технологической документацией, подготавливать к работе, устанавливать на стол горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм универсальные и специальные приспособления Базировать и закреплять заготовки деталей средней сложности в приспособлении горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм Выбирать схемы строповки заготовок и технологической оснастки Управлять подъемом (снятием) заготовок и технологической оснастки Базировать и закреплять заготовки деталей средней сложности на столе горизонтально-расточного станка с диаметром выдвижного шпинделя до 150мм с выверкой в двух плоскостях Выбирать и устанавливать режимы резания при обработке заготовок деталей средней сложности на горизонтально-расточных станках с диаметром выдвижного шпинделя до 150мм Производить настройку горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм для обработки поверхностей заготовки с точностью размеров по 10му, 11му квалитету в соответствии с технологической документацией Выполнять регламентные работы по техническому обслуживанию горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм Выполнять техническое обслуживание технологической оснастки горизонтально-расточных станков с диаметром выдвижного шпинделя до 150мм Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной и экологической безопасности |
| Другие характеристики |
Список профессиональных стандартов:
- 740 | Расточник
Горизонтально-расточные станки | Солдрим — Украина
Tag Archives: Горизонтально-расточные станки
25/04/2018 Горизонтально-расточные станки WELE No comments
Горизонтально-расточные станки производства Wele представлены следующими моделями:
— HB430-F
— HB1416-110
— HB1620-130
Подробнее
14/04/2018 Горизонтально-расточные станки WELE No comments
Скачать брошюру
Горизонтально-расточные обрабатывающие центры с выдвижной пинолью серии HB разработаны специально для глубокой расточки.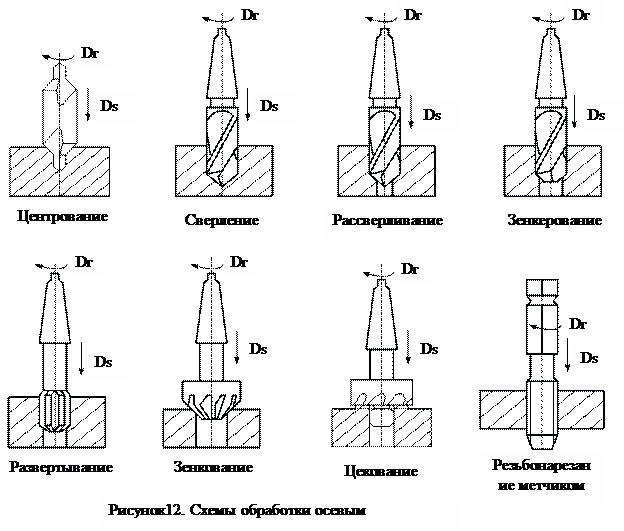
Отличительными особенностями станка являются:
— ЖЕСТКОСТЬ КОНСТРУКЦИИ.
Все основные узлы, такие как станина и колонна, выполнены из высококлассного литейного чугуна Meehanite, что обеспечивает устойчивость станка. Станок выдерживает большие нагрузки и сохраняет высокую точность обработки. Роликовые направляющие с низким коэффициентом трения обеспечивают динамичность обработки в условиях экономии потребляемой энергии на 40%.
Подробнее
14/04/2018 Горизонтально-расточные станки WELE No comments
Скачать брошюру
Горизонтально-расточные обрабатывающие центры с выдвижной пинолью серии HB разработаны специально для глубокой расточки.
Отличительными особенностями станка являются:
— ЖЕСТКОСТЬ КОНСТРУКЦИИ.
Все основные узлы, такие как станина и колонна, выполнены из высококлассного литейного чугуна Meehanite, что обеспечивает устойчивость станка. Станок выдерживает большие нагрузки и сохраняет высокую точность обработки. Роликовые направляющие с низким коэффициентом трения обеспечивают динамичность обработки в условиях экономии потребляемой энергии на 40%.
Роликовые направляющие с низким коэффициентом трения обеспечивают динамичность обработки в условиях экономии потребляемой энергии на 40%.
Подробнее
14/04/2018 Горизонтально-расточные станки WELE No comments
Скачать брошюру
Горизонтально-расточные обрабатывающие центры с ползуном серии HBxxx-F разработаны специально для фрезерования на сверхтяжелых режимах резания.
Отличительными особенностями станка являются:
— ЖЕСТКОСТЬ КОНСТРУКЦИИ.
Все основные узлы, такие как станина и колонна, выполнены из высококлассного литейного чугуна Meehanite, что обеспечивает устойчивость станка. Станок выдерживает большие нагрузки и сохраняет высокую точность обработки. Роликовые направляющие с низким коэффициентом трения обеспечивают динамичность обработки в условиях экономии потребляемой энергии на 40%.
Подробнее
30/07/2013 FADAL No comments
Два вида шпинделей: диаметром 110 мм (перемещение по оси W – 500 мм) и диаметром 130 мм (перемещение по оси W 700 мм).
Специальные гидростатические подшипники позволяют столу выдерживать большие нагрузки.
Шпиндель с редуктором в приводе, максимальная скорость вращения шпинделя 4000 об/мин, крутящий момент 1076 Нм; опционально устанавливается шпиндель с максимальной скоростью вращения 8000 об/ мин и крутящим моментом 600 Нм.
Запатентованный механизм предотвращения потери хода устанавливается на столы размером менее 1600×2000 мм, настолы размером более 2200×2500 мм устанавливаются два серводвигателя.
Подробнее
30/07/2013 FADAL No comments
Горизонтально-расточные станки WELE предназначены для выполнения следующих операций: фрезерование плоскостей, пазов, уступов, в том числе, контурное фрезерование плоскостей; сверление, рассверливание, центрование и зенкерование отверстий; растачивание и развертывание отверстий; нарезание резьбы в отверстиях метчиками и резцом; обточка поверхностей, обработка кольцевых канавок и подрезка торцов планшайбой.
Подробнее
29/04/2013 FADAL No comments
Предлагаются две версии расточных станков с подвижной стойкой FT и FTR. Серия FT стандартно оснащена выдвижным шпинделем, в то время как FTR дополнительно оснащена ползуном, который обеспечивает болшую дальность действия и большие возможности фрезерования.
Серия FT стандартно оснащена выдвижным шпинделем, в то время как FTR дополнительно оснащена ползуном, который обеспечивает болшую дальность действия и большие возможности фрезерования.
Преимущества:
- Значительные возможности благодаря перемещениям по оси Х до 16 метров или больше и по оси Y 5 метров;
- Модульная конструкция позволяет Вам подобрать функции станка под Ваши требования. Вы можете выбрать из 5 опций шпинделя – двух- или четырехскоростной, диаметр от 130 до 180 мм;
- Широкая система направляющих, усиленная конструкция стойки и направляющие с предварительным натягом обеспечивают максимальную общую жесткость;
- Исключительная компенсация теплового расширения шпинделя фирмы MAG и динамическая направляющая ползуна создают условия для прецизионной обработки.
Подробнее
28/04/2013 FADAL No comments
Горизонтально-расточные станки Giddingd & Lewis созданы для многокоординатного контурного фрезерования, прецизионного растачивания, сверления и резьбонарезания. Этот жесткие и точные станки, которые создавались для работы с ЧПУ с независимыми электрическими сервоприводами и шпиндельной бабкой с бесступенчатой регулировкой скорости и подачи.
Этот жесткие и точные станки, которые создавались для работы с ЧПУ с независимыми электрическими сервоприводами и шпиндельной бабкой с бесступенчатой регулировкой скорости и подачи.
Подробнее
23/03/2013 FADAL No comments
Серия RT с интегрированным круглым столом обладает гибкостью в виде дополнительной оси. Благодаря этому она превосходно подходит для обработки корпусных деталей.
Преимущества:
Стол на гидростатической опоре идеально подходит для прецизионного силового резания;
Прекрасные демпфирующие свойства компонентов из серого чугуна;
Модульная конструкция позволяет Вам подобрать функции станка под Ваши требования. На выбор предлагаются три опции шпинделя – двух- или четырехскоростные, диаметром 130 или 155 мм;
Высокопроизводительный привод и системы направляющих обеспечивают жесткость выше среднего и высокую скорость перемещения 25 м/мин одновременно.
Подробнее
23/03/2013 FADAL No comments
Обрабатывающие центры GIDDINGS & LEWIS Серия МС
Серия MC объединяет возможности горизонтально-расточных станков с производительностью обрабатывающего центра. Автоматизируйте свое производство больших деталей и сокращайте вспомогательное время благодаря серийной системе смены палет на 2 палеты и устройству смены инструментов серии MC. Возможны также конфигурации с устройством смены палет на несколько палет.
