Оснастка станка токарного: Оснастка для токарных станков по металлу купить по выгодной цене!
Содержание
Станочная оснастка, токарные патроны и вращающиеся центра от компании Мир ISO
Главная Статьи Станочная оснастка. Токарные патроны и вращающиеся центра
На данное время каждый завод имеет собственную различную аппаратуру – станки, промышленное оборудование и т.п., с помощью которого производятся всевозможные детали. Надежное закрепление и перемещение различных деталей и заготовок, фиксация и изменение положения инструментов, сама возможность использования различных сменных насадок – все это расширяет сферу применения любого станка, делает его более многофункциональным, а значит – расширяет возможности и увеличивает прибыль предприятия.
С развитием технологий усовершенствуются и рабочие станки. В этом помогают дополнительные станочные приспособления, т.н. станочная оснастка.
Станочная оснастка — это вспомогательные сменные устройства, устанавливаемые на технологическом оборудовании и используемые при выполнении операций механической обработки, сборки и контроля.
Применение станочной оснастки улучшает производительность машин, повышает точность и эффективность обработки, облегчает условия работы оператора и обеспечивает его безопасность. Так же станочная оснастка позволяет расширить технологические возможности оборудования, добавить к рабочему станку новые функции, например, для токарного станка можно добавить фрезеровальную операцию.
В соответствии с предназначением, различные металлообрабатывающие станки делят на группы, нуждающиеся в различной станочной оснастке:
1. Оснастка для токарных станков.
Оснастка для станков токарных — это патроны различных типов: цанговые, мембранные, кулачковые и поводковые. Выбор патрона зависит от размера. Если на токарном станке будут обрабатываться длинные детали, то без сменных насадок не обойтись. При расточке длинных деталей используются люнеты, они бывают подвижными и неподвижными. Цанговый патрон купить для токарного станка можно в нашей компании. Широкий ассортимент товара позволяет выбрать любую оснастку.
2. Оснастка для металлообрабатывающих станков.
К технологической оснастке станков такого типа относятся поворотные механизмы, зажимные патроны, втулки, копировальные устройства. Применяется оснастка для улучшения производительности и качества.
3. Оснастка для фрезерных станков.
Фрезерная оснастка позволяет расширить возможности станка — различные фрезы, патроны, оправки могут работать с металлом и деревом. Для эффективной работы, как правило, приобретается набор фрез и хотя бы одна торцевая фреза, для работы с плоской поверхностью.
4. Оснастка для шлифовальных станков.
Чаще всего это магнитные плиты, тиски станочные, приспособления для шлифовки под различным наклоном, патроны, полуцентры и станочные центры.
Приспособления для токарных станков по назначению можно разделить на три группы:
- приспособления для закрепления обрабатываемых заготовок;
- вспомогательный инструмент для закрепления режущего инструмента;
- приспособления расширяющие технологические возможности станков, т.
 е. позволяющие производить не свойственные этим станкам работы: фрезерование, одновременное сверление нескольких отверстий и т.д.
е. позволяющие производить не свойственные этим станкам работы: фрезерование, одновременное сверление нескольких отверстий и т.д.
Токарные патроны являются представляют собой зажимное устройство, надежно фиксирующее обрабатываемую деталь или рабочее приспособление. Позволяет использовать заготовки разной формы, сечения и размера. При использовании качественного токарного патрона исключается возможность самопроизвольного смещения детали. Компания Мир ISO предлагает продукцию надежных производителей — Bison Bial (Польша) и Toss (Чехия).
Так же, одним из видов оснастки для токарного станка является вращающийся центр. Это приспособление позволяет надежно фиксировать обрабатываемую деталь и даже при высокой скорости резания он прочно зажимает цилиндрическую заготовку (трубы и валы). Используется на станках с ручным управлением и станках с ЧПУ.
Мир ISO предлагает продукцию надежных производителей — Bison Bial (Польша), ROHM GmbH (Германия) и Skoda (Чехия) — подробнее можно узнать на сайте интернет-магазина компании Мир ISO.
Качество станочной оснастки – немаловажный фактор, влияющий на очень многие стороны производства, начиная с долговечности оборудования и заканчивая комфортностью условий труда.
Станочная оснастка занимает одно из центральных мест на любом производстве металлообрабатывающей промышленности. До 15% себестоимости производимых изделий – это затраты на станочную оснастку. Именно с точки зрения затрат стратегически важным становится вопрос о правильном выборе токарного патрона и вращающегося центра.
В каталоге интернет-магазина компании Мир ISO представлена оснастка для токарных станков — патроны, вращающиеся центры, рейки и шестерни, кулачки, резцедержатели. Для исправной и долгой службы оборудования следует выбирать правильную и качественную оснастку, ориентируясь на ее технические параметры и предполагаемые рабочие задачи. В этом помогут профессиональные консультанты сервисной службы компании Мир ISO. Звоните по номеру, указанному в разделе контактов на сайте — и получайте больше подробной информации!
Чтобы купить инструмент в интернет магазине «Мир ISO» — достаточно выбрать необходимый товар в каталоге, отправить онлайн-заявку или позвонить по телефону + 7 (8482) 999-111.
Типы револьверов токарных станков и инструментальная оснастка
Револьверные головки используются для установки режущего инструмента и его автоматической смены. Револьверы бывают разных типов (VDI, BOT, BMT) и отличаются по максимальному количеству инструмента, который можно установить. Встречаются револьверы на 8, 12, 24 позиции и некоторые другие. Наиболее часто современные токарные станки с ЧПУ оснащаются револьверами на 12 инструментов.
Распространенные типы токарных револьверов
VDI
Револьверные головки VDI (Verein Deutscher Ingenieure) имеют на торце специальные отверстия для установки соответствующих инструментальных блоков. Основные типоразмеры: VDI16, VDI20, VDI30, VDI40, VDI50, VDI60. Чем крупнее станок, тем более крупный типоразмер устанавливается. Самые популярные способы закрепления VDI30 (Haas SL-10, DMG MORI 310 ecoline) и VDI40 (станки Haas серий ST и DS, DMG MORI 510 ecoline).
Предлагается довольно большой ассортимент держателей VDI. Есть цанговые осевые держатели, быстрозажимные, для сверл и расточных резцов, резцедержатели радиальные левые и правые, короткие и длинные.
