Основные узлы станка 1а616: 1А616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Токарный станок 1а616 – технические характеристики, паспорт
- Характеристики станка
- Конструкция и принцип работы
- Электрическая система станка
- Обеспечение движения подачи и резания
- Паспорт 1А616 и руководство по электрооборудованию
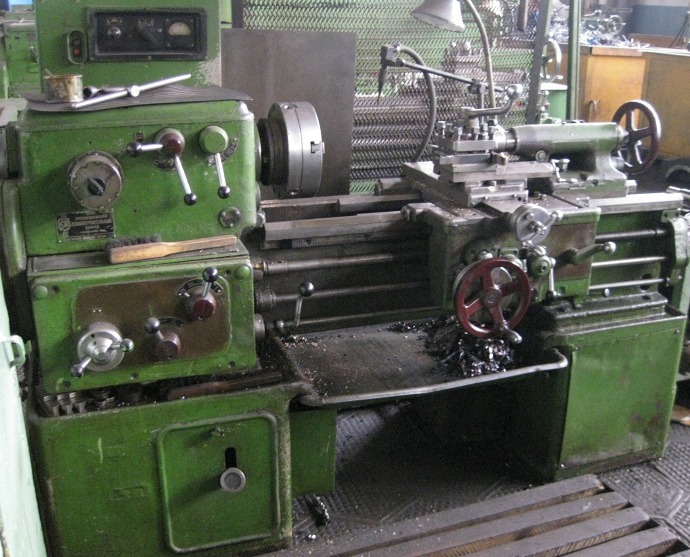
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.


Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
- Общие характеристики и основные размеры
- Характеристики суппорта
- Характеристики резцовых салазок, шпинделя, задней бабки
- Характеристики электродвигателя, ремней, подшипников шпинделя, муфт
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
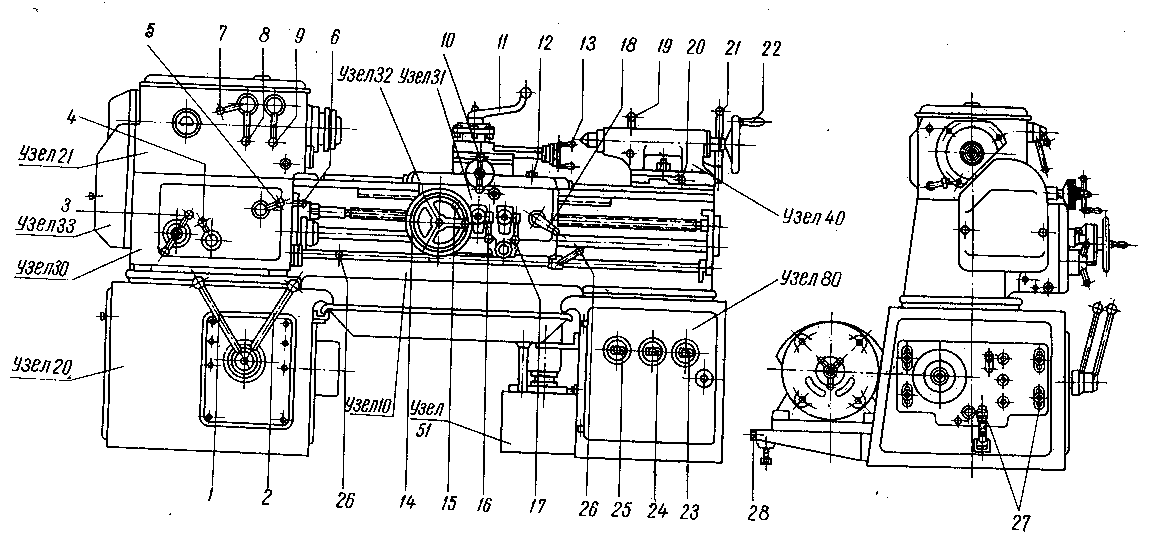
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.