Преимущества:
- Модульная конструкция позволяет Вам подобрать функции станка под Ваши требования. Вы можете выбрать из трех опций шпинделей – двух- или четырехскоростные, 130 или 155 мм диаметром;
- Надежная конструкция с монолитной станиной и суппортами из серого чугуна. Стабильное основание длля обработки обеспечивает превосходные результаты также и при самых сильных наргузках;
- Внутренние X-образные ребра жесткости стойки станка уменьшают деформацию и колебания;
- Высокопроизводительный привод и системы направляющих обеспечивают жесткость выше среднего и большую скорость перемещения 25 м/мин одновременно.
Подробнее
Страница 1 из 212»
3.11.1. Трудовая функция \ КонсультантПлюс
3. 11.1. Трудовая функция
11.1. Трудовая функция
Наименование | Подготовка горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более к изготовлению особо сложных экспериментальных и дорогостоящих деталей с точностью размеров по 5-му, 6-му квалитету | Код | K/01.4 | Уровень (подуровень) квалификации | 4 |
Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта |
Трудовые действия | Подготовка рабочего места к выполнению технологической операции по обработке заготовки особо сложной экспериментальной и дорогостоящей детали с точностью размеров по 5-му, 6-му квалитету |
Анализ исходных данных для выполнения обработки поверхностей заготовки особо сложной экспериментальной и дорогостоящей детали с точностью размеров по 5-му, 6-му квалитету на горизонтально-расточном станке с диаметром выдвижного шпинделя 320 мм и более | |
Подготовка к эксплуатации режущего, вспомогательного, контрольно-измерительного инструмента | |
Заточка специальных расточных резцов | |
Контроль качества заточки специальных расточных резцов | |
Установка режущих и вспомогательных инструментов в шпиндель, на радиальный суппорт планшайбы, в шпиндель и заднюю стойку горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более | |
Подготовка к эксплуатации универсальных и специальных приспособлений | |
Установка универсальных или специальных приспособлений на стол горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более | |
Установка и настройка задней стойки горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более | |
Подготовка заготовки особо сложной детали к обработке на горизонтально-расточном станке с диаметром выдвижного шпинделя 320 мм и более | |
Установка заготовки особо сложной экспериментальной или дорогостоящей детали в приспособление или на стол горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более с выверкой в нескольких плоскостях | |
Строповка заготовки особо сложной экспериментальной или дорогостоящей детали и технологической оснастки массой более 16 кг при подъеме и (или) снятии на стол и (или) со стола горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более | |
Подъем и (или) снятие заготовки особо сложной экспериментальной или дорогостоящей детали и технологической оснастки массой более 16 кг на стол и (или) со стола горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более с использованием грузоподъемных механизмов | |
Настройка и наладка горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более для обработки поверхностей заготовки особо сложной экспериментальной и дорогостоящей детали с точностью размеров по 5-му, 6-му квалитету | |
Выбор режимов резания при обработке заготовок особо сложных экспериментальных и дорогостоящих деталей на горизонтально-расточном станке с диаметром выдвижного шпинделя 320 мм и более | |
Проведение регламентных работ по техническому обслуживанию горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более в соответствии с технической документацией | |
Необходимые умения | Проверять исправность, работоспособность и точность горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более |
Читать и применять техническую документацию на сложные детали с точностью размеров по 5-му, 6-му квалитету | |
Выбирать в соответствии с технологической документацией, подготавливать к работе режущие, вспомогательные и контрольно-измерительные инструменты | |
Затачивать специальные расточные резцы в соответствии с обрабатываемым материалом | |
Контролировать геометрические параметры, определять качество заточки расточных резцов | |
Устанавливать режущие и вспомогательные инструменты в шпиндель горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более | |
Устанавливать режущие инструменты на радиальный суппорт планшайбы горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более | |
Устанавливать вспомогательные и режущие инструменты в шпиндель и заднюю стойку горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более | |
Выбирать в соответствии с технологической документацией, подготавливать к работе, устанавливать на стол горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более универсальные и специальные приспособления | |
Базировать и закреплять заготовки особо сложных экспериментальных и дорогостоящих деталей в приспособлении горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более | |
Выбирать схемы строповки заготовок особо сложных экспериментальных и дорогостоящих деталей и технологической оснастки | |
Управлять подъемом (снятием) заготовок особо сложных экспериментальных и дорогостоящих деталей и технологической оснастки | |
Базировать и закреплять заготовки особо сложных экспериментальных и дорогостоящих деталей на столе горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более с выверкой в нескольких плоскостях | |
Выбирать и устанавливать режимы резания при обработке заготовок особо сложных экспериментальных и дорогостоящих деталей на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более | |
Производить настройку горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более для обработки поверхностей заготовки с точностью размеров по 5-му, 6-му квалитету в соответствии с технологической документацией | |
Выполнять регламентные работы по техническому обслуживанию горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более | |
Выполнять техническое обслуживание технологической оснастки горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более | |
Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной и экологической безопасности | |
Необходимые знания | Устройство, принципы работы и правила использования горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более |
Органы управления горизонтально-расточными станками с диаметром выдвижного шпинделя 320 мм и более | |
Порядок проверки исправности, работоспособности и точности горизонтально-расточных станков | |
Требования к планировке, оснащению и организации рабочего места при выполнении работ на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более | |
Машиностроительное черчение | |
Правила чтения технической документации (рабочих чертежей, технологических карт) | |
Система допусков и посадок, квалитеты точности, параметры шероховатости | |
Обозначение на рабочих чертежах допусков размеров, формы и взаимного расположения поверхностей, шероховатости поверхностей | |
Виды и содержание технологической документации, используемой в организации | |
Основные свойства и маркировка обрабатываемых и инструментальных материалов | |
Установленный порядок получения, хранения и сдачи заготовок, инструмента, приспособлений, необходимых для выполнения работ | |
Виды, конструкции, назначение, геометрические параметры и правила использования режущих и вспомогательных инструментов, применяемых на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более | |
Геометрические параметры расточных резцов, сверл, зенкеров, разверток и фрез в зависимости от обрабатываемого и инструментального материалов | |
Способы, правила и приемы заточки специальных расточных резцов | |
Устройство, правила использования и органы управления точильно-шлифовальных станков | |
Способы и приемы контроля геометрических параметров расточных резцов | |
Виды, устройство и области применения контрольно-измерительных приборов для контроля геометрических параметров расточных резцов | |
Приемы и правила установки режущих и вспомогательных инструментов на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более | |
Виды, конструкции, назначение, возможности и правила использования контрольно-измерительных инструментов, применяемых при работе на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более | |
Виды, устройство, назначение, правила и условия эксплуатации универсальных и специальных приспособлений, применяемых на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более | |
Правила и приемы базирования и закрепления заготовок особо сложных экспериментальных и дорогостоящих деталей в приспособлении или на столе горизонтально-расточного станка с диаметром выдвижного шпинделя 320 мм и более с выверкой в нескольких плоскостях | |
Содержание и последовательность настройки горизонтально-расточных станков с диаметром выдвижного шпинделя 320 мм и более | |
Типовые режимы резания при обработке заготовок особо сложных экспериментальных и дорогостоящих деталей на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более | |
Правила строповки и перемещения грузов | |
Система знаковой сигнализации при работе с машинистом крана | |
Виды и правила применения средств индивидуальной и коллективной защиты при выполнении работ на горизонтально-расточных станках с диаметром выдвижного шпинделя 320 мм и более и точильно-шлифовальных станках | |
Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
Другие характеристики | — |
Процесс расточной обработки: подробный обзор
26 августа 2022 г.
Во время производства материалы должны пройти ряд процессов резки, которые модифицируют их, пока не будет получен конечный продукт. Для некоторых деталей могут потребоваться отверстия в материале. Типичным методом выполнения этих отверстий в материале является расточка.
Хотя другие операции, такие как сверление, могут создавать отверстия в заготовке. Расточные станки с ЧПУ лучше всего подходят для изготовления отверстий большого диаметра с высокой точностью размеров.
В этой статье мы обсудим расточные станки и сравним их с аналогичными процессами промышленной резки.
Что скучно в производстве?
Растачивание — это технология субтрактивного производства, используемая для увеличения предварительно просверленного или отлитого отверстия с одновременным повышением точности его размеров. В этом процессе используется одноточечный режущий инструмент для удаления материальных частей из внутренней части заготовки.
В зависимости от требуемого размера отверстия и спецификаций расточка является идеальным методом для обработки отверстий различной степени точности, диаметра и позиционных ограничений. На самом деле, он больше подходит, чем сверление, для создания отверстий больших размеров из-за повышенной точности.
На самом деле, он больше подходит, чем сверление, для создания отверстий больших размеров из-за повышенной точности.
