Обработка на токарном станке: Токарная обработка на токарном станке
Содержание
Токарная обработка металла: обработка металла на станках ЧПУ
- Главная
- Статьи
Токарная обработка металла и ее основные принципы
Токарная обработка металла представляет собой последовательное снятие металлических слоев с заготовки для получения изделия с заранее определенными параметрами. Процедура производится на токарных станках, в оснащение которых входят различные виды сверл, резцов и ряд других специнструментов.
Технология токарной обработки металлов осуществляется за счет одновременного выполнения двух движений:
- Главного. Производит вращение заготовки, зафиксированной в планшайбе либо патроне.
- Движения подачи. Совершается инструментом во время обработки изделия.
При обработке металла на токарном станке существует возможность разнообразного сочетания этих движений, что позволяет работать с заготовками различной конфигурации.
Возможно выполнение следующих технологических операций:
- сверление отверстий, включая выполнение зенкерования (проделывание цилиндрических и конических отверстий в деталях для увеличения диаметра), развертывания и растачивания;
- отрезание лишних частей заготовки;
- нарезка резьбы;
- вытачивание на внешней стороне детали различных канавок.
С учетом разновидности металла при обработке на токарном станке образуется стружка нескольких видов:
- Элементная (Скалывания). Появляется при работе с маловязкими и твердыми заготовками на малом скоростном режиме.
- Сливная. Образуется при обработке свинцовых, оловянных и медных заготовок. Функционирование агрегата осуществляется на повышенных скоростях.
- Ступенчатая. Формируется при работе оборудования на средних скоростях с заготовками из сплавов алюминия и из стали средней твердости.

- Стружка надлома, которая получается при резке материала с малой пластичностью.
Преимущества токарной обработки заготовок из металла
В сравнении с другими видами обработки металлических изделий применение токарного оборудования позволяет:
- получить готовую продукцию высокого качества, которая полностью соответствует заданным параметрам;
- минимизировать количество отходов, так как срезается только ненужная часть металла. Получаемая стружка подвергается прессованию и может быть отправлена на повторную переплавку;
- изготавливать изделия сложной конфигурации за один рабочий цикл;
- производить обработку разных типов металла, включая их сплавы;
- организовать серийное изготовление деталей различного назначения;
- получить абсолютно чистую поверхность готовых изделий;
- снизить стоимость готовой продукции, что достигается за счет высокой скорости производства.

Токарная обработка металла также отличается высоким уровнем автоматизации, поэтому существенно снижается вероятность выпуска брака.
Виды токарных станков
Классификация токарных станков организована в зависимости от того, какие изделия требуется получить и какой должна быть их точность. В зависимости от этого выполнение токарной обработки заготовок из металла производится на следующем оборудовании:
- Токарно-винторезные станки. Наиболее распространенный вид, который используется для получения цилиндрических поверхностей нужного диаметра. Заготовке можно придать конусность и нарезать резьбу.
- Токарно-револьверные станки. Они задействуются на предприятиях, которые занимаются массовым выпуском металлоизделий из поковок, прутка и отливок. Происхождение названия связано со способом крепления резцов, установленных, как в барабане у револьвера.
- Токарно-карусельные. Применяются для работы с габаритными заготовками, которые на станке устанавливаются в вертикальном положении.
 Основной критерий оборудования – диаметр планшайбы.
Основной критерий оборудования – диаметр планшайбы.
Токарная обработка металла ЧПУ
Станки с ЧПУ обеспечивают высокий уровень автоматизации и возможность внесения в компьютер множества готовых программ по изготовлению деталей. Благодаря этому повышается производительность труда, снижаются процент брака и стоимость готовой продукции.
Выделяют три типа систем, которые используются при токарной обработке металла на станках с ЧПУ:
- замкнутые. Обрабатывают два потока информации, которые исходят от считывающего и измеряющего устройств;
- разомкнутые. Здесь доступен только один поток информации, поэтому прибор сначала занимается расшифровкой данных, а затем передает их обрабатывающему механизму;
- самонастраивающиеся. В этом случае обработка металла на токарном станке характеризуется высокой точностью, так как система автоматически корректирует все данные.
Виды резцов и их особенности
Качество готовой продукции напрямую зависит от характеристик резца и его геометрических параметров. В зависимости от назначения выделяют следующие виды резцов:
В зависимости от назначения выделяют следующие виды резцов:
- канавочные;
- проходные;
- фасонные;
- резьбовые;
- подрезные;
- расточные.
По направлению резания резцы делят на правые и левые, а по способу изготовления – цельные или составные.
Применение токарного оборудования является оптимальным выбором для получения деталей высокого качества.
Другие статьи
|
Рубка металла гильотиной: технологические особенности и преимущества
Подробнее
|
Порошковая покраска: способы и преимущества технологии
Подробнее
|
Лазерная резка металла: основные принципы производства
Подробнее
|
Обработка валов на токарных станках
Токарной обработкой металлических деталей называется процесс удаления припуска с поверхности заготовки за счет стружкообразования. При этом возникают механические деформации, сопровождаемые трением и, как следствие, нагреванием изделия и рабочего инструмента. Одним из видов токарной обработки является точение валов.
При этом возникают механические деформации, сопровождаемые трением и, как следствие, нагреванием изделия и рабочего инструмента. Одним из видов токарной обработки является точение валов.
Вал — это круглая цилиндрическая деталь, длина которой намного больше ее диаметра. Форма валов подразделяется на гладкую и ступенчатую. При обработке гладких валов должны выдерживаться заданные размеры и показатели шероховатости. К ступенчатым валам предъявляются дополнительные требования: соосность отдельных цилиндрических участков и соблюдение перпендикулярности уступов к оси вращения.
Общие сведения
Для изготовления валов используются заготовки с большим припуском, которые зажимаются в патроне и поджимаются задним центром. При черновой обработке необходимо максимально снять припуск, используя наибольшую глубину резания, определяемую мощностью станка. Оставшиеся припуски для окончательной обработки высчитываются исходя из конфигурации и размеров детали, методов последующей обработки.
При соотношении диаметра вала к его длине более чем 1:15 применяются подвижные и неподвижные люнеты. Эти поддерживающие устройства принимают на себя реакцию сил резания, не допуская деформаций заготовки. Этим повышается жесткость режущей системы и уменьшается вероятность возникновения нежелательных вибраций.
Чистовая обработка валов проводится в центрах, при этом конец вала закрепляется в поводковом патроне или используется хомутик. При обработке единичных изделий одна сторона вала проходится за одну установку с использованием всех необходимых инструментов. Крупные партии изделий изготавливаются на различных станках с использованием минимального набора инструментов.
Чистовая обработка проводится на высокоточном оборудовании. При этом обработка начинается с наибольшего диаметра, последовательно переходя на следующий меньший размер.
Обработка гладких валов
Изготовление гладкого вала заключается в обтачивании наружной цилиндрической поверхности.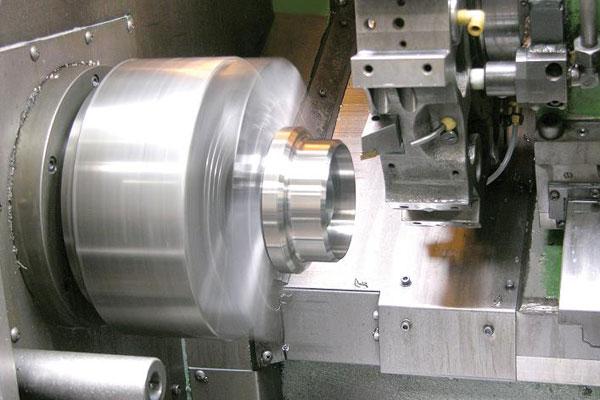 Работа выполняется проходным резцом с использованием продольной подачи. При этом заготовка устанавливается в центрах.
Работа выполняется проходным резцом с использованием продольной подачи. При этом заготовка устанавливается в центрах.
Центровые отверстия выполняются на различных станках: токарных, сверлильных, револьверных. На специальных двухсторонних центровальных станках проводится одновременное протачивание противоположных центров. В любом случае для этой операции применяются спиральные сверла, зенковки или комбинированный центровочный инструмент.
От точности выполнения центровочных отверстий, называемых установочными базами, зависит качество изготовления всей детали.
При изготовлении гладкого вала выполняются следующие операции:
-
Отрезание заготовки от общего прутка. -
Обработка торцовой поверхности с последующим центрованием -
Изготовление противоположной торцовой плоскости и ее центрование. -
Черновая обработка одной половины заготовки, находящейся в центрах. -
Черновая обработка второй части заготовки.
-
Последовательная чистовая обработка первой и второй части заготовки.
Надо сказать, что самым экономичным способом изготовления гладкого вала является применение калиброванной стали. При этом отпадает необходимость в обработке внешней цилиндрической поверхности. Но в большинстве случаев применяется сортовой прокат. Поэтому, выбирая заготовку, нужно брать наружный размер прутка с диаметром, наиболее близким к максимальному сечению будущего вала.
Изготовление ступенчатых валов
Ступенчатые валы изготавливают по двум схемам:
-
Деление припуска на части. -
Деление длины заготовки на несколько отрезков.
Первая схема предполагает обработку заготовки с небольшой глубиной резания. При этом общее расстояние проходимое резцом получается больше. Во втором случае снятие припуска происходит за один проход с большой глубиной резания. При таком подходе необходим более мощный электропривод станка.
Перед обработкой цилиндрической поверхности подрезаются торцы. Операция проводится подрезным резцом с подачей в двух направлениях. Подрезание от центра к поверхности вала отличается менее шероховатым качеством плоскости.
Галтели (скругления между ступенями) выполняют проходным резцом с одновременной поперечной и продольной подачей. Радиус галтели зависит от диаметра ступени.
Канавки проходятся поперечной подачей фасонного резца с режущей частью равной ширине канавки. Широкие канавки выполняют в два приема: поперечной и продольной подачей.
Сверлят отверстия закрепленным в пиноли инструментом. Расточные резцы, закрепленные в резцедержателе, служат для прохода внутренних цилиндрических поверхностей.
|
|
|
Проходные резцы |
Для гладких сквозных отверстий применяются проходные резцы. Упорные расточные резцы используются для изготовления глухих и ступенчатых отверстий.
Упорные расточные резцы используются для изготовления глухих и ступенчатых отверстий.
Для отрезки готовой детали устанавливают отрезной резец и применяют поперечную подачу. При этом, для получения чистого среза лучше использовать резец с наклонной режущей кромкой. Прямая кромка разрушает срез и требуется дальнейшая подрезка торца.
Массовое производство ступенчатых валов организуется следующими методами:
-
Обработка на обычных станках без использования специальной оснастки. -
Обработка с применением дополнительных приспособлений на специально настроенных станках. -
Работа на станках с копировальными устройствами.
Для изготовления валов обычной точности необходимо не более двух установок заготовки. Токарная обработка за три-четыре установки требуется для изготовления валов высокой точности и в случаях, когда заготовка имеет неравномерные припуски.
Черновые и чистовые операции должны быть разделены по времени. Это необходимо для снятия внутренних механических напряжений металла, возникших при первичной обработке.
Это необходимо для снятия внутренних механических напряжений металла, возникших при первичной обработке.
Пример отработки технологии на вал:
Дробление у заказчика
Станок с ЧПУ — РМЦ 3000 мм, максимальный диаметр обработки — 800мм. При обработке в центрах заготовки типа вал длиной 1916 мм и диаметром 200 мм выявлено сильное дробление при выполнении чернового и чистового проходов. При перевороте вала его диаметр в самом тонком месте — 159 мм, дробление увеличивается.
Диагностика проблемы
1. Проверка фундамента станка
2. Проверка жесткости станка
3. Проверка геометрической точности станка по контрольным оправкам
4. Проверка станка на точность прибором Renishaw ballbar QC20W
Проверка станка на точность прибором Renishaw ballbar QC20W
В ходе анализа проблемы было выявлено:
— станок установлен на фундамент с нарушением технологии (не держат анкера)
— центровка отверстия под вращающий центр не соответствует нормам (очень маленькое)
— кулачки не проточены и установлены на несоответствующий вылет
— несоответствующий режущий инструмент и режимы обработки
Решение
— проработка технологии
— расчет времени изготовления
Результат
На финальной стадии обработки после изменения фундамента и технологии вал сдан Заказчику по нормам точности. Запущено серийное производство. Обработка вала велась с переворотом. Отклонение от расчетного времени резания составило 96 секунд
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Разновидности и виды токарной обработки металлов
Главная
Новости компании
Виды токарной обработки металлов
12 Февраля 2019
Токарная обработка – распространённый способ обработки металлических изделий. Суть процесса заключается в фиксации заготовки на токарном станке и срезании режущим инструментом металлического слоя до придания нужной формы. При помощи этой технологии можно обрабатывать не только тела вращения (вал, фланец, втулка), но и фасонные поверхности (конус, сфера).
Суть процесса заключается в фиксации заготовки на токарном станке и срезании режущим инструментом металлического слоя до придания нужной формы. При помощи этой технологии можно обрабатывать не только тела вращения (вал, фланец, втулка), но и фасонные поверхности (конус, сфера).
Основные виды обработки
Обработка заготовок на токарных станках – важная часть производственного процесса. Различают следующие виды токарной обработки:
- Нарезка внешней или внутренней резьбы. Резец проходит по окружности детали, нарезая борозды установленной глубины;
- Обработка торцевой части. Резец подбирается индивидуально, в зависимости от типа металла и требуемых параметров заготовки;
- Отрезание. Применяется специальный отрезной тип резца. Этот метод также используется для точения канавок;
- Растачивание. Делается расточным резцом. Данная процедура направлена на увеличение внутреннего диаметра детали;
- Обтачивание конуса. Позволяет придать заготовке конусообразную форму, путём размещения резца под определённым углом;
- Обработка поверхности фасонного типа.
 Резец движется в противоположную от заготовки сторону. Наиболее часто этот метод применяется для работ со сложными геометрическими поверхностями (бочкообразные, сферические).
Резец движется в противоположную от заготовки сторону. Наиболее часто этот метод применяется для работ со сложными геометрическими поверхностями (бочкообразные, сферические).
Все виды токарной обработки предполагают использование высококачественного станочного оборудования. По необходимости допускается установка различных дополнительных элементов: упор, державок, и т.д. Также на станке могут выполняться работы по сверлению отверстий.
В результате можно получить изделие с соответствующим диаметром, длиной, точностью параметров и требуемой шероховатостью поверхности. Токарная обработка требует от оператора особого внимания и опыта, так как при несоблюдении особенностей технологии, деталь может быть испорчена. Станочное оборудование часто применяется для изготовления валов, дисков, фланцев, втулок, муфт и других запчастей, используемых в работе различных механизмов.
Типы станков
Обработка на токарном станке может выполняться оператором вручную, либо процесс программируется и осуществляется в автоматическом режиме. Существует несколько разновидностей токарного оборудования. Наиболее распространённый – токарно-винторезный. Этот тип используется для основного спектра работ, включая нарезание резьбы. Подходит для единичного или мелкого серийного производства.
Существует несколько разновидностей токарного оборудования. Наиболее распространённый – токарно-винторезный. Этот тип используется для основного спектра работ, включая нарезание резьбы. Подходит для единичного или мелкого серийного производства.
Для выполнения фрезеровочных работ, точения канавок, обработки торцевой части заготовок лучше использовать токарно-карусельный тип станка. Этот вид идеально подходит для работ по деталям широкого радиуса. Если же требуется выполнить ряд работ с цилиндрическими или коническими поверхностями, обработка выполняется на лоботокарном станке.
При серийном производстве используются станки с ЧПУ. Параметры детали устанавливаются оператором на компьютерном оборудовании, с помощью специального программного обеспечения. После запуска, все процессы протекают в автоматическом режиме, в соответствии с заданными параметрами. Такая автоматизация позволяет заметно повысить общую производительность, что особенно актуально при серийном производстве деталей.
Резцы и стружка
В зависимости от требований к качеству, могут применяться резцы чернового или чистового типа, лево- или правосторонние по направлению движения. Эти элементы подбираются индивидуально для каждого случая. Различают резьбовые, фасонные, расточные, отрезные, проходные, подрезные виды резцов.
В ходе обработки металл срезается с заготовки до нужного уровня. В результате образуется металлическая стружка, вид которой может разниться, в зависимости от материала детали и скорости вращения на станке. Различают следующие её виды:
- элементная – образуется на низких скоростях деталей, из маловязких материалов;
- надломная – получается в ходе резки заготовок с низкой пластичностью;
- сливная – характерна для запчастей из мягких сталей и вращении на высоких скоростях;
- ступенчатая – образуется при работе с материалами средней твёрдости на средней скорости.
Грамотно применяя технологию токарной обработки металлов, можно получить практически любую деталь требуемой характеристики. Сфера использования запчастей, производимых на токарном оборудовании, чрезвычайно обширна, и включает такие направления, как машиностроение, энергетика, судостроение и т.д.
Сфера использования запчастей, производимых на токарном оборудовании, чрезвычайно обширна, и включает такие направления, как машиностроение, энергетика, судостроение и т.д.
