От 5 токарный станок технические характеристики: ОТ-5 Станок токарно-винторезный повышенной точности облегченный. Паспорт, схемы, характеристики, описание
Содержание
1М65 Универсальный токарно-винторезный станок
Производитель: Завод ПромСтройМаш
Модель: 1М65
| Артикул | Особенности |
|---|---|
| PSMM011053 | РМЦ 3000 мм |
| PSMM011055 | РМЦ 5000 мм |
Цена: договорная
Запросить КП
Завод ПромСтройМаш является непосредственным производителем 1М65 Мы производим и продаём Универсальный токарно-винторезный станок 1М65 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. 1М65 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить 1М65 вы можете непосредственно у нас или у наших дилеров.Диаметр обработки над станиной 1000мм; РМЦ 3000, 5000мм
По Техническому Заданию заказчика токарные станки модели 1М65 могут изготавливаться с РМЦ до 6000 мм, при этом могут измениться габаритные размеры и масса станка. Подробное ТКП можно получить после предоставления Технического Задания.
Подробное ТКП можно получить после предоставления Технического Задания.
Характеристики в (круглых скобках) для станков с РМЦ 5000.
Технические характеристики 1М65
| Межцентровое расстояние (РМЦ),мм | 3000 (5000) |
| Диаметр обработки над станиной,мм | 1000 |
| Диаметр обработки над мостиком (ГАП), мм | 1350 |
| Диаметр обработки над суппортом, мм | 600 |
| Класс точности по ГОСТ 18097 | Н |
| Шпиндель DIN 55026 | A2-15 |
| Конус шпинделя | 140 мм |
| Диаметр сквозного отверстия в шпинделе, мм | 130 |
| Число ступеней вращения шпинделя | 24 |
| Число ступеней обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, об/мин | 2,5…250 |
| Число ступеней рабочих подач – продольных, мм/об | 97 |
| Число ступеней рабочих подач – поперечных, мм/об | 97 |
| Число ступеней подач суппорта – продольных, мм/об | 97 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 42 |
| Число нарезаемых питчевых резьб | 48 |
| Число нарезаемых модульных резьб | 46 |
| Ход поперечного суппорта, мм | 720 |
| Ход верхнего суппорта, мм | 400 |
| Ускоренное перемещение продольного суппорта, м/мин | 3,8 |
| Ускоренное перемещение поперечного суппорта, м/мин | 1,9 |
| Ускоренное перемещение резцедержателя, м/мин | 0,9 |
| Пиноль задней бабки | 80мм |
| Ход пиноли задней бабки, мм | 300 |
| Диаметр пиноли, мм | 160 |
| Наибольшее сечение резца, мм | 40×40 |
| Мощность главного привода, кВт | 22 |
| Габариты (ДхШхВ) | 6100x1900x1750 (8100x1900x1750) |
| Масса, кг | 12’000 (14’000) |
Стандартная комплектация 1М65
Станок в сборе, включая:
- Система подачи СОЖ в зону обработки — 1 шт.

- Централизованная система смазки — 1 шт.
- Механизм быстрого перемещения суппорта — 1шт.
- Четырехкулачковая планшайба с независимыми кулачками — 1 шт.
- Регулируемая задняя бабка — 1 шт.
- Четырехпозиционный резцедержатель с фиксатором — 1 шт.
- Механизм быстрого перемещения резцедержателя — 1 шт.
- Светильник станочный — 1 шт.
- Вращающийся упорный центр — 1 шт.
Также входит в комплектацию:
- Переходная втулка — 1шт.
- Невращающийся упорный центр — 1шт.
- Комплект крепежных элементов, для установки станка
Принадлежности (ЗИП):
- Комплект ключей для обслуживания станка
- Ключ к электрошкафу — 1 шт.