Есть цанговые осевые держатели, быстрозажимные, для сверл и расточных резцов, резцедержатели радиальные левые и правые, короткие и длинные.
Держатели VDI имеют на хвостовике специальную гребенку для их закрепления в посадочном гнезде револьвера. В отверстии револьвера также имеется специальный вал с такой гребенкой. С помощью этого вала, закручивая его шестигранным ключом, осуществляется зажим. Смена инструментального держателя выполняется очень быстро, достаточно открутить всего один винт.
Существует много видов держателей радиальных прямоугольных резцов (от B1 до B8). При выборе такого держателя нужно учитывать исполнение резца (правый, левый) и расположение зажимного винта в гнезде револьвера (сверху, снизу).
Например, у токарных станков Haas винт с гребенкой находится снизу, поэтому держатель нужно вставлять в гнездо гребенкой вниз. Если при этом мы планируем использовать правый резец, то нужно выбирать левый держатель B2 (короткий) или B6 (удлиненный). Резец в этом случае будет стоять пластинкой вниз, а шпиндель станка будет вращаться по часовой стрелке (по M03).
Резец в этом случае будет стоять пластинкой вниз, а шпиндель станка будет вращаться по часовой стрелке (по M03).
Если планируется работать левым резцом, то нужно выбирать левый перевернутый держатель B4 (короткий) или B8 (удлиненный). Резец будет стоять пластинкой вверх, а шпиндель станка будет вращаться против часовой стрелки (по M04).
Револьвер VDI может комбинироваться на токарном станке с системой приводного инструмента для выполнения различных фрезерных операций. Предлагаются осевые и радиальные приводные станции. Осевая станция направлена вдоль оси вращения шпинделя (ось Z), а радиальная вдоль оси X (диаметр). Существуют и станции с настраиваемым углом, которые позволяют наладчику выставить необходимый для работы угол. Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40.
Существуют модели без внутреннего подвода СОЖ и с внутренним подводом. Главное, на что тут нужно обратить внимание, это общая длина хвостовика и тип зацепления. Разные производители станков используют разные виды зацепления приводных станций с ведущим валом: шпоночные, шлицевые, зубчатые. У станков Haas шлицевое соединение имеет такие размеры.
Разные производители станков используют разные виды зацепления приводных станций с ведущим валом: шпоночные, шлицевые, зубчатые. У станков Haas шлицевое соединение имеет такие размеры.
А длина хвостовика (X) может иметь 3 значения.
Параметры приводного инструмента
| Модели токарных станков | Длина хвостовика X, мм |
|---|---|
| SL-20 и SL-30 с револьвером VDI40 | 104,80 |
| Все станки серии ST, кроме ST-40/45/L. Все станки серии DS. SL-20 и SL-30 с гибридным револьвером VB. SL-40 с револьвером VDI. TL-15 и TL-25 | 117,55 |
| SL-40 с гибридным револьвером VB. ST-40/40L, ST-45/45L | 130,25 |
BOT
Следующий тип инструментального револьвера — тип BOT (Bolt-On Tool turret). Револьвер BOT не комбинируется с системой приводного инструмента, но позволяет работать с контршпинделем. Инструментальная оснастка BOT для осевого инструмента крепится к револьверу с помощью четырех болтов (радиальный способ крепления). Прямоугольные резцы для наружного точения устанавливаются непосредственно в паз револьвера и зажимаются с помощью специальных прижимов. Дополнительная инструментальная оснастка для них не требуется.
Прямоугольные резцы для наружного точения устанавливаются непосредственно в паз револьвера и зажимаются с помощью специальных прижимов. Дополнительная инструментальная оснастка для них не требуется.
Крепление жесткое, хорошо подходит для силовой серийной токарной работы, но на смену держателя требуется больше времени. Нужно открутить 4 болта, а не один, как в системе VDI. Ассортимент инструментальной оснастки не такой большой, и стоит она дороже. Подача СОЖ через инструмент возможна. Это организовано с помощью внутренних каналов держателя и его задней стенки.
Инструментальные держатели BOT не всегда можно переставить с одного станка на другой. Они могут иметь разные расстояния между крепежными болтами. Даже у одного производителя эти держатели отличаются для разных станков. Например, у станков Haas ST-20/25/30/35, DS-30 межцентровые расстояния 80х45 мм, а у станков ST-10/15 — 70х45 мм. Держатели с размерами 80х45 мм подходят также для станков Okuma LB15/25/LB15II/LB300, а с размерами 70х45 мм для Okuma LLC-15-2S. Многие производители инструментальной оснастки указывают в своих каталогах, для каких станков подходит тот или иной держатель BOT.
Многие производители инструментальной оснастки указывают в своих каталогах, для каких станков подходит тот или иной держатель BOT.
VB (VDI/BOT)
Следует вспомнить также и о гибридных револьверах VB (VDI/BOT), имеющие как гнезда VDI, так и посадочные места BOT, которые чередуются между собой (6 VDI + 6 BOT).
Такие револьверы позволяют работать как с системой приводного инструмента, так и с контршпинделем. Максимальное количество приводных станций здесь равно количеству гнезд VDI.
BMT
Следующий распространенный тип револьвера — тип BMT (Base Mount Tooling turret). Существуют следующие типоразмеры: BMT45, BMT55, BMT60, BMT65, BMT75.
Чаще всего таким револьвером оснащаются токарные центры с осью Y и приводным инструментом. Привод для приводной станции находится внутри револьвера. Он не занимает место в рабочей зоне станка и не конфликтует с задней бабкой. Инструментальная оснастка устанавливается радиально, крепится четырьмя болтами и однозначно позиционируется с помощью шпоночных пазов.
Диаметр хвостовика станции (размер D) соответствует цифре в обозначении типоразмера. Для BMT65 диаметр хвостовика 65 мм. Такой типоразмер имеют токарные станки Haas, многие станки Doosan среднего типоразмера, Hyndai Wia, Smec.
Затягивать цангу приводной станции BMT можно только в рабочей позиции и только двумя ключами, чтобы не повредить диск внутри револьвера. Можно это делать и вне станка. Видео ниже показывает процесс подготовки приводной станции BMT к работе.