Для обработки отверстий с ЧПУ используются такие станки, как токарные станки, координатно-расточные станки, расточные станки и т. д. Эти устройства бывают разных форм; например, есть вертикально- и горизонтально-расточные станки.
Существуют различные расточные инструменты и станки для других целей. Однако все расточные инструменты выполняют три основные операции, а именно:
- Расширение отверстий до точного и точного размера и отделки.
- Выпрямление предварительно просверленных или резьбовых отверстий и устранение дефектов литья.
- Сделайте концентрические отверстия с внешним диаметром.
Как работает расточная обработка?
Процесс растачивания включает осторожное размещение головки станка в уже просверленном или залитом отверстии. Затем устройство начинает расширять отверстие, медленно соскабливая части внутренней стенки.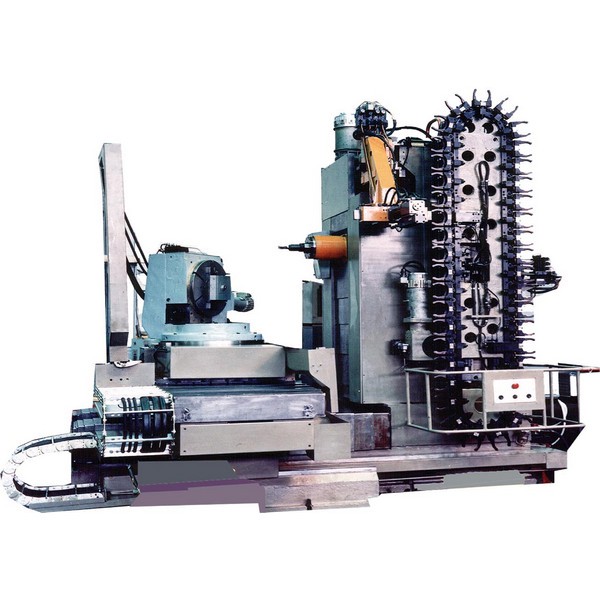 Расточные инструменты аналогичны инструментам токарных станков, используемых на токарных и фрезерных станках.
Расточные инструменты аналогичны инструментам токарных станков, используемых на токарных и фрезерных станках.
Каждый сверлильный станок состоит из следующих частей.
● Патрон: Зажим, который надежно удерживает материал на месте во время сверления.
● Заготовка: материал, в котором вы собираетесь просверлить отверстие с помощью сверлильного станка.
● Расточной инструмент: Режущий инструмент, который удаляет (зачищает) части отверстий, в результате чего отверстие становится более широким и точным.
Зачем и когда нужно бурение скважин?
Мы уже упоминали, что сверление, фрезерование и некоторые другие производственные процессы могут быть пригодны для изготовления отверстий в заготовке. Однако, когда изготовление больших отверстий требует высокой точности и жестких допусков, расточка является лучшим методом обработки.
Некоторые промышленные применения станков с ЧПУ включают расточку отверстий в винтах, изготовление цилиндров двигателей и многое другое.
Кроме того, производственные компании используют расточные станки для сверления отверстий в подшипниках, дюбелях и других материалах, для которых требуются полые компоненты.
Типы расточных станков
Давайте без лишних слов рассмотрим распространенные типы расточных станков.
1. Горизонтально-сверлильные станки
Эти станки являются наиболее распространенными и широко используемыми сверлильными станками. Они привычны во многих мастерских, которые специализируются на ремонте и мелкосерийном производстве.
Отверстия увеличиваются путем введения однолезвийных фрез горизонтально в существующее отверстие заготовки. Помимо сверления, эти устройства подходят для операций фрезерования, сверления и развертывания.
2. Расточной станок настольного типа
Эти станки являются типичными видами горизонтально-расточных станков. Как следует из названия, они размещаются на столе, где используются для выполнения различных расточных операций.
Эти станки просверливают отверстия с помощью шпинделя, параллельного рабочему столу. Помимо сверления, станки используются как производственные устройства общего назначения, особенно в небольших компаниях.
3. Вертикально-сверлильный станок
Этот станок использует вращающуюся режущую часть, соединенную с горизонтальным столом, однако, поскольку бур движется вверх-вниз, отсюда и название – вертикально-сверлильный станок.
Устройство подходит для расширения уже существующих отверстий цилиндрического или конического формата, в зависимости от требований к заготовке. Отверстия обычно концентричны с осью вращающихся резцов.
4. Прецизионный расточный станок
Как и все расточные станки, эти станки используют одноточечный режущий инструмент для сверления отверстий в заготовке. Таким образом, отверстия расширяются по мере движения материала параллельно вращающимся фрезам.
Таким образом, прецизионные расточные станки идеально подходят для создания больших внутренних отверстий в заготовке с жесткими допусками и характеристиками высокой точности. Помимо расширения отверстия, они подходят для выпрямления исходных отверстий и исправления всех предыдущих дефектов, сохраняя при этом высокую точность размеров.
Помимо расширения отверстия, они подходят для выпрямления исходных отверстий и исправления всех предыдущих дефектов, сохраняя при этом высокую точность размеров.
В чем сложность расточной операции?
Действительно, сверление — идеальная операция для создания точных отверстий в материале. Однако, как и в случае с большинством производственных технологий, у машинистов могут возникнуть некоторые проблемы, характерные для этого процесса. Давайте кратко рассмотрим некоторые из них.
1. Износ или повреждение инструмента
В процессе резания части расточной машины испытывают трение, что приводит к износу и повреждению инструмента. Следовательно, это может снизить функциональность станка – начнут снижаться характеристики точности.
Кроме того, продукты могут потребовать дополнительной обработки поверхности и операций постобработки.
2. Ошибка обработки
Что касается расточки, ошибка обработки связана с изменением размеров, включая форму, расположение отверстий и чистоту поверхности изделия. Эти ошибки могут быть результатом одной из следующих причин:
Эти ошибки могут быть результатом одной из следующих причин:
● Неправильные параметры процесса растачивания.
● Высокая жесткость или пластичность заготовки.
● Слишком большое отношение длины к диаметру режущего стержня.
● Необоснованное распределение корректировки резерва.
● Использование лезвий или фрез, не подходящих для материала заготовки.
3. Обработка поверхности
Расточные детали могут иметь плохое качество обработки поверхности, например наличие линий разреза или чешуек. Скорость подачи играет решающую роль в чистоте поверхности деталей отверстия. Как правило, производители начинают расточку со скоростью подачи от 0,1 до 0,2 мм за оборот.
4. Ошибка измерения
Возможно, это серьезная проблема для большинства производственных процессов. Использование неправильных измерительных инструментов или ввод неверных измерений может привести к повреждению конечного продукта процесса растачивания.
Важные советы по расточной обработке
Каждый процесс обработки требует предельной точности размеров, включая расточку. Отсюда необходимость оптимизации каждого аспекта процесса обработки. Тем не менее, ниже приведены рекомендации по растачиванию отверстия в заготовке для достижения наилучшего результата с использованием этой техники обработки.
Отсюда необходимость оптимизации каждого аспекта процесса обработки. Тем не менее, ниже приведены рекомендации по растачиванию отверстия в заготовке для достижения наилучшего результата с использованием этой техники обработки.
1. Советы по настройке станка
● Обязательно регулярно проверяйте расточные станки на износ инструмента и заменяйте неисправные фрезы, чтобы гарантировать точность процесса и качество растачивания.
● Перед обработкой убедитесь, что рабочие упоры и зажимы, удерживающие материал заготовки, надежны и хорошо закреплены, чтобы избежать отклонения во время процесса растачивания.
● Убедитесь, что процесс обработки происходит при подходящей низкой температуре с соответствующей смазкой для уменьшения трения и облегчения операций резания.
● Подтвердите и скорректируйте повторяющееся позиционирование шпинделя и точность динамического баланса, которые идеально подходят для обработки с ЧПУ.
● На пробном этапе при растачивании отверстий проверьте значение динамического гравитационного вылета расточной оправки и внесите необходимые корректировки для ограничения вибрации и центробежного резания.
2. Точные допуски на измерения
● С помощью штангенциркуля измерьте диаметр просверленного или отлитого отверстия и рассчитайте зарезервированный припуск на обработку.
● Распределите припуск на расточку в зависимости от требований чистовой обработки – черновая, средняя и чистовая. В большинстве отраслей используются следующие значения: 0,5 мм для черновой обработки, 0,15 мм для средней чистоты и т. д.
● Убедитесь, что припуск на растачивание не менее 0,05 мм для труднообрабатываемых материалов и заготовок, требующих высокой точности
3 Наконечники расточных инструментов
После установки расточной оправки убедитесь, что режущая кромка расточной машины находится в нужном положении. Это включает в себя обеспечение того, чтобы верхняя плоскость кромки инструмента лежала в той же горизонтальной плоскости, что и направление подачи режущей головки расточного инструмента.