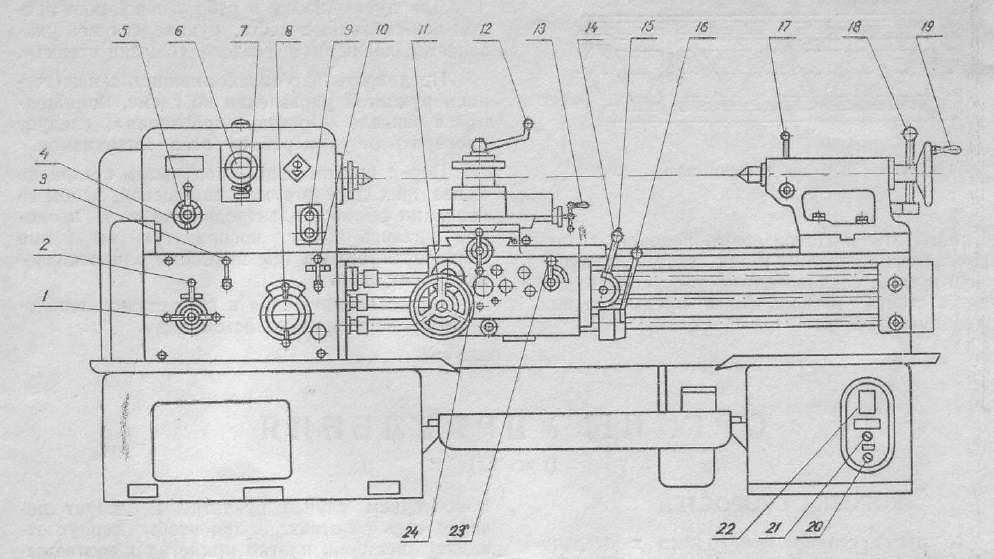
Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.

Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.

Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей.
Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
2.2 Узлы станка модели 1а616.
Передняя
бабка.
Шпиндель
18
(рис. 3,
а)
смонтирован на высокоточных подшипниках
качения класса
А.
В передней опоре шпинделя установлен
специальный регулируемый двухрядный
роликовый подшипник
17
серии 3182116А, имеющий у внутреннего кольца
коническую посадочную поверхность.
Регулирование радиального зазора в
передней опоре шпинделя осуществляется
гайкой
16.
При подтягивании гайки внутреннее
коническое кольцо подшипника перемещается
вперед по конусной шейке шпинделя.
Вследствие этого за счет упругих
деформаций внутреннего кольца диаметр
беговых канавок увеличивается, благодаря
чему уменьшается или устраняется
зазор между роликами и кольцами.
Задняя
опора шпинделя состоит из радиально-упорного
шарикоподшипника6
серии 46211А и шарикового упорного
подшипника 7 серии 8211 А. Регулирование
задней опоры производится гайкой
2.
Приводной
шкив
9
закреплен на полом валу
10,
который смонтирован на независимых
от шпинделя шарикоподшипниках
8.
Такой монтаж приводного устройства
разгружает шпиндель от изгибающих
усилий со стороны клиноременной передачи
и ведущей шестерни z
перебора, которая изготовлена за одно
целое с полым валом
10.
Конструкция задней опоры шпинделя
позволяет устанавливать и заменять
приводные ремни без демонтажа шпинделя.
Для этого снимают защитный кожух
3,
отворачивают гайку
2, отвинчивают
фланец
4 и
с помощью отжимных болтов выпресовывают
буксу 5 из корпуса 1 бабки.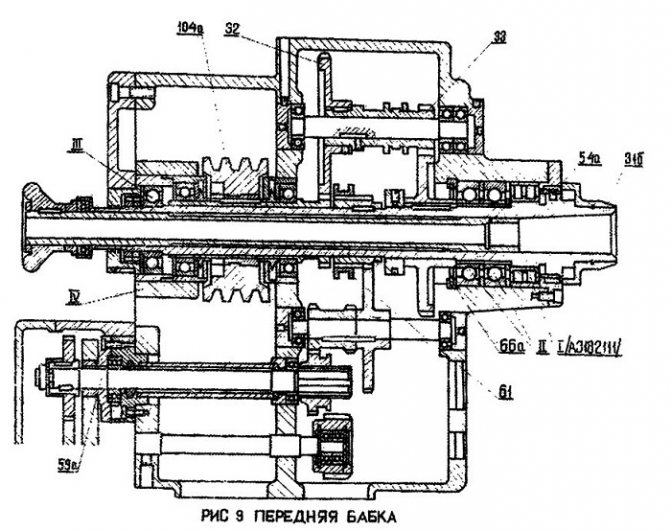 В образовавшееся
В образовавшееся
отверстие заводят клиновые ремни для
их монтажа или смены.