Револьверы BMT чаще бывают 12-позиционными, но могут предлагаться и на 24 инструмента. Причем максимальное количество приводных станций и посадочных мест не меняется. Дополнительный токарный инструмент устанавливается за счет специальных многоместных держателей и возможности револьвера позиционироваться не через 30 градусов, а через 15. Такие многоместные держатели предлагаются и для токарных станков с контршпинделем.
Такие многоместные держатели предлагаются и для токарных станков с контршпинделем.
Заключение
У каждого типа револьвера есть свои плюсы и минусы.
Револьвер BMT часто устанавливают на токарный центр с приводным инструментом. Привод спрятан внутри револьвера и не мешает обработке, а приводные станции, как прямая, так и угловая, позволяют работать не только с главным шпинделем, но и с контршпинделем.
Револьвер BOT хорошо подойдет для обычного 2-х осевого токарного станка. Радиальные резцы для наружного точения устанавливаются непосредственно в пазы револьвера без использования инструментального держателя. Такой револьвер также позволяет работать с контршпинделем.
Револьвер VDI не может работать с контршпинделем, но позволяет работать с приводным инструментом. Существует большой ассортимент инструментальных держателей VDI. Они недорого стоят, и их можно быстро заменить. Это удобно при частой переналадке.
инструмент для токарного станка по металлу
Использование токарных станков – это популярный, а в большенстве случаев и единственный способ обработки заготовок и деталей режущими инструментами. С помощью оснастки для токарных станков по металлу, изделия приобретают нужную форму. Ниже разберем что относится к токарной оснастке и токарному инструменту.
С помощью оснастки для токарных станков по металлу, изделия приобретают нужную форму. Ниже разберем что относится к токарной оснастке и токарному инструменту.
Содержание:
- 1 Что такое токарная оснастка
- 2 Какая бывает токарная оснастка
- 2.1 Резцы
- 2.1.1 Подрезные
- 2.1.2 Проходные
- 2.1.3 Отрезные
- 2.1.4 Расточные
- 2.1.5 Резьбовой
- 2.1.6 Фасочный
- 2.2 Токарно-режущие инструменты
- 2.2.1 Плашки
- 2.2.2 Зенкеры
- 2.2.3 Метчики
- 2.2.4 Сверла
- 2.3 Патроны
- 2.4 Центры
- 2.5 Кулачки
- 2.6 Люнеты
- 2.7 Резцедержатели
- 2.1 Резцы
- 3 Советы по выбору
- 4 Где заказать и купить
Что такое токарная оснастка
Токарная оснастка – это совокупность специальных устройств и приспособлений, используемых для установки режущих инструментов на металлообрабатывающих станках. Использование токарной оснастки для токарных станков позволяет расширять их эксплуатационные возможности и увеличивать производительность.
К преимуществам использования токарной оснастки относятся расширение функционала стандартных станков, быстрая установка, возможность использовать одну и ту же оснастку на разных токарных станках, экономическая выгода по сравнению с приобретением новых станков.
Какая бывает токарная оснастка
Токарная оснастка повышает точность резки и обточки заготовок. Кроме этого, некоторые из них способствуют более точной фиксации заготовок и деталей из металла.
Резцы
Резцы являются основным инструментом для выполнения токарных работ. Они применяются для нарезания резьб, обработки плоских, цилиндрических, фасонных деталей. Деталь обретает нужную форму за счет срезания лишнего металла.
Резец состоит из двух элементов – державки и рабочей головки, имеющей режущие кромки. Державки служат для его закрепления в суппорте токарного станка. Рабочая головка может быть цельной или с припаянной к ней пластиной из быстрорежущей стали или твердого сплава.
Они классифицируются в зависимости от способа изготовления, материала, типа установки, назначению.
Подрезные
Подрезные резцы имеют режущую пластину треугольной, четырехугольной формы. Обработка производится при поперечной подаче.
Проходные
Существуют прямые и отогнутые проходные резцы. Прямые проходные применяют для обработки наружных поверхностей цилиндрических и конических деталей. Наличие высокой степени жесткости делают их пригодными для черновой обдирки.
У отогнутых рабочая часть изогнута в правую или левую сторону. В зависимости от движения суппорта используют правый или левый проходной резец. Проходные могут использоваться для подрезки торца и снятия фасок.
Отрезные
Главное отличие отрезных резцов – наличие удлиненной рабочей головки с напаянной на нее пластиной из твердого сплава или сосъемной пластиной. Применяются для отрезки частей заготовок и для прорезания наружных канавок. Отрезание осуществляется под прямым углом.
Помимо отрезания существует возможность прорезания канавок различной глубины. Конструктивное исполнение разделяется на правосторонние и левосторонние отрезные резцы.
Расточные
Предназначены для обработки внутренних поверхностей деталей после сверления. Могут применяться для расточки сквозных и глухих отверстий. Рабочая часть расточного резца для сквозных отверстий слегка отвернута. Он с легкостью заходит внутрь заготовки и так же легко выходит из нее. Важным является длина державки.
Расточной резец для глухих отверстий обладает треугольной формой. Максимальная длина расточки определяется длиной державки.
Резьбовой
Профиль режущей кромки резьбового резца изначально заточен под метрическую резьбу. При необходимости нарезки других видов резьбы требуется другая заточка по имеющимся шаблонам.
В зависимости от назначения они разделяются для нарезания внешней и внутренней резьбы. Резец для наружной обработки может использоваться для нарезания резьбы любого размера. Внутренний резец применяется только для больших отверстий.
Фасочный
Фасочные резцы используются для обработки поверхностей сложной конфигурации, называемых фасонными.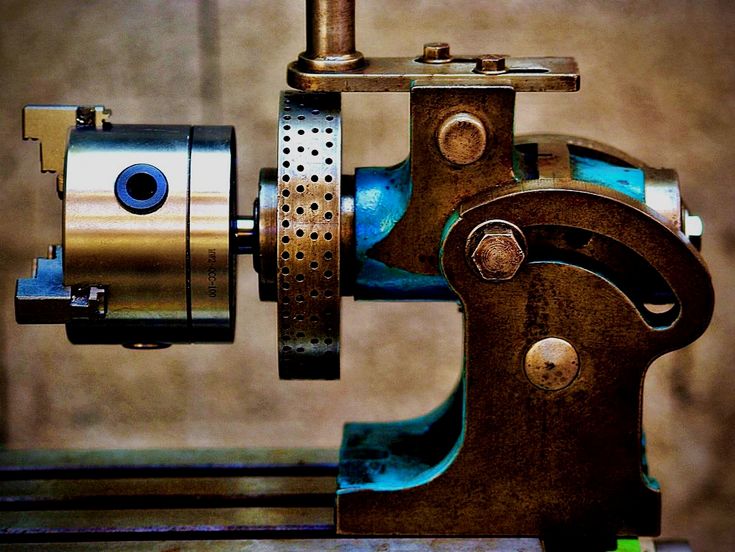 Выполняются из быстрорежущей стали. Фасонные резцы проектируют для конкретных деталей, поэтому их применение оправдано в крупносерийном и массовом производстве.