4. Насадки для пробного растачивания
При растачивании отверстия оставьте припуск от 0,3 до 0,5 мм на расточной инструмент. Кроме того, вы можете изменить припуск на черновое растачивание до не менее 0,5 мм, чтобы конечный продукт после растачивания соответствовал спецификациям допуска.
Кроме того, вы можете изменить припуск на черновое растачивание до не менее 0,5 мм, чтобы конечный продукт после растачивания соответствовал спецификациям допуска.
Сравнение расточки с другими методами обработки
Ряд других процессов механической обработки имеет некоторое сходство с расточкой. Здесь мы рассмотрим сходства и различия между расточкой и аналогичными методами обработки.
1. Сверление в сравнении со сверлением
Сверление и сверление являются стандартными субтрактивными производственными процессами — оба они включают удаление частей материала для создания отверстий. Однако между обоими методами есть явные различия. Вот некоторые различия между ними.
● При сверлении создаются отверстия в заготовке, а при растачивании первоначальное отверстие увеличивается. Поэтому сверление происходит перед растачиванием при изготовлении.
● В отличие от сверления, конечный продукт процесса прецизионного растачивания имеет чистую поверхность с первоклассной размерной точностью и точностью.
● Растачивание в основном предназначено для расширения отверстия. и сверление увеличивают длину отверстия в материале.
● Как правило, просверленные отверстия часто бывают узкими, а удаление стружки иногда затруднено и требует непрерывного сверления. При растачивании отверстия становятся достаточно широкими для легкого удаления стружки.
2. Растачивание и токарная обработка
Подобно расточке и сверлению, токарная обработка также представляет собой субтрактивный процесс. При растачивании используется один режущий инструмент с заостренной головкой для расширения уже существующего отверстия в заготовке, тогда как при токарной обработке используется статический невращающийся режущий инструмент для удаления кусков материала снаружи.
Основное различие между этими процессами состоит в том, что; при точении удаляется материал с внешней поверхности, при растачивании удаляются внутренние части заготовки. Часто производители выполняют токарные операции с помощью станка, называемого токарным станком, который также является стандартным инструментом, используемым при расточке. Однако для сверления используются другие обычные устройства, напоминающие фрезерный станок.
Однако для сверления используются другие обычные устройства, напоминающие фрезерный станок.
3. Растачивание и развертывание
Оба являются процессами резания, которые включают удаление внутренних компонентов заготовки. Однако в то время как при сверлении используется инструмент с одной заостренной головкой, при развертывании используются вращающиеся фрезы для удаления кусков материала. Другое сходство заключается в том, что оба процесса работают с уже просверленным или отлитым отверстием.
Поэтому основная разница между ними заключается в процессе применения. В то время как растачивание в основном направлено на расширение уже существующего отверстия, развертывание направлено на создание тонкой и более гладкой внутренней стенки заготовки. Поэтому развёртка удаляет из материала только лакомые кусочки, так как направлена как раз на создание ровных стенок.
Заключение
В этой статье представлен подробный обзор расточной обработки. Это надежный и быстрый процесс расширения литых или предварительно просверленных отверстий в заготовке. А поскольку это процесс с ЧПУ, то есть управляемый компьютером, вы можете быть уверены в его высокой точности и аккуратности.
А поскольку это процесс с ЧПУ, то есть управляемый компьютером, вы можете быть уверены в его высокой точности и аккуратности.
Важно знать, что, как и в других процессах обработки с ЧПУ, существуют некоторые проблемы с обработкой отверстий. Поэтому советуем обратиться в сервис и довериться работе со специалистами.
Услуги WayKen по расточной обработке с ЧПУ
WayKen — ваш правильный выбор для всех услуг по обработке с ЧПУ. Мы предлагаем инновационные технологии и передовые станки, которые помогут вам улучшить качество растачивания. Между тем, наши технические специалисты, которые являются высококвалифицированными и опытными профессионалами, могут предоставить вам высококачественные расточные детали, соответствующие вашим конкретным требованиям.
Кроме того, наша команда по контролю и обеспечению качества строго проверяет все продукты, чтобы убедиться, что они соответствуют нашим высоким стандартам.
Если вам нужна смета для вашего следующего проекта, просто загрузите свой файл дизайна. Вы получите мгновенное ценовое предложение для ваших частей. Мы также предлагаем бесплатный анализ DFM, чтобы убедиться в технологичности вашего компонента.
Вы получите мгновенное ценовое предложение для ваших частей. Мы также предлагаем бесплатный анализ DFM, чтобы убедиться в технологичности вашего компонента.
Какова цель расточки?
Основной целью расточной обработки является расширение отверстия в заготовке. Процесс не может создать начальную дыру; вместо этого он увеличивает отверстие с высокой точностью. Это технология изготовления отверстий определенного диаметра в заготовке.
Где используется расточная обработка?
Обработка отверстий — это довольно распространенная технология производства, используемая в большинстве производственных отраслей. Они используются для сверления отверстий в определенных материалах, таких как цилиндр двигателя или ствол оружия.
Техника сверления также используется в строительстве. Например, расточная оправка — это стандартный инструмент, используемый при работе с металлом и деревом.
Примеры расточных инструментов?
Мы уже установили, что растачивание – это, по сути, расширение уже существующего отверстия – просверливание отверстий в материале. В процессе обработки используется группа инструментов, в которую входят следующие.
В процессе обработки используется группа инструментов, в которую входят следующие.
- Расточные оправки
- Расточные головки
- Стартовые сверла
Горизонтально-расточные станки SACEM б/у на продажу в NC Service
NC Service
Polígono Industrial VillalonquéjarC/ Condado de Treviño, 14
09001 Бургос
Телефон: + 34 947 47 36 19
Факс: + 34 947 47 36 20
Электронная почта: [email protected]
Подпишитесь на нашу рассылку
*
Я прочитал и принимаю политику конфиденциальности
Я заинтересован в получении сообщений об инициативах, событиях, услугах и продуктах от NC Service Milling Machines, S.A, а также публикаций о последних разработках в отрасли по электронной почте или в других средствах массовой информации.
Напоминаем, что вы можете отозвать свое согласие в любое время.
*
Я прочитал и принимаю политику конфиденциальности
Я заинтересован в получении сообщений об инициативах, событиях, услугах и продуктах от NC Service Milling Machines, S.A, а также публикаций о последних разработках в отрасли по электронной почте или в других средствах массовой информации.
Напоминаем, что вы можете отозвать свое согласие в любое время.
В соответствии с Регламентом (ЕС) 2016/679Европейского парламента и Совета от 27 апреля 2016 года о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, сообщаем вам, что любые личные данные, которые вы можете нам предоставить, включен в систему регистрации, которая является собственностью:
Название компании: NC Service Milling Machines, S. A
A
Номер плательщика НДС: ESA09352774
Адрес: Calle Condado de Treviño Nº 14, Polígono Ind. Villalonquéjar; 09001-Бургос (Испания)
Телефон: +34 947473619
Электронная почта: [email protected]
Сообщаем вам, что предоставленные данные будут обрабатываться с целью обработки полученного запроса и управления им.
Предоставленные персональные данные должны храниться в течение времени, необходимого для обработки запроса и ответа на него, и, в любом случае, в течение периода, установленного применимыми правовыми положениями, для целей любых возможных обязательств, которые могут возникнуть. По истечении этого периода данные будут удалены.
Правовой основой для обработки ваших данных является согласие, предоставленное при принятии настоящей Политики конфиденциальности.
Ваши данные не будут переданы третьим лицам, за исключением случаев, когда на это есть юридическое обязательство.
Вы можете в любое время воспользоваться своими правами на доступ, исправление, удаление, возражение, ограничение обработки и переносимость данных через вышеупомянутый почтовый адрес или адрес электронной почты. Как только ваш запрос будет получен, мы вышлем вам форму, чтобы воспользоваться конкретным запрошенным правом. Эта форма должна быть заполнена и возвращена вместе с ксерокопией вашего национального документа, удостоверяющего личность (DNI) или паспорта. После получения этой документации мы займемся реализацией ваших прав в установленные законом сроки. Если вы не получили удовлетворения при осуществлении своих прав, вы можете подать иск в Контрольный орган, Испанское агентство по защите данных: www.agpd.es
Как только ваш запрос будет получен, мы вышлем вам форму, чтобы воспользоваться конкретным запрошенным правом. Эта форма должна быть заполнена и возвращена вместе с ксерокопией вашего национального документа, удостоверяющего личность (DNI) или паспорта. После получения этой документации мы займемся реализацией ваших прав в установленные законом сроки. Если вы не получили удовлетворения при осуществлении своих прав, вы можете подать иск в Контрольный орган, Испанское агентство по защите данных: www.agpd.es
- Согласие
- Настройки
Мы используем куки-файлы, чтобы посетители нашего веб-сайта могли наслаждаться просмотром с точки зрения прозрачности и простоты использования. Заходя на наш веб-сайт, вы соглашаетесь на использование файлов cookie. Более подробная информация о файлах cookie и их использовании доступна в разделе «Политика использования файлов cookie» на нашем веб-сайте.