- Масленка — 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт станка
- Комплект документации на приобретенное оборудование
- Декларация о соответствии ТР ТС
Дополнительные опции 1М65
Устройство, схема работы 1М65
Особенности токарного станка 1М65 :
- увеличенная мощность главного привода;
- увеличенный диаметр отверстия в шпинделе;
- более высокая масса обрабатываемого изделия;
- более высокая точность обработки.

Токарно-винторезный станок модели 1М65 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб — метрической, модульной, дюймовой).
На станке 1М65 можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой), осей колесных пар электровозов и тепловозов типа 2ЭС6 и ВЛ-10 в/и при их ремонте при формировании колесных пар.
Суппортстанка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
В токарном станке 1М65 механизированы все основные операции, в том чсиле продольное и поперечное перемещение суппорта, перемещение резцовых салазок, ускоренные перемещения суппорта и резцовых салазок. Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Основные технические характеристики станков с ЧПУ
Числовое программное управление (ЧПУ) активно внедряется в современные производственные процессы. Создано разнообразное оборудование, обеспечивающее высокоточную скоростную обработку. Основные технические характеристики станков с ЧПУ помогают ориентироваться в потоке информации и делать правильный выбор.
Основные технические характеристики станков с ЧПУ помогают ориентироваться в потоке информации и делать правильный выбор.
- Основные технические характеристики станков с ЧПУ
Станки с ЧПУ, прежде всего, классифицируются по своему назначению. Выделяются такие разновидности: токарные, фрезерные, сверлильные, расточные, а также оборудование для проведения специальных работ. Кроме того, выпускаются универсальные станки, способные выполнять разнообразные функции, — многоцелевые обрабатывающие центры.
Каждый тип станка имеет свои специфические параметры, но можно отметить и общие для всех разновидностей критерии: класс точности, тип устройства ЧПУ, число управляемых координат, т. е. количество плоскостей, в которых обрабатывается заготовка. Основные рабочие характеристики и оснащение оборудования зависят от его назначения и технологических возможностей.
Токарный
Токарные станки с ЧПУ предназначены для изготовления деталей сложной формы из цилиндрических заготовок в автоматическом режиме. Они способны обеспечить до 6 управляемых осей обработки с использованием до 6 разных рабочих инструментов. К данной категории оборудования относятся непосредственно токарные станки целевого назначения, универсальные, карусельного и лоботокарного типа, токарно-фрезерные обрабатывающие центры.
Они способны обеспечить до 6 управляемых осей обработки с использованием до 6 разных рабочих инструментов. К данной категории оборудования относятся непосредственно токарные станки целевого назначения, универсальные, карусельного и лоботокарного типа, токарно-фрезерные обрабатывающие центры.
Токарные станки могут оснащаться головкой револьверного типа с приводом для специальных приспособлений, контршпинделем со специальным зажимом цангового типа, задним суппортом для обработки заготовок с обратной стороны. Универсальные аппараты обеспечивают выполнение любых токарных операций. В них могут закладываться такие особенности: приводной инструмент, головки для сверления, фрезерования и шлифования, система автоматической смены инструмента.
Технические характеристики, на которые следует обратить особое внимание:
- Скорость обработки. Она зависит от скорости вращения шпинделя и линейного перемещения суппорта. Скорость вращения, как правило, составляет 4000–10000 об/мин, а при горизонтальной станине — до 20000 об/мин.
 Ускоренное линейное перемещение может достигать 10–12 м/мин.
Ускоренное линейное перемещение может достигать 10–12 м/мин. - Мощность двигателя шпинделя. Она определяет эффективность работы. Токарные станки с ЧПУ могут иметь мощность 45–50 кВт и более.
- Размеры обрабатываемой заготовки. Лимитируется максимальный диаметр и наибольшая длина. Эти параметры связаны с габаритами и мощностью. Диаметр может находиться в диапазоне от 40 до 150 см, а стандартная длина — до 100–150 см, но есть станки, где она превышает 10 м.
- Точность позиционирования. Она определяет класс точности обработки и точность повторений. В токарных станках с ЧПУ она достигает 0,003–0,005 мм.