По
шлицам переборного валика 11 перемещаются
колесо
12 и
шестерня
15.
Они постоянно связаны друг с другом
зубчатой муфтой М. На шпинделе жестко
закреплена шестерня
14,
которая охватывается зубчатой муфтой
13.
При смещении муфты
13
влево ее зубья зацепляются с шестернейZ,
соединяя шпиндель с полым валом
10.
Шестерни
20 и
25
звена увеличения шага соединены в единый
блоки могут перемещаться по шлицам вала
19.
Широкая
паразитная шестерня
22
реверсивного механизма смонтирована
на оси
21 на
шарикоподшипниках. Подвижная шестерня
24
реверса и насос
23
установлены на валу
26.
Задняя
бабка.
Основными частями задней бабки являются
корпус
4
(рис. 3, б), основание
17 и
пиноль
2.
Последняя совместно с центром может
перемещаться вдоль своей оси в корпусе
4. От
От
проворачивания пиноль удерживается
шпонкой
19,
которая входит в паз
а
пиноли.
Осевое
перемещение пиноли производится вручную
маховичком
9,
закрепленным на ходовом винте 5. Последний
входит в маточную гайку
6,
жестко связанную с пинолью
2.
Осевые усилия, действующие на пиноль,
воспринимаются упорным шарикоподшипником
7. В
конце хода пинолиназад выжимается
задний центр 1. Закрепление пиноли в
корпусе бабки производится рукояткой
3 посредством втулочно-винтового зажима
18.
Рычаг8
служит для закрепления задней бабки на
направляющих станины станка. При
повороте рычага8
по стрелке б эксцентрик оси
10
перемещает вверх стяжку
12 с
винтом
13.
Последний приподнимает правый конец
рычажной планки
14,
которая, будучи связана болтом
15 с
корпусом бабки, нажимает через сферическую
головку болта
21 на
прижим
16.
Прижим
16,
опираясь на нижние плоскости направляющих
станины (на рисунке не показаны),
надежно закрепляет бабку. Упор 11 служит
Упор 11 служит
для ограничения хода рычага
8 и
соответственно поворота эксцентрика
оси
10. Для
производства особо тяжелых работ задняя
бабка может быть дополнительно закреплена
гайкой
20.
Суппорт.
Суппорт (рис. 3,
в)
состоит из продольных салазок 1,
поперечных салазок2,
средней поворотной части 3, верхней
части суппорта
4 и
четырехпозиционного резцедержателя
21.
Продольные
салазки 1 перемещаются по внешним
направляющим станины
24.
Для предохранения от опрокидывания и
для обеспечения более плавного хода
продольные салазки с задней стороны
снабжены двумя планками
25 с
регулируемыми упорами 26.
Закрепление продольных салазок на
направляющих станины производится
стяжным болтом8.
Ручное
ycVaH0B04Hoe
перемещение поперечных салазок
2
производится рукояткой
22
посредством ходового винта
18.
Для обеспечения возможности устранения
зазора между ходовым винтом и гайкой
последняя состоит из двух частей —
неподвижной
13 и
регулируемой
16.
Между обеими частями гайки размещен
клин 14.
Если вследствие износа резьбового
соединения возникнет мертвый ход
поперечных салазок, освобождают винт
17 и
посредством винта
15
подтягивают клин
14.
После устранения зазора гайка
16
надежно закрепляется винтом
17.
Быстрый
отвод и подвод суппорта в пределах до
8
мм,
необходимый при нарезании резьбы и
ряде других операций, производится
рукояткой
23.