Пожалуйста, активируйте те, которые вы хотите принять, и деактивируйте те, которые вы хотите отклонить из следующих.
- Принять/отклонить все файлы cookie
- Аналитические файлы cookie
Файлы cookie, которые хранят неличную информацию для записи статистической информации о посещениях Интернета.
- Маркетинговые файлы cookie
Файлы cookie, необходимые для определенных маркетинговых действий, включая просмотр видео с таких платформ, как YouTube, Vimeo и т.
 д.
д. - Файлы cookie социальных сетей
Файлы cookie, связанные с отображением информации из социальных сетей или с обменом веб-контентом в социальных сетях.
Что такое сверлильный станок и его тип?
Знания
Расточной станок отличается от других станков и в основном подходит для обработки расточных станков.
Опубликовано: 24 марта 2020 г.
- Что такое сверлильный станок?
- Тип расточной машины
Что такое сверлильный станок?
Станки делятся на множество типов в зависимости от их функций, и одним из них является сверлильный станок.
Расточной станок также можно назвать расточной. Сверлильный станок в основном использует расточный инструмент для сверления объекта. После того, как объект закреплен и неподвижен, буровой инструмент перемещается и вращается для обработки.
Сверлильный станок в основном использует расточный инструмент для сверления объекта. После того, как объект закреплен и неподвижен, буровой инструмент перемещается и вращается для обработки.
Тип сверлильного станка:
Существует множество типов сверлильных станков. Общие типы включают горизонтально-расточные станки, станки для сверления полов, алмазно-расточные станки и координатно-расточные станки.
Горизонтально-сверлильный станок:
Подходит для мелкосерийного производства и ремонтных мастерских; это расточной станок с высочайшей производительностью и наиболее широко используемый.Сверлильный станок для пола:
Закрепите предметы на платформе пола, подходит для обработки больших или тяжелых предметов, подходит для производителей тяжелой техники.Алмазный сверлильный станок:
Используйте алмазные инструменты или инструменты из твердого сплава для точного растачивания с малой подачей и высокой скоростью резания. Он может завершить процесс расточки с небольшой шероховатостью поверхности. В основном подходит для больших партий.
Он может завершить процесс расточки с небольшой шероховатостью поверхности. В основном подходит для больших партий.Координатно-расточной станок:
Благодаря точному позиционированию координат он может выполнять рисование линий, измерение координат, масштабирование и другие работы. Он больше подходит для высокоточных форм, размеров и расстояний отверстий, для мелко- и среднесерийного производства или для инструментальных цехов.
Кроме того, существуют вертикально-револьверные расточные и фрезерные станки, а также станки для глубокого сверления.
Опубликовано 24 марта 2020 г.
Источник: pixpo
Дальнейшее чтение
В чем разница между токарным, фрезерным, сверлильным, шлифовальным, сверлильным, строгальным станком, перфоратором?
Обзор интеллектуального производства в Сингапуре и тенденции развития станкостроения
Процедура настройки процесса токарной обработки и сопутствующие вопросы, требующие внимания
Что такое пятиосевой контроллер?
Что такое процесс фрезерования?
Что такое пятиосевой станок?
Что такое процесс производства токарного станка? Понимание методов обработки и компонентов токарных станков
Каковы типы материалов для режущих инструментов и их применение?
Бизнес-возможности для электромобилей, создание автомобильных компонентов нового поколения и новая промышленная планировка
Каковы основы станков, которые вы должны знать?
Импульс рынка станков Германии и промышленное применение
Что такое шлифовальная машина? Выполните процесс шлифования
Актуальная тема
Вас также может заинтересовать .
 ..
..
Заголовок
Знания
Синхротронное излучение: сверхмощная супербатарея
В условиях быстрого развития науки и техники, неизбежного истощения запасов ископаемого топлива и все более серьезного загрязнения окружающей среды, вызванного повышением уровня жизни, все страны придают большое значение развитию возобновляемой и устойчивой чистой энергии солнца и ветра. . Однако для этих прерывистых возобновляемых источников чистой энергии очень важны хорошие системы и устройства для хранения энергии. Основанное на массовом производстве, защите окружающей среды и экологически чистых концепциях, новое поколение накопителей энергии должно соответствовать требованиям низкозатратного производственного процесса, экологически чистых и перерабатываемых материалов, безопасной эксплуатации устройства и длительного срока службы.
Заголовок
Знания
Что такое силовой преобразователь?
Напряжение переменного тока понижается до надлежащего напряжения переменного тока с помощью трансформатора.
Заголовок
Знания
Почему нам нужно разрушать хранилища данных?
Хранилища данных — это наборы информации, изолированные от организации, которые не всегда доступны на всех уровнях компании. Решение проблемы хранилища данных является дорогостоящим и трудоемким для предприятий, но решение относительно простое. Как только вы избавитесь от хранилищ данных, вы сможете получить доступ к нужной информации в нужное время, что поможет вам принимать обоснованные бизнес-решения. Устранение разрозненных хранилищ данных также снижает затраты на хранение информации и ее дублирование.
Устранение разрозненных хранилищ данных также снижает затраты на хранение информации и ее дублирование.
Заголовок
Знания
Каковы определение и приложения обработки естественного языка (NLP)?
Обработка естественного языка — это технология, позволяющая машинам распознавать, понимать и использовать наш язык с помощью сложных математических моделей и алгоритмов. По мере того, как технология NLP становится все более зрелой, машина может работать 24 часа в сутки, а уровень ошибок чрезвычайно низок, что будет способствовать более широкому применению NLP и созданию большей ценности для рынка.
Заголовок
Знания
Что такое обнаружение объектов?
Обнаружение объектов долгое время было приложением компьютерного зрения и машинного обучения для обнаружения определенных классов семантических объектов в цифровых изображениях и видео.
Заголовок
Знания
Объединение OpenCV с компьютерным зрением
OpenCV можно использовать для разработки программ обработки изображений в реальном времени, компьютерного зрения и распознавания образов. Технология компьютерного зрения становится все более и более широко используемой, и существует множество программных инструментов и библиотек, которые можно использовать для создания приложений компьютерного зрения, включая OpenCV.
Заголовок
Знания
Технические методы и приложения цифровой обработки изображений
Цифровая обработка изображений — это метод и технология удаления шума, улучшения, восстановления, сегментации и извлечения признаков с помощью компьютера.
Заголовок
Знания
Что такое сварка? Три распространенных типа сварки
Технология сварки фактически представляет собой соединение двух металлов. Его история насчитывает тысячи лет, но это технология с долгой историей, и с момента ее разработки технология сварки продолжала совершенствоваться и обновляться.
Заголовок
Знания
Каковы области применения лазерной гравировки? 12 основных приложений и способов использования
Технология резки включает множество различных методов обработки, и лазерная резка может выполнять более сложные и точные требования к резке, что также является распространенным методом обработки в промышленном производстве.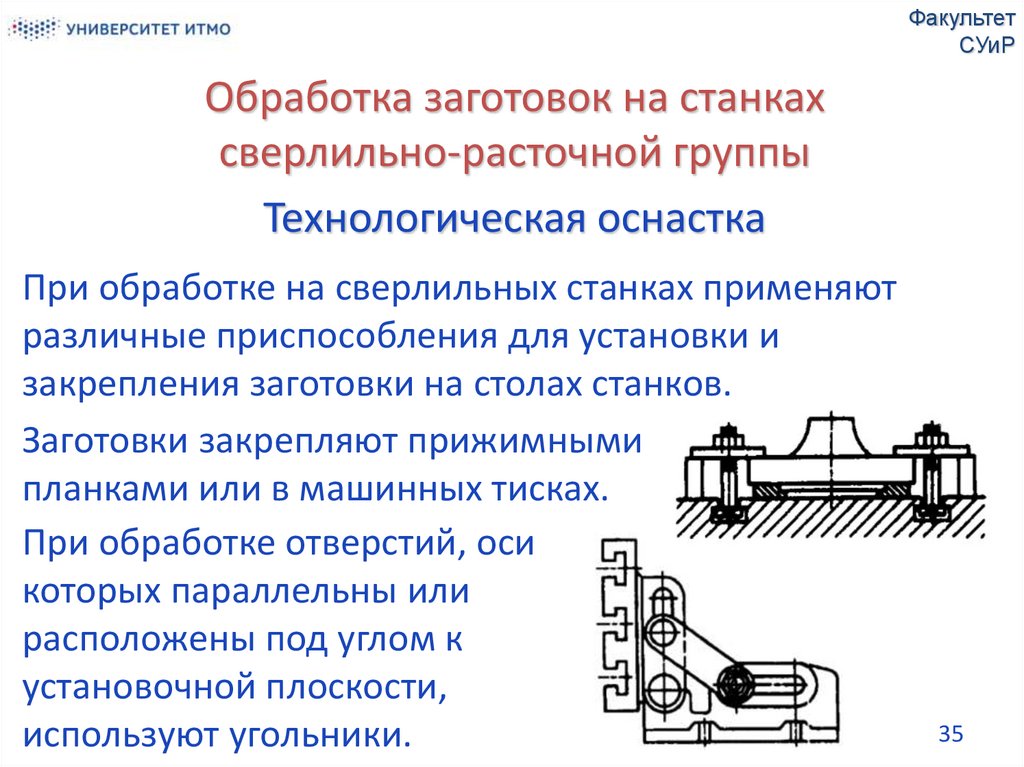
Заголовок
Знания
Знаете ли вы о клапанах?
