Оправки для фрезерных станков: Оправки для фрезерных станков
Содержание
Оправки для фрезерных станков
Оправки являются оснасткой для фрезерного станка и предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:
1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка, в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
1. Для торцевых фрез
Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез
К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка. Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
-
для зажима концевой фрезы, сверла, метчика или -
для обработки стали, чугуна, нержавейки или цветных металлов -
для черновых, получистовых или чистовых работ -
большой объем производства или небольшими партиями -
без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии.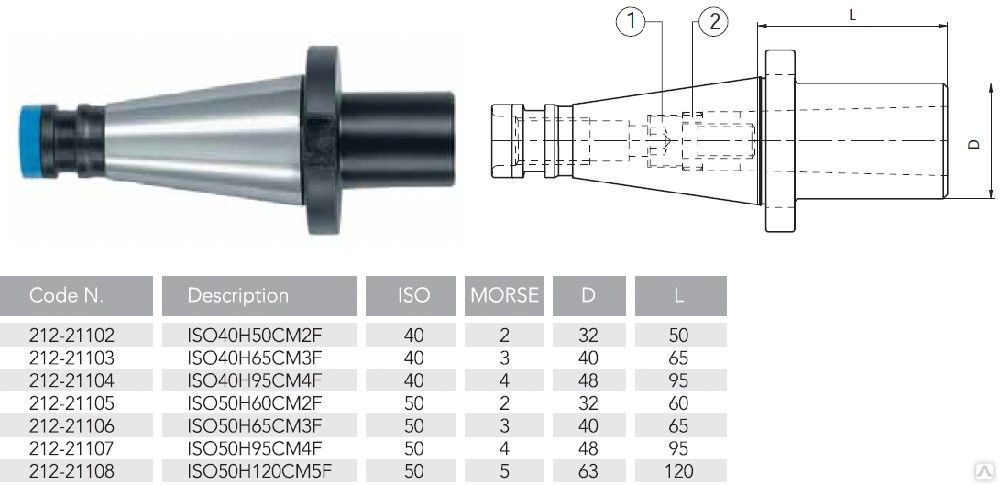 Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.
Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.
Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.
Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.
Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.
Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима используются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длину хвостовика а не короткой, и шлифованной внутренней поверхностью.
Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.
для сверл
для фрез
4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика.
Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z
При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами
но на практике рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом
или использованием резиновых цанг
Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.
Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.
5. Для растачивания
Для растачивания на станках применяются два основных вида оправок
А) Модульная или сборная система – представляет собой оправку с фланцем на который крепятся различные расточные головки (с одним резцом, с двумя, для чернового растачивания и т.д.)
Б) Оправки с интегрированными револьверными головками
Револьверная головка в большинстве случаев представляет из себя оправку с закрепленной на торце, на направляющих, блок (или несколько блоков), с поперечным и продольным креплением резца, который можно смещать в перпендикулярном направлении относительно оси вращения оправки для регулирования вылета резца.
Фрезерные оправки — Рекомендации от экспертов
Обновлено: 06.02.2023
Автор статьи : Enex
Фрезерные оправки: виды, конструкция и применение
Основные типы хвостовиков фрезерных оправок
Конусы – самый распространенный тип хвостовиков фрезерных патронов. Преимущества: быстрая смена оснастки и инструмента, высокая точность центрирования, надежность крепления.
На сегодняшний день фрезерные оправки производятся со следующими хвостовиками:
1) Конус Морзе (DIN 228, ГОСТ 25551, конусность 1:19 ~ 1:20). Для ЧПУ не предназначен, один из самых старых инструментальных конусов. Ставится на универсальные фрезерные центры, сверлильные станки. Самоторможение или самозаклинивание не позволяет автоматически поменять оснастку, как на автоматическом оборудовании. Как правило, отбалансированы на частоту вращения не более 12000 об/мин.
2) Конус 7:24 ISO, соотношение 7:24 (SK – DIN 69871, BT – MAS 403, NT – DIN 2080). Как правило, отбалансированы на частоту вращения не более 25 000 об/мин.
SK и BT применяются на станках с ЧПУ и позволяют автоматически заменять инструмент. Вид NT ставится на универсальное оборудование, где невозможна автоматическая смена оснастки, сюда относятся также советские фрезерные или расточные станки. Конусы 7:24 ускорили процесс металлообработки, но конструкция из-за массы все равно оставалась достаточно медленной. Скорость вращения можно было разогнать максимум до 25 000 оборотов в минуту. Для обработки алюминия и других мягких материалов нужны были более легкие конструкции, которые можно было бы разгонять до больших оборотов, при этом сохраняя быстросменность оснастки. Тогда появилось решение этих задач – виды HSK и PSK.