Перемещение
верхней части суппорта осуществляется
рукояткой 11,
закрепленной на ходовом винте6.
Гайка 7 жестко связана со средней
поворотной частью 3. Величина перемещения
верхней части суппорта отсчитывается
по нимбовому кольцу
9,
которое удерживается в «нужном положении
пластинчатой пружинкой10.Гайки
12
служат для устранения зазора между
винтом
6 и
корпусом верхней части суппорта.
Рукоятка 5 с помощью храповика
20 и
кулачка
19
обеспечивает освобождение, поворот,
фиксацию и закрепление резцедержателя
21.
(Рис.
3,а). Узлы токарно-винторезного станка
модели 1А616
(Рис.
3,б.) Узлы токарно-винторезного станка
модели 1А616
(Рис.
3,в). Узлы токарно-винторезного станка
модели 1А616
конструкция, характеристики, отзывы, цены / Paulturner-Mitchell.com
Отечественный токарный станок 1А616 выпускался с пятидесятых годов прошлого века. Серийный образец Средневолжского завода до сих пор можно встретить на различных промышленных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Описание
Токарный станок 1А616 оснащен суппортом, перемещаемым в поперечном направлении механически до максимального значения до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и роликом на предельное значение 670 мм. Параметры подачи имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборотов в минуту.
Характеристики станка позволяют производить быструю замену шестерен в коробке подач на взаимозаменяемые прецизионные детали. Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации такая замена не требуется. Получение точных параметров обусловлено включением ходового винта напрямую, минуя коробку подач.
Технические характеристики токарного станка 1А616
Рассматриваемый агрегат предназначен для обработки малогабаритных заготовок. Оборудование имеет следующие технические параметры:
- Предельная длина шлифования — 660 мм.
- Максимальная длина заготовки — 710 мм.
- Диаметр заготовки над суппортом/станиной — 180/320 мм.
- Вес — 1,5 тонны.
- Диаметр сквозного отверстия шпинделя — 35 мм.
- Тип наконечника резьбовой по ГОСТ — 6К.
- Интервал вращения шпинделя — 9-1800 об/мин.
- Длина/ширина/высота — 2,13/1,22/1,22 м.

На станке 1А616 нарезаются следующие типы резьбы:
- Обработка шагами 2-128.
- Дюймовая резьба — 1-56 витков на дюйм.
- Модульная версия — в диапазоне от 0,25 до 5,5 мм.
- Метрическая версия — 0,2-24 мм.
Заготовки укладываются в обычную кассету, фиксируются пневматическими или гидравлическими прижимными устройствами.
Конструкция
В состав рассматриваемого оборудования входят следующие элементы и детали:
- Столбик передний и задний.
- Передняя и задняя бабка.
- Реверсивное устройство, устройство перевыбора, а также блок, отвечающий за увеличение рабочего шага.
- Узел от сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Станину.
- Коробка подачи
- Система охлаждения режущих инструментов.
- Коробка передач.
- Лоток для сбора стружки и отработанного хладагента.

Принцип работы
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой закрепляется в патронном оборудовании или между центрами.
- Резцы устанавливаются в держатели суппорта. Одновременно можно установить не более четырех режущих элементов.
- Для сверления или нарезания внутренней резьбы в пиноли задней бабки закрепляется подходящий инструмент.
- Основная обработка заготовки осуществляется сочетанием поступательно-вращательного движения фрезы и вращения детали. Данная конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, в том числе винтовые и торцевые.
На токарном станке по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещен между опорами. При необходимости замену клинового ремня можно выполнить без снятия шпинделя. В конструкции этого оборудования предусмотрен принцип раздельной передачи на суппорт. Его можно перемещать с помощью шпинделя или ролика. В обмотке двигателя задействован пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Его можно перемещать с помощью шпинделя или ролика. В обмотке двигателя задействован пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Схема электрическая
Электрическая схема станка 1А616 включает в себя следующие элементы:
- Предохранители.
- Выключатель на входе.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения
- Контакторы включения и реверса.