Выполняются из быстрорежущей стали. Фасонные резцы проектируют для конкретных деталей, поэтому их применение оправдано в крупносерийном и массовом производстве.
Токарно-режущие инструменты
При работе на токарных станках используются различные режущие инструменты. Помимо резцов находят применение сверла, плашки, зенкеры, метчики. При использовании дополнительных приспособлений на токарных станках можно выполнять сверлильные, шлифовальные операции, нарезать резьбу.
Плашки
Назначение плашек – нарезание или калибрование наружной резьбы на цилиндрической поверхности. Конструктивно плашка представляет собой большого размера закаленную гайку, в центре которой находится резьбовое отверстие.
Вокруг центрального отверстия концентрично расположены еще несколько отверстий для выхода через них стружки. Внешняя форма плашек может быть круглой, квадратной, шестигранной.
По конструкции плашки разделяются на цельные, разрезные и раздвижные. Для получения резьбы высокого класса лучше выбирать цельную плашку.
Плашка может использоваться для работы с различными материалами. Размеры плашек стандартизированы и подбираются в зависимости от размера диаметра наружной поверхности заготовки.
В большинстве случаев плашку используют для получения резьбовых канавок на стержнях, валах, трубах.
Зенкеры
Зенкеры предназначены для обработки торцов и отверстий, имеющих цилиндрическую и коническую форму. Они бывают цельными и насадными. В конструкцию входят три режущие кромки.
Метчики
Назначение метчиков – нарезание или калибрование резьбы в отверстиях. Конструктивно метчики состоят из головной части в виде конуса, боковых канавок для отведения стружки, калибрующей части в форме цилиндра и хвостовика для закрепления метчика в зажимном устройстве патрона станка.
Коническая часть облегчает центрировку метчика в отверстии. Цилиндрическая часть представляет, по сути, обратный конус с маленьким углом наклона, что позволяет понизить трение при нарезке.
С помощью метчика можно нарезать резьбу, имеющую различные профили: метрическую, трубную цилиндрическую и коническую, трапецеидальную, упорную, круглую.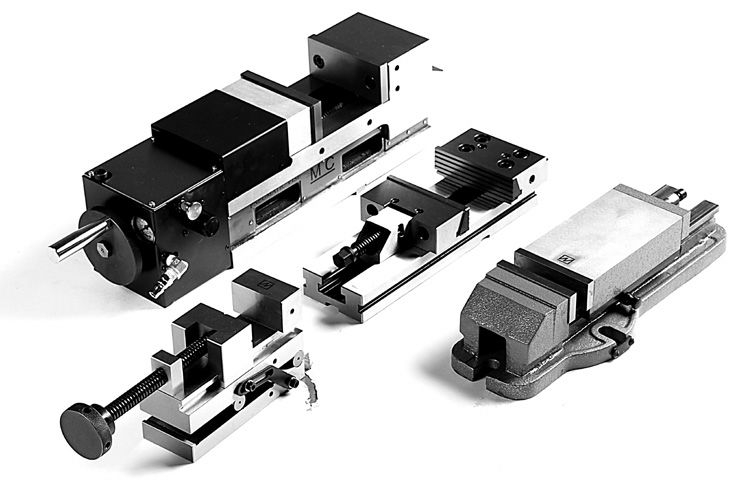
Сверла
В зависимости от конструкции сверла подразделяются на спиральные, перовые, для глубокого сверления, центровочные, с пластинками из твердых сплавов. Наиболее распространенными являются спиральные сверла. Они имеют две режущие кромки.
Все диаметры сверл приведены в специальных таблицах.
Патроны
Патрон токарного станка является основным компонентом токарного станка и представляет собой зажимное устройство, которое удерживает заготовку на шпинделе. Использование патрона позволяет вести обработку на высоких скоростях вращения, обеспечивая точную настройку и необходимое усилие зажима, тоже можно отнести к токарной оснастке.
Центры
При установке заготовки на токарном станке используется специальное оборудование, называемое центром. Его конструкция позволяет надежно фиксировать обрабатываемую деталь на станке, что позволяет использовать высокую скорость.
Конструкция такой токарной оснастки как центр включает непосредственно сам центр, шариковые или игольчатые подшипники, прочные упоры и конический хвостовик.
Применение центров позволяет работать даже при значительных нагрузках. Существует два вида токарных центров: упорные, когда наконечник и хвостовик практически равны по размеру, и грибковые, обладающие большим диаметром и усеченным рабочим конусом.
Кулачки
Кулачки представляют собой специальное зажимное устройство для удержания и центрирования обрабатываемой заготовки. Эта токарная оснастка входят в состав токарного патрона.
Существует несколько видов кулачков. Наиболее часто применяются прямые кулачки. Они служат для зажима детали с ее внешней стороны, если это вал, и за внутреннюю поверхность, если в детали имеется отверстие. Полые заготовки могут иметь значительный размер.
Обратные кулачки применяются для зажима «на сжатие» только с внешней стороны. Накладные кулачки используются для крепления деталей больших размеров длинных или коротких.
Сборные кулачки состоят из двух частей. Нижняя часть представляет собой рейку с гребенками, которая движется по диску спиральной формы. Верхняя часть – это накладка в виде реверсивного кулачка.
Верхняя часть – это накладка в виде реверсивного кулачка.
Люнеты
Люнеты на токарных станках используются в качестве основных и дополнительных опор. Токарный люнет позволяет удерживать деталь цилиндрической формы в горизонтальном положении, не препятствуя при этом ее вращению вокруг своей оси.
Применение люнетов является оправданным, когда длинная деталь начинает провисать. Также крепление с помощью люнета поможет в случае, когда необходимо обработать торец детали.