Популярное
21 Июля 2020
Возможности и сферы применения 3D печати
21 Июля 2020
Токарная обработка металла: оборудование и виды работ
5 Февраля 2020
Изготовление технологической оснастки
Токарная обработка металла: оборудование и виды работ
21 Июля 2020
- Принцип токарной обработки
- Оборудование и инструментарий
- Работы, выполняемые на токарных станках
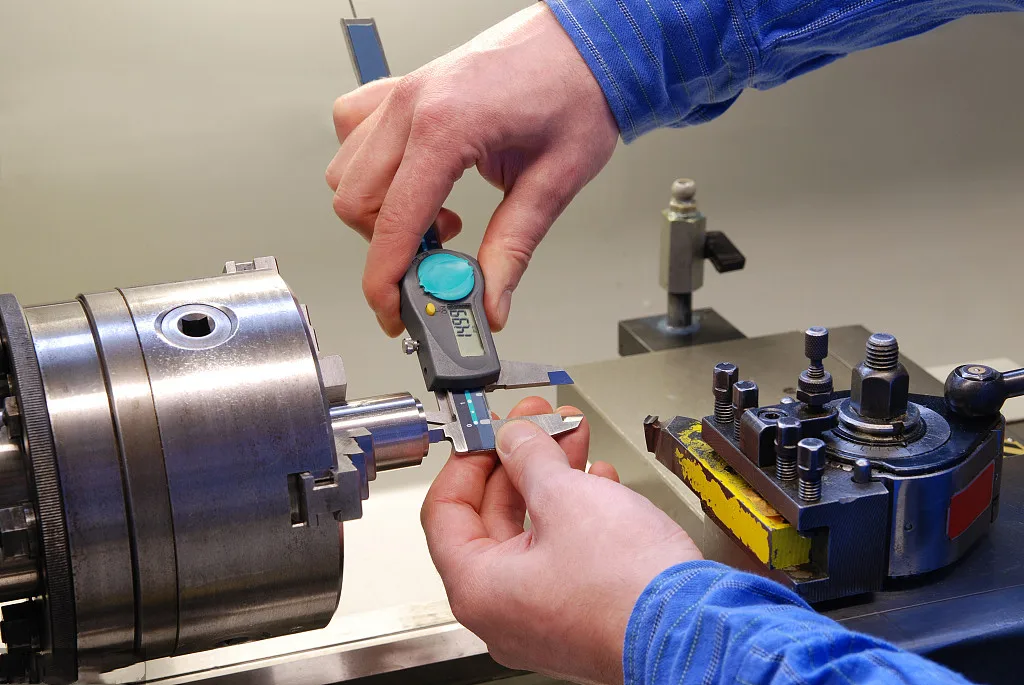
Токарные работы – это широкий спектр процедур по механической обработке металлических деталей. Она проводится посредством срезания слоя металла с заготовки специальными инструментами с целью получения детали нужной формы и размеров.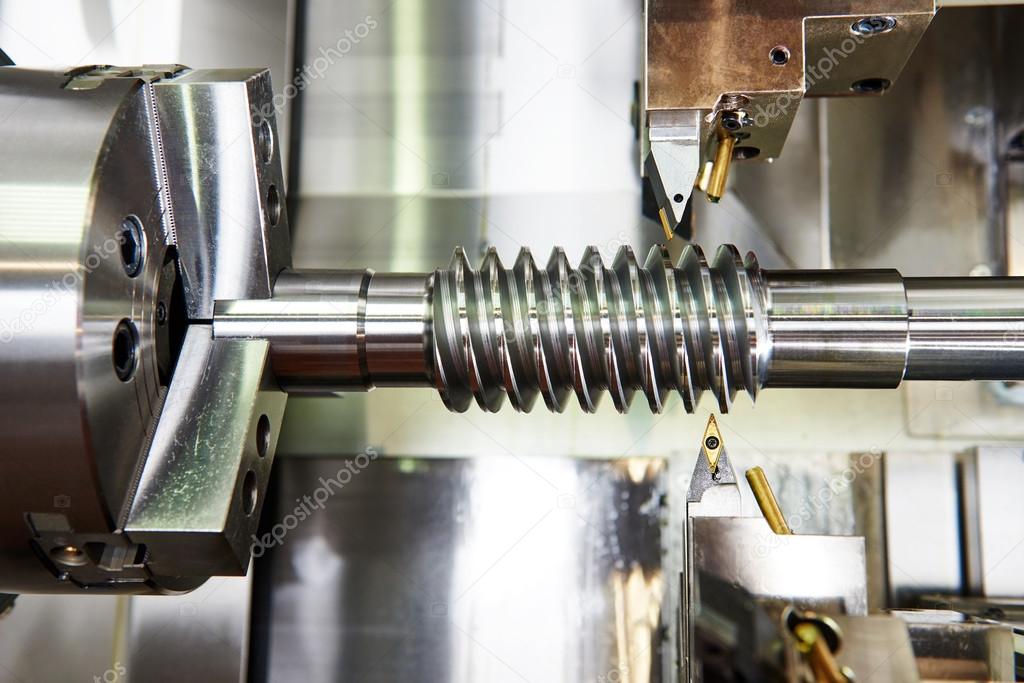 Готовое изделие должно соответствовать определенным допускам и стандартам качества. Для контроля производимых деталей используются различные измерительные инструменты, калибры, эталоны.
Готовое изделие должно соответствовать определенным допускам и стандартам качества. Для контроля производимых деталей используются различные измерительные инструменты, калибры, эталоны.
Принцип токарной обработки
Основы токарной работы заключаются в срезании с металлической заготовки тонкого слоя металла до получения требуемой формы детали и шероховатости ее поверхности. Выполняются эти работы на специальном токарном оборудовании с применением различных режущих инструментов.
Токарная обработка металла подобна процессу расклинивания его приповерхностного слоя посредством острой кромки рабочего инструмента. Под воздействием механического усилия кромка врезается в заготовку, снимая тонкий слой металла и превращая его в стружку. Слой металла заготовки, срезаемый в процессе токарной обработки, называется припуском.
Чтобы обеспечить требуемое качество токарных работ следует обеспечить непрерывность и высокую скорость резки металла заготовки. Для каждого металла есть своя скорость резки, ее величина указана в таблице.
Для каждого металла есть своя скорость резки, ее величина указана в таблице.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма будущей детали формируется за счет относительного движения инструмента и заготовки, а также геометрии кромки используемого инструмента. Режущий инструмент может совершать поступательное движение поперек/вдоль изделия, а также под постоянным/меняющимся углом.
Режущий инструмент может совершать поступательное движение поперек/вдоль изделия, а также под постоянным/меняющимся углом.
Оборудование и инструментарий
Технология токарных работ предусматривает использование специального оборудования – токарные станки. С их помощью производятся детали, форма которых является телом качения. В современном производстве используют семь основных видов токарных станков:
- токарно-револьверные – предназначены для изготовления мелких деталей в больших количествах; комплектуются револьверной головкой, позволяющей быстро менять режущий инструмент, перенастраивать оборудование на другой вид работы;
- токарно-винторезные – отличаются возможностью совмещения высокой скорости вращения патрона с продольным перемещением инструмента; используются для крупносерийного и массового производства;
- токарно-карусельные – универсальные станки с планшайбой и станиной больших размеров;
- токарно-фрезерные – универсальное оборудование для индивидуального, массового и серийного производства деталей со сложной формой;
- токарные автоматы – станки с большим числом шпинделей, предназначенные для изготовления деталей со сложной геометрией многопрофильных поверхностей;
- лоботокарные станки – специализированная техника для работы с лобовыми поверхностями; используются для поштучного производства деталей, а также для мелких серий.

Работая на токарном станке, используют различный инструментарий:
- разного рода резцы;
- сверла;
- метчики;
- зенкеры;
- плашки;
- развертки;
- резьбонарезные головки.
Работы, выполняемые на токарных станках
На токарном оборудовании производятся детали типа тел вращения:
- втулки;
- шкивы;
- валы;
- кольца;
- зубчатые колеса;
- гайки;
- муфты, прочее.
Для этого проводится механическая обработка разных поверхностей, вытачиваются канавки, выполняется сверление, зенкерование, растачивание, нарезание резьбы, прочее. Рассмотрим особенности основных видов работ на токарном станке.
Обтачивание цилиндрических поверхностей
Чтобы обрабатывать гладкие цилиндрические поверхности используют проходные резцы (черновые и чистовые) в два приема.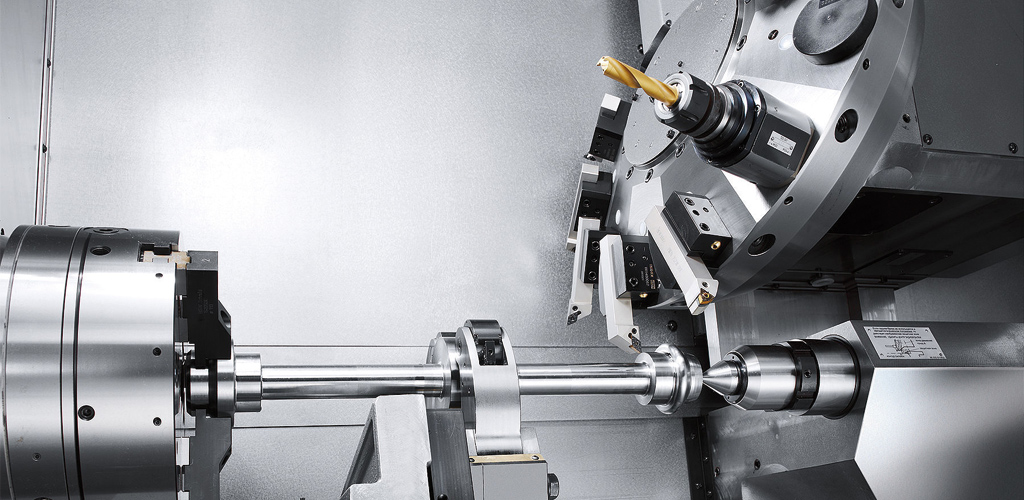 Изначально работают черновым (Рис.1), выполняя грубое обтачивание.
Изначально работают черновым (Рис.1), выполняя грубое обтачивание.
Рис.1. Виды резцов, а – прямые, б – отогнутые, в – исполнение Чекалина
После черновой обработки, поверхность имеет высокую шероховатость и крупные риски. Чтобы их удалить пользуются чистовыми резцами (Рис.2).
Рис.2. Виды резцов, а – нормальный, б – с широкой кромкой, в – отогнутый, конструкция Колесова
Нормальные чистовые резцы используются при точении с малой подачей и небольшой глубиной срезания слоя металла. Инструмент с широкой кромкой используется для больших подач и позволяет получить гладкую поверхность.
Подрезание торцов, уступов
Для подрезания используется специальный инструмент – подрезной резец (Рис.3).
Рис.3. Подрезание в центрах, а – подрезной резец, б – подрезание торца с полуцентром
Подрезной инструмент используется для точения детали в центрах, если нужно выполнить обработку торца полностью, в заднюю бабку станка нужно вставить полуцентр и таким способом выполнить точение.
Когда заготовку фиксируют в патроне только одним концом, то для обработки торца можно пользоваться проходным отогнутым резцом. Для выполнения этой процедуры, а также для протачивания уступов применяются подрезные резцы упорного типа. Этот инструмент может работать с продольной и поперечной подачей (Рис.4).
Рис.4. Подрезание торцов разным резцом, а – проходным отогнутым, б – подрезным упорным
Подрезая торцы, нужно следить, чтобы вершина режущей кромки располагалась на уровне центров. Инструмент, размещенный выше или ниже центров, оставит на торце сплошной неподрезанный выступ.
Проточка канавок
Работы, выполняемые на токарных станках по вытачиванию канавок, проводятся с помощью прорезных резцов, кромка которых и воспроизводит форму нужной канавки. Поскольку обычно ширина канавки небольшая, нужны резцы с узкой кромкой, из-за чего она получается достаточно хрупкой. Чтобы увеличить точность работы такими резцами высоту их головок делают больше их ширины в несколько раз.
Чтобы увеличить точность работы такими резцами высоту их головок делают больше их ширины в несколько раз.
Вытачивают канавки также и отрезными резцами, которые имеют головку большей длины. Длину головки выбирают, исходя из размеров будущей детали, она должна быть на 50% больше величины ее диаметра.
Рис.5. Резцы подрезного и отрезного типа
Устанавливая резчик (отрезной, прорезной) на станок, нужно соблюдать точность монтажа. Перекос при монтаже приведет к тому, что резец будет тереться о стенки вытачиваемой канавки – это приведет к изготовлению бракованных деталей и поломке режущей кромки.
Вытачивая узкие канавки, делается один проход, а для широких канавок выполняется несколько проходов.
Вытачивание конусов
Если на детали нужно сделать наружный или внутренний конус пользуются следующим приемом. Заготовка крепится в патроне станка, верхняя часть суппорта поворачивается на угол, величина которого равна половине значения угла при вершине конуса. Выполняют протачивание заготовки, смещая инструмент посредством верхних салазок суппорта. Этот способ больше подходит для вытачивания конических элементов небольшой длины.
Выполняют протачивание заготовки, смещая инструмент посредством верхних салазок суппорта. Этот способ больше подходит для вытачивания конических элементов небольшой длины.
Рис.6. Вытачивание конусов при поперечном смещении заднего центра
Если нужно выточить длинный или пологий конус, то смещают задний центр. Для этого задняя бабка станка передвигается от себя /к себе на необходимое расстояние. Когда заготовка зафиксирована в центрах таким образом, что широкая область конуса находится у передней бабки станка, то заднюю бабку нужно смещать от себя и наоборот.
Сверление отверстий
На токарном станке отверстия сверлятся перовыми или спиральными сверлами. В перовом сверле есть две плоские лопатки, имеющие две режущие кромки, плавно переходящие в стержень. Величина угла при вершине перового сверла находится в пределах 116-118°. В некоторых случаях значение может меняться в диапазоне 90-140°, зависит от твердости обрабатываемого металла. Для металлов с высокой твердостью используются сверла с большим углом. Перовое сверло обеспечивает низкую точность высверливаемых отверстий.
Для металлов с высокой твердостью используются сверла с большим углом. Перовое сверло обеспечивает низкую точность высверливаемых отверстий.
Рис.7. Перовое сверло
Спиралевидные сверла обеспечивают более высокие показатели точности сверления и являются основными для работ на токарных станках. Сверло состоит из рабочей части и хвостовика, реализованного в виде цилиндра или конуса. С помощью хвостовика сверло закрепляют в патроне или пиноли станочной бабки.
Рис.8. Спиральные сверла, а – конический хвостовик, б – цилиндрический хвостовик
Рабочая часть спирального сверла реализована в виде цилиндра с двумя винтообразными канавками, формирующими режущие кромки. Посредством этих канавок происходит выведение стружки наружу. В головке сверла есть две поверхности (передняя, задняя) и две кромки, которые соединены перемычкой. Значение угла в вершине винтового сверла находится в тех же пределах, что и для перового сверла.
технологии операций, виды работ на станках, режущие инструменты обработки заготовок деталей, стружка на изделиях, схемы
26.03.2020
- Технологические аспекты процесса
- Виды стружки при токарной обработке
- Выбор режущего инструмента, применяемого для токарной обработки деталей из металла на станках
- Как работает оборудование
- Основные виды работ, какие операции можно выполнять
- Какого типа инструменты нужны для деталей, которые изготавливают на токарных станках
- Схема обработки на токарном станке
Токарная обработка металла на станке — один из самых популярных методов, с помощью которого можно, например, создать вал или иную деталь цилиндрической или конической форм. В статье подробнее поговорим об особенностях, видах и всех нюансах.
Технологические аспекты процесса
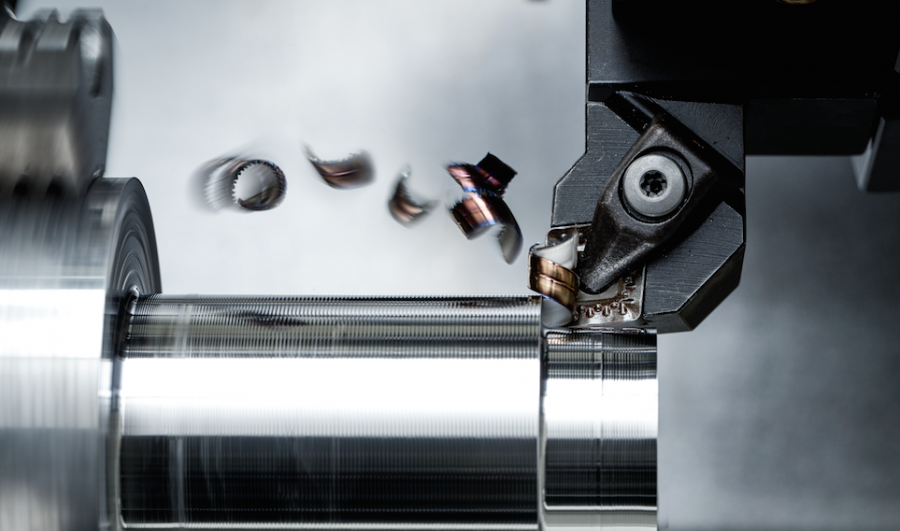
Суть процедуры в последовательном снятии верхнего слоя с вращающейся заготовки посредством резцов и прочих инструментов. При этом образуется стружка, которая может быть более или менее крупной в зависимости от материала и скорости подачи, а также обладать различным оттенком – изменение цвета происходит в связи с нагревом из-за трения и окислением.
При этом образуется стружка, которая может быть более или менее крупной в зависимости от материала и скорости подачи, а также обладать различным оттенком – изменение цвета происходит в связи с нагревом из-за трения и окислением.
Оператор закрепляет изделие с двух сторон в шпиндели. Один из них имеет свободное вращение, то есть фактически только отвечает за надежную фиксацию, в то время как второй – ведущий. Через него передается движение, а также происходит регулирование скорости.
Когда заготовка закреплена, начинается процесс резания на токарных станках. Сперва требуется правильно выбрать скоростной режим. На профессиональном оборудовании мощность достаточно высокая, но нельзя всегда работать на максимуме. Например, если вал очень длинный, то его вибрации и погрешности с увеличением скорости будут только возрастать, что приведет к неточностям. Вторая причина выбирать режим – это тип обработки, а именно, обдирочная, черновая, получистовая, чистовая или тонкая. В идеале, одна деталь должна проходить все эти стадии с изменением выбора подачи, а также с различными режущими инструментами для токарных станков и работ по металлу.
В идеале, одна деталь должна проходить все эти стадии с изменением выбора подачи, а также с различными режущими инструментами для токарных станков и работ по металлу.
Когда выбраны основные показатели, можно переходить к установке резца. Он может быть изготовлен из разного типа сплава, но он обязан быть:
- более прочным, чем материал заготовки, и менее хрупким;
- всегда хорошо заточенным.
Для разных задач используются особенные режущие кромки. Они устанавливаются в суппорт, который имеет надежные фиксаторы, а также регулируемый угол поворота, наклона, то есть все параметры для максимально точной металлообработки.
Теперь можно приступить к включению установки. Вся операция заключается в правильно выбранных двух движениях:
- подача инструмента;
- вращение вала.
Первое передвижение делает суппорт. Он перемещается по горизонтали и вертикали, а также при наличии полозьев может двигаться диагонально – для обточки конусов. Так осуществляются такие операции на токарном станке, как точение и сверление. Однако для последнего типа задач инструмент (сверло) должен обладать возможностью вращаться, а сама заготовка будет статична. Передвижение данной части обуславливается либо автоматикой, либо ручками и колесами. Сначала оператор устанавливает ее на начальную точку, проверяет глубину, а затем включает аппарат и только корректирует положение резца. Скорость суппорта тоже настраивается в зависимости от типа и материала, и задач.
Так осуществляются такие операции на токарном станке, как точение и сверление. Однако для последнего типа задач инструмент (сверло) должен обладать возможностью вращаться, а сама заготовка будет статична. Передвижение данной части обуславливается либо автоматикой, либо ручками и колесами. Сначала оператор устанавливает ее на начальную точку, проверяет глубину, а затем включает аппарат и только корректирует положение резца. Скорость суппорта тоже настраивается в зависимости от типа и материала, и задач.
Второе движение – вращательное. Его производит заготовка. Движок, которые отвечает за подачу, находится в передней балке, а всего их две. Посредством ремней сила передается на шпиндель. Вращение имеет направление и скорость, но больше никаких параметров задать нельзя. Главное для токаря, чтобы были минимальные вибрации и погрешности, иначе будут происходить удары по инструменту.
Так как работает станок в основном на высоких оборотах, то сущность токарной обработки заключается в быстром снятии верхнего слоя.
Задачи, которые решаются таким образом:
- Достижение заданных размеров высокой точности.
- Сверление отверстий, их разверстка и зенкерование, нарезание резьбы внутренней и внешней.
- Нужная шероховатость поверхности – в зависимости от класса точности.
- Разрезные работы – резание части вала, обрезание кромок.
- Вытачивание канавок.
Режущая кромка разъединяет целостность металла для токарных работ, оказывая на него трение и нажим. Происходит разрыв на молекулярном уровне.
Виды стружки
Образование отходов – естественный процесс при металлообработке. При этом одни токари считают это недостатком, а другие, экономичные, сдают весь мусор на переплавку, поскольку основные химические свойства не нарушены, и с помощью воздействия температуры можно добиться стандартов стали при выплавке. Третий вариант – просто сдавать его в пункты приема на вторичную переработку.
При работе вручную, на стандартных станках, необходимо вовремя снимать стружку, чтобы она не приплавилась к рабочей поверхности, не испортила общий результат. Но на автоматизированном оборудовании с ЧПУ, которое реализует компания «САРМАТ», есть специальная функция стружкоотведения, которая гарантирует чистоту процесса.