- Регулятор активации насоса охлаждающей жидкости.
- Реле скорости вращения двигателя и аналоговое управление контактором.
- Понижающая конфигурация трансформатора.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Оборудование управления переключателем.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свою функциональность. Трехфазный двигатель PA22 имеет мощность 0,12 кВт и обороты 2800 оборотов в минуту. Он служит для включения насоса хладагента в рабочей зоне.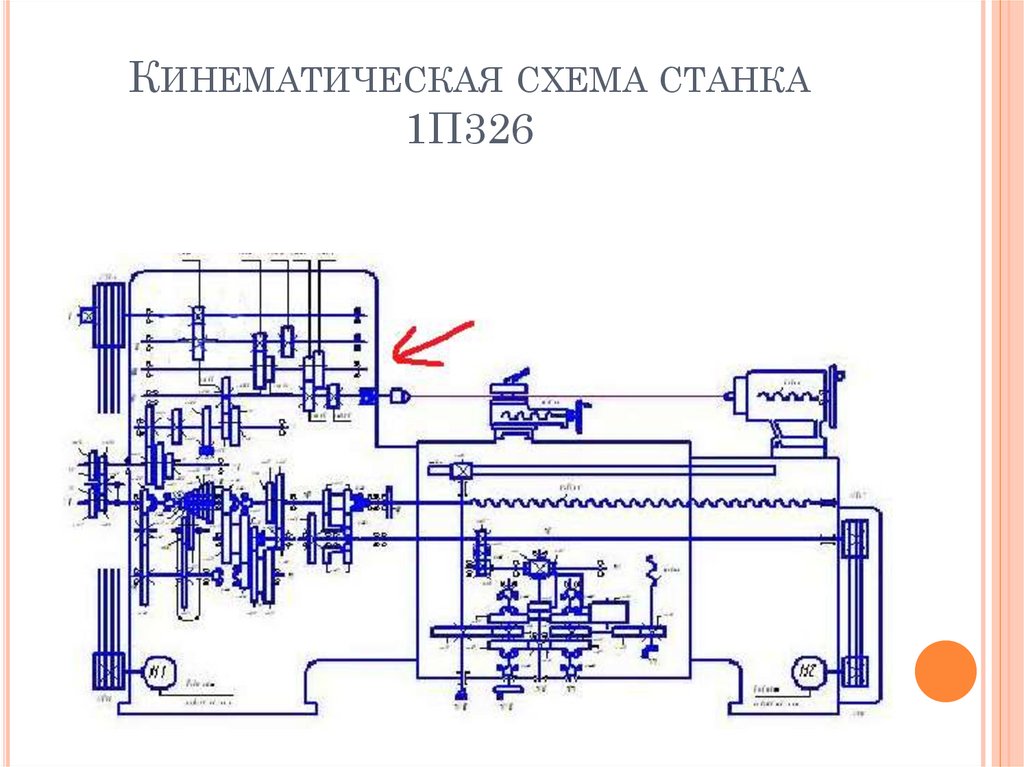
Трехфазный аналог А02-41-4 имеет номинальную мощность 4 кВт (1430 об/мин). Его задачей является обеспечение работы главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегатируются с электрической сетью 220 В. Под заказ изготавливаются модификации, рассчитанные на 500 В.