Клапан — это важное регулирующее устройство в системе транспортировки жидкости, которое в основном может управлять включением-выключением, потоком и направлением потока жидкости. Существует много типов и спецификаций клапанов, и клапаны, используемые для различных рабочих требований, также различаются. Принципы работы, преимущества и недостатки 5 распространенных типов клапанов описаны ниже.
Заголовок
Знания
Что такое облачный сервис? Полное введение в три типа приложений общедоступного облака, частного облака и гибридного облака
Слово «облако» было в центре внимания развития сетевых технологий в последние годы. Благодаря операционной среде, предоставляемой удаленным сервером, пользователи могут получать доступ к данным в любое время и в любом месте. Создание операционной системы предприятия с помощью облачных сервисов стало основной тенденцией, но действительно ли облачные сервисы безопасны? В этой статье будут полностью представлены модули и режимы облачных служб, а посредством обмена примерами будут показаны многочисленные преимущества облачных служб для предприятий.
Благодаря операционной среде, предоставляемой удаленным сервером, пользователи могут получать доступ к данным в любое время и в любом месте. Создание операционной системы предприятия с помощью облачных сервисов стало основной тенденцией, но действительно ли облачные сервисы безопасны? В этой статье будут полностью представлены модули и режимы облачных служб, а посредством обмена примерами будут показаны многочисленные преимущества облачных служб для предприятий.
Заголовок
Знания
Что такое биотопливо?
Интерес к биотопливу растет из-за его преимуществ для окружающей среды и потенциального потенциала сокращения выбросов парниковых газов.
ПромышленностьЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукРосомахаКапитан АмерикаЛюди ИксКрокодил
TopicSpider ManWolverineCaptain AmericaX-MenCrocodile
AreaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChannel IslandsChileChinaChristmas IslandCocos IslandColombiaComorosCongoCook IslandsCosta RicaCote DIvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerGabonGambiaGeorgiaGermanyGhanaGibraltarGreat BritainGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHawaiiHondurasHong KongHungaryIcelandIndonesiaIndiaIranIraqIrela ndIsle of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea NorthKorea SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalaysiaMalawiMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMidway IslandsMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNambiaNauruNepalNetherland AntillesNetherlands (Holland, Europe)NevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalau IslandPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandPolandPortugalPuerto RicoQatarRepublic of MontenegroRepublic of SerbiaReunionRomaniaRussiaRwandaSt BarthelemySt EustatiusSt HelenaSt Kitts-NevisSt LuciaSt MaartenSt Pierre & MiquelonSt Vincent & GrenadinesSaipanSamoaSamoa AmericanSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyri aТаитиТайваньТаджикистанТанзанияТаиландТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанТеркс и КайкосТувалуУгандаВеликобританияУкраинаОбъединенные Арабские ЭмиратыСоединенные Штаты АмерикиУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамВиргинские острова (Британия)Виргинские острова (США)ZimbaWemen Is9Wallis & FutanaY
Приостановить
тристик арку
Лорем ипсум
Долор сит амет
Мори лакус авг
скалярный
Сед Ронкус
максимус
Идентификатор Nunc
ниси коммодо
Проин ут гной
Очистить
Применить
Что такое горизонтально-сверлильный станок?
Если вы занимаетесь производством и производством, вы наверняка слышали о горизонтально-расточных станках. Это лучшие инструменты для массового производства инструментов промышленного класса эффективным и универсальным способом!
Это лучшие инструменты для массового производства инструментов промышленного класса эффективным и универсальным способом!
Присматриваетесь к новому или б/у горизонтально-расточному станку ? Позвольте нам немного рассказать вам обо всем, что касается горизонтально-расточных станков, прежде чем вы сделаете какую-либо покупку. В этой статье рассказывается, что делают эти машины, их преимущества и почему мы считаем, что эти устройства необходимы для любого производственного предприятия. Итак, приступим!
Что такое горизонтально-сверлильный станок?
Горизонтально-сверлильный станок относится к определенному инструменту, который делает отверстия параллельно полу. Строгальный станок, стол и пол — три наиболее распространенных типа горизонтально-расточных станков. Они могут обрабатывать чрезвычайно массивные и тяжелые предметы, позволяя операторам получать доступ к труднообрабатываемым геометрическим формам и микроскопическим пустотам.
Шпиндель, поршень, седло, колонна и станина составляют горизонтально-сверлильный станок. Ось X аппарата – это его продольный ход по станине. Ось Y представляет собой вертикальное движение седла вдоль ряда. Ось Z и ось W, соответственно, представляют собой ходы плунжера и шпинделя расточного инструмента наружу и внутрь.
Ось X аппарата – это его продольный ход по станине. Ось Y представляет собой вертикальное движение седла вдоль ряда. Ось Z и ось W, соответственно, представляют собой ходы плунжера и шпинделя расточного инструмента наружу и внутрь.
Противовес и седло соединены между собой и установлены в колонне проволокой для устранения ее веса. Реечная шестерня или шариковый мешок точно приводят в движение каждый вал. Заготовка удерживается на переднем конце пола станка и рассекается при каждой операции оси.
Утомительный метод — один из наиболее широко используемых методов механической обработки. Однако не все расточные станки могут производить детали машин для промышленного сектора на заказ. Некоторые инструменты просто не подходят, будь то из-за размеров детали или требуемого уровня точности. Чемпионом в этом плане является горизонтально-сверлильный станок — с их помощью можно создавать уникальные промышленные изделия.
Теперь, когда у нас есть общее представление о горизонтально-сверлильных станках, давайте рассмотрим их отличия от вертикально-сверлильных станков.
Разница между вертикально-сверлильными станками и горизонтально-расточными станками
Основное различие между вертикально-сверлильным станком и горизонтально-сверлильным станком заключается в том, что инструмент в вертикально-сверлильном станке неподвижен. Напротив, в горизонтально-расточном станке заготовка неподвижна. На вертикально-расточных станках вращается заготовка, а на горизонтально-расточных станках вращается инструмент.
Мы считаем, что горизонтально-расточный станок гораздо более универсален, поскольку инструмент имеет неограниченные возможности размеров деталей, а также включает массу уникальных опций для оптимального использования.
Преимущества горизонтально-расточных станков
Ниже приведены некоторые преимущества горизонтально-расточных станков.
Производство крупноформатных элементов
Горизонтально-расточные станки имеют преимущество перед другим обрабатывающим оборудованием, поскольку они могут производить очень большие заготовки. С помощью этой технологии можно создавать крупноформатные детали, которые идеально подходят для таких отраслей, как промышленность и сельское хозяйство.
С помощью этой технологии можно создавать крупноформатные детали, которые идеально подходят для таких отраслей, как промышленность и сельское хозяйство.
Производит несколько деталей одновременно
Горизонтально-сверлильные станки обладают огромной скоростью резания и, в зависимости от станка, могут производить несколько резов одновременно. Эта функциональность находит применение, когда в отрасли требуется быстро изготовить и доставить большое количество механических деталей.
Минимальное отклонение инструмента
Процесс обработки отклоняется или изгибается, когда инструмент сталкивается с большим сопротивлением, чем он может эффективно компенсировать. Когда инструмент подвергается чрезмерному усилию, это может привести к неправильному углу сверления. Например, отклонение происходит, когда сверло находится слишком далеко от точки крепления при сверлении отверстия. Поскольку это расстояние никогда не бывает слишком большим, инновационная конструкция горизонтально-расточных станков гарантирует, что эта проблема никогда не возникнет, а сверление всегда будет равномерным и точным.