По форме отходов можно многое сказать и о самой работе. Стружка при токарной обработке бывает четырех видов.
Слитая
Она выглядит как длинные участки закрученной спирали. Если снимается тонкий слой, то витки короткие с малым шагом, а если толстый, то пружинка будет более упругая, с острыми концами. Обычно она получается, когда на высокой скорости обрабатывается мягкий сплав, например, свинец, олово или некоторые виды стали. Еще одно условие для получение такого образца – нет значительных дефектов, ямок, продольных канавок, то есть сам вал уже предварительно обработан, в том числе от ржавчины, окалины, проведены обдирочные работы, выполняемые на токарном станке.
Слитую подразделяют на ленточную и спиральную. О второй мы более подробно написали выше, а вот лента выходит при невысокой скорости воздействия на очень пластичные сплавы.
Элементная
Она разбивается на короткие участки, отходит от заготовки не плавно, как предыдущая, а рывками, потому что в определенном моменте она ломается, выскакивает из-под инструмента, каким обрабатывают детали на токарных станках для твердых металлов. Причин может быть несколько:
- низкая скорость среза, поэтому берется сразу много материала, он не успевает быстро отойти;
- на пути резца встречаются препятствия, к примеру, сильная зернистость стали, нет мягкой однородной структуры;
- образец изготовлен из очень прочного металла, из чугуна, обладающего высокой твердостью, но и немаленькой хрупкостью, то есть вместо плавного растяжения стружка сразу ломается;
- неправильная работа неопытного токаря – неверный выбор скорости, режима.

Надлом
Это совсем небольшие кусочки, которые отлетают от зоны резания. Их не стоит бояться, это естественный результат, когда происходит обработка чугунных или бронзовых заготовок на станках токарной группы. Дело в том, что чугун и бронза обладают низкой пластичностью, поэтому вместо того, чтобы гнуться, верхний слой просто раскалывается, крошится. Здесь главное – не убрать лишнее, вести резец по небольшой глубине и лучше сделать 3-4 прохода, чем один, но глубокий, поскольку последнее действие может привести к образованию трещин в толще металла.
Посмотрим на изображение, надлом мы видим на последней картинке:
Ступенчатая
Очень интересный вид. Прирезцева его часть (сторона, близкая к резцу) обладает ярко выраженной гладкостью, тем более удивительно, что на обороте находится многоярусная структура – материал наслаивается друг на друга, как ступеньки на лестнице, отсюда и название. Ступени, или зазубрины, имеют направление отдельных связанных между собой элементов.
Обычно такой вид образуется при изготовлении заготовок деталей на токарном станке со средней скоростью и невысокой твердостью.
Все квалифицированные токари проходят отдельный курс, посявещенный стружкообразованию. Этот раздел науки изучает пластичные деформации, которые происходят с трением, образованием тепла, износом режущей кромки, изменением шероховатости поверхности и, конечно, с образованием стружки. От всех вышеприведенных процессов зависит то, какой формы она будет.
Цвет зависит от используемого при точении материала и режима. Обычно при обработке стали она выходит синяя – это нормально, поскольку при резании выделяется тепло, оно отходит в остатки, которые под воздействием кислорода и температуры окисляются, приобретая голубой оттенок. Если использовать при работе охлаждающую эмульсию, то можно получить желтый цвет. Оранжевый и коричневый срезы свидетельствуют о наличии ржавчины на заготовке. При еще большем увеличении температурного режима оттенок побежалости – красный, это объясняется интерференцией белого в пленках на отражающей поверхности.
Иногда токарей пугает темный синий, они считают, что идет перенакаление. Действительно, это говорит о значительном повышении температуры, но сказать, что это плохо – нельзя, поскольку термоотвод работает, забирая излишнее тепло у детали. Просто рекомендуется увеличить поток охлаждающей жидкости. Однако ее чрезмерное употребление может привести к быстрому износу резцов.
Выбор режущего инструмента, применяемого для токарной обработки деталей из металла на станках
При изготовлении кромок берется материал, обладающей высокой прочностью, это могут быть:
- углеродистые стали – с высоким содержанием углерода;
- легированные – с добавками в виде хрома, никеля, меди, азота;
- быстрорежущие сплавы;
- твердые вещества;
- минералокерамика;
- искусственные алмазы;
- синтетические материалы (композиты, гек-сомиты).
Резец является наиболее распространенным видом. Он может быть прямым, правым, левым и отогнутым. Вторая часть называется державкой, она может иметь разную форму – прямоугольную, квадратную или круглую. Их крепят в суппорт с помощью прихваток и винтов. Очень важно достичь высокой степени фиксации для прочности материала токарной работы.
Он может быть прямым, правым, левым и отогнутым. Вторая часть называется державкой, она может иметь разную форму – прямоугольную, квадратную или круглую. Их крепят в суппорт с помощью прихваток и винтов. Очень важно достичь высокой степени фиксации для прочности материала токарной работы.
В зависимости от назначения разделяют все резцы на:
- проходные;
- подрезные;
- отрезные;
- расточные;
- канавочные;
- резьбовые;
- винторезные;
- фасонные.
Соответственно, они выполняют разные задачи – снимают верхний слой, подрезают торцы, вытачивают канавки, делают сквозное или глухое отверстие. Также весь инструмент можно поделить по типу работы – одними нужно проводить растачивание, вторыми – черновую обработку заготовок для последующей чистовой или тонкой.
Как работает оборудование
Есть два типа работы – вручную или автоматизированно. Вручную оператор производит все задачи – устанавливает заготовку, резец, проводит расчеты, направляет суппорт на исходную точку, выбирает скорость вращения и режим подачи, а также в процессе деятельности меняет все данные параметры. В этом случае вы имеете дело с классическим аппаратом, созданным по старой токарной технологии обработки металла для растачивания.
Вручную оператор производит все задачи – устанавливает заготовку, резец, проводит расчеты, направляет суппорт на исходную точку, выбирает скорость вращения и режим подачи, а также в процессе деятельности меняет все данные параметры. В этом случае вы имеете дело с классическим аппаратом, созданным по старой токарной технологии обработки металла для растачивания.
Второй тип – это современные модели с ЧПУ. Такую продукцию поставляет компания «САРМАТ». Числовой пульт управления самостоятельно, автоматизировано решает все вышеприведенные задачи, исключая установку болванки, да и то, уже есть оборудование, которое имеет функцию фиксации заготовки. Такие аппараты имеют высокую точность, а также простоту использования.
Основные виды работ, выполняемые на токарных станках, какие операции можно выполнять
- Отделка наружных цилиндрических или конических поверхностей – основная задача токаря. Подразумевает снятие верхнего слоя до нужных размеров и образование шероховатости.

- Сверление, зенкерование и развертывание отверстий.
- Подрезание торцов и уступов.
- Вытачивание пазов и канавок.
- Нарезание наружной и внутренней резьбы – при наличии винтореза.
- Отрезка части детали.
- Обработка внутренних цилиндрических и конических поверхностей.
- Фаска поверхностей.
- Накатывание рифлений.
Данные процедуры производятся при наличии дополнительных возможностей оборудования.
Какого типа инструменты нужны для деталей, которые изготавливают на токарных станках
Весь инструментарий можно поделить на режущий и вспомогательный. Резчик работает со следующими приборами:
- Фасонный резец – кромка должна совпадать с профилем заготовки, представлена прутками проката.
- Центровочные сверла – соответственно, необходимы для сверления глухих и сквозных отверстий.
- Расточная насадка – для растачивание полостей.
- Проходная – подходит для черновой, получистовой и чистовой обработки наружных и внутренних поверхностей, для торцевания конических деталей.
- Канавочный резец.
- Отрезной.
- Твердосплавные пластины применяются при изготовлении предметов из инструментальной стали.
На изображении показан приблизительный набор каждого токаря:
Если вас интересовало, каким инструментом обрабатывают детали на токарных станках, обратите внимание на фотографию. Следует всегда держать оборудование в чистоте, а также в заточенном состоянии.
Схема обработки
На каждом предприятии при запуске новой серии в работу специалисты всегда получают задачу в виде схематического изображения. Это намного проще и удобнее, чем если бы каждый работник самостоятельно подбирал режим, скорость, резец. Обычно проверка производится заблаговременно. Это позволяет избежать различных дефектов, а также добиться точности, что особенно важно при серийном производстве.
Схема включает в себя несколько изображений, на которых показано:
- как фиксируется резец;
- его положение (угол наклона) относительно заготовки;
- условное обозначение самого процесса.
Посмотрим на картинку со схемой обработки на токарном станке:
Здесь представлены все основные параметры, остается только проставить цифры.
В статье мы рассказали, какие операции проводят и какие изделия из металла на оборудовании по обработке можно получить, что делают на токарном станке. Выбирайте продукцию с ЧПУ от «САРМАТ», чтобы добиться высокой точности изготовления деталей и минимизировать нагрузку на работников.
Токарная обработка. Обработка металла. Изготовление металлоизделий на заказ.
Главная
->
Обработка металла
->
Механическая обработка металлов
->
Токарная обработка металла
Токарная обработка металла — это механическая обработка деталей вращения, в ходе которой для получения необходимых заказчику параметров металлического изделия (формы и размеров изготовленной детали, чистоты поверхности и других характеристик) с поверхности заготовки путем резания или точения удаляются излишки металла. Среди основных операций точения металла выделяют:
Среди основных операций точения металла выделяют:
- Обтачивание т.е. обработку наружных поверхностей
- Растачивание т.е. обработку внутренних поверхностей.
- Подрезание т.е. обработку плоских торцевых поверхностей.
- Резку т.е. разделение заготовки на части или отделение готовой детали от заготовки.
Точение применяется при изготовления деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.)
Обработка металла в Санкт-Петербурге производится специалистами Группы Компаний «ЛИГ» на специальном металлорежущем оборудовании — токарных станках и комплексах. Токарные станки быть:
- универсальные;
- специальные;
- специализированные.
Для срезания слоя металла применяется особый режущий инструмент, например: резцы, метчики, плашки. Заготовки, которые мы применяем в процессе производства металлоизделий на заказ — это прокат из стали или цветных металлов различного профиля (прутки, трубы поковки, отливки, штамповки).
В зависимости от способа установки заготовки или детали на токарных станках обработка может быть осуществлена:
- в центрах;
- в патроне;
- на планшайбе.
Токарная обработка металла применяется для выполнения следующих работ:
- обработка наружных цилиндрических и конических поверхностей;
- обработка внутренних цилиндрических и конических поверхностей;
- обработка торцов и уступов;
- вытачивание канавок;
- отрезка заготовки;
- сверление, зенкерование и развертывание отверстий;
- нарезание внутренней и наружной резьбы;
- обработка фасонных поверхностей;
- накатывание рифлений.
На качество металлообработки влияют несколько факторов:
- Квалификация персонала.
- Состояние оборудования.
- Наличие и качество технологической оснастки .
- Качество металлорежущего инструмента.
Подразделение Группы Компаний «ЛИГ» в настоящий момент имеет Сертификат качества ISO 9001:2008 — это означает что, мы отслеживаем качество изготавливаемых нами деталей на всех этапах производимых нами работ.
Производство Группы Компаний«ЛИГ» основано на применении собственного оборудования — универсальных станков повышенной точности. Мы используем технологическую оснастку и металлорежущий инструмент ведущих производителей. На нашем предприятии работают высококвалифицированные специалисты, имеющие многолетний опыт работ. Это позволяет выполнять практически все виды токарных работ на заказ, при этом мы гарантируем высокое качество изготовления. Токарные работы по металлу на заказ могут потребоваться предприятиям, которым необходимо изготовление пальцев, шкивов, осей, болтов, втулок, колец, гаек, а также различных деталей машин, механизмов. Мы изготавливаем детали на токарных станках по образцу или чертежам заказчика. Производим механическую обработку как поштучно, так и для промышленных целей.
Порядок выполнения токарной обработки
Процесс обработки металла на токарном оборудовании подразделяется на 2 этапа:
первичная обработка металла;
финишная обработка металла.
При первичной обработке из заготовки вытачивается деталь нужной формы. При этом погрешность по размерам зависит от глубины резания и регламентируется ГОСТом. При данном виде обработки допускается несоблюдение точности токарной обработки.
Финишная обработка заключается в придании детали окончательных форм и размеров детали с необходимыми параметрами шероховатости.
Цена токарной обработки
На цену токарной обработки оказывает влияние несколько факторов. К ним относится:
- стоимость закупки материала для проведения токарных работ;
- характеристика материала выбранного для изготовления детали, особенности его обработки;
- особенности производимых работ, их сложности;
- наличие необходимого оборудования, инструмента и оснастки;
- размер партии изготовления;
- сроки изготовления.
Снизить цену позволяет размещение заказа не через посредников, а напрямую на предприятия занимающиеся металлобработкой. Нашим клиентам мы предлагаем конкурентные цены и высокое качество работ.
Для правильного расчета стоимости и сроков выполнения Вашего заказа необходимо связаться с нашими специалистами предоставить чертеж или образец детали. В заявке на выполнение токарных работ необходимо указать материал, из которого будет изготавливаться деталь, параметры получаемого изделия (габаритные размеры, точность изготовления, шероховатость поверхности и т.д.), требуемое количество изделий. Произвести заказ на металлообработку вы можете при помощи формы на нашем сайте.
- Нарезание резьбы на токарном станке
- Растачивание отверстий на токарном станке
- Точение на токарном станке
- Токарная обработка металла на станке ТВ-320П
- Токарная обработка металла на станке 16К20ПФ1
- Токарная обработка меди
Что такое обработка токарного станка с ЧПУ и структура его оборудования?
Принцип работы токарного станка заключается в использовании вращения шпинделя и движения станины для превращения материала в требуемую заготовку.
Токарный станок представляет собой разновидность станка, который фиксирует заготовку на главном валу и вращается с высокой скоростью для обработки режущего инструмента в движении подачи. Токарный станок — это станок, который приводится в действие электродвигателем для вращения шпинделя через систему ременной и зубчатой передачи, которая приводит во вращение заготовку на патроне шпинделя, а затем использует токарный инструмент, закрепленный на стойке инструмента, для выполнения превращение. Основной заготовкой являются круглые стержни. Работы по нарезке включают точение торца, внутреннего и наружного диаметра, дугу, конусность, сверление, расточку, эксцентриситет, чеканку, нарезку, нарезку канавок, точение резьбы.
Конструкция токарного станка
- Передняя бабка
Включая главный вал, механизм зубчатой передачи главного вала и внешнюю зубчатую передачу. Шпиндель: установите патрон, чтобы зажать заготовку; Механизм передачи шпинделя: привод шпинделя для вращения и изменения скорости; Внешняя зубчатая передача: привод подачи для автоматической подачи и поворота резьбы.
- Кровать
Изготовлен из чугуна для поддержки шпиндельной бабки, суппорта и задней бабки. Направляющая на прикроватном столике состоит из плоской и V-образной направляющей, что обеспечивает точное скольжение посадочного места салазок инструмента и хвостового посадочного места.
- Инструмент-каретка в сборе
Седло:
- Держатель инструмента подходит для различных типов токарных инструментов и держателей калибров.
- Держатель составного инструмента имеет механизм продольной подачи и может поворачиваться для регулировки угла конусности и угла поворота.
- Маховик боковой подачи является важным механизмом для контроля внешнего диаметра.
Фартук:
- Маховик продольной подачи используется для перемещения вперед и назад суппорта инструмента и контроля длины при черновой токарной обработке.
- Механизм горизонтальной и вертикальной автоматической подачи взаимодействует с трансмиссией внешней зубчатой передачи токарного станка, которая может автоматически вращаться с различной скоростью подачи.

- Механизм нарезания резьбы регулируется внешней зубчатой передачей, а индикатор поворота резьбы можно использовать для поворота резьбы на требуемый шаг.
- Механизм автоматической подачи и нарезки нити
Мощность главного вала передается на внешнюю зубчатую передачу, которая приводит во вращение ходовой винт для выполнения функций автоматической подачи и поворота резьбы.
- Задняя бабка
Используется для установки зажимов для сверл или сверл с коническим хвостовиком для сверления центральных отверстий, сверления, нарезания резьбы и развертывания. Используется для установки верхнего центра.
Другие принадлежности токарного станка:
- Токарный патрон: Патрон представляет собой механическое устройство, используемое для зажима заготовки на станке.
- Лицевая пластина токарного станка: Лицевая пластина, также известная как лицевая пластина, является основным приспособлением токарного станка, используемым для токарных станков по дереву или металлу.
 Представляет собой круглую металлическую (чаще чугунную) пластину. На планшайбе имеется множество радиальных или нерегулярных параллельных тонких канавок, которые используются для растачивания и сверления более крупных или неправильной формы рабочих объектов, а также рабочих объектов, которые нельзя зажать другими способами.
Представляет собой круглую металлическую (чаще чугунную) пластину. На планшайбе имеется множество радиальных или нерегулярных параллельных тонких канавок, которые используются для растачивания и сверления более крупных или неправильной формы рабочих объектов, а также рабочих объектов, которые нельзя зажать другими способами. - Палец токарного станка: используется в отверстии обрабатываемого рабочего объекта. Оба конца шпинделя снабжены центральными отверстиями, так что один конец поддерживается центром, а другой конец входит в конец шпинделя.
- Центр токарного станка: Верхний центр используется для поддержки работы. Он устанавливается на конце шпинделя и называется подвижным верхним центром, также известным как передний центр, а установленный на задней бабке называется мертвой точкой или задним центром.
- Ведомый диск токарного станка: Ведущий диск устанавливается на главный вал токарного станка. Когда он вращается, он вращает заготовку, зажатую между двумя верхними центрами для токарной обработки.
- Токарный патрон для сбора: Цанга — это своего рода деталь, которая в основном отвечает за зажим рабочего объекта малого диаметра на конце шпинделя. В основном используется для шестигранных токарных станков и автоматических токарных станков.
- Люнет для токарного станка: это стабильная опора, которая используется для поддержки тонкого рабочего объекта, который устанавливается на держателе инструмента и перемещается вместе с ним, чтобы избежать отклонения рабочего объекта.
- Угловая пластина для токарного станка: вспомогательный инструмент, используемый для рабочих объектов, которые нельзя установить непосредственно на лицевой панели.
- Блок V-образных пазов токарного станка (блок V-образных зажимов): используется для определения центрального положения рабочего объекта.
- Токарный станок Токарный инструмент: Используется для обработки внешнего вида рабочих объектов.
Что такое обработка на токарном станке с ЧПУ?
Токарная обработка с ЧПУ в основном основана на круглых заготовках, таких как кольца, стержни и т. Д. Токарная обработка с ЧПУ, которая не была изобретена в последние годы, постепенно эволюционирует от токарной обработки. Среди них NC означает «Числовое управление», которое использует числовые значения и символы для управления движениями машины; CNC расшифровывается как «Computer Numerical Control», который использует компьютерную память и входные и выходные сигналы для управления движениями машины; а обработка на токарном станке с ЧПУ — это технология обработки на токарном станке, управляемая компьютерными числовыми значениями. Контроллер обработки токарного станка с ЧПУ используется для связи с компьютером и хостом токарного станка для достижения точной и крупномасштабной обработки токарного станка и предотвращения вмешательства человека.