3) Современные конусы – HSK (соотношение 1:10), PSK Capto (соотношение как у Морзе 1:19 ~ 1:20). Стандарт DIN 69893. Позволяют работать на больших оборотах, и предназначены для автоматических центров с числовым программным управлением. Скорость вращения можно разогнать до 40 000-50 000 оборотов в минуту. В HSK есть возможность закреплять токарные резцы через переходники.
Скорость вращения можно разогнать до 40 000-50 000 оборотов в минуту. В HSK есть возможность закреплять токарные резцы через переходники.
4) Цилиндрический хвостовик. Находят применение на фрезерном или сверлильном оборудовании, их можно вставить в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном центре.
Особенности патронов с конусом Морзе
Основной размерный ряд Морзе по номерам: от 0 до 6. Метрические размеры: 80, 100, 120, 160, 200. Помимо шпинделя КМ может вставляться в заднюю бабку токарного оборудования.
1. Хвостовик Морзе с лапкой – MTA
Оправки MTA с лапкой используют для сверления в токарных, фрезерных и сверлильных центрах. Переходные втулки для Морзе расширяют возможности оборудования.
Хвостовики MTA предназначены в основном для закрепления сверл.
2. Хвостовик Морзе с резьбой – MTB
Оснастка MTB фиксируется на резьбу (осевое отверстие с резьбой в хвостовике). Такое крепление более надежное и жесткое, подходит для фрезерных операций на фрезерных центрах.
Такое крепление более надежное и жесткое, подходит для фрезерных операций на фрезерных центрах.
Хвостовики MTB предназначены в основном для фиксации фрез.
3. Хвостовик Морзе укороченный – B
Укороченные хвостовики применяются в основном в сверлильной оснастке.
Основные размеры: В7, В10, В12, В16, В18, В22, В24, В32, В45, где цифра после буквы B обозначает больший диаметр.
Особенности оснастки с конусами 7:24 ISO
Оправки имеют размерный ряд хвостовиков в зависимости от величины станка: 30, 40, 50 и т.д. Например, BT40 – для средних по размеру обрабатывающих центров. Проще всего определить размер метрического конуса по внутренней резьбе. Для 30-го размера резьба будет M12, для 40-го – M16 и для размера 50 – M24. Передача крутящего момента осуществляется через пазы во фланце. Существуют также оснастка не с метрической резьбой, а с дюймовой, например типа CAT.
Вторая (обратная) часть оправки используется для фиксации режущих элементов – напрямую или через цанги (ER, OZ, EOS, SC, GT, TC и другие).
Получается, что в цанговые патроны можно крепить монолитные фрезы, сверла, метчики и другой режущий инструмент с цилиндрическим хвостовиком. В другие виды оснастки можно зажимать сверла, в том числе корпусные, насадные фрезы, включая модели со сменными пластинами. Существуют также конуса ISO для расточных систем.
Под каждый вид оснастки используется свой штревель (винт) для фиксации и удержания в станке во время обработки.
По подаче смазочно-охлаждающих жидкостей оправки ISO бывают четырех типов:
A – нет подачи СОЖ
B – подача СОЖ через фланец
AD – подача СОЖ через центральное отверстие
AD/B – подача СОЖ через отверстие или фланец
Кратко рассмотрим отличительные особенности распространенных стандартов метрических конусов.
SK – DIN 69871
Основные особенности SK:
Стандарты DIN 69871, ISO 7388/1, ГОСТ 25827 исполнение 2, DAT, AT.
Возможно использование на станках с ЧПУ.
Чаще всего ставятся на европейские станки.
Закрепление в шпинделе штревелем или винтом.
Два паза на фланце оправки, паз вырезан полностью на всю ширину фланца.
Визуально два кольца на фланце одинаковой ширины.
Пазы на фланце SK:
BT – MAS 403
Основные особенности BT:
Стандарты MAS 403, JIS B 6339.
Возможно использование на ЧПУ.
Чаще всего стоят на азиатских станках.
Закрепление в шпинделе штревелем или винтом.

Два паза на фланце оправки, паз вырезан не до конца фланца.
Визуально верхнее кольцо на фланце шире, чем нижнее.
Пазы на фланце BT:
NT – DIN 2080
Основные особенности NT:
Стандарты DIN 2080, ISO 7388/2, ГОСТ 25827 исполнение 1.
Использование на универсальном оборудовании.
Нельзя использовать на автоматических центрах, только ручная смена оснастки.
Закрепление в шпинделе штревелем или винтом.
Два паза на фланце оправки.
Визуально одно кольцо на фланце и удлиненная резьбовая часть в виде цилиндра.
Некоторые модели могут закрепляться в станке как на внутреннюю резьбу, так и за внешние выступы удлиненной части оправки.
Пазы на фланце NT:
Особенности конусов HSK и PSK
Основные особенности HSK: Стандарт DIN 69893.