Эта токарная оснастка бываэт недвижными и подвижными. Неподвижные люнеты устанавливаются стационарно, а местоположение подвижных люнетов меняется в зависимости от направления движения резца вдоль детали.
Резцедержатели
Токарный резцедержатель используется для закрепления режущего инструмента. Существуют варианты исполнения этого узла: с осью вращения и со сменными блоками. Ось вращения может быть горизонтальной и вертикальной, соответственно параллельно или перпендикулярно оси шпинделя. я думаю их тоже можно отнести к токарной оснастке.
я думаю их тоже можно отнести к токарной оснастке.
На токарном станке резцедержатель закрепляется с помощью болтов.
Советы по выбору
При выборе токарной оснастки следует учитовать ее функциональности. Необходимо учитывать твердость материала, из которого изготовлена деталь, какую поверхность и какой формы предполагается обрабатывать с помощью этой токарной оснастки.
Например, при выборе плашки должно наблюдаться соответствие будущей резьбе по шагу, диаметру, числу заходов.
Где заказать и купить
Технологические токарная оснастка расширяют производственные мощности. Рынок предлагает большой выбор этого оборудования. На сайте производителей можно ознакомиться с имеющимся ассортиментом. Имеется возможность заказать онлайн необходимую токарную оснастку и воспользоваться услугами доставки.
Токарный станок
Haas Tooling Home
Фрезерная оправка
Держатели концевых фрез
Держатели насадных фрез
Термоусадочные держатели
Цанговые патроны ER
Фрезерные патроны и цанги
Сверлильные патроны
Вытяжные шпильки
Комплекты зажимных инструментов для фрезерных станков
Зажим для мельницы
Тиски с фиксированными губками
Тиски самоцентрирующиеся
Переходные пластины
Челюсти фрезерных тисков
Принадлежности для крепления
Комплекты тисков
Фрезерование
Корпуса мельниц Shell
Фрезерные пластины
Концевые фрезы
Фасочные фрезы и пластины
Сменные корпуса концевых фрез
Шаровые концевые фрезы
Концевые фрезы для снятия фаски
Концевые фрезы для черновой обработки
Шаровые концевые фрезы и пластины со сменными пластинами
Комплекты насадных фрез
Комплекты фрез для снятия фасок
Комплекты концевых фрез со сменными пластинами
Кусачки типа «ласточкин хвост»
Сменные фрезы типа «ласточкин хвост»
Концевые фрезы для гравировки
Заусенцы
Токарный инструмент
Отрезной инструмент
Наборы инструментов для резки
Токарные вставки
Инструменты для нарезки канавок
Инструменты для нарезания канавок и резьбы с малым внутренним диаметром
Резьбовые вставки
Резьбонарезные державки
ID Державки
OD Державки
Токарные пластины из кермета
Токарные пластины из CBN
Пазовые и резьбовые вставки Haas
Пазовые державки Haas для обработки канавок и резьбы
Державки для протяжки
Вставки для протяжки
Токарный резцедержатель
TL и CL Державки
BOT Держатель инструмента
BMT Державка
Приводной инструмент
Переходные втулки
VDI Инструментальная оправка
Приспособление для токарного станка
живые центры
Вкладыши шпинделя
Быстросменные цанги
Цанговые патроны для токарных станков
Цанги 5C
Наборы цанг 5C
Токарные расточные кольца
Цанги и патроны ER
Цанги ER
Герметичные цанги ER
Цанги для метчиков ER
Наборы цанг ER и аксессуары
Цанговые патроны ER
Цанговые патроны ER с прямым хвостовиком
Быстрозажимные сверлильные патроны с прямым хвостовиком
Сверление отверстий
Твердосплавные сверла
Корпуса сверл со сменными пластинами
Пластины для сверления со сменными пластинами
Модульные корпуса сверл
Модульные буровые головки
Кобальтовые сверла и наборы
Центровочные сверла
Развертки
Наборы сверл со сменными пластинами
Центровочные сверла
Нарезание резьбы
Метчики
Резьбовые вставки
Резьбонарезные державки
Резьбовые фрезы
Трубные краны
Наборы метчиков для сверления
Управление инструментами
Станки для предварительной настройки инструмента
Термоусадочные машины
Принадлежности для инструментов
Очиститель конуса шпинделя
Магазинный подъемник Haas
Приспособления для резцедержателя
Диски для удаления заусенцев
Вентиляторы очистки с ЧПУ
Комплекты упаковки
Вентилятор для очистки от стружки
Наборы режущих инструментов
Комплекты концевых фрез со сменными пластинами
Наборы инструментов для резки
Наборы метчиков для сверления
Наборы сверл со сменными пластинами
Комплекты насадных фрез
Комплекты фрез для снятия фасок
Комплекты зажимных инструментов для фрезерных станков
Комплекты крепления
Комплекты тисков
Одежда и аксессуары
Аксессуары
Одежда
Хранение и обращение
Тележки для инструментов
Измерение и проверка
Набор для измерения из 7 предметов
Комплект 3D-датчика, дюймовый, CT40
Комплект 3D-датчика, метрическая система, SK40/DIN
Комплект 3D-датчика, метрическая система, BT40
Комплект 3D-датчика, дюймовый, HSK63A
Комплект 3D-датчика, метрическая система, HSK63A
Датчик 3D, дюймы
Датчик 3D, метрическая система
Стилус WIPS, 3 шт. в упаковке
в упаковке
Сменный стилус WIPS
Тестовый стержень шпинделя
Рефрактометр охлаждающей жидкости
Датчик силы зажима
Запасные части Haas Главная
Автоматическая поддона Changer
HMC — Автоматическая поддона Changer
VMC — Автоматическая поддона Changer
Late Turret
Зонт
Система удаления стружки
Многошнековый
Одинарный шнек
СОЖ
вспомогательный фильтр
HPC-300 (токар)
HPC-1000 (токар)
Скиммер масла
Стандартный охлаждение
TSC-300 (MILL)
TSC-1000 (Mill)
466 (MILL MILL)
TSC)
6 (MILL)
9000 2 (Mill)
6 (MILL MILL)
9000 2 (MILL
Переполнение охлаждающей жидкости
Loc-Line
Старальный вариант
Зарядный и разрядный шланг
Электрический шкаф
вентиляторы
0004 Комплекты для обновления
Корпус
Аксессуары
Air Poll Bump
Наклейки
Дверные бамперы
Windows, Gaskets и Weather Strip.