Возможность использования технологии ЧПУ
Компьютерное числовое управление или обработка с ЧПУ — это метод управления компьютерными инструментами. Каждое движение шлифовального, фрезерного или токарного станка контролируется техником, который вводит команду в компьютер. Точно так же с помощью горизонтально-расточных станков с компьютерным управлением исключается возможность человеческой ошибки, а разрезы всегда точны.
Убеждены, что эти машины могут быть правильными для установки в вашей мастерской? Вы можете найти новые и б/у горизонтально-расточные станки на продажу на нашем сайте по невероятным ценам! Перейти проверить их сейчас!
Горизонтально-расточные станки обладают многими преимуществами, и мы настоятельно рекомендуем их и для вашей работы! Вот некоторые из причин, по которым мы считаем, что горизонтально-расточные станки рекомендуются для вашей мастерской.
Почему рекомендуется горизонтально-сверлильный станок?
Производительность
Расточно-фрезерные станки интегрируются во все больше и больше промышленных продуктов, поскольку они эффективны и помогают оптимизировать весь производственный процесс. Эти заводы могут повысить эффективность промышленных проектов различными способами. Начнем с того, что когда время играет решающую роль, идеально подходит оборудование. Расточно-фрезерные станки используются в промышленности по всему миру, потому что они улучшают утомительный процесс, выполняя больше работы за меньшее время, чем ручные методы.
Эти заводы могут повысить эффективность промышленных проектов различными способами. Начнем с того, что когда время играет решающую роль, идеально подходит оборудование. Расточно-фрезерные станки используются в промышленности по всему миру, потому что они улучшают утомительный процесс, выполняя больше работы за меньшее время, чем ручные методы.
Отличное вложение
Сверлильные станки — прекрасное дополнение к любой производственной или обрабатывающей мастерской или фабрике. Эти надежные станки являются превосходной альтернативой для долгосрочного производства по сравнению с более традиционными процессами растачивания. Вы можете выбрать новые или бывшие в употреблении мельницы в зависимости от вашего бюджета. Найдите качественные новые и бывшие в употреблении иддинги G и горизонтально-расточные станки Lewis от Prestige Equipment , в комплекте со всеми важными деталями, которые помогут вам принять решение!
Долгий срок службы
Преимущество горизонтально-расточных станков заключается в том, что они могут использоваться в течение длительного времени благодаря прочной конструкции, оригинальному дизайну и квалифицированному послепродажному обслуживанию. Как и мы, большинство поставщиков машин предлагают своим избранным клиентам комплексное обслуживание, капитальный ремонт и модернизацию. Поэтому ознакомьтесь с предложением о продаже горизонтальной мельницы на нашем веб-сайте и получите гарантированные преимущества обслуживания и модернизации при покупке!
Как и мы, большинство поставщиков машин предлагают своим избранным клиентам комплексное обслуживание, капитальный ремонт и модернизацию. Поэтому ознакомьтесь с предложением о продаже горизонтальной мельницы на нашем веб-сайте и получите гарантированные преимущества обслуживания и модернизации при покупке!
Заключение
Мы согласны с тем, что качественный горизонтально-сверлильный станок, особенно таких известных брендов, как Giddings и Lewis, является активом любого производственного или перерабатывающего предприятия. Наличие этих машин может значительно повысить производительность, а также гарантировать качество продукции. Так что заходите на наш сайт и приобретайте новый или подержанный горизонтально-сверлильный станок уже сегодня!
Горизонтально-расточные станки (HBM) — Напольные и настольные расточные станки
Горизонтально-расточные станки (HBM) — Напольные и настольные расточные станки | Решения для станков KRC
Перейти к навигации
Перейти к содержимому
Серия HBM от KRC предлагает новейшие достижения в области точности и производительности горизонтального бурения.

- Гибкость конструкции – Серия KRC HBM представляет собой полную линейку горизонтально-расточных станков настольного и напольного типа, предназначенных для поддержки широкого спектра применений при обработке больших и тяжелых заготовок. Эти горизонтально-расточные станки, созданные для черновой обработки в экстремальных условиях и высокоточной чистовой обработки, предлагают модульную конструкцию и гибкость для удовлетворения требований различных процессов.
- Превосходная жесткость и стабильность — основные структурные компоненты этих машин изготовлены из высококачественного литья из сплава, изготовленного в соответствии с процессом Meehanite, и имеют сильно ребристую конструкцию, обеспечивающую максимальную жесткость, гашение вибрации и термическую стабильность.
- Невероятная точность и скорость – Гидростатические направляющие обеспечивают невероятную точность и скорость, чистовую обработку заготовки для увеличения срока службы инструмента, а также жесткость и долговечность.

- Настраиваемый – Все модели могут быть индивидуально настроены в различных типах станков, головках, системах управления, спецификациях хода и вариантах производительности, обеспечивая универсальный станок для удовлетворения ваших требований.
HBM T-Series
HBM F-Series
Ключевые особенности
Гидростатические направляющие
Гидростатические направляющие могут компенсировать воизу, которые могут иметь вес. Эти способы идеально подходят для горизонтальных применений, где силы обработки и ускорения меньше, чем силы веса, действующие на карманы. Результатом гидростатической системы путей являются лучшие характеристики демпфирования, отсутствие вибрации, минимальный износ из-за нулевого контакта поверхностей и отсутствие прерывистого скольжения.
КОМБИНИРОВАННАЯ СИСТЕМА КОРОБКИ ДЛЯ ОСИ Y
Ось Y оснащена комбинированной системой, состоящей из коробчатой направляющей из материала с низким коэффициентом трения, расположенной напротив подшипников Tychoway на закаленной стали. Конструкция обеспечивает жесткость и демпфирование коробчатых направляющих скольжения, а также высокую точность контура направляющих подшипникового типа, что обеспечивает долговечность и надежность.
Конструкция обеспечивает жесткость и демпфирование коробчатых направляющих скольжения, а также высокую точность контура направляющих подшипникового типа, что обеспечивает долговечность и надежность.
СИСТЕМА ГИДРАВЛИЧЕСКОГО ПРОТИВОВЕСА
Колонна оснащена системой гидравлического уравновешивания, предназначенной для компенсации потери мощности и повышения производительности оси. Преимущество этой конструкции в том, что она обеспечивает свободное от колебаний перемещение от скоростей подачи до скоростей ускоренного хода. Эта система помогает поддерживать ровную головку машины, когда либо ползун, либо шпиндель выдвинуты, либо используется вспомогательная головка.
КОНСТРУКЦИЯ ПЕРЕДАЧИ С ТРЕХСТУПЕНЧАТОЙ КОРОБКОЙ ПЕРЕДАЧ
Конструкция передней бабки включает модульную 3-ступенчатую коробку передач, которая создает высокий крутящий момент, высокую скорость и высокую мощность для эффективной обработки деталей. 3-ступенчатый редуктор спроектирован и расположен таким образом, чтобы его можно было легко снять как единое целое, не разбирая блок штока и шпинделя. Конструкция редуктора также обеспечивает почти постоянную мощность от базовой скорости, что позволяет использовать оптимальные параметры резания.
Конструкция редуктора также обеспечивает почти постоянную мощность от базовой скорости, что позволяет использовать оптимальные параметры резания.
ЗАПАТЕНТОВАННАЯ КОНСТРУКЦИЯ ШПИНДЕЛЯ
Запатентованная конструкция шпинделя обеспечивает наилучшие динамические характеристики. Оснащенный роликовым и шариковым подшипниками, шпиндель имеет твердую азотированную поверхность и перемещается во втулке из закаленной стали для максимальной поддержки, жесткости и долговечности. Длина шпинделя является самой короткой в отрасли при одинаковом перемещении по оси w. Это обеспечивает высокую жесткость, более высокую скорость и повышенную точность.