Д. Токарная обработка с ЧПУ, которая не была изобретена в последние годы, постепенно эволюционирует от токарной обработки. Среди них NC означает «Числовое управление», которое использует числовые значения и символы для управления движениями машины; CNC расшифровывается как «Computer Numerical Control», который использует компьютерную память и входные и выходные сигналы для управления движениями машины; а обработка на токарном станке с ЧПУ — это технология обработки на токарном станке, управляемая компьютерными числовыми значениями. Контроллер обработки токарного станка с ЧПУ используется для связи с компьютером и хостом токарного станка для достижения точной и крупномасштабной обработки токарного станка и предотвращения вмешательства человека.
Краткое введение продуктов для токарной обработки с ЧПУ:
Токарная обработка с ЧПУ является частью прецизионной обработки токарного станка с ЧПУ. Это форма обработки, управляемая компьютерной системой: одна предназначена для фиксации токарного инструмента и обработки неформованной заготовки при вращении, а другая — для фиксации заготовки и передачи заготовки Высокоскоростное вращение, горизонтальное и вертикальное движение токарного резца (резцедержателя) для точной обработки. Сверла, развертки, развертки, метчики, штампы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки. Токарная обработка с ЧПУ в основном используется для обработки валов, дисков, втулок и других деталей с вращающимися поверхностями. Это наиболее широко используемый тип станочной обработки на машиностроительных заводах.
Сверла, развертки, развертки, метчики, штампы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки. Токарная обработка с ЧПУ в основном используется для обработки валов, дисков, втулок и других деталей с вращающимися поверхностями. Это наиболее широко используемый тип станочной обработки на машиностроительных заводах.
Использование токарного станка с ЧПУ:
Токарный станок с ЧПУ предназначен для обработки некоторых основных деталей. Обработанные продукты в основном используются в крепежах для связи, компьютерных крепежах, крепежах для бытовой техники, электрических крепежах, соединениях строительных материалов, крепежах для мобильных телефонов, мобильных телефонах, портативных компьютерах, различных пластиковых корпусах, средствах связи, микродвигателях, компьютерах, электроприборах, электронике, игрушки, часы, освещение, паровозы.
Типы токарного технологического оборудования:
- Обычный токарный станок или механический токарный станок (Моторный токарный станок)
Это станок общего назначения, предшественник современных высокоскоростных токарных станков.
 Он имеет полные функции токарного станка. Пока оператор хорошо разбирается в технологии, можно выполнить деталь с низкой точностью, а цена будет очень низкой.
Он имеет полные функции токарного станка. Пока оператор хорошо разбирается в технологии, можно выполнить деталь с низкой точностью, а цена будет очень низкой. - Автоматический токарный станок (Токарный автомат)
Автоматический контроль последовательности, механизм подачи и разгрузки не только обладают очень высокой эффективностью обработки, но также могут работать в автономном режиме в течение длительного времени, что подходит для мелких деталей.
- Вертикальный токарный станок (вертикальный токарный станок)
Головка токарного станка расположена вертикально, удобно загружать и выгружать заготовку, а проблемы со скоплением стружки и деформацией уменьшаются. В последние годы даже был разработан высокоавтоматизированный перевернутый токарный станок.
- Настольный токарный станок
Оборудование для токарной обработки, которое можно использовать на столе, подходит для обработки мелких деталей, таких как измерительные инструменты, инструменты и часы.

- Инструментальная комната Токарный станок
Структура аналогична конструкции обычных токарных станков, за исключением того, что имеется дополнительное оборудование, такое как центральная рама, держатель инструмента, цанга и конусные принадлежности, поэтому он может производить прецизионные продукты, такие как инструменты, детали пресс-форм и калибры.
- Оборудование для обработки токарных станков с ЧПУ (токарный станок с числовым программным управлением)
В раннем оборудовании для обработки токарных станков с числовым программным управлением данные должны быть пробиты в ленту с отверстиями, а затем блок управления преобразует вышеупомянутые данные в сигналы для обеспечения автоматической токарной обработки. Обрабатывающее оборудование токарного станка с ЧПУ через ввод данных персонала в компьютер для генерации G-кода, а затем контроллер ЧПУ управляет станком для точной обработки.
Токарное оборудование с ЧПУ, меры предосторожности:
- Когда новичок работает на токарном станке с ЧПУ, во избежание опасности скорость быстрой подачи следует отрегулировать примерно до 0-25%.

- Два человека не могут управлять машиной одновременно.
- Перед выполнением программы убедитесь, что позиция курсора программы находится в начальной точке.
- После ввода программы в токарный станок с ЧПУ проверьте правильность программы еще раз.
- Перед выполнением обработки заготовку необходимо зажать.
- Выберите подходящий инструмент, скорость резания и подачу.
- Если заготовка эксцентрична или имеет большой диаметр, уменьшите максимальную скорость и окружную скорость, чтобы избежать опасности.
Краткое введение в конструкцию оборудования для обработки токарного станка с ЧПУ:
- Шпиндельная коробка: основная конструкция включает в себя корпус, высокоскоростные прецизионные радиально-упорные роликоподшипники, клиноременные шкивы, наборы шестерен с регулируемой скоростью и т. д. Функция заключается в поддерживайте шпиндель, приводите зажимную заготовку во вращение или зажимайте инструмент.

- Основание: чтобы выдерживать вес и вибрацию всего оборудования для обработки токарного станка с ЧПУ, внутренняя часть используется в качестве резервуара для хранения смазочно-охлаждающей жидкости, а также имеются болты для регулировки уровня станка при установке.
- Направляющие станины: технологическое оборудование токарного станка с ЧПУ имеет двухнаправляющие, обычно направляющие станины по осям X и Z перпендикулярны друг другу, ось X контролирует диаметр заготовки, а ось Z контролирует длину заготовки. .
- Система устройства инструмента: инструмент для обработки токарного станка с ЧПУ, существует много типов зажимных револьверных головок, есть традиционные типы, такие как четыре ножа, шесть ножей, восемь ножей и двенадцать ножей.
- Стойка кровати
- Кровать
В связи с развитием промышленности фактические потребности в работе увеличиваются. Чтобы адаптироваться к тенденциям различных продуктов обработки и современной автоматизированной обработки, чтобы удовлетворить потребности производства, были разработаны различные конструкции токарных станков с различными функциями и характеристиками.
Что такое процесс производства токарного станка? Понимание методов обработки и компонентов токарных станков
Токарные станки используются для удаления лишнего материала с заготовки, чтобы придать заготовке желаемую форму и размер. Процесс обработки, предназначенный для прецизионной обработки относительно твердых материалов.
Что такое токарный станок? Базовые знания о токарных станках
Токарный станок — древний инструмент. Разработан еще около 1300 г. до н.э., когда было разработано не так много деталей, кроме передней и задней бабки. Но во время промышленной революции токарные станки по металлу превратились в более тяжелые машины с более толстыми и жесткими деталями.
Между 19 и 20 веками электродвигатели были заменены катушками в качестве источника энергии. Затем, в 1950 году, сервомеханизм был применен для управления станками, такими как токарные станки с ЧПУ и станки с прямым ЧПУ. Токарные станки являются наиболее универсальными из всех стандартных станков. Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.
Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.
Токарный станок — это станок, используемый для удаления металла с заготовки для получения желаемой формы и размера. Токарные станки используются для металлообработки, токарной обработки дерева, прядения металлов, термического напыления, обработки стекла и переработки деталей. Различные другие операции, которые можно выполнять с помощью токарного станка, включают шлифовку, резку, накатку, сверление и деформацию, и эти инструменты используются для создания объектов, симметричных относительно оси вращения. Токарный станок — это инструмент, который вращает заготовку вокруг своей оси для выполнения различных операций, таких как резка, шлифовка, накатка, сверление или деформация, торцевание, токарная обработка и использование вращения инструмента, применяемого к заготовке, для создания объектов. которые симметричны относительно оси. Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.
Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.
Токарный станок — это обрабатывающий инструмент, используемый в основном для придания формы металлу или дереву. Он работает путем вращения заготовки вокруг неподвижного инструмента. Основное применение – удаление ненужных частей материала, оставляя заготовки красивой формы. Функция токарного станка заключается в удалении металла с заготовки в виде стружки путем жесткой установки заготовки на шпиндель станка и вращения ее с нужной скоростью, а режущий инструмент подает заготовку продольно или поперечно для работы до нужной форма и размер.
Правильная ориентация станка:
Передняя бабка должна быть слева, а задняя — справа. На бабке происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание шпинделя, так что вы должны увидеть это и здесь. Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.
Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.
Какие части токарного станка? Узнайте о деталях токарного станка и их функциях
- Передняя бабка:
Передняя бабка расположена с левой стороны станины, где расположены приводной механизм и электрический механизм токарного станка. Аксессуары, устанавливаемые на шпиндель передней бабки, включают кулачковые патроны, цанговые патроны, планшайбы, магнитные патроны и многое другое. Отдельный редуктор с регулируемой скоростью размещается под передней бабкой для снижения скорости и обеспечения различных скоростей подачи для автоматического бокового перемещения нитей и ползуна. Подающий стержень используется для большинства токарных операций, а ходовой винт используется для нарезания резьбы.- Шпиндельная коробка фиксирует заготовку на торце шпинделя с наружной резьбой и внутренним конусом Морзе, который используется для фиксации центра токарного станка.
 Он вращается с разной скоростью посредством конической или полной зубчатой передачи. Весь шпиндель имеет отверстие для работы с длинными стержнями.
Он вращается с разной скоростью посредством конической или полной зубчатой передачи. Весь шпиндель имеет отверстие для работы с длинными стержнями. - Передняя бабка передает мощность от главного вала на подающий стержень, ходовой винт и механизм нарезания резьбы.
- Шпиндельная коробка фиксирует заготовку на торце шпинделя с наружной резьбой и внутренним конусом Морзе, который используется для фиксации центра токарного станка.
- Станина:
Станина — это основание станка, отлитое за одно целое из полустали (закаленного чугуна). Кровать состоит из двух тяжелых металлических направляющих, движущихся продольно по рельсам или V-образно и жестко поддерживаемых поперечными петлями.- Кровать имеет достаточную жесткость и хорошую демпфирующую способность для поглощения вибрации.
- Кровать может предотвратить деформацию, вызванную силой резания.
- Станина поддерживает переднюю бабку, заднюю бабку, кронштейн и другие части токарного станка.
- Задняя бабка:
Задняя бабка расположена с правой стороны над станиной.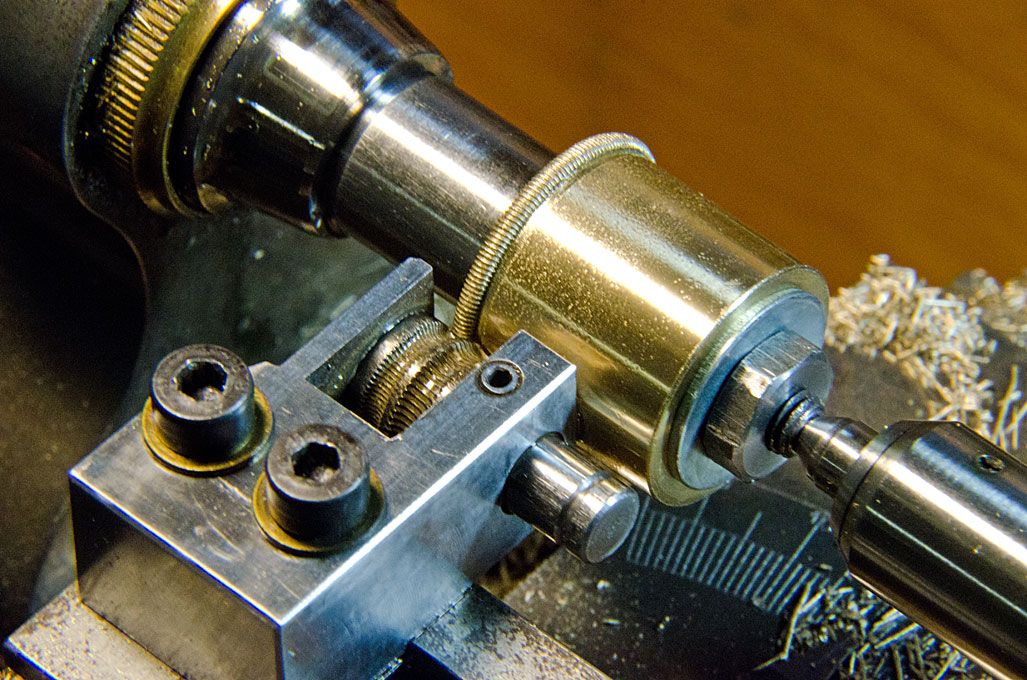
- Задняя бабка поддерживает длинный конец изделия, чтобы предотвратить и минимизировать провисание.
- Задняя бабка имеет инструменты для выполнения различных операций, таких как сверление, развертывание, нарезание резьбы и т. д.
- Задняя бабка Небольшой конус для длительной работы за счет смещения задней бабки.
- Каретка:
После завершения обработки каретка используется для поддержки, направления и подачи инструмента. Установка каретки включает в себя седло, поперечный салазок, составной упор, инструментальную стойку и фартук.- Каретка должна оставаться подвижной и управлять режущим инструментом.
- Каретка обеспечивает жесткую поддержку инструмента во время работы.
- Каретка передает усилие от подающего стержня на фрезу через механизм дефлектора для продольной поперечной подачи.
- упрощает операции нарезания резьбы с помощью механизма ходового винта и полугайки.

- Используется для продольного сквозного перемещения каретки, поперечного перемещения салазок и углового сквозного перемещения верхнего ползуна.
Каретка
- Седло:
Седло изготовлено из Н-образного литья и имеет V-образные направляющие и плоские направляющие для установки на направляющие станины. - Поперечный салазок:
Устанавливается в верхней части седла, на верхней части поперечного салазка имеется Т-образный паз. - Составной упор:
Поддержка держателей инструментов и режущих инструментов в разных положениях. Его можно повернуть в любое желаемое положение на горизонтальной плоскости. Требуются углы поворота и растачивание коротких конусов. - Стойка для инструментов:
Это самая верхняя часть кронштейна, которая используется для удержания различных режущих инструментов или держателей инструментов. Обычно используемые держатели инструментов представляют собой кольцевые и качающиеся стойки для инструментов, стойки для инструментов с квадратной головкой и быстросменные стойки для инструментов.
- Фартук:
Фартук — корпус механизма подачи. Пристегивается к седлу и похмелья перед кроватью. - Ходовой винт:
Ходовые винты также известны как силовые или поступательные винты. Он преобразует вращательное движение в поступательное движение. Ходовые винты используются для нарезания резьбы на токарных станках. - Подающий стержень:
Подающий стержень используется для перемещения тележки слева направо и справа налево. - Патрон:
Патроны используются для надежного удержания заготовок. Обычные патроны включают 3-кулачковые самоцентрирующиеся патроны и 4-кулачковые независимые патроны. - Главный шпиндель:
Шпиндель представляет собой полый цилиндрический вал, через который могут проходить длительные работы. Он разработан таким образом, чтобы шпиндель не отклонялся при создании усилия от режущего инструмента. - Нога:
Ноги несут полную нагрузку токарного станка и передают ее на землю. Аутригеры прочно закреплены на полу анкерными болтами, поддерживающими устойчивую опору машины.
Аутригеры прочно закреплены на полу анкерными болтами, поддерживающими устойчивую опору машины.
Сколько существует типов токарных станков? Характеристики различных типов токарных станков
- Токарно-винторезный станок или токарный станок:
Токарно-винторезный станок или токарно-винторезный станок являются наиболее широко используемыми станками и часто присутствуют в каждом магазине. Такие операции, как токарная обработка, торцевание, нарезание канавок, накатка, нарезание резьбы и т. д., выполняются на центральных или моторных токарных станках. Токарный станок имеет все части, такие как станина, седло, передняя бабка, задняя бабка и т. Д. Передняя бабка токарного станка является жесткой, а задняя бабка подвижной, что в дальнейшем используется для поддержки таких операций, как накатка. Механизм подачи позволяет легко подавать инструмент как в продольном, так и в поперечном направлениях. Токарно-центральный станок приводится в движение зубчатым механизмом или шкивным механизмом. Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип.
Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип. - Высокоскоростной токарный станок:
Высокоскоростные токарные станки, также известные как токарные станки по дереву, работают на высоких скоростях, в диапазоне от 1200 до 3600 об/мин. Шпиндель передней бабки вращается с очень высокой скоростью. У детали есть передняя и задняя бабки, но нет центра или токарного механизма подачи, а подача осуществляется вручную. Высокоскоростные токарные станки обычно используются для токарной обработки, центрирования, полировки и механической обработки древесины. - Лебедочно-револьверные станки:
Лебедочно-револьверные станки используются в серийном производстве и представляют собой усовершенствованную версию токарно-винторезных станков. В тех случаях, когда токарно-револьверные станки используются для выполнения своей последовательности операций на заготовке, на этом станке не выполняется замещающая операция. Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой.
Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой. - Токарный станок для инструментального цеха:
Токарный станок для инструментального цеха работает со скоростью до 2500 об/мин. Детали почти идентичны токарному станку, но детали изготовлены очень точно и должны быть в правильном порядке, так как этот токарный станок используется для очень ценных работ с очень жесткими допусками. В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность.
В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность. - Настольный токарный станок:
Настольный токарный станок устанавливается на столе. Этот тип токарного станка небольшой и используется для очень мелких точных работ. Он имеет все аналогичные части токарного станка двигателя и высокоскоростного токарного станка. - Токарный автомат:
Токарный автомат Работа: автоматически. Автоматические токарные станки используются для массового производства. Некоторые механизмы отвечают за автоматизацию этого. Нет необходимости вручную менять инструмент, так как он меняется автоматически. Преимущество заключается в том, что один оператор может управлять более чем 4-5 машинами одновременно. Автоматические токарные станки Токарные станки высокоскоростные и тяжелые. - Токарные станки специального назначения:
Специализированные токарные станки выполняют специальные виды операций, которые невозможно выполнить на стандартных станках и других станках. Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п.
Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п.- Колесные токарные станки используются для обработки цапф и рельсовых тяг, а также для точения резьбы на колесах локомотивов.
- используются для обработки роторов реактивных двигателей. Ось станины находится под прямым углом к оси основного вала передней бабки, образуя Т-образную форму.
Токарные станки типа Т
- Токарный станок с ЧПУ:
Токарный станок с ЧПУ означает компьютерное числовое управление. Он широко используется в качестве токарного станка из-за его быстрой и точной работы и является одним из самых передовых типов доступных токарных станков. Токарные станки с ЧПУ используют компьютерную программу для управления станком. Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров.
Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров.
Преимущества обработки на токарном станке с ЧПУ:- Подходит для центра массового производства часто меняющихся в работе изделий.
- Время установки и обработки может быть сокращено.
- Стоимость инструмента ниже благодаря идеальному расчету скоростей резания и подачи.
- Хороший продукт и высокая надежность.
- Можно избежать много времени перед работой.
- Может снизить затраты на осмотр.

- Оператору не обязательно обладать передовыми технологиями.
- Это позволяет избежать использования специальных форм, приспособлений и т. д., экономя время обработки.
Какие операции выполняет токарный станок?
- Центрирование:
Когда заготовка должна удерживаться между двумя центрами, операция центрирования используется для создания конического отверстия на поверхности заготовки для опоры подшипника в центре токарного станка. - Облицовка:
Операция торцевой поверхности заключается в том, чтобы сделать конец заготовки гладкой поверхностью с определенной длиной рабочей оси или заготовки. - Токарная обработка:
Операция по удалению лишнего материала с заготовки для получения конической или цилиндрической поверхности. Существует несколько видов токарных работ, в том числе следующие:- Прямой поворот: Прямой поворот выполняется для создания цилиндрической поверхности путем удаления лишнего материала с заготовки.