Фильтры
Манометры
Теплообменник
Шланги
Смазка
Bijur Mechanical Lubrication
Minimum Lubrication
Maintenance
Grease, Oil, & Sealants
Pendant
Floppy Disk & USB
Keypad
Keys
Lens
Прокладки и уплотнения
Датчики
Датчики фрезерных станков
Устройство предварительной настройки токарного инструмента
Вращающееся устройство
Rotary Gaskets & Seals
Spindles
Couplings
Gaskets & Seals
Spindle Motor Drive
Gearbox Drive
Tool Release Piston
Tailstock
Handles
My Machine Info
Тип машиныVERTICALHORIZONTALLATHEROTARYYearModel
Мой серийный номер
__________________________________________
ПРОВЕРЕНО HAAS. ПРОВЕРЕНО ХААС.
ПРОВЕРЕНО ХААС.
ПОСМОТРЕТЬ ВСЕ ИНСТРУМЕНТЫ ДЛЯ ТОКА
Державки и вставки для токарных станков
____________________________
Haas Tooling предлагает широкий выбор державок и вставок для токарных станков, отвечающих всем вашим потребностям в токарной обработке — от стандартных инструментов и вставок для основных токарных и расточных операций до более специфических операций. , такие как нарезание канавок, отрезка, нарезание резьбы и многое другое. Выберите одну из категорий инструментов ниже, а затем просто отфильтруйте параметры, чтобы найти инструменты и вставки, подходящие для вашего конкретного приложения.
Файлы cookie
Чтобы этот сайт работал должным образом, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
Токарные инструменты — Токарные инструменты — Товары
Ваши данные в настоящее время проверяются нашей командой.
Этот процесс обычно занимает от 30 минут до 3 часов.
После проверки вы можете заказать и купить всю нашу продукцию.
Переключить навигацию
Меню
Счет
Настройки
Язык
RU
DE
ЕС
Франция
ЭТО
Искать
Цанговые патроны и держатели для метчиков, подходящие для токарных станков с ЧПУ. На хвостовике предусмотрена плоская поверхность для установки непосредственно в резцедержатель токарного станка с ЧПУ.
На хвостовике предусмотрена плоская поверхность для установки непосредственно в резцедержатель токарного станка с ЧПУ.
Доступны следующие продукты:
- Токарный станок с гидравлическим патроном Тип: В наших гидравлических патронах для зажима используется один единственный шестигранный ключ, что позволяет быстро и легко менять микрорежущие инструменты, не снимая инструмент с суппорта. ДИАПАЗОН ЗАЖИМА: ø3-12 мм.
- MEGA ER Grip: Для сверл, разверток, метчиков и чистовых концевых фрез. ДИАПАЗОН ЗАЖИМА: ø2,75-20 мм.
- Микропатрон MEGA: Швейцарский автоматический токарный станок, включая держатели скольжения, обеспечивающие высокую точность и повторяемость. Для микросверл и концевых фрез. ДИАПАЗОН ЗАЖИМА: ø0,45–6,05 мм.
- Патрон для метчиков MEGA Synchro: Улучшает качество резьбы и срок службы инструмента за счет снижения осевых нагрузок, вызванных ошибками синхронизации, до 90 %.

- Новый патрон Baby: Для сверл, разверток, метчиков и чистовых концевых фрез. ДИАПАЗОН ЗАЖИМА: ø0. 25-20 мм
Магазин по
Варианты покупок
- Применение
Применение
бурение
Чистовое фрезерование
Развёртывание
Черновое фрезерование
Нажатие
Держатели инструментов Аксессуары
9 лет0006- Тип хвостовика
Тип хвостовика
СЛ
SLS
Цилиндершафт- Размер хвостовика
Размер хвостовика
15.
 875
875
16
19.05
20
22
24,5
25
25,4
32
40- Категория
9 Статья
Посмотреть как
Сетка
Список
9 шт.
Показывать
12
24
36
Все
на страницу
Сортировать по
Бестселлеры
Сейчас в списках желаний
Количество отзывов
Самые популярные
Самая большая экономия
Цена: от низкой к высокой
Цена: от высокой к низкой
Наиболее просматриваемые
Новый
Должность
наименование товара
Цена
Установить нисходящее направление
Lathe Tools and Toolholders – ToolNotes
- Single Point Cutting Tools
- Rake Angles
- Lead Angle
- Tool Materials
- Tool Configurations
- Monolithic Ground
- Insert
- Brazed Carbide Tool Bits
- Indexable Inserts
- Токарные инструменты
- Отрезные инструменты
- Токарные инструменты
- Накатка
- Сверлильные инструменты
- Держатели инструментов
- Держатели инструментов
- Держатели для с ЧПУ.

- Автоматические устройства смены инструмента
- Револьверная головка
- Группа
- Прочее
Токарные станки работают, перемещая инструмент в контакте с вращающейся заготовкой. Поскольку на заготовке может потребоваться создание самых разных элементов, существует широкий спектр доступных инструментов.
На сегодняшний день наиболее распространенным типом операций, выполняемых на токарном станке, является удаление металла резанием. Режущие инструменты на токарном станке обычно имеют одну режущую точку. Многоточечные инструменты, такие как сверла, концевые фрезы, метчики и развертки, будут обсуждаться отдельно.
Самая простая операция резания на токарном станке — прямолинейная токарная обработка. При прямолинейном точении клиновидный инструмент подается в заготовку вдоль ее оси, как показано ниже.
Одноточечные режущие инструменты доступны в, казалось бы, бесконечном разнообразии конфигураций, но они, как правило, имеют много общих элементов. Знакомство с одноточечным инструментом с цельным хвостовиком помогает установить общую терминологию, применимую к широкому спектру инструментов.
Знакомство с одноточечным инструментом с цельным хвостовиком помогает установить общую терминологию, применимую к широкому спектру инструментов.
При ближайшем рассмотрении процесса можно увидеть важную геометрию, связанную с процессом резки. Наиболее важными типами углов являются передний угол и задний угол.
Передние уголки
Когда инструмент входит в материал, он срезает внешнюю поверхность. Угол верхней поверхности фрезы (называемой передней поверхностью) относительно плоскости, перпендикулярной обрабатываемой поверхности, называется передним углом .