Укороченный облегченный конус 1:10
Закрепление в оборудовании не через штревель, а разжимной цангой.
Крутящий момент передается через пазы.
Существует несколько видов HSK: A, T (для токарного инструмента), B, C, D, E и F.
Используется как на центрах с ЧПУ, так и с ручной сменой инструмента (C и D).
A, B, C и D применяются на низкоскоростных станках, E и F – для высокоскоростной обработки (симметричны во избежание биения).
Облегченная конструкция, скорость доходит до 50 000 об/мин.
Можно фиксировать токарные резцы и державки с помощью переходников.
- Основные особенности PSK Capto: Стандарт ISO 26623-1
Соотношение 1:19 ~ 1:20
Сечение оснастки не круг, а полигон (треугольник с округлыми углами и вогнутыми сторонами).

Крутящий момент передается через полигональный конус.
Более жесткая конструкция и более точное позиционирование, чем у HSK.
Дороговизна оснастки, зачастую использование материально нецелесообразно.
Преимущества современной оснастки HSK и PSK в полной мере можно оценить при обработке легких материалов – дерева, алюминия и т.д.
Особенности фрезерных оправок с цилиндрическим хвостовиком
Основные особенности оправок с цилиндром: Прямой цилиндрический хвостовик с лыской или без нее.
Обычно закрепляются на фрезерном или сверлильном станке в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном станке.
Цанговые патроны удобно использовать при большом вылете и для фиксации цанг малого размера. Чаще всего оснастку такого вида относят к переходникам-удлинителям и используют во фрезерных обрабатывающих центрах.
 Мини-гайка позволяет работать в труднодоступных местах.
Мини-гайка позволяет работать в труднодоступных местах. Сверлильные патроны рекомендуются для токарного оборудования.
Фрезерные патроны с цилиндрическими хвостовиками по своей сути – переходные втулки, но также могут использоваться в токарных станках в держателях для расточных резцов (с лыской).
Вот и все. Ничего сложного, правда? Надеемся, статья помогла вам разобраться в ассортименте патронов для обрабатываемых центров. Как правило, производители станка в характеристиках указывают тип используемого патрона (BT, SK или другой). Дальше останется только выбрать такие патроны, которые необходимы для тех или иных технологических операций.
Ниже представлено видео по типам инструментальных конусов на фрезерных станках:
Источник
1) https://cncmagazine. ru/polezno-znat/kak-vybrat-frezernyy-patron-dlya-stanka-tip-hvostovika-tip-gayki-dlya-cang-osnastka-pod-konkretnyy-rezhuschiy-instrument/
ru/polezno-znat/kak-vybrat-frezernyy-patron-dlya-stanka-tip-hvostovika-tip-gayki-dlya-cang-osnastka-pod-konkretnyy-rezhuschiy-instrument/
2) Каталог Pramet Tooling System 2016
3) Каталог Bison 2015
Каталог инструментальной оснастки на онлайн-выставке Enex: https://enex.market/catalog/stanki_i_komplektuyushchie_k_nim/osnastka_instrumentalnaya/.
Китай Производитель цанговых патронов, Поставщик тисков для станков с ЧПУ
Все продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Основная продукция
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Рекомендация продавца
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
станок с ЧПУ тиски
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Цанга , Цанговый патрон , Тиски станка с ЧПУ , Орех , Гаечный ключ , Вытяните шпильку | |
| Количество работников: | 66 | |
| Год основания: | 2013-07-04 | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Информация отмечена
проверяется
СГС
Pingyuan Haotian Machinery Co.-%20patron-frez_%D1%81%20%D0%B2%D0%B0%D1%82%D0%B5%D1%80%D0%BC%D0%B0%D1%80%D0%BA%D0%BE%D0%B9.jpg?1555913001770) , Ltd (HT-TOOLS Machinery) расположена на крупнейшей производственной базе аксессуаров для станков в Китае. У нас есть современное оборудование и сильная техническая команда в качестве поддержки. Постоянные инновации, честное и надежное сотрудничество и беспроигрышная философия бизнеса.
, Ltd (HT-TOOLS Machinery) расположена на крупнейшей производственной базе аксессуаров для станков в Китае. У нас есть современное оборудование и сильная техническая команда в качестве поддержки. Постоянные инновации, честное и надежное сотрудничество и беспроигрышная философия бизнеса.
Мы специализируемся на поставке многих видов цанг, держателей инструментов C N C, гаек ER, гаечных ключей ER, параллельных блоков, тисков для станков, крепежных деталей зажимных инструментов, патронов, режущих инструментов C N C и других станков …
Просмотреть все
Доска объявлений
4 шт.
CCMT2021
Эмо 2019
Туяп Мактек Евразия
AMB in Stuggart
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Тереза Вонг
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Оправка | технология | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- В этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
- Студенческий портал
Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