КОНСТРУКЦИЯ ГИДРОСТАТИЧЕСКОГО ПОВОРОТНОГО СТОЛА
| Подшипник | Подшипник с перекрестными роликами или гидростатический подшипник повышает жесткость и точность |
| Привод | Двойная шестерня с разъемной червячной передачей |
| Разрезной червяк с защитой от люфта | Гидравлический предварительный натяг в сравнении с типичным предварительным натягом пружины Автоматическая регулировка |
ХАРАКТЕРИСТИКИ HBM
| KRC FHB | Технические характеристики | Блок | ХБМ-16Ф | ХБМ-20Ф | ХБМ-26Ф |
|---|---|---|---|---|---|
| Шпиндельная головка | Диаметр расточного шпинделя | мм (дюйм) | 165 (6,47) | 200 (7,87) | 260 (10,24) |
| Конус шпинделя | ИСО 50 | ИСО 50/60 | ИСО 50/60 | ||
| Максимальная скорость шпинделя | об/мин | 3 150 | 2 000 | 1 600 | |
| Мощность шпинделя | кВт (л. с.) с.) | 71 (95) / 88 (118) | 100 (134) / 126 (169) | 130 (174) / 161 (216) | |
| Максимальный крутящий момент | Нм (фут-фунт) | 10 000 (7 376) / 12 400 (9 146) | 18 000 (13 280) / 22 600 (16 670) | 25 000 (18 8440) / 30 900 (22 790) | |
| Машинные перемещения | Перемещение колонны (ось X) | мм (дюйм) | 3000 (118) + N° x 1000 (39,4) | 4000 (157,5) + N° x 1000 (39,4) | 6 000 (236,2) + N° x 1 000 (39,4) |
| Перемещение головки шпинделя (ось Y) | мм (дюйм) | от 2 000 (78,7) до 4 000 (157,5) | от 2500 (98,4) до 5000 (196,9) | от 3000 (118,1) до 7000 (275,6) | |
| Ход поршня (ось Z) | мм (дюйм) | 1 200 (47) | 1 500 (59) | 1800 (80) | |
| Перемещение расточного шпинделя (ось W) | мм (дюйм) | 1000 (39,4) | 1 250 (49) | 1 500 (59) | |
| Расточной шпиндель и ползун (ось Z + W) | мм (дюйм) | 2 200 (86,6) | 2 750 (108,3) | 3300 (1300) | |
| X, Y Rapid Travels | мм/мин (IPM) | 16 000 (630) | 12 000 (472) | 10 000 (394) | |
| Z, W Быстрое перемещение | мм/мин (IPM) | 10 000 (394) | 10 000 (394) | 10 000 (394) | |
| Поворотный стол | Размер стола | мм (дюйм) | 2000 (78,7) x 2000 (78,7) | 2500 (98,4) x 2500 (98,4) | 3000 (118) x 3000 (118) |
Макс. Нагрузка на стол Нагрузка на стол | кг (фунт) | 20 000 (44 040) | 30 000 (66 060) | 40 000 (88 080) | |
| Размеры машины | Вес машины | кг (фунт) | 75 (165 300) | 90 (198 400) | 110 (242 500) |
| KRC THB | Технические характеристики | Блок | ХБМ-13Т | ХБМ-16Т |
|---|---|---|---|---|
| Шпиндельная головка | Диаметр расточного шпинделя | мм (дюйм) | 130 (5) | 165 (6,5) |
| Конус шпинделя | ИСО 50 | ИСО 50 | ||
| Максимальная скорость шпинделя | об/мин | 4000 | 3 150 | |
| Мощность шпинделя | кВт (л.с.) | 37 (50) / 46 (62) | 51 (68) / 68 (91) | |
| Максимальный крутящий момент | Нм (фут-фунт) | 2 500 (1 844) / 3 100 (2 286) | 4 150 (3 061) / 5 500 (4 057) | |
| Машинные перемещения | Перемещение стола (ось X) | мм (дюйм) | 2000 (78,7) | 2 500 (98) |
| Перемещение головки шпинделя (ось Y) | мм (дюйм) | 1600 (63) | 2000 (78,7) | |
| Перемещение колонны (ось Z) | мм (дюйм) | 1 250 (49) | 1 500 (59) | |
| Перемещение расточного шпинделя (ось W) | мм (дюйм) | 750 (29,5) | 1000 (39. 4) 4) | |
| X, Y, Z Быстрое перемещение | мм/мин (IPM) | 20 000 (787) | 16 000 (630) | |
| X, Y, Z Увеличенный быстрый ход | мм/мин (IPM) | 25 000 (984) | 20 000 (787) | |
| W Rapid Travels | мм/мин (IPM) | 10 000 (394) | 10 000 (394) | |
| Технические характеристики стола | Размер стола | мм (дюйм) | 1250 (49) x 1600 (62) | 1600 (63) x 2000 (78) |
| Макс. Нагрузка на стол | кг (фунт) | 10 000 (22 020) | 20 000 (44 040) | |
| Технические характеристики поворотного стола | Размер стола | мм (дюйм) | 1250 (49) x 1600 (62) | 1600 (63) x 2000 (78) |
| Макс. Нагрузка на стол | кг (фунт) | 10 000 (22 020) | 20 000 (44 040) | |
| Размеры машины | Вес машины | кг (фунт) | 45 (99 210) | 55 (121 300) |
Центр знаний по промышленной инженерии: Горизонтально-расточные станки
Горизонтально-расточные станки используются для сверления больших отверстий в горизонтальном направлении. Горизонтально-сверлильный станок — это тяжелое оборудование, которое используется для сверления крупных рабочих элементов, которые являются неподвижными, тяжелыми, трудными для балансировки и т. д.
Горизонтально-сверлильный станок — это тяжелое оборудование, которое используется для сверления крупных рабочих элементов, которые являются неподвижными, тяжелыми, трудными для балансировки и т. д.
https://esskaymachines.com/blog/horizontal-boring-machine-its-parts-functional-importance/
Расточной станок Слайд-презентация
https://www.slideshare.net/manmit111/boring-machine-ppt
https://www.americanmachinist.com/machining-cutting/article/21892450/cutting-tool-applications-chapter-10-boring-operations-and-machines
Скучные формулы и определения
Найдите режущий инструмент для своей конкретной задачи и
мгновенно получите рекомендации по режиму резки.
Перейдите к CoroPlus® ToolGuide
В этом разделе вы найдете формулы растачивания и определения, необходимые для операций растачивания, например, как рассчитать правильную скорость резания при растачивании, подачу на оборот и скорость съема металла. При растачивании отверстий правильные значения различных параметров обработки являются решающим фактором для хорошего результата.
https://www.sandvik.coromant.com/ru-ru/knowledge/machining-formulas-definitions/pages/boring.aspx
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК SORALUCE KB
Эффективный многосторонний расточной станок
https://www.soraluce.com/en/kb-150-w-horizontal-boring-machines
25-09-2019
Производительность горизонтально-расточного станка
Создание крупномасштабных проектов с использованием горизонтально-расточного оборудования — это время -потребляющий процесс, но это не должно означать, что он должен снижать производительность. Многозадачность достижима при использовании расточно-фрезерного оборудования, особенно когда речь идет о его многочисленных компонентах. Растачивание, фрезерование, сверление и нарезание резьбы возможны, если ваш сверлильный станок хорошо оснащен соответствующими компонентами станка.
https://www.tosamerica.com/horizontal-boring-mill-productivity/blog.html
2018
Горизонтальный обрабатывающий центр Mazak HCN-16000Q
Что делает этот станок таким мощным и универсальным, так это его конструкция головки, которая сочетает в себе преимущества обработки деталей как горизонтального обрабатывающего центра, так и традиционных расточных станков. Теперь мы получаем скорость, точность, автоматическую смену инструмента и поддонов горизонтального станка Mazak, а также пиноль для фрезерных и расточных операций с большим вылетом, а также сокращаем количество наладок деталей, выполняя обе операции на одном станке.
Теперь мы получаем скорость, точность, автоматическую смену инструмента и поддонов горизонтального станка Mazak, а также пиноль для фрезерных и расточных операций с большим вылетом, а также сокращаем количество наладок деталей, выполняя обе операции на одном станке.
https://www.mazakusa.com/news-events/blog/overcome-the-large-part-production-challenge/
H.W. Горизонтально-расточной станок Kearns
________________
Технический обзор Mitsubishi Heavy Industries Vol. 49 № 3 (сентябрь 2012 г.)
Технология повышения точности напольных горизонтально-расточных станков MAF-C
https://www.mhi.co.jp/technology/review/pdf/e493/e493039.pdf
8 Технологии повышения производительности расточных станков
Новая технология может частично объяснить, почему крупные и дорогостоящие детали не передаются на аутсорсинг
1 декабря 2010 г.
https://www.canadianmetalworking.com/canadianindustrialmachinery/article/metalworking/8-technologies-for-improving-boring-mill-productivity
2008
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК ПРЕДЛАГАЕТ БОЛЬШУЮ ПРОИЗВОДИТЕЛЬНОСТЬ И ПРОИЗВОДИТЕЛЬНОСТЬ90 Giddings & Lewis предлагает горизонтально-расточной станок напольного типа FT 3500, который имеет ход 10 м (32,8 фута) по оси X и 3,6 м (11,8 фута) по оси Y, но стандартные модули позволяют настраивать HBM с ходом от 4 до 16. м (13,1 и 52,5 фута), а ход передней бабки по оси Y составляет 5 м (16,4 фута).
https://www.fabricatingandmetalworking.com/2008/11/horizontal-boring-mill-offers-big-capabilities-and-productivity/
Горизонтально-расточной станок Ceruti
________________
Горизонтально-расточные станки с ЧПУ
CNC WHN 13.