- Уступ: точение уступа имеет разные диаметры для формирования ступеней от одного диаметра к другому.
- Черновая токарная обработка: Черновая токарная обработка — это процесс удаления лишнего материала с заготовки в кратчайшие сроки с применением высоких скоростей подачи и большой глубины резания. Глубина резания составляет приблизительно от 2 до 5 мм, а скорость подачи — от 0,3 до 1,5 мм/об.
- Чистовое точение: Операции чистового точения требуют высоких скоростей резания, минимальной подачи и небольшой глубины резания для получения гладких поверхностей. Глубина резания составляет примерно от 0,5 до 1 мм, а скорость подачи составляет от 0,1 до 0,3 мм/об.
- Коническая токарная обработка: Конус определяется как равномерное уменьшение или увеличение диаметра заготовки в зависимости от ее длины. Операция получения конусной поверхности уменьшающегося диаметра из цилиндрической заготовки называется конусной токарной обработкой.
- Прямой поворот: Прямой поворот выполняется для создания цилиндрической поверхности путем удаления лишнего материала с заготовки.
- Снятие фаски:
Снятие фаски используется для снятия фаски в конце работы, чтобы удалить заусенцы, улучшить внешний вид и позволить гайке войти в болт.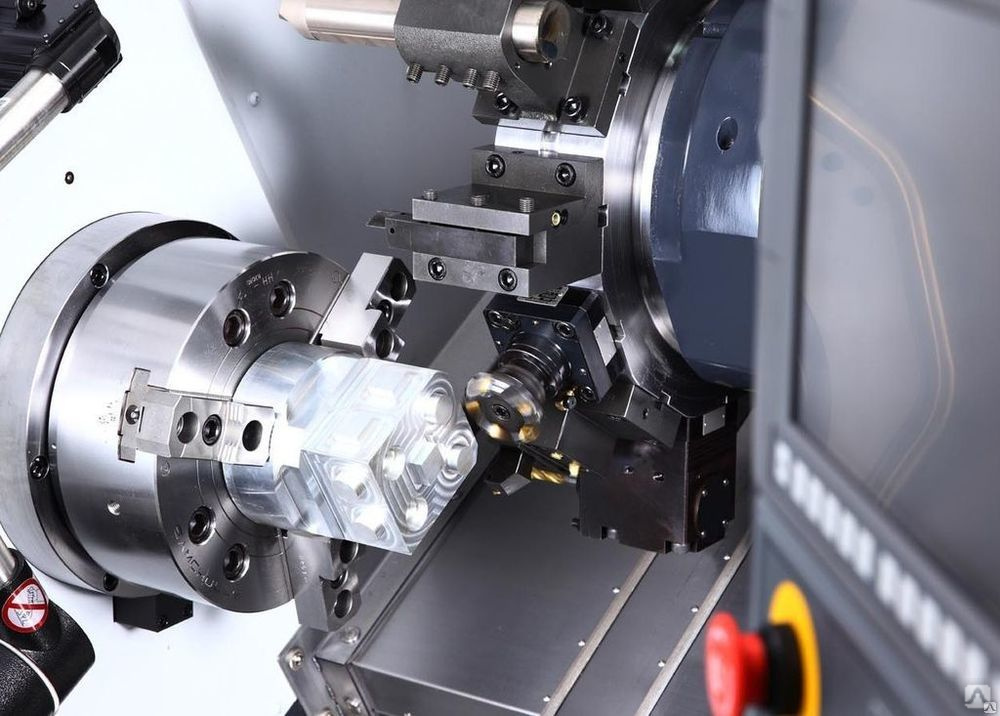 Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки.
Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки. - Накатка:
Накатка — это процесс создания шероховатой поверхности на заготовке для обеспечения эффективного зажима. Инструмент с накаткой надежно крепится к держателю инструмента и прижимается к вращающейся заготовке, оставляя копию инструмента на поверхности заготовки. - Нарезание резьбы:
Операция создания винтовой канавки на цилиндрической или конической поверхности путем продольной подачи инструмента при вращении заготовки между двумя центрами. - Сверление:
Сверление — это операция, при которой в заготовке просверливаются отверстия. При этой операции заготовка вращается со скоростью вращения на валу токарного станка, а сверло устанавливается на шпиндель задней бабки. А задняя бабка приводится в действие ручной подачей. - Сверление:
Можно увеличить диаметр существующего отверстия на работе, повернув его внутрь каким-либо сельскохозяйственным инструментом, известным как сверлильный инструмент.
- Развёртывание:
Развёртывание — это операция определения размеров или доводки просверленного отверстия до нужного размера с помощью инструмента, называемого развёрткой. - Прядение:
В процессе прядения листовой металл зажимается между формовочными машинами, и центр задней бабки вращается вместе с формовочной машиной на высокой скорости. Формовочный инструмент с овальной головкой, жестко закрепленный на специальной резцедержателе, прижимает заготовку к периферии шаблона. Это процесс обработки без стружки. - Нарезание резьбы метчиком:
Используйте операцию нарезания резьбы для создания внутренней резьбы в отверстии с помощью инструмента, называемого метчиком. - Отрезка:
Продольная резка – это операция по отрезанию стержнеобразной заготовки после завершения процесса механической обработки.
Что такое токарный станок? — Определение, типы и операции
Что такое токарный станок?
Токарный станок — это станок, который вращает заготовку вокруг оси вращения для выполнения различных операций, таких как резка, шлифовка, накатка, сверление, деформация, торцовка и токарная обработка с помощью инструментов, применяемых к заготовке, для создания объекта с симметрией вокруг эта ось.
Токарные станки используются при токарной обработке дерева, металлообработке, прядении металлов, термическом напылении, восстановлении деталей и обработке стекла. Токарные станки можно использовать для придания формы гончарным изделиям, наиболее известным из которых является гончарный круг. Наиболее подходящие токарные станки для металлообработки также могут использоваться для производства большинства тел вращения, плоских поверхностей, резьбы или спирали.
Декоративные токарные станки позволяют создавать трехмерные тела невероятной сложности. Заготовка обычно удерживается на месте одним или двумя центрами, по крайней мере один из которых обычно может перемещаться горизонтально для размещения заготовок различной длины.
Другие методы фиксации заготовки включают крепление заготовки вокруг оси вращения с помощью патрона или цанги или к планшайбе с помощью зажимов или кулачковой муфты.
Примеры предметов, которые можно изготовить на токарном станке, включают винты, подсвечники, стволы оружия, кии, ножки столов, миски, бейсбольные биты, музыкальные инструменты (особенно деревянные духовые) и коленчатые валы.
Как работает токарный станок?
Токарный станок — это обрабатывающий инструмент, который используется в основном для обработки металла или дерева. Он работает путем вращения заготовки вокруг неподвижного режущего инструмента. Основное применение — удаление ненужных частей материала, оставляя после себя заготовку красивой формы.
Хотя существуют различные типы токарных станков, все они используют схожий метод, при котором заготовка вращается относительно режущего инструмента, последний из которых неподвижен. Фрезерные станки, конечно, работают наоборот. На фрезерном станке заготовка неподвижна, а режущий инструмент вращается.
Токарные станки предназначены для удаления материала с заготовок путем воздействия на них режущим инструментом. Заготовка крепится к токарному станку, после чего она вращается, вдавливая в режущий инструмент. Вращательное движение заготовки обеспечивает быстрое, эффективное и точное удаление материала.
Токарные станки — это большие и сложные машины, состоящие из множества отдельных компонентов.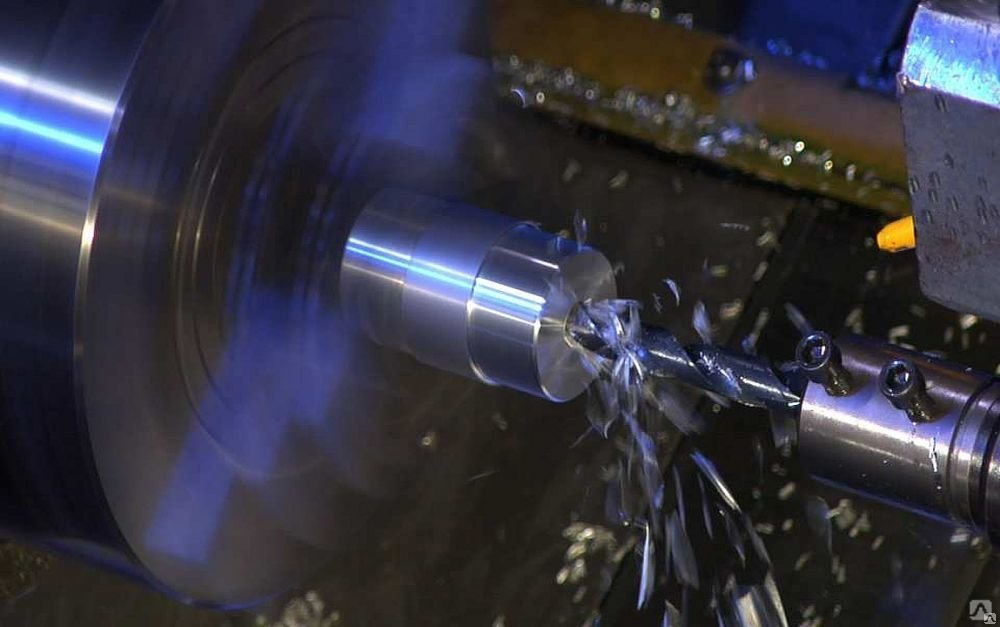 Передняя бабка, например, является компонентом, удерживающим заготовку при ее вращении. Токарные станки также имеют заднюю бабку, к которой можно прикрепить заготовку. Задняя бабка обычно используется для исключительно больших или длинных заготовок.
Передняя бабка, например, является компонентом, удерживающим заготовку при ее вращении. Токарные станки также имеют заднюю бабку, к которой можно прикрепить заготовку. Задняя бабка обычно используется для исключительно больших или длинных заготовок.
части токарного станка
Основные части токарного станка :
- Передняя бабка. Передняя бабка обычно располагается с левой стороны токарного станка и оснащена шестернями, шпинделями, патронами, рычагами управления скоростью передачи и регуляторами подачи. Передняя бабка обычно находится с левой стороны станка и оснащена шестернями, шпинделями, патронами, рычагами управления скоростью передачи и органами управления подачей.
- Задняя бабка. Заготовка обычно находится с правой стороны станка и поддерживается задней бабкой на конце.
- Кровать. Основные части токарного станка, все детали крепятся болтами к станине.
 Он включает в себя переднюю бабку, заднюю бабку, каретки и другие детали.
Он включает в себя переднюю бабку, заднюю бабку, каретки и другие детали. - Каретка. Каретка расположена между передней и задней бабками и содержит фартук, седло, составную опору, поперечный суппорт и держатель инструмента.
- Ходовой винт. Ходовой винт используется для автоматического перемещения каретки во время нарезания резьбы.
- Подающий стержень. Используется для перемещения каретки слева направо и наоборот.
- Поддон для стружки. На нижней части станка. Поддон для стружки используется для сбора стружки, образующейся во время работы токарного станка.
- Маховик. Колесо с ручным приводом для перемещения поперечных салазок, каретки, задней бабки и других деталей с помощью маховика.
- Чак. Позволяет монтировать сложные детали некруглой, квадратной или треугольной формы.
- Охлаждающее устройство .
 Охлаждающее устройство в основном использует насос охлаждающей воды для подавления щелевой жидкости в резервуаре для воды, распыления ее на точку резки, промывки стружки и снижения температуры резки. Выровняйте поверхность, чтобы увеличить срок службы инструмента. Качество обработки поверхности заготовки.
Охлаждающее устройство в основном использует насос охлаждающей воды для подавления щелевой жидкости в резервуаре для воды, распыления ее на точку резки, промывки стружки и снижения температуры резки. Выровняйте поверхность, чтобы увеличить срок службы инструмента. Качество обработки поверхности заготовки. - Ноги. Это опоры, на которые ложится весь вес машины. Преобладающий метод — использование литых ножек. Обе ножки прочно закреплены на полу через опорные точки, чтобы предотвратить вибрацию машины.
- Выдвижная коробка. Это блок управления подачей токарного станка. Он снабжен механизмом, который превращает вращательное движение светового стержня и ходового винта в поступательное движение резцедержателя.
- Шпиндель. Отверстие в передней бабке, к которому можно подавать прутковый материал, что позволяет обрабатывать валы, длина которых до двух раз превышает длину между центрами токарного станка, с одного конца за раз.
 Устанавливается на поперечных салазках каретки и использует маховик для подачи инструментов в заготовку.
Устанавливается на поперечных салазках каретки и использует маховик для подачи инструментов в заготовку. - Фартук. Крепится к передней части каретки, имеет механизм и органы управления для перемещения каретки и поперечных салазок.
types of lathes
Following are different types of lathe machines :
- Center lathe or engine lathe
- Speed lathe
- Capstan and turret lathe
- Toolroom lathe
- Bench lathe
- Automatic lathe
- Специальный токарный станок
- Токарный станок с ЧПУ
Наиболее распространенным станком является токарный станок, который можно разделить на разные типы в зависимости от различных условий обработки для процесса токарной обработки.
1.
Токарно-винторезный станок или токарно-винторезный станок
Этот тип токарного станка в настоящее время широко используется и может выполнять такие операции, как токарная обработка, торцевая обработка, нарезание канавок, накатка и нарезание резьбы. Механизм подачи токарно-винторезного станка может управлять режущим инструментом как в продольном, так и в поперечном направлениях.
Механизм подачи токарно-винторезного станка может управлять режущим инструментом как в продольном, так и в поперечном направлениях.
Токарный станок с центральным приводом можно разделить на ременный привод, моторный привод и редуктор в зависимости от источника привода. Этот тип токарного станка широко используется в наши дни, он способен выполнять такие операции, как токарная обработка, обработка канавок, накатка, торцовка и нарезание резьбы.
Механизм подачи моторного токарного станка может управлять режущим инструментом как в продольном, так и в поперечном направлениях. Токарно-винторезный станок можно разделить на ременный привод, моторный привод и редуктор в зависимости от источника привода
2.
Скоростной токарный станок/токарный станок по дереву
Эти токарные станки могут быть настольного типа или иметь опорные ножки, отлитые и прикрепленные к станине. Эти токарные станки имеют большинство приспособлений, которые несут другие типы токарных станков, но не имеют источника питания.
Высокоскоростной токарный станок также можно назвать токарным станком по дереву, который может работать на высокой скорости и управляться вручную. Диапазон скоростей для высокоскоростных токарных станков составляет от 1200 до 3600 об/мин. Этот токарный станок используется для токарной обработки, центрирования, полировки и обработки древесины.
У вас нет ни шестерни, ни ползуна, ни ходового винта. Таким образом, инструмент подается и управляется вручную. Обычно инструмент либо устанавливается на инструментальную стойку, либо опирается на Т-образную опору. Такие токарные станки обычно используются для токарной обработки, полировки, центрирования и прядения металлов и т. д.
3.
Токарно-револьверный станок с токарно-револьверной головкой
Токарно-револьверный станок с токарно-револьверной головкой представляет собой усовершенствование токарных станков с двигателями, которые можно использовать для крупносерийного производства и крупных работ. . Головка станка представляет собой шестигранную головку, которую можно вращать для изменения операции без ручного изменения, включая токарную обработку, торцевую обработку, растачивание и развертывание.
. Головка станка представляет собой шестигранную головку, которую можно вращать для изменения операции без ручного изменения, включая токарную обработку, торцевую обработку, растачивание и развертывание.
- Подробнее о; Что такое токарный станок Capstan и Turret?
4.
Токарный станок Toolroom
Это не что иное, как токарно-винторезный станок, но с некоторыми дополнительными насадками, чтобы сделать его пригодным для относительно более точного угла скоростей и подач. Обычные приспособления, которые доступны на токарном станке, представляют собой конические токарные приспособления, опору привода, цанговые патроны, патроны и т. д.
Этот токарный станок имеет сравнительно меньшую станину, длиннее, чем обычно моторизованный токарный станок. Наиболее распространенная длина составляет от 135 до 180 см.
5.
Настольный токарный станок
Это очень маленький токарный станок, который устанавливается на отдельно подготовленный верстак или шкаф. Он используется для мелких и точных работ, так как он очень точен. Обычно он оснащен всеми насадками, которые может нести более крупный токарный станок, и может выполнять практически любые более крупные токарные операции.
Он используется для мелких и точных работ, так как он очень точен. Обычно он оснащен всеми насадками, которые может нести более крупный токарный станок, и может выполнять практически любые более крупные токарные операции.
6.
Автоматический токарный станок
Эти токарные станки значительно улучшают качество и количество продукции. Они сконструированы таким образом, что все рабочие процессы и действия по обработке заказов в рамках всего производственного процесса по заказу выполняются автоматически.
Во время работы участие оператора не требуется. Другим вариантом станков этого типа являются токарные полуавтоматы, в которых оператор ставит и снимает работу, а все операции выполняются станком автоматически.
Токарные автоматы доступны с одним или несколькими шпинделями. Они относятся к категории высокопроизводительных скоростных токарных станков, которые в основном используются в массовом производстве.
7. Специальный токарный станок
Специальные токарные станки используются для выполнения специальных операций, которые невозможны на остальных токарных станках. Специальные токарные станки включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многоосевые токарные станки, производственные токарные станки, дуплексные или копирующие токарные станки и т. Д., Которые известны своим тяжелым производством одних и тех же деталей.
Специальные токарные станки включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многоосевые токарные станки, производственные токарные станки, дуплексные или копирующие токарные станки и т. Д., Которые известны своим тяжелым производством одних и тех же деталей.
8. Токарный станок с ЧПУ
Токарный станок с ЧПУ используется для управления работой станка с помощью компьютерной программы. После поэтапного ввода программы массовое производство может выполняться с высокой точностью и скоростью, а после установки кода операции его можно производить без повторного ввода в следующий раз.
Токарные станки с ЧПУ — это самые передовые типы токарных станков, доступных сегодня, и допуски деталей, которые они производят, чрезвычайно точны.
Токарные операции
Наиболее распространенными токарными операциями являются токарная обработка, торцевание, нарезание канавок, отрезка, нарезание резьбы, сверление, растачивание, накатка и нарезание резьбы.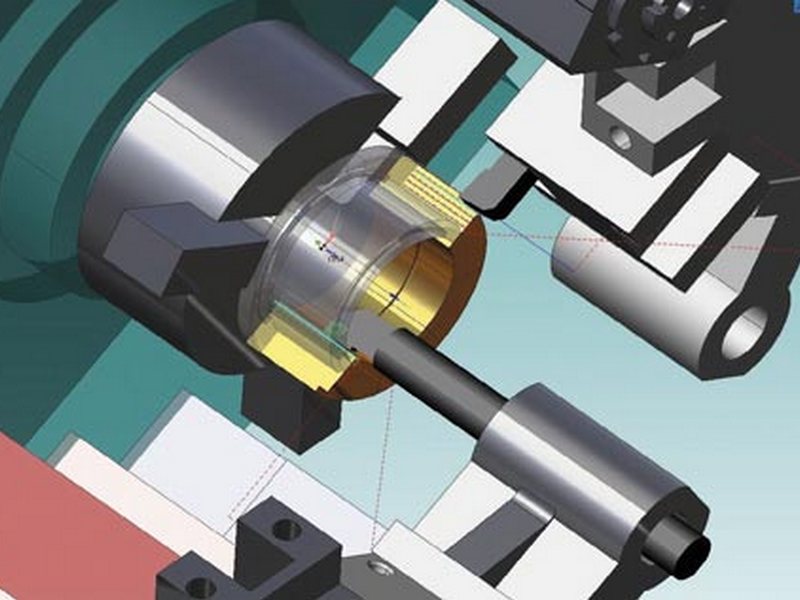
Прежде чем работать на токарном станке, вы должны знать скорость подачи, скорость резания, глубину резания и то, как используется инструмент. Каждая токарная операция имеет свои факторы, которые необходимо учитывать перед началом работы.