Передний угол
Однолезвийные фрезы, например, используемые в токарных станках, часто имеют переднюю поверхность, образующую сложный угол с обрабатываемой поверхностью. В этом случае плоскость передней поверхности инструмента имеет два различных угла: задний передний угол и боковой передний угол.
Обратите внимание, что вы смотрите на заднюю часть инструмента. Задний передний угол также известен как угол наклона .
Передний угол и углы зазора – Показать вид сбоку
в типах резов, необходимых для получения различных элементов
Боковой передний угол, если смотреть сбоку. Эффективные грабли
Режущие инструменты могут принимать различные формы.
Угол в плане
Угол в плане может уменьшить толщину стружки и повысить стойкость инструмента.
Угол в плане Увеличение угла в плане уменьшает толщину стружки
Инструментальные материалы
См. также: Материалы для режущего инструмента
Токарные инструменты доступны из различных инструментальных материалов. Выбор материала инструмента зависит в первую очередь от обрабатываемого материала, а также от требуемой производительности и количества. Наиболее распространенными материалами также являются:
- Быстрорежущая сталь (HSS)
- Карбид вольфрама
- Керметы
- Керамика
- Поликристаллический алмаз (PCD)
- Поликристаллический кубический нитрид бора (PCBN)
Вообще говоря, вышеприведенный список составлен в порядке возрастания твердости. Карбиды вольфрама являются наиболее популярным материалом для режущих инструментов в промышленности.
Карбиды вольфрама являются наиболее популярным материалом для режущих инструментов в промышленности.
Режущие инструменты обычно покрыты твердым износостойким покрытием.
Один из способов классификации материалов для режущих инструментов — по группам материалов, из которых они изготовлены (ISO 513). Эти группы позволяют пользователю выбрать подходящую фрезу в зависимости от материала, который она предназначена для обработки. Каждая группа материалов подразделяется на более тонкие категории.
- P (синий) – сталь
- M (желтый) – нержавеющая сталь
- K (красный) – чугун
- N (зеленый) – цветные металлы
- S (коричневый) – специальный, высокотемпературный Сплавы
- H (серый) – Закаленные материалы
Конфигурации инструмента
В зависимости от конкретных требований к инструменту, токарные режущие инструменты доступны в различных конфигурациях. Инструменты могут быть отшлифованы из цельного куска материала (обычно из стали) или могут быть составными инструментами с «наконечниками», состоящими из режущей заготовки, прикрепленной к хвостовику.
Монолитная/шлифованная оснастка
Инструменты могут быть отшлифованы из цельного, обычно квадратного или прямоугольного вала. Быстрорежущая сталь является наиболее распространенным инструментальным материалом, используемым в этой форме. Это самая старая конфигурация инструментов, но сегодня она редко используется в промышленных условиях, за исключением специальных приложений.
Режущий инструмент из шлифованной монолитной быстрорежущей стали
Инструмент для пластин
Наиболее часто используемые токарные инструменты имеют сложную структуру, в которой используются отдельные материалы для самой режущей кромки и хвостовика инструмента. Этот сложный стиль инструментов иногда называют инструментами с наконечниками. Наконечник состоит из хвостовика и вставки. Пластины используются двумя способами: либо прикрепляются к хвостовику пайкой, либо механически закрепляются 9Сменные вставки 0836 .
Твердосплавный напай
Одной из форм режущей пластины является напаянный твердосплавный инструмент. Эти инструменты имеют твердосплавную режущую заготовку, прикрепленную к стальному хвостовику пайкой. Твердосплавные инструменты впервые нашли применение в качестве паяных инструментов, и эта конфигурация инструментов популярна в ограниченных отраслях. Напаянные твердосплавные пластины доступны в различных стандартных конфигурациях. Американский национальный стандарт ANSIB212.1-2002 определяет восемь стандартных стилей, каждому из которых присвоена кодовая буква (AG). Заготовки из твердого сплава, припаянные к фрезам, изготавливаются по определенной марке.
Эти инструменты имеют твердосплавную режущую заготовку, прикрепленную к стальному хвостовику пайкой. Твердосплавные инструменты впервые нашли применение в качестве паяных инструментов, и эта конфигурация инструментов популярна в ограниченных отраслях. Напаянные твердосплавные пластины доступны в различных стандартных конфигурациях. Американский национальный стандарт ANSIB212.1-2002 определяет восемь стандартных стилей, каждому из которых присвоена кодовая буква (AG). Заготовки из твердого сплава, припаянные к фрезам, изготавливаются по определенной марке.
Твердосплавный токарный инструмент
Одним из преимуществ напаянных твердосплавных инструментов является то, что их можно затачивать несколько раз, однако большинство производителей выбирают очень гибкие и эффективные сменные пластины.
ISO 242 определяет размеры твердосплавных наконечников для токарных резцов, предназначенных для использования на паяных держателях фрез.
По своей природе инструменты с напаянными вставками объединены с их фрезой. Паяные держатели доступны в серии ANSI (ANSI B212.1), которые обозначаются комбинацией букв и цифр (например, AL5) или стандартами ISO. ISO 514 определяет внутренние инструменты, а ISO 243 определяет внешние инструменты. Стили инструментов ISO обозначаются номером, например, ISO 3 или ISO 4.
Паяные держатели доступны в серии ANSI (ANSI B212.1), которые обозначаются комбинацией букв и цифр (например, AL5) или стандартами ISO. ISO 514 определяет внутренние инструменты, а ISO 243 определяет внешние инструменты. Стили инструментов ISO обозначаются номером, например, ISO 3 или ISO 4.
Они имеют прямоугольные основания, которые могут удерживаться многими из тех же оснований держателя, которые используются с инструментами для вставок.
Примеры твердосплавных резцов в стиле ANSI. Твердосплавные напайки в стиле ISO.
Сменная пластина
Инструментальные пластины состоят из державки или хвостовика и отдельного режущего компонента, называемого пластиной. Это позволяет изготавливать режущую кромку из материала, отличного от материала хвостовика инструмента. Сменные пластины механически крепятся к держателю, чтобы их можно было снять и либо повернуть в новое положение резания, либо заменить. Именно из-за этой функции «индексации» эта фреза получила свое название, но некоторые «индексируемые» пластины имеют только одну конфигурацию резания.