Рабочий процесс
Движение подачи при работе на металлообрабатывающих станках 1А616 происходит от узла шпинделя на суппорте. Коробка передач способна обеспечить работу техники в 48 диапазонах, официально их указано 22, так как некоторые скорости совпадают. Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости — ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров суппорт и шпиндель соединяются между собой напрямую. Обработка больших значений осуществляется с помощью перебора и промежуточного элемента увеличения шага. Основным рабочим движением рассматриваемого оборудования является режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой.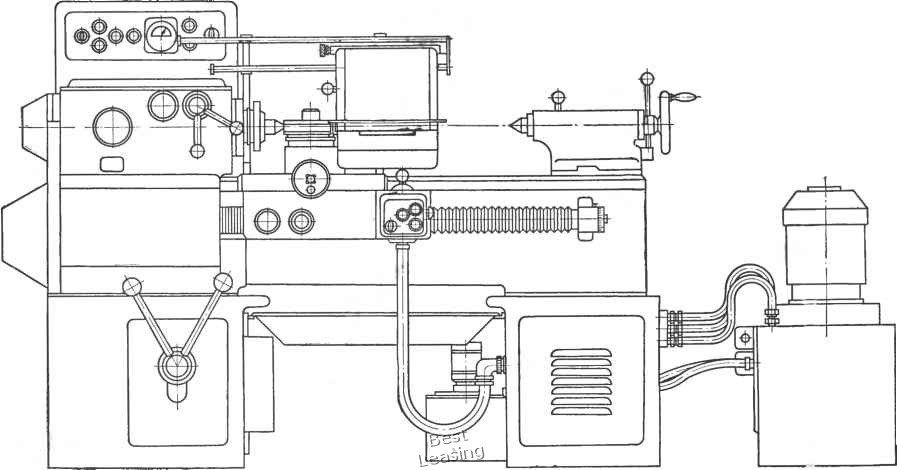 Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Редуктор
Этот важный узел токарного станка включает в себя три вала, размещенные в отсеках с подшипниками, подвижные болты с шестернями и одну активную шестерню. Выбор скорости вращения осуществляется включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом при помощи муфты кулачкового типа.
При работе на токарном станке помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
- Поверните держатель инструмента и установите его в нужное положение.
- Перемещение задней бабки с установленной пинолью.
- Установка суппорта в нужное положение.
Станок токарный 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет 40 тысяч рублей и выше.
Отзывы покупателей о станке позволяют выделить основные преимущества данного металлообрабатывающего станка. Среди пользователей:
- Многофункциональность.
- Надежность.
- Высокоточная обработка.
Среди недостатков владельцы отмечают, что многие операции необходимо настраивать вручную. Кроме того, калибровка и настройка оборудования требуют участия специалиста.
Наконец
Технические возможности отечественного токарного станка 1А616, отзывы о котором приведены выше, определяют возможность его эксплуатации на производственных предприятиях для обработки заготовок крупными партиями и при изготовлении единичных изделий. Агрегат может комплектоваться рабочими частями из быстрорежущих сталей, а также твердосплавными резцами. Универсальность оборудования позволяет не только точение, но и нарезание резьбы различной конфигурации.
конструкция, технические характеристики, отзывы, цены
Отечественный токарный станок 1А616 выпускается с пятидесятых годов прошлого века. Модель производства Средневолжского комбайна до сих пор можно встретить на различных производственных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Модель производства Средневолжского комбайна до сих пор можно встретить на различных производственных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Описание
Токарный станок 1А616 оснащен суппортом, перемещающимся в поперечном направлении механически на максимальное значение до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и роликом до предельной величины 670 мм. Параметры подачи имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборотов в минуту.
Характеристики станка позволяют производить быструю замену зубчатых колес в коробке запаса сменными прецизионными деталями. Это позволяет нарезать резьбу с высочайшей точностью. Чтобы нарезать стандартную резьбу в дюймовой, модульной или метрической конфигурации, этого делать не нужно. Получение точных параметров происходит за счет включения ходового винта напрямую, минуя коробку подач.
Технические характеристики станка 1А616
Рассматриваемый агрегат предназначен для обработки заготовок компактных размеров. Оборудование имеет следующие параметры технического плана:
Оборудование имеет следующие параметры технического плана:
- Максимальная длина шлифования 660 мм.
- Максимальная длина заготовки — 710 мм.
- Диаметр заготовки над опорой/рамой 180/320 мм.
- Вес — 1,5 тонны.
- Диаметр сквозного отверстия шпинделя 35 мм.
- Тип наконечника резьбового по ГОСТ-6К.
- Интервал вращения шпинделя 9-1800 об/мин.
- Длина/ширина/высота — 2,13/1,22/1,22 м.
На станке 1А616 нарезаются следующие типы резьбы:
- Шаг обработки с шагом 2-128.