Факторы следует использовать должным образом, чтобы избежать неправильного обращения и несчастных случаев при любых операциях токарного станка. С каждым желаемым резом скорость, глубина и подача токарного станка изменяются из соображений точности.
Типы токарных операций
Работа токарного станка меняется с каждой операцией и желаемой резкой. Существует много операций, используемых для использования токарного станка. Некоторые из распространенных операций токарного станка:
1.
Токарная обработка
Токарная обработка является наиболее распространенной операцией токарной обработки. В процессе токарной обработки режущий инструмент удаляет материал с внешнего диаметра вращающейся заготовки. Основной целью токарной обработки является уменьшение диаметра заготовки до желаемого размера. Существует два вида токарной обработки: черновая и чистовая.
Основной целью токарной обработки является уменьшение диаметра заготовки до желаемого размера. Существует два вида токарной обработки: черновая и чистовая.
Операция черновой токарной обработки направлена на обработку детали до заданной толщины путем удаления максимального количества материала в кратчайшие сроки без учета точности и чистоты поверхности. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
ДОПОЛНИТЕЛЬНО: Что такое токарная обработка?
Различные сечения точеных деталей могут иметь разные наружные размеры. Переход между поверхностями с двумя разными диаметрами может иметь несколько топологических признаков, а именно ступеньку, конусность, фаску и контур. Для создания этих элементов может потребоваться несколько проходов при малой радиальной глубине резания.
- Черновая токарная обработка: Черновая токарная обработка предназначена для обработки заготовки до заданной толщины путем удаления максимального количества материала в кратчайшие сроки без учета точности и качества поверхности.
 Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами. - Ступенчатая токарная обработка: Ступенчатая токарная обработка создает две поверхности с резким изменением диаметра между ними. Последняя особенность напоминает ступеньку.
- Точение по конусу: При точении по конусу наклонное движение между заготовкой и режущим инструментом создает наклонный переход между двумя поверхностями с разными диаметрами. траектория в осевом направлении с заданной геометрией. Для создания желаемых контуров на заготовке требуется несколько проходов контурного инструмента. Однако формовочные инструменты могут производить одинаковую форму контура за один проход.
- Точение с выемкой: Подобно ступенчатому точению, точение со скосом создает угловой переход прямоугольной кромки между двумя поверхностями с разными диаметрами точения.
- Токарная обработка: В этом методе используется инструмент особой формы.
 Инструмент вставляется радиально. Подача для формовки: Радиальная. Схема работы токарного станка, включающая торцовку, формовку и контурную токарную обработку.
Инструмент вставляется радиально. Подача для формовки: Радиальная. Схема работы токарного станка, включающая торцовку, формовку и контурную токарную обработку.
2.
Наплавка
При обработке заготовки получаются несколько длиннее, чем должна быть готовая деталь. Обточка – это обработка конца заготовки, перпендикулярного оси вращения. При торцовке инструмент перемещается по радиусу заготовки для создания нужной длины детали и гладкой поверхности за счет удаления тонкого слоя материала.
3.
Отрезка
Отрезка — это операция механической обработки, которая приводит к отрезанию детали в конце цикла обработки. В этом процессе используется инструмент определенной формы, который входит в заготовку перпендикулярно оси вращения и выполняет поступательный рез во время вращения заготовки.
После того, как кромка режущего инструмента достигает центра заготовки, заготовка падает. Улавливатель деталей часто используется для захвата снятой детали.
4. Канавка
Нарезание канавок — это процесс токарной обработки, при котором в заготовке создается узкий разрез, «канавка». Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок требуется несколько проходов инструмента.
Существует два типа обработки канавок: наружная и торцевая. Инструмент перемещается радиально в поперечном направлении в заготовку с внешней канавкой и удаляет материал вдоль направления резания. При торцевой канавке станки протыкают торцевую часть заготовки.
5. Нарезание резьбы
Нарезание резьбы — это процесс токарной обработки, при котором инструмент перемещается вдоль боковой поверхности заготовки и нарезает резьбу на внешней поверхности. Резьба представляет собой равномерную спиральную канавку определенной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
6. Накатка
В процессе накатки на поверхности детали создаются зубчатые узоры. Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться в держателях инструмента.
Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Самый распространенный наконечник с накаткой — ромбовидный.
7.
Растачивание
При растачивании инструмент проникает в заготовку в осевом направлении и удаляет материал вдоль внутренней поверхности, чтобы либо создать другую форму, либо увеличить существующее отверстие.
8.
Сверление
В процессе сверления материал удаляется из внутренней части заготовки. Результат сверления – отверстие диаметром, равным размеру используемого сверла. Сверла обычно располагаются либо на задней бабке, либо на резцедержателе токарного станка.
ДОПОЛНИТЕЛЬНО: Что такое сверление?
9.
Развёртывание
Развёртывание — это процесс калибровки, который увеличивает отверстие в заготовке. При развертывании развертка проникает в осевом направлении через конец в заготовку и расширяет существующее отверстие до диаметра инструмента.
Развёртывание удаляет минимальное количество материала и часто выполняется после сверления, чтобы получить как более точный диаметр, так и более гладкую внутреннюю поверхность.
10. Нарезание резьбы
Нарезание резьбы метчиком — это процесс, при котором инструмент для нарезания резьбы проникает в заготовку в осевом направлении и нарезает резьбу в имеющемся отверстии. Все это соответствует соответствующему размеру биты, который может вместить желаемый инструмент для нарезания резьбы. Нарезание резьбы — это также процесс нарезания резьбы на гайках.
Токарные инструменты
Для работы общего назначения используется инструмент с одной точкой, но для специальных операций могут использоваться инструменты с несколькими точками. Посмотрите приведенное ниже видео, чтобы понять работу токарного станка.
При работе на токарном станке для разных операций требуются разные типы режущих инструментов, в зависимости от процесса использования режущих инструментов.
Типы режущих инструментов для токарных станков
Различные типы режущих инструментов для токарных станков:
- Токарный инструмент.
- Расточная оправка
- Инструмент для снятия фаски
- Инструмент для накатки
- Инструмент для разделения
- Инструмент для нарезания резьбы
- Инструмент для торцовки
- Инструмент для нарезки канавок
Существует широкий спектр токарных инструментов, которые можно классифицировать по материалам, конструкциям, назначению или использованию.
- Токарный инструмент : токарные инструменты предназначены для удаления материала с заготовки, черновой токарный инструмент используется для удаления максимального количества материала, а чистовой токарный инструмент служит для получения хорошего качества поверхности, просто удалите небольшое количество , чтобы сделать произведение более точным.

- Расточная оправка: Расточная оправка требуется, когда вы хотите увеличить существующее отверстие, расточная оправка может легко просверлить уже просверленное отверстие и увеличить его диаметр. Он может быстро увеличить отверстие и обработать его до нужного размера, чтобы правильно подогнать другие компоненты.
- Инструмент для снятия фаски: Фаска – это переходная кромка между двумя гранями объекта, также определяемая как форма фаски. Инструмент для снятия фаски используется для создания фаски или борозды на детали. Фаски можно использовать для сглаживания острых или опасных кромок на заготовке.
- Накатной инструмент : Накатные инструменты используются для изготовления токарных деталей с накаткой путем создания или вдавливания рисунка в круглую секцию, используются в качестве захвата для ручки, также обычно создаются на крепежных деталях, таких как гайки. Инструмент для накатки разработан по определенному шаблону.
- Отрезной инструмент: Отрезной инструмент относится к инструменту с узким лезвием, используемому при точении или строгании, или для разрезания детали на две части, или определяется как инструмент, используемый для отрезания деталей от основной части обрабатываемого материала. производится во многих формах.
- Инструмент для нарезания резьбы: Инструмент для нарезания резьбы используется для нарезания резьбы на детали токарного станка. При нарезании наружной резьбы деталь может удерживаться в патроне или устанавливаться между двумя центрами, при нарезании внутренней резьбы деталь удерживается в патроне, инструмент перемещается по детали линейно, снимая стружку с заготовки при каждом проходе.
- Инструмент для торцовки: Инструмент для торцовки используется для торцевания на токарном станке для резки плоской поверхности перпендикулярно оси вращения детали, инструмент устанавливается в держатель инструмента, который опирается на каретку токарного станка, во время процесса, торцовочный инструмент будет подаваться перпендикулярно оси вращения детали.
- Инструмент для нарезания канавок: Инструмент для нарезания канавок обычно представляет собой твердосплавную пластину, установленную в специальный держатель инструмента, он предназначен для пластины с несколькими наконечниками, часто отшлифованными до размеров и формы, необходимых для конкретной работы, включая прорезание паза и полное другая работа.
- Формовочный инструмент: Формовочные инструменты имеют плоскую или круглую форму при использовании на токарном станке. Простые формовочные инструменты имеют режущие кромки, отшлифованные по форме канавки, выточки или резьбы, которые необходимо нарезать.
- Инструмент для токарной обработки уступа: Квадратный уступ обтачивается с помощью токарного инструмента с острым лезвием или торцевого инструмента. Скошенный уступ может быть обработан прямым токарным инструментом, имеющим угол боковой режущей кромки и нулевой радиус при вершине. Скругленное плечо обтачивается прямым токарным инструментом с радиусом вершины, соответствующим радиусу скругления заготовки.
- Инструмент для зенкерования: Операция зенкерования может быть выполнена с помощью обычного сверлильного инструмента. Режущая кромка инструмента настолько отшлифована, что после точения может оставить заплечик. Обычно используется цековка с несколькими режущими кромками.
- Инструмент для подрезки: Инструмент для подрезки или нарезки канавок имеет острие и форму режущей кромки, точно соответствующие форме требуемой канавки. Задний угол указан со всех сторон инструмента. Для канавочной режущей кромки используется продольная подача. Угол переднего зазора зависит от отверстия работы.
Применение токарного станка
Токарный станок применяется следующим образом:
- Токарный станок используется для изготовления круглых или частично круглых деталей.
- Используется для нарезания наружной и внутренней резьбы.
- Используется для отрезного материала.
- Токарный станок использует расточку и сверление отверстий или накатку ручки.
- Отполируйте поверхность круглой детали и заострите вал.
- Необработанный материал для лица или одежды.
- Я использую свою фрезу для фрезерования, но мелкие детали можно фрезеровать и на токарном станке. Поднимите резак и закрепите деталь на стойке инструмента.
- Приводит в действие такие устройства, как гидравлический насос без двигателя. Я могу установить направление и скорость любого вала, который подходит к моим патронам.
- Я работаю исключительно с металлом, пластиком и деревом, но практических ограничений для материалов, которые можно обрабатывать на токарном станке, немного.
- Выровняйте 2 части сломанного вала перед ремонтом.
- Скошить край.
Преимущества токарного станка
Преимущества токарного станка заключаются в следующем:
Реклама
- Точность токарных станков с ЧПУ очень высока по сравнению с токарными станками обычной обработки.
- Высокая производительность.
- Нет необходимости в высококвалифицированных операторах.
- Полная автоматизация, позволяющая упростить и ускорить работу.
- Обработка на токарном станке и токарном станке с ЧПУ была очень быстрой.
- Высокая универсальность, позволяющая использовать его для создания всех видов изделий и деталей.
Недостатки токарного станка
Токарный станок имеет следующие ограничения:
- Если техническое обслуживание не было надлежащим, это может привести к повреждению деталей станка из-за отсутствия смазки.
- Устройство также быстро изнашивается, если оператор недостаточно хорош для проведения эксперимента.
- Из-за скорости укуса запах будет очень сильным в атмосфере, что также влияет на здоровье.
- Эти станки были дороже других обычных станков, так как на токарном станке можно было выполнять почти все операции.
Часто задаваемые вопросы.
Что такое токарный станок?
Токарный станок — это станок, который вращает заготовку вокруг оси вращения для выполнения различных операций, таких как резка, шлифовка, накатка, сверление, деформация, облицовка и токарная обработка с помощью инструментов, применяемых к заготовке, для создания объекта с симметрией вокруг эта ось.
Как работает токарный станок?
Токарный станок — это обрабатывающий инструмент, который используется в основном для обработки металла или дерева. Он работает путем вращения заготовки вокруг неподвижного режущего инструмента. Основное применение — удаление ненужных частей материала, оставляя после себя заготовку красивой формы.
Сколько операций может выполнять токарный станок?
Наиболее распространенными токарными операциями являются токарная обработка, торцевание, нарезание канавок, отрезка, нарезание резьбы, сверление, расточка, накатка и нарезание резьбы.
Что такое токарные режущие инструменты?
Различные типы токарных станков Режущие инструменты:
- Токарный инструмент.
- Расточная оправка
- Инструмент для снятия фаски
- Инструмент для накатки
- Инструмент для разделения
- Инструмент для нарезания резьбы
- Инструмент для торцовки
- Инструмент для нарезки канавок
Для чего нужен токарный станок?
Токарные станки, известные как «матери обрабатывающих инструментов», могут использоваться для самых разных целей. К ним относятся формование, сверление, шлифование, накатка, токарная обработка, резка и деформация. Такую универсальность инструмента трудно превзойти, и именно поэтому так много рабочих по металлу и дереву полагаются на токарные станки как на основу своей работы.
Какие бывают 3 типа токарных станков?
Распространенные типы токарных станков:
- Токарно-винторезный станок или токарный станок с двигателем.
- Скоростной токарный станок.
- Токарно-револьверный станок.
- Токарный станок Toolroom.
- Настольный токарный станок.
- Токарный автомат.
- Специальный токарный станок.
- Токарный станок с ЧПУ.
Что такое ЧПУ и токарный станок?
Управляемые системами компьютерного числового управления (ЧПУ) и снабженные точными инструкциями по проектированию, токарные станки с ЧПУ представляют собой станки, в которых материал или деталь зажимается и вращается главным шпинделем, а режущий инструмент, работающий с материалом, устанавливается и перемещается по разным осям.
Что такое токарный станок?
Токарный станок — это станок, который обтачивает цилиндрический материал, касается его режущим инструментом и разрезает материал. Токарный станок является одним из станков, наиболее часто используемых при механической обработке. Материал прочно закрепляется в патроне токарного станка. Токарный станок включается, патрон вращается.
Что такое токарный станок?
Токарные станки представляют собой механизмы, которые придают форму, сверлят или нарезают резьбу в таком материале, как дерево или металл. Оператор токарного станка отвечает за подготовку и планирование таких машинных задач, а также за их фактическое выполнение.
Что такое токарный станок?
Станины токарных станков обычно изготавливаются из мелкозернистого чугуна. Обработанные и отшлифованные поверхности станины на салазках каретки и задней бабки называются направляющими. Высококачественные токарные станки часто имеют способы индукционной или огневой закалки для минимизации износа.
Сколько осей у токарного станка?
Токарные станки определяются как 2-осевые станки. Когда токарные станки стали включать в себя 3-х, 4-х и 5-осевые возможности, они стали известны как токарные центры.
Что такое токарная обработка?
Токарная обработка является токарной обработкой, а токарная обработка является частью механической обработки. Токарный станок в основном использует токарный инструмент для поворота вращающейся заготовки. На токарном станке для обработки также можно использовать сверла, развертки, метчики, резьбонарезные плашки и накатные инструменты.
Как стать токарем?
Оператору токаря обычно требуется диплом об окончании средней школы или сертификат GED, а также соответствующий опыт работы посредством обучения на рабочем месте или ученичества.
Как измерить токарный станок?
Измерьте расстояние от верхней части станины до центра шпинделя и удвойте это значение. Точно так же размер станины — это максимальная длина заготовки, которую вы можете повернуть. Он определяется расстоянием между торцом шпинделя и задней бабкой.
Что такое токарный станок специального назначения?
Как следует из названия, эти токарные станки используются для специальных целей, таких как производство идентичных деталей в тяжелых условиях. Кроме того, эти токарные станки также выполняют определенные функции, которые не могут выполняться стандартными токарными станками.
Кто изобрел токарный станок?
Жак де Вокансон был французским изобретателем и художником, который построил первый цельнометаллический токарный станок, имевший большое значение для промышленной революции. Токарный станок известен как мать станков, так как это был первый станок, который привел к изобретению других станков.
Что такое токарный станок в строительстве?
планка, любой материал, крепящийся к конструктивным элементам здания в качестве основы для штукатурки. Обрешетка может быть деревянной, металлической, гипсокартонной или утепленной. В старых жилых домах обычно использовались узкие деревянные планки.
Когда был изобретен токарный станок по металлу?
Он известен как мать станков, так как это был первый станок, который привел к изобретению других станков. Первый полностью задокументированный цельнометаллический токарный станок с суппортом был изобретен Жаком де Вокансоном примерно в 1751 году.
Почему в токарных станках используются задние шестерни?
Механизм заднего хода является дополнительной частью токарного станка с ременным приводом. Он используется для получения более медленного и более широкого диапазона скоростей вращения шпинделя, отключения и включения задней передачи. Как следует из названия, «задняя передача» — это шестерня, установленная в задней части передней бабки.
Диаметр или радиус поворота токарного станка?
Качели токарного станка на самом деле одна из самых важных частей устройства. … Теперь и токарный станок по дереву, и токарный станок по металлу имеют качание, а качание относится к максимальному диаметру заготовки, которая может поместиться в станок.
Кто отец токарного станка?
Генри Модслей (род. 22 августа 1771 г., Вулидж, Кент, Англия — умер 14 февраля 1831 г., Лондон), британский инженер и изобретатель токарного станка по металлу и других устройств.
Какой инструмент используется в токарном станке?
Токарные станки можно разделить на разные категории. Наиболее распространенные классификации включают: Использование: токарный инструмент, расточный инструмент, инструмент для снятия фаски, инструмент для обработки канавок и т. д. Материал: инструмент из быстрорежущей стали, инструмент из карбида, алмазный диск, другие материалы и т. д.
Как был изготовлен первый токарный станок?
В 1800 году Мадслей построил первый токарный станок, полностью сделанный из металла, для нарезки самонарезающих винтов, являющийся его центральной направляющей шпинделя. Говорят, что Модслей потратил десять лет на создание удовлетворительного стандартного шпинделя.
Почему токарный станок не машина?
Традиционно также считается, что работа на токарном станке обязательна для изготовления любого механического изделия, даже для изготовления другого станка. Из-за его исключительных возможностей люди, связанные с металлообработкой, любят называть токарный станок станком. Следовательно, токарный станок — это не машина; это станок.
Читайте также
- Что такое токарно-револьверный и токарно-револьверный станок и чем они отличаются?
- Что такое долбежный станок? Детали, типы и принцип работы
- Что такое фрезерный станок? Детали и типы
Токарный станок VEVOR Токарный станок с переменной скоростью 8×16 дюймов Бесщеточный двигатель
Токарный станок с переменной скоростью 8 x 16 дюймов
Регулируемая скорость, бесщеточный двигатель мощностью 750 Вт и аварийный останов
Мини-токарный станок предназначен для тех, кто занимается изготовлением моделей, мастерами-сборщиками или любителями оружия.