Сменная пластина
Существует два стандарта для идентификационного кода сменных пластин: ANSI B212.4 и ISO 1832, оба определяют похожие, но уникальные системы, которые идентифицируют тип пластины по буквенно-цифровому коду.
Покрытия режущего инструмента
- Два метода нанесения
- CVD – химическое осаждение из паровой фазы
- PVD – физическое осаждение из паровой фазы
- См.: Видео
до введения вставных инструментов. Они были доступны в стилях для прямой, правой и левой резки.
Державки для монолитных инструментов практически устарели.
Державки со сменными пластинами
Держатели инструментов предназначены для работы со стандартными сменными пластинами. Они могут принимать различные формы, чтобы обеспечить различные углы наклона и опережения. ANSI B212.5 определяет систему идентификации стандартных держателей инструментов.
Сменные пластины можно устанавливать в различных держателях.
Типовые компоненты держателя инструмента
Типичные компоненты держателя пластин
Держатели резцедержателя
Имеются держатели для приспособления вставок к быстросменным резцедержателям. Обычно они оснащены ласточкиным хвостом или другим методом блокировки. Держатели для инструментов предназначены для крепления к держателям инструментов определенного стиля. Они доступны для точения и подрезки, растачивания, отрезки и различных типов инструментов для нарезания резьбы.
Обычно они оснащены ласточкиным хвостом или другим методом блокировки. Держатели для инструментов предназначены для крепления к держателям инструментов определенного стиля. Они доступны для точения и подрезки, растачивания, отрезки и различных типов инструментов для нарезания резьбы.
Держатель резцедержателя с установленным токарным резцом.
Держатели для токарных станков с ЧПУ
Токарные станки с ЧПУ могут иметь инструменты, удерживаемые теми же устройствами, что и станки с ручным управлением, но чаще инструменты крепятся к одному из следующих устройств: револьверной головке, устройству смены инструмента группового типа или коническому шпиндель.
Револьверная головка с болтовым креплением Держатели BOT
Держатели для Haas типа BOT (револьверная головка с болтовым креплением) доступны в различных стилях для крепления инструментов с квадратным и круглым хвостовиком.
BMT (базовая револьверная головка)
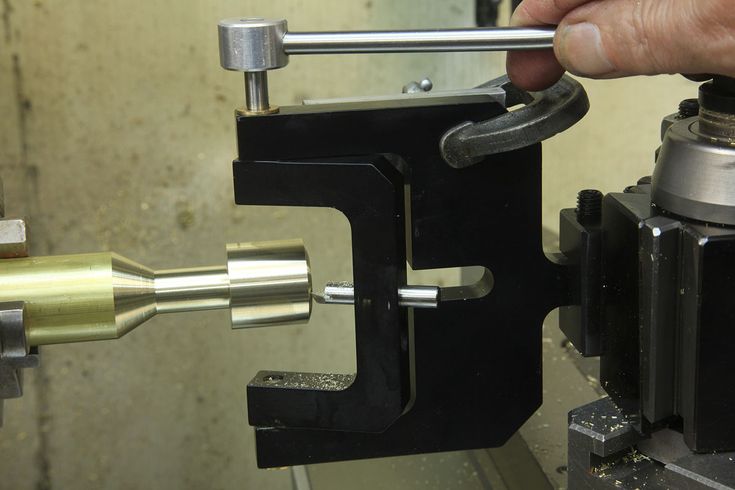
HSK – Конический держатель с полым хвостовиком для высокоскоростных применений.
Пластина, установленная непосредственно в держателе HSKИнструменты иногда собираются вместе, так как эти инструменты с квадратным хвостовиком находятся в этом многоугольном коническом держателе. Держатели инструмента
VDI (Verein Deutscher Ingenieure) — это держатель стандартного немецкого типа, предназначенный для использования в револьверной головке (см. ниже). Они крепятся с помощью зубчатого вала.
A VDI Turret Style Holder
Bushings for holding
- Boring Bars
- Morse Tapers
- Collets
- Reducer Bushings
Live Tooling Spindles
- See BMT Turret
Tool Posts & Tool Changers
Manual Tool Стойки
Большинство из них предназначены для монтажа одним из двух способов:
- Т-образный паз с Т-образной гайкой (для Америки)
- Болтовое крепление на вал (европейское)
Фонарь или рокер
Столбы для инструментов в виде фонаря или качающейся шайбы почти устарели и редко используются в производстве.
Ручная револьверная головка Тип
Ручная револьверная стойка может быстро индексировать несколько инструментов.
Быстросменный резцедержатель
Ручной быстросменный резцедержатель может
Быстросменные резцедержатели доступны в разных размерах для токарных станков разного размера. Примером обозначения может служить следующая серия:
- AXA (поворот до 10″)
- BXA (12–15″)
- CXA (13–18″)
- CA (14-20″)
- DA (17-48″)
- EA (25″+)
Автоматические устройства смены инструмента
Устройство смены инструмента револьверного типа
Устройство смены инструмента револьверного типа очень популярно на оборудовании с ЧПУ. Револьверные головки сочетают в себе функции хранения (инструментальные магазины) и смены инструмента (устройства смены инструмента).
Револьверная головка типа BOT на токарном станке с ЧПУ Haas ST25 (HaasCNC.com)
Устройство смены инструмента группового типа
- Можно установить на инструментальную стойку QC (см.
 инструмент Dorian QC Gang)
инструмент Dorian QC Gang)
Другие автоматические устройства смены инструмента
Токарно-фрезерные станки имеют конические шпиндели, подобные тем, которые используются во фрезерных станках, и имеют аналогичные устройства смены инструмента и магазины, такие как цепные и карусельные.
Оснастка задней бабки
Шпиндели задней бабки также можно использовать для крепления оснастки на токарном станке. Примеры инструментов, обычно используемых в шпинделях задней бабки, сверлильных патронах, конических сверлах и развертках. Иногда для сверления небольших отверстий используются чувствительные буровые приспособления. Револьверные головки задней бабки доступны для индексации нескольких инструментов задней бабки.
Ссылки
Справочник по машинному оборудованию, 27-е изд.
https://www.doriantool.com/wp-content/uploads/SEC-B-TOOL-POST-TOOLHOLDERS-2016.pdf
Токарные инструменты HSK
https://www.haascnc.com/machines/ токарные станки/st/models/standard/st-25.