- Дюймовая резьба — 1-56 витков на дюйм.
- Модульная версия — в диапазоне от 0,25 до 5,5 мм.
- Метрическая версия 0,2-24 мм.
Обрабатываемые заготовки помещаются в штатный патрон, фиксируемый с помощью пневматических или гидравлических прижимных устройств.
Дизайн
В состав рассматриваемого оборудования входят следующие элементы и детали:
- Передний и задний бордюр.

- Передняя и задняя бабки.
- Устройство реверсивное, переборка, а также узел, отвечающий за увеличение рабочего шага.
- Узел сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Стан.
- Коробка подачи.
- Система охлаждения режущих инструментов.
- Распределительная коробка.
- Поддон для сбора стружки и отработанной охлаждающей жидкости.
Принцип работы
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой закрепляется в патроне оснастки или между центрами.
- Резцы фиксируются в держателе на опоре. Одновременно можно установить не более четырех режущих элементов.
- Для сверления или нарезания внутренней резьбы в пиноли задней бабки закрепляется соответствующий инструмент.
- Основная обработка заготовки осуществляется за счет сочетания поступательно-вращательного движения фрезы и скорости детали.
 Данная конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, в том числе винтовые и торцевые.
Данная конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, в том числе винтовые и торцевые.
На станке токарном по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещен между опорами. При необходимости клиновой ремень можно заменить, не снимая шпиндель. В конструкции этого оборудования предусмотрен принцип раздельной передачи на суппорт. Его можно перемещать с помощью ходового винта или ролика. В обмотке двигателя участвует пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Электросхема
Электрическая схема станка 1А616 включает в себя следующие элементы:
- Предохранители.
- Включить вход.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения.
- Контакторы включения и обратно.
- Регулятор включения насоса охлаждающей жидкости.
- Реле скорости двигателя и управление аналоговым контактором.

- Трансформатор пониженной конфигурации.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Управление оборудованием коммутационного узла.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свой функционал. Трехфазный двигатель ПА22 имеет мощность 0,12 кВт и скорость вращения 2800 оборотов в минуту. Он служит для включения насоса подачи охлаждающей жидкости в рабочую зону.
Трехфазный аналог А02-41-4 имеет номинальную мощность 4 кВт (1430 об/мин). Его назначение – обеспечение работы главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегатируются с электрической сетью 220 В. Под заказ возможны модификации, рассчитанные на 500 В.
Рабочий процесс
Движение подачи при работе металлообрабатывающих станков 1А616 от шпинделя до суппорта. Коробка передач способна работать с оборудованием в 48 диапазонах, официально указано 22, потому что некоторые скорости совпадают. Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости — ходовой винт.
Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости — ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров суппорт и шпиндель соединяются напрямую. Обработка больших значений осуществляется с помощью элемента перечисления и промежуточного шага приращения. Основным рабочим движением рассматриваемого оборудования является режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Коробка передач
Этот важный узел токарного станка включает в себя три вала, размещенные в подшипниковых отсеках, подвижные болты с шестернями и одну активную шестерню. Скорость вращения выбирается зацеплением шестерен с разными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединен непосредственно с полым валом посредством муфты кулачкового типа.
При управлении токарным станком помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
- Поверните держатель резака и установите его в нужное положение.
- Перемещение задней бабки с установленной пинолью.
- Установите суппорт в требуемом положении.
Токарный станок 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке в зависимости от состояния, комплектации и года выпуска на вторичном рынке составляет от 40 тысяч рублей и выше.
Отзывы потребителей о станке позволяют выделить основные преимущества данного металлообрабатывающего станка. К ним пользователи относятся:
- Многофункциональность.
- Надежность.
- Высокоточная обработка.
Из минусов владельцы отмечают, что многие операции нужно настраивать вручную. Кроме того, калибровка и настройка оборудования требуют участия специалиста.
Наконец
Технические возможности отечественного токарного станка 1А616, отзывы о котором приведены выше, обуславливают возможность его эксплуатации в производственных цехах для обработки заготовок большими партиями и при изготовлении единичных изделий.