Вы можете использовать его для создания резьбовых деталей, а также мелких компонентов, изготовленных с высокой точностью. Небольшой, но мощный токарный станок 210×400 мм с диапазоном резьбы 8-44 T.P.I будет именно тем станком, который заполнит вакансию в вашем гараже.Прочная конструкция
Бесконечно переменные скорости
Работы с Precision
Прозрачные и более эффективные
Тесное оборудование и инструменты. и инструменты. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Круглосуточная служба поддержки . В номере есть 8,3-дюймовая качелька над кроватью. Широкое сквозное отверстие позволяет легко работать с длинными и тонкими деталями, включая штифты, втулки, оси и валы.
Бесступенчатая регулировка скорости
Токарный станок по металлу имеет бесступенчатую регулировку скорости от 0 до 2250 об/мин. Этот мини-токарный станок оснащен цифровым экраном, четко показывающим скорость вращения, что обеспечивает точную и плавную работу.
Высокоточный патрон
Токарный мини-станок оснащен 3-х кулачковым и 4-х кулачковым патронами.
В патроне используется подшипник P3, который широко используется там, где требуется точная обработка и достигаются высокие скорости вращения.4-сторонняя револьверная стойка
4-сторонняя револьверная стойка на токарном станке легко регулируется. И удобно менять режущие инструменты. С помощью столба вы можете легко выполнять резку со скосом.
Регулируемая задняя бабка
Задняя бабка совместима с любым конусом MT2, скользит вдоль пути для поддержки заготовок различной длины, обеспечивая стабильную и надежную работу.
Широкое применение
Токарный станок по металлу работает, не занимая много места в вашем магазине или гараже, создавая кольца, штифты, прототипы, модели и т.д. : 110 В / 60 Гц
Тип двигателя: безмолв
Материал передачи: металл
Расстояние между центрами: 15,7 » / 400 мм
Качание на кровать: 8,3″ / 210 мм
Качание. 4.6″ / 117 mm
Taper of Spindle Bore: MT5
Spindle Bore: 1.
5″ / 38 mmRange of Spindle Speeds: 0-1250 / 100-2250 RPM
Inch Thread : 8-44 т/д
Метрическая резьба: 0,5-3 мм
Макс. Путешествие по слайде: 2,1 » / 54 мм
Поперечное скользящее путешествие: 3″ / 76 мм
конусная конина хвоста: MT2
Точность шпинделя: 0,0004 » / 0,01 мм
Сопроводится. 2,13″ / 54 мм
Вес изделия: 163 фунта / 74 кг
Размеры изделия: 31,5″ x 11,8″ x 13,6″ / 80 x 30 x 35 см
1 X Mini Tarte
1 x 4 «3» 3-чет
1 x 4 «4-чет
1 x масло
3 x Закон Jaw
2 x Metal Gear
1 x Lathe Center
3 x Wrench
4 x Allen Key
1 x Toolbox
1 x Manual
1 х набор фитингов
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
- Премиальное качество жесткое качество
- Невероятно низкие цены
- Fast & Secure Delivers
- 30-дневные бесплатные доходности
- 24/7 Attentive Service
- Мини-токарный станок предназначен для тех, кто занимается изготовлением моделей, мастерами-слесарями или любителями оружия. Вы можете использовать его для создания резьбовых деталей, а также мелких компонентов, изготовленных с высокой точностью. Небольшой, но мощный токарный станок 210×400 мм с диапазоном резьбы 8-44 T.P.I будет именно тем станком, который заполнит вакансию в вашем гараже.
- Прочная конструкция
- Бесступенчатая регулировка скорости
- Работает с точностью
- Быстрее и эффективнее
20002 Содержание пакета
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
8 «16» Late-Speed Lathe
.
Мотор и аварийный остановМашина для тяжелых условий эксплуатации
Изготовлена из прочного железа, способного выдерживать долгие годы. В номере есть 8,3-дюймовая качелька над кроватью. Широкое сквозное отверстие позволяет легко работать с длинными и тонкими деталями, включая штифты, втулки, оси и валы.
Бесступенчатая регулировка скорости
Токарный станок по металлу имеет бесступенчатую регулировку скорости от 0 до 2250 об/мин.
Этот мини-токарный станок оснащен цифровым экраном, четко показывающим скорость вращения, что обеспечивает точную и плавную работу.Высокоточный патрон
Токарный мини-станок оснащен 3-х кулачковым и 4-х кулачковым патронами. В патроне используется подшипник P3, который широко используется там, где требуется точная обработка и достигаются высокие скорости вращения.
4-сторонняя револьверная стойка
4-сторонняя револьверная стойка на токарном станке легко регулируется. И удобно менять режущие инструменты. С помощью столба вы можете легко выполнять резку со скосом.
Регулируемая задняя бабка
Задняя бабка совместима с любым конусом MT2, скользит по пути для поддержки заготовок различной длины, обеспечивая стабильную и надежную работу.
Широкое применение
Токарный станок по металлу работает, не занимая много места в вашем магазине или гараже, создавая кольца, штифты, прототипы, модели и т. д. 4″ 3-кулачковый патрон
- 1 x 4″ 4-кулачковый патрон
- 1 x Масленка
- 3 x Кулачки патрона
- 2 x Metal Gear
- 1 x Токарный центр
- 4 x 1 Гаечный ключ 9 Ключ
- 1 ящик для инструментов
- 1 x Руководство
- 1 x Установка фитинга
Технические характеристики
- Мощность: 750W
- Напряжение: 110 В / 60 Гц
- Тип двигателя: без бродяги
- Материал передачи: металл
- Расстояние между центрами: 15. 7 » / 400 ММ
- Поворотная платформа: 8,3 дюйма / 210 мм
- Поворотная поперечная направляющая: 4,6 дюйма / 117 мм
- Конус отверстия шпинделя: MT5
- Отверстие шпинделя: 1,5 дюйма / 38 мм
- Диапазон скоростей вращения шпинделя: 0-1250 / 100-2250 об/мин
- Дюймовая резьба: 8-44 TPI
- Метрическая резьба: 0,5-3 мм
- Макс. Ход суппорта: 2,1 дюйма / 54 мм
- Ход поперечного суппорта: 3 дюйма / 76 мм
- Конус задней бабки: MT2
- Точность шпинделя: 0,0004 дюйма / 0,01 мм
- Ход суппорта: 2,13 дюйма / 54 мм Вес: 163 фунта / 74 кг
- Размеры изделия: 31,5″ x 11,8″ x 13,6″ / 80 x 30 x 35 см
.
Шпиндель токарного станка и производительность обработки
Шпиндель станка является основным вращающимся механическим и приводит в движение заготовку на токарном станке.Мощность привода шпинделя варьируется в зависимости от конструкции.Эти приводные устройства включают ремень, металлическую шестерню, электродвигатель, гидравлический или пневматический привод и имеют различные конфигурации.
О шпинделе токарного станка
Шпиндель станка является ключевым вращающимся механическим компонентом, используемым для удержания и привода заготовки на токарном станке. Мощность привода шпинделя токарного станка зависит от конструкции. Эти приводные устройства включают ремни, металлические шестерни, электродвигатели, гидравлические или пневматические приводы и имеют различные конфигурации.
Существует много типов механизмов привода шпинделей токарных станков. Например, картридж в сборе размещается в фиксированной области, а наклонный шпиндель предназначен для обеспечения определенного угла поворота. Шпиндели некоторых станков устанавливаются в цельный блочный или коробчатый корпус. Другие используют фланцы или ножки для крепления на машине.
Большинство шпинделей станков, подходящих для резки, имеют конусы или другие стандартные конусы станков. Иногда используются несколько шпиндельных головок для увеличения скорости обработки и выполнения многократной прецизионной обработки, такой как прецизионная обработка центрального отверстия.
Шпиндели для токарных станков
В самом начале токарные станки использовали шпиндели с ременным приводом. Конструкция шпинделей токарных станков в то время была простой, и вариантов на рынке было немного. Шпиндель с ременным приводом обладает многими превосходными характеристиками, а его конструкция проста в обслуживании. Поэтому даже сейчас, когда производители токарных и фрезерных станков имеют больше моделей шпинделей на выбор, шпиндели с ременным приводом по-прежнему пользуются большой популярностью.
С другой стороны, моторизованные шпиндели очень популярны в области передовых токарных станков, таких как токарные центры с приводными револьверными головками и некоторые токарные и фрезерные центры с несколькими шпинделями спереди и сзади. Моторизованный шпиндель со встроенным двигателем имеет множество удобных преимуществ, таких как высокий крутящий момент, отсутствие проблем с выпадением зубьев, повышенная стабильность и т.д.
Однако конструкция корпуса мотор-шпинделя будет очень сложной по сравнению с шпинделем с ременным приводом. При проектировании передней бабки необходимо учитывать не только функцию, но и стоимость производства, а также выбирать наилучшее решение при условии сбалансированного бюджета.
:: Подробнее: Шпиндель с ременным приводом и токарная обработка Применение
Шпиндели для вертикальных токарных станков
Вертикальный токарный станок с ЧПУ, также известный как вертикальный токарный станок с ЧПУ, представляет собой станок, который вращает заготовку вокруг оси вращения для выполнять различные операции механической обработки, такие как резка, накатка, шлифовка, сверление, деформация, торцевая обработка и токарная обработка. Эта обработка выполняется с помощью инструментов, применяемых к заготовке для создания объектов, симметричных оси, приводимой в движение шпинделем.
По способу зажима заготовок или инструментов токарные станки можно разделить на два основных типа: вертикальные и горизонтальные. Эти два типа составляют 99% от общего количества станков.
В токарно-карусельном станке заготовка закрепляется вертикально, а режущий инструмент или обрабатывающий блок устанавливаются в том же направлении. При таком расположении обработка выполняется вертикально. По сравнению с горизонтальными токарными станками, это направление зажима будет сильнее из-за действия силы тяжести.
Поэтому производители вертикальных токарных станков обычно используют вертикальные токарные станки для первоклассного производственного оборудования для различных промышленных пользователей, стремящихся к высокой точности, таких как автомобильная промышленность, аэрокосмические подразделения, спортивный инвентарь и другие области с крупногабаритными заготовками. .
В механизме вертикального зажима шпиндель токарного станка расположен за патроном. Шпиндель токарного станка может приводиться в движение ремнем или может быть оснащен другими типами приводных механизмов, такими как шпиндель с прямым приводом и шпиндель с зубчатым приводом.
Как и фрезерные станки и обрабатывающие центры, токарные станки также могут быть оснащены электроинструментами и двумя инструментальными магазинами, чтобы улучшить их функциональность и универсальность и предоставить пользователям больше возможностей обработки.
:: Подробнее : Объяснение двух основных категорий токарных станков. Горизонтальное и вертикальное
Принадлежности с электроприводом
Револьверная головка Power является стандартной принадлежностью для многих современных токарных станков с ЧПУ и одной из самых важных и мощных принадлежностей для пользователей токарных станков с ЧПУ. Тайваньские поставщики нацелены на этот бизнес и разработали множество отличных револьверных головок и электроинструментов для удовлетворения потребностей пользователей токарных станков во всем мире.
Многие силовые турели приводятся в движение одним мотором с функцией сервопривода. Благодаря превосходным характеристикам серводвигателя он может обеспечить наилучшую производительность обработки и снизить потребление энергии. Некоторые серводвигатели бесщеточного типа, они могут обеспечить большую жесткость и повторяемость, тем самым обеспечивая идеальные условия работы для операторов машин.
Выставка МТС
МТС собрала на этой онлайн-платформе производителей токарных шпинделей, компонентов и деталей со всего мира. Просмотрите и найдите вашего следующего поставщика вместе с нами.
Если у вас возникнут какие-либо трудности, пожалуйста, не стесняйтесь обращаться к нам.
Быстрая ссылка на поставщиков
Что такое обработка с ЧПУ? | Определение, процессы, компоненты и прочее
CNC-обработка — это термин, обычно используемый в производстве и промышленности. Но что такое ЧПУ? А что такое станок с ЧПУ?
Станок с ЧПУ, выполняющий фрезерные операции на заготовке.
Изображение предоставлено Дмитрием Калиновским, Shutterstock
Что такое обработка с ЧПУ?
CNC 101: термин CNC означает «цифровое программное управление», а определение обработки с ЧПУ состоит в том, что это субтрактивный производственный процесс, в котором обычно используются компьютеризированные элементы управления и станки для удаления слоев материала с заготовки, известной как заготовка. или заготовку — и производит деталь по индивидуальному заказу. Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, дерево, стекло, пенопласт и композиты, и находит применение в различных отраслях промышленности, таких как крупногабаритная обработка с ЧПУ, обработка деталей и прототипов для телекоммуникаций и ЧПУ. обработка аэрокосмических деталей, для которых требуются более жесткие допуски, чем для других отраслей промышленности. Обратите внимание, что существует разница между определением обработки с ЧПУ и определением станка с ЧПУ: одно представляет собой процесс, а другое — станок. Станок с ЧПУ (иногда неправильно называемый станком C и C) — это программируемый станок, способный автономно выполнять операции обработки с ЧПУ.
CNC-обработка как производственный процесс и услуга доступна по всему миру. Вы можете легко найти услуги по обработке с ЧПУ в Европе, а также в Азии, Северной Америке и других странах мира.
Субтрактивные производственные процессы, такие как обработка с ЧПУ, часто противопоставляются аддитивным производственным процессам, таким как 3D-печать, или формообразующим производственным процессам, таким как литье под давлением жидкости. В то время как субтрактивные процессы удаляют слои материала с заготовки для создания нестандартных форм и конструкций, аддитивные процессы собирают слои материала для получения желаемой формы, а формирующие процессы деформируют и смещают исходный материал в желаемую форму. Автоматизированный характер обработки с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельность при выполнении единичных и среднесерийных производственных циклов. Однако, хотя обработка с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности и запутанности, достижимая для проектирования деталей, и рентабельность производства сложных деталей ограничены.
Несмотря на то, что у каждого типа производственного процесса есть свои преимущества и недостатки, в этой статье основное внимание уделяется процессу обработки с ЧПУ, излагаются основы процесса, а также различные компоненты и инструменты станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции механической обработки с ЧПУ и представлены альтернативы процессу обработки с ЧПУ.
Краткое описание этого руководства:
- Обзор процесса обработки с ЧПУ
- Типы операций обработки с ЧПУ
- Обрабатывающее оборудование и компоненты с ЧПУ
- Материалы для ЧПУ
- Рекомендации по размеру ЧПУ
- Альтернативы использованию станка с ЧПУ
- История обработки с ЧПУ
Вы сейчас в перерыве между работами или работодатель ищет новых сотрудников? Мы предоставим вам наши подробные коллекции ресурсов для соискателей работы в промышленности и работодателей, желающих заполнить вакансии. Если у вас есть открытая вакансия, вы также можете заполнить нашу форму, чтобы получить возможность разместить ее в информационном бюллетене Thomas Monthly Update.
Обзор процесса обработки с ЧПУ
Развиваясь из процесса обработки с числовым программным управлением (ЧПУ), в котором использовались карты с перфолентой, обработка с ЧПУ представляет собой производственный процесс, в котором используются компьютеризированные элементы управления для работы и манипулирования станком и режущими инструментами для придания формы исходному материалу, например, металлу, пластику, дереву, пене, композитные и т. д. — в нестандартные детали и конструкции. Хотя процесс обработки с ЧПУ предлагает различные возможности и операции, основные принципы процесса остаются в основном одинаковыми для всех них. Базовый процесс обработки с ЧПУ включает следующие этапы:
- Разработка модели САПР
- Преобразование файла САПР в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
Дизайн модели САПР
Процесс обработки с ЧПУ начинается с создания 2D-векторной или 3D-модели твердотельной детали в САПР собственными силами или с помощью компании, предоставляющей услуги по проектированию CAD/CAM. Программное обеспечение для автоматизированного проектирования (САПР) позволяет дизайнерам и производителям создавать модели или визуализации своих деталей и продуктов вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для производства детали или продукта.
Конструкции деталей, обработанных с ЧПУ, ограничены возможностями (или неспособностью) станка с ЧПУ и инструментов. Например, большинство станков с ЧПУ имеют цилиндрическую форму, поэтому геометрия деталей, возможная в процессе обработки с ЧПУ, ограничена, поскольку инструменты создают изогнутые угловые сечения. Кроме того, свойства обрабатываемого материала, конструкция инструмента и возможности крепления станка дополнительно ограничивают возможности проектирования, такие как минимальная толщина детали, максимальный размер детали, а также включение и сложность внутренних полостей и элементов.
После завершения проекта САПР дизайнер экспортирует его в формат файла, совместимый с ЧПУ, например STEP или IGES.
Таблицы допусков для станков с ЧПУ
При спецификации деталей для механического цеха важно учитывать все необходимые допуски. Хотя станки с ЧПУ очень точны, они все же оставляют небольшую разницу между дубликатами одной и той же детали, обычно около + или — 0,005 дюйма (0,127 мм), что примерно вдвое больше ширины человеческого волоса. Чтобы сэкономить на затратах, покупатели должны указывать допуски только в тех областях детали, которые должны быть особенно точными, поскольку они будут соприкасаться с другими деталями. Хотя существуют стандартные допуски для различных уровней обработки (как показано в таблицах ниже), не все допуски одинаковы. Если, например, деталь абсолютно не может быть больше размера, для нее может быть указан допуск +0,0/-0,5, чтобы показать, что она может быть немного меньше, но не больше в этой области.
Таблица 1: Линейные допуски при обработке с ЧПУ
Диапазон размеров (мм) | Тонкая (F) +/- | Средний (М) +/- | Грубая (C) +/- | Очень грубая (V) +/- |
.5-3 | .05 | .1 | .2 | — |
3-6 | .05 | . | .3 | .5 |
6-30 | .1 | .2 | .5 | 1,0 |
30-120 | .15 | .3 | .8 | 1,5 |
120-400 | .2 | .5 | 1,2 | 2,5 |
400-1000 | .3 | .8 | 2,0 | 4,0 |
1000-2000 | .5 | 1,2 | 3,0 | 6,0 |
2000-4000 | — | 2,0 | 4,0 | 8,0 |
Таблица 2: Угловые допуски при обработке с ЧПУ
Диапазон размеров (мм) | Тонкая (F) +/- | Средний (М) +/- | Грубая (C) +/- | Очень грубая (V) +/- |
0-10 | 1 о | 1 или | 1 или 30’ | 3 или |
10-50 | 0 или 30’ | 0 или 30’ | 1 или | 2 или |
50-120 | 0 или 20’ | 0 или 20’ | 0 или 30’ | 1 или |
120-400 | 0 или 10’ | 0 или 10’ | 0 или 15’ | 0 или 30’ |
400 | 0 или 5’ | 0 или 5’ | 0 или 10’ | 0 или 20’ |
Таблица 3: Допуски на радиус и фаску при обработке с ЧПУ
Диапазон размеров (мм) | Тонкая (F) +/- | Средний (М) +/- | Грубая (C) +/- | Очень грубая (V) +/- |
. | .2 | .2 | .4 | .4 |
3-6 | .5 | .5 | 1 | 1 |
6 | 1 | 1 | 2 | 2 |
Преобразование файлов САПР
Отформатированный файл проекта САПР проходит через программу, обычно программное обеспечение автоматизированного производства (CAM), для извлечения геометрии детали и создания цифрового программного кода, который будет управлять станком с ЧПУ и манипулировать инструментами для производства детали, разработанной по индивидуальному заказу.
Станки с ЧПУ
использовали несколько языков программирования, включая G-код и М-код. Самый известный из языков программирования ЧПУ, общий или геометрический код, называемый G-кодом, контролирует, когда, где и как перемещаются станки — например, когда включать или выключать, как быстро перемещаться в заданную точку. конкретное место, какие пути выбрать и т. д. — по заготовке. Код дополнительных функций, называемый М-кодом, управляет вспомогательными функциями машины, такими как автоматизация снятия и замены кожуха машины в начале и в конце производства соответственно.
После создания программы ЧПУ оператор загружает ее в станок с ЧПУ.
Настройка машины
Прежде чем оператор запустит программу ЧПУ, он должен подготовить станок ЧПУ к работе. Эти подготовительные работы включают в себя крепление заготовки непосредственно к станку, к шпинделям станка, к станочным тискам или аналогичным приспособлениям, а также к прикреплению необходимых инструментов, таких как сверла и концевые фрезы, к соответствующим компонентам станка.
После полной настройки станка оператор может запустить программу ЧПУ.
Выполнение операции обработки
Программа ЧПУ действует как инструкция для станка с ЧПУ; он передает машинные команды, определяющие действия и движения инструмента, на встроенный в станок компьютер, который управляет станком и манипулирует им. Запуск программы предлагает станку с ЧПУ начать процесс обработки с ЧПУ, и программа направляет станок на протяжении всего процесса, поскольку он выполняет необходимые машинные операции для производства детали или продукта, разработанного по индивидуальному заказу.
Процессы обработки с ЧПУ
могут выполняться собственными силами — если компания инвестирует в приобретение и обслуживание собственного оборудования с ЧПУ — или отдаваться на аутсорсинг специализированным поставщикам услуг по обработке с ЧПУ.
Типы операций обработки с ЧПУ
CNC-обработка — это производственный процесс, подходящий для самых разных отраслей промышленности, включая автомобильную, авиакосмическую, строительную и сельскохозяйственную, и способный производить ряд продуктов, таких как автомобильные рамы, хирургическое оборудование, авиационные двигатели, шестерни, а также ручные и садовые инструменты. Этот процесс включает в себя несколько различных операций механической обработки, управляемых компьютером, включая механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали или продукта, разработанного по индивидуальному заказу. В то время как химические, электрические и термические процессы обработки рассматриваются в следующем разделе, в этом разделе рассматриваются некоторые из наиболее распространенных операций механической обработки с ЧПУ, включая:
- Сверление
- Фрезерование
- Токарная обработка
Сверление с ЧПУ
Сверление — это процесс механической обработки, в котором используются многогранные сверла для создания цилиндрических отверстий в заготовке. При сверлении с ЧПУ, как правило, станок с ЧПУ подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, в результате чего получаются выровненные по вертикали отверстия с диаметром, равным диаметру сверла, используемого для операции сверления. Однако операции углового сверления также могут выполняться с использованием специализированных конфигураций станков и зажимных устройств. Операционные возможности процесса бурения включают зенкерование, зенкерование, развертывание и нарезание резьбы.
Фрезерование с ЧПУ
Фрезерование — это процесс механической обработки, в котором используются вращающиеся многогранные режущие инструменты для удаления материала с заготовки. При фрезеровании с ЧПУ станок с ЧПУ обычно подает заготовку к режущему инструменту в том же направлении, что и вращение режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в направлении, противоположном вращению режущего инструмента. Операционные возможности процесса фрезерования включают торцевое фрезерование — вырезание в заготовке неглубоких плоских поверхностей и полостей с плоским дном — и периферийное фрезерование — вырезание в заготовке глубоких полостей, таких как пазы и резьба.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ и многошпиндельная обработка
Изображение предоставлено: Buell Automatics
Токарная обработка — это процесс механической обработки, в котором используются одноточечные режущие инструменты для удаления материала с вращающейся заготовки. При токарной обработке с ЧПУ станок — обычно токарный станок с ЧПУ — подает режущий инструмент линейным движением вдоль поверхности вращающейся заготовки, удаляя материал по окружности до тех пор, пока не будет достигнут желаемый диаметр, для производства цилиндрических деталей с внешними и внутренними элементами. , такие как прорези, конусы и резьба. Операционные возможности процесса токарной обработки включают растачивание, торцевание, нарезание канавок и нарезание резьбы. Когда дело доходит до фрезерного станка с ЧПУ по сравнению с токарным станком, фрезерование с его вращающимися режущими инструментами лучше работает для более сложных деталей. Однако токарные станки с вращающимися заготовками и стационарными режущими инструментами лучше всего подходят для более быстрого и точного создания круглых деталей.
Таблица 1 – Характеристики стандартных операций обработки с ЧПУ
Механическая обработка | Характеристики |
Сверление |
|
Фрезерование |
|
Токарная обработка |
|
Металлорежущий станок с ЧПУ
Близкие родственники токарных станков, вращающиеся токарные станки с ЧПУ включают токарный набор с заготовкой (металлический лист или труба), которая вращается с высокой скоростью, в то время как металлический вращающийся ролик придает заготовке желаемую форму. В качестве «холодного» процесса формование металла с ЧПУ формирует предварительно сформированный металл — трение вращающегося станка, контактирующего с роликом, создает силу, необходимую для придания формы детали.
Как работает швейцарская машина?
Швейцарская обработка, также известная как обработка швейцарским винтом, использует специальный тип токарного станка, который позволяет заготовке двигаться вперед и назад, а также вращаться, чтобы обеспечить более жесткие допуски и лучшую стабильность при резке. Заготовки обрезаются непосредственно рядом с удерживающей их втулкой, а не дальше. Это позволяет снизить нагрузку на изготавливаемую деталь. Швейцарская обработка лучше всего подходит для небольших деталей в больших количествах, таких как часовые винты, а также для приложений с критическими допусками прямолинейности или концентричности. Вы можете узнать больше об этой теме в нашем руководстве о том, как работают станки с швейцарским винтом.
Как работает 5-осевой станок с ЧПУ?
5-осевая обработка с ЧПУ описывает компьютеризированную производственную систему с числовым программным управлением, которая добавляет к традиционным 3-осевым линейным движениям станка (X, Y, Z) две оси вращения, чтобы обеспечить доступ станка к пяти из шести сторон детали в одиночная операция. Добавляя к рабочему столу наклоняющееся вращающееся приспособление (или цапфу), фрезерный станок становится так называемым 3+2, индексным или позиционным станком, что позволяет фрезе приближаться к пяти из шести сторон рабочего стола. призматическая заготовка на 90° без необходимости повторной установки заготовки оператором.
Однако это не совсем 5-осевой фрезерный станок, потому что четвертая и пятая оси не двигаются во время операций обработки. Добавление серводвигателей к дополнительным осям, а также компьютеризированное управление ими — часть с ЧПУ — сделают это единым целым. Такой станок, способный к полной одновременной контурной обработке, иногда называют «непрерывным» или «одновременным» 5-осевым фрезерным станком с ЧПУ. Две дополнительные оси также могут быть встроены в обрабатывающую головку или разделены — одна ось на столе и одна на головке.
Обучение операторов токарных станков с ЧПУ
Чтобы работать на токарном станке с ЧПУ, машинист должен пройти определенный объем курсовых работ и получить соответствующий сертификат от аккредитованной организации по обучению в сфере промышленности. Программы обучения токарной обработке с ЧПУ обычно включают несколько классов или занятий, предлагая постепенный процесс обучения, разбитый на несколько этапов. Важность соблюдения протоколов безопасности усиливается на протяжении всего тренировочного процесса.
Начальные занятия по токарному станку с ЧПУ могут не включать практический опыт, но они могут включать ознакомление учащихся с кодами команд, перевод файлов САПР, выбор инструмента, последовательности резки и другие области. Курс начинающего токаря с ЧПУ может включать:
- Смазка и планирование технического обслуживания токарных станков
- Перевод инструкций в машиночитаемый формат и загрузка их в токарный станок
- Установление критериев выбора инструмента
- Установка инструментов и деталей для работы с материалом
- Изготовление образцов деталей
Последующее обучение работе на токарном станке с ЧПУ обычно включает реальную работу на токарном станке, а также настройку станка, редактирование программы и разработку нового синтаксиса команд. Обучение работе на токарном станке этого типа может включать курсы по:
- Выяснение того, где необходимы правки, путем сравнения образцов деталей с их спецификациями
- Редактирование программ ЧПУ
- Создание нескольких циклов тестовых компонентов для уточнения результатов правок
- Регулировка подачи охлаждающей жидкости, очистка станка, ремонт и замена инструментов
Другие операции обработки с ЧПУ
Другие операции механической обработки с ЧПУ включают:
- Протяжка
- Пиление
- Шлифование
- Хонингование
- Притирка
Обрабатывающее оборудование и компоненты с ЧПУ
Как указано выше, доступен широкий спектр операций обработки. В зависимости от выполняемой операции обработки в процессе обработки с ЧПУ используются различные программные приложения, машины и станки для получения желаемой формы или дизайна.
Типы программного обеспечения для обработки с ЧПУ
В процессе обработки с ЧПУ используются программные приложения для обеспечения оптимизации, точности и аккуратности изготовленной по индивидуальному заказу детали или продукта. Используемые программные приложения включают:
- Канадский доллар
- САМ
- КАЕ
CAD : Программное обеспечение для автоматизированного проектирования (САПР) — это программы, используемые для проектирования и создания 2D-векторных или 3D-моделирования твердотельных деталей и поверхностей, а также необходимой технической документации и спецификаций, связанных с деталью. Конструкции и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой машинной программы для производства детали с помощью метода обработки с ЧПУ. Программное обеспечение CAD также можно использовать для определения и определения оптимальных свойств деталей, оценки и проверки конструкции деталей, моделирования продуктов без прототипа и предоставления проектных данных производителям и мастерским.
CAM : Программное обеспечение для автоматизированного производства (CAM) — это программы, используемые для извлечения технической информации из модели CAD и создания машинной программы, необходимой для запуска станка с ЧПУ и управления инструментами для производства детали, разработанной по индивидуальному заказу. Программное обеспечение CAM позволяет станку с ЧПУ работать без помощи оператора и может помочь автоматизировать оценку готового продукта.
CAE : Программное обеспечение для автоматизированного проектирования (CAE) — это программы, используемые инженерами на этапах предварительной обработки, анализа и последующей обработки процесса разработки. Программное обеспечение CAE используется в качестве вспомогательных средств поддержки в приложениях инженерного анализа, таких как проектирование, моделирование, планирование, производство, диагностика и ремонт, чтобы помочь в оценке и изменении конструкции продукта. Доступные типы программного обеспечения CAE включают программное обеспечение для анализа методом конечных элементов (FEA), вычислительной гидродинамики (CFD) и программного обеспечения для динамики нескольких тел (MDB).
Некоторые программные приложения сочетают в себе все аспекты программного обеспечения CAD, CAM и CAE. Эта интегрированная программа, обычно называемая программным обеспечением CAD/CAM/CAE, позволяет единой программе управлять всем производственным процессом от проектирования до анализа и производства.
Что такое станок с ЧПУ? Типы станков с ЧПУ и станков
В зависимости от выполняемой операции обработки в процессе обработки с ЧПУ используются различные станки и станки с ЧПУ для производства детали или продукта по индивидуальному заказу. В то время как оборудование может различаться по другим параметрам от операции к операции и от приложения к приложению, интеграция компонентов компьютерного числового программного управления и программного обеспечения (как указано выше) остается неизменной для всего оборудования и процессов обработки с ЧПУ.
Сверлильный станок с ЧПУ
Сверление использует вращающиеся сверла для создания цилиндрических отверстий в заготовке. Конструкция сверла позволяет металлическим отходам, т. е. стружке, отпадать от заготовки. Существует несколько типов сверл, каждый из которых используется для определенного применения. Доступные типы сверл включают центрирующие сверла (для изготовления неглубоких или направляющих отверстий), сверла с вертикальным сверлом (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для изготовления отверстий без направляющего отверстия) и патронные развертки (для увеличения ранее изготовленные отверстия).
Обычно в процессе сверления с ЧПУ также используются сверлильные станки с ЧПУ, которые специально разработаны для выполнения операции сверления. Однако эту операцию можно выполнять и на токарных, резьбонарезных или фрезерных станках.
Фрезерное оборудование с ЧПУ
Фрезерование использует вращающиеся многогранные режущие инструменты для придания формы заготовке. Фрезерные инструменты ориентированы либо горизонтально, либо вертикально и включают концевые фрезы, винтовые фрезы и фрезы для снятия фасок.
В процессе фрезерования с ЧПУ также используются фрезерные станки с ЧПУ, называемые фрезерными станками или мельницами, которые могут быть горизонтально или вертикально ориентированы. Базовые фрезы способны перемещаться по трем осям, а более продвинутые модели имеют дополнительные оси. Доступные типы мельниц включают ручные фрезерные, простые фрезерные, универсальные фрезерные и универсальные фрезерные станки.
Токарное оборудование с ЧПУ
Токарная обработка использует одноточечные режущие инструменты для удаления материала с вращающейся заготовки. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами, доступными для черновой, чистовой обработки, торцевания, нарезания резьбы, формовки, подрезки, отрезки и обработки канавок.
В процессе токарной обработки с ЧПУ также используются токарные станки или токарные станки с ЧПУ. Доступные типы токарных станков включают токарные станки с револьверной головкой, токарные станки с двигателями и токарные станки специального назначения.
Что такое настольный станок с ЧПУ?
Компании, специализирующиеся на производстве станков с ЧПУ, часто предлагают настольные серии небольших и легких станков. Настольные станки с ЧПУ, хотя и медленнее и менее точны, хорошо обрабатывают мягкие материалы, такие как пластик и пенопласт. Они также лучше подходят для небольших деталей и легкого и среднего производства. Машины, представленные в настольной серии, напоминают более крупный отраслевой стандарт, но их размер и вес делают их более подходящими для небольших приложений. Например, настольный токарный станок с ЧПУ, который имеет две оси и может обрабатывать детали диаметром до шести дюймов, был бы полезен для изготовления ювелирных изделий и форм. Другие распространенные настольные станки с ЧПУ включают лазерные резаки размером с плоттер и фрезерные станки.
При работе с токарными станками меньшего размера важно различать настольный токарный станок с ЧПУ и настольный токарный станок. Настольные токарные станки с ЧПУ, как правило, более доступны по цене, но также меньше по размеру и несколько ограничены в приложениях, с которыми они могут работать. Стандартный настольный токарный станок с ЧПУ обычно включает в себя контроллер движения, кабели и базовое программное обеспечение. Стандартный настольный токарный станок с ЧПУ с аналогичной базовой комплектацией стоит немного дороже.
Материалы для ЧПУ
Процесс обработки с ЧПУ подходит для различных конструкционных материалов, в том числе:
- Металл (например, алюминий, латунь, нержавеющая сталь, легированная сталь и т. д.)
- Пластик (например, PEEK, PTFE, нейлон и т. д.)
- Дерево
- Пена
- Композиты
Выбор оптимального материала для производства с ЧПУ во многом зависит от конкретного производственного приложения и его спецификаций. Большинство материалов можно подвергать механической обработке при условии, что они выдерживают процесс механической обработки, т. е. обладают достаточной твердостью, прочностью на растяжение, прочностью на сдвиг, химической и температурной стойкостью.
Материал заготовки и его физические свойства используются для определения оптимальной скорости резания, скорости подачи и глубины резания. Измеряемая в поверхностных футах в минуту, скорость резания относится к тому, насколько быстро станок врезается или удаляет материал с заготовки. Скорость подачи, измеряемая в дюймах в минуту, является мерой того, насколько быстро заготовка подается к станку, а глубина резания показывает, насколько глубоко режущий инструмент врезается в заготовку. Как правило, заготовка сначала проходит начальную фазу, на которой она грубо обрабатывается до приблизительных, специально разработанных формы и размеров, а затем проходит чистовую фазу, на которой она испытывает более медленные скорости подачи и меньшую глубину резания для достижения более точных и точных результатов. точные характеристики.
Рекомендации по размеру ЧПУ
Широкий спектр возможностей и операций, предлагаемых процессом обработки с ЧПУ, помогает ему найти применение в различных отраслях промышленности, включая автомобильную, аэрокосмическую, строительную и сельскохозяйственную, и позволяет производить ряд продуктов, таких как гидравлические компоненты, винты и валы. Несмотря на универсальность и настраиваемость процесса, изготовление некоторых деталей, например крупных или тяжелых компонентов, представляет более сложные задачи, чем другие. В таблице 1 ниже представлены некоторые проблемы обработки крупных деталей и тяжелых компонентов.
Таблица 2. Проблемы обработки в зависимости от размера детали
Размер детали | Проблемы обработки |
Большая часть |
|
Тяжелый компонент |
|
Альтернативы использованию станка с ЧПУ
Хотя обработка с ЧПУ демонстрирует преимущества по сравнению с другими производственными процессами, она может не подходить для каждого производственного применения, и другие процессы могут оказаться более подходящими и экономически эффективными. Хотя в этой статье основное внимание уделяется процессам механической обработки с ЧПУ, в которых используются станки для производства детали или продукта, разработанного по индивидуальному заказу, элементы управления ЧПУ могут быть интегрированы в различные станки. Другие процессы механической обработки с ЧПУ включают ультразвуковую обработку, гидроабразивную резку и абразивно-струйную обработку.
Помимо механических процессов, также доступны процессы химической, электрохимической и термической обработки. Процессы химической обработки включают химическое фрезерование, вырубку и гравировку; процессы электрохимической обработки включают электрохимическое удаление заусенцев и шлифование; и процессы термической обработки включают электронно-лучевую обработку, лазерную резку, плазменно-дуговую резку и электроэрозионную обработку (EDM).
История обработки с ЧПУ (видео)
Резюме
Выше изложены основы процесса обработки с ЧПУ, различные операции обработки с ЧПУ и необходимое для них оборудование, а также некоторые соображения, которые могут приниматься во внимание производителями и механическими мастерскими при принятии решения о том, является ли обработка с ЧПУ наиболее оптимальным решением для их конкретных задач. производственное приложение.
Чтобы найти больше информации о местных коммерческих и промышленных поставщиках услуг и оборудования для производства на заказ, посетите Платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- Нетрадиционные процессы механической обработки и термической резки
- Обработка пластика с ЧПУ
- Отрасли, использующие высокоточную обработку с ЧПУ
- Токарно-фрезерные услуги с ЧПУ
- Токарная обработка швейцарским винтом по сравнению с традиционной обработкой с ЧПУ
- 7 причин, по которым обработка с ЧПУ превосходит обычную обработку
- As the World (CNC) Turns — Эволюция токарной обработки с ЧПУ
- Типы и преимущества станков с ЧПУ
- Прототипирование с ЧПУ в современном виде
- Преимущества контракта на обработку с ЧПУ
- Все о станках с ЧПУ
- Алюминиевые детали с механической обработкой
- Обработка компонентов огнестрельного оружия
- Советы по отличному дизайну металлического прядения
- Важность деталей и компонентов трансмиссии для внедорожников
- Что такое швейцарская обработка с ЧПУ?
- Что нужно знать о швейцарском точении
- Самолет и аэрокосмическая промышленность в Ardel Engineering
- Связь в Ardel Engineering
- Токарно-фрезерные услуги с ЧПУ в Helander
- Обработка пластика с ЧПУ
- Фрезерные станки против.