При выборе оборудования следует обращать внимание на номенклатуру обрабатываемых материалов. Чаще всего они используются для металлообработки. Обеспечивают черновую и чистовую обработку с точностью до 7-го квалитета. Для деревообработки можно использовать менее мощные станки с меньшим классом точности.
Расточный
Расточные станки с ЧПУ выпускаются с горизонтальным или вертикальным расположением шпинделя. Многоцелевой вариант с горизонтальным расположением шпинделя или горизонтально-расточной станок предназначен для обработки крупногабаритных изделий. Он оснащается измерительными датчиками, обеспечивающими высокую точность обработки. Многоцелевой с вертикальным шпинделем или координатно-расточной станок может иметь до 5 управляемых осей. Трехкоординатная модель оснащается двухповоротным столом. Высокоточное перемещение рабочего инструмента обеспечивается шариковыми винтовыми парами. Современные станки обеспечивают выполнение такие операций: растачивание, зенкерование, сверление, нарезка резьбы, обтачивание; торцевое и цилиндрическое фрезерование, подрезка торцов.
Многоцелевой вариант с горизонтальным расположением шпинделя или горизонтально-расточной станок предназначен для обработки крупногабаритных изделий. Он оснащается измерительными датчиками, обеспечивающими высокую точность обработки. Многоцелевой с вертикальным шпинделем или координатно-расточной станок может иметь до 5 управляемых осей. Трехкоординатная модель оснащается двухповоротным столом. Высокоточное перемещение рабочего инструмента обеспечивается шариковыми винтовыми парами. Современные станки обеспечивают выполнение такие операций: растачивание, зенкерование, сверление, нарезка резьбы, обтачивание; торцевое и цилиндрическое фрезерование, подрезка торцов.
Основной параметр расточных станков — диаметр шпинделя. По нему определяется тип оборудования: малый (диаметр 50–130 мм), средний (90–200 мм) и тяжелый (свыше 200 мм). Диаметр шпинделя может достигать 350 мм. Другие важные характеристики:
- Мощность. Для горизонтальных станков она составляет 20–40 кВт, а вертикальных — до 10–15 кВт.

- Размеры рабочего стола. Они определяют габариты обрабатываемой заготовки. Могут находиться в диапазоне от 100 × 50 см (для малого класса) до 200 × 180 см (тяжелые станки).
- Скорость вращения шпинделя. Она регулируется в широком диапазоне и зависит от мощности двигателя. В станках с ЧПУ может достигать 1500–2000 об/мин.
Оборудование предназначено для обработки разнообразных материалов. Способны работать со сталью, чугуном, цветными металлами.
Сверлильный
Сверлильные станки с ЧПУ способны обрабатывать изделия фланцевого, корпусного и плоскостного типа с использованием разного инструмента (сверла, развертки, зенкеры и т. п.). Они выпускаются нескольких разновидностей:
- вертикально- и горизонтально-сверлильного типа;
- с одним или несколькими шпинделями;
- с ручной и автоматической сменой инструмента.
Предлагаются также многооперационные сверлильно-фрезерные аппараты.
Функциональные способности станков расширяются за счет дополнительной оснастки:
- поворотные, наклонные и маятниковые рабочие столы;
- навесные кондукторы;
- патроны для нарезания резьбы;
- револьверные головки;
- патроны быстросъемного типа.

Особой конструкцией отличаются радиально-сверлильные станки с возможностью поворота колонны на 360 °. Они имеют цифровую индикацию и систему коррекции по длине инструмента. Точность позиционирования стола составляет 0,05 мм, а установки координат на радиально-сверлильном станке — 0,001 мм. Количество управляемых координат 3. Одновременно можно управлять двумя координатами.
Основные технические характеристики:
- Максимальный диаметр сверления. Определяет возможности оборудования. Наиболее распространены станки, способные сверлить отверстия до 80 мм.
- Скорость вращения шпинделя и ее регулировка. Частота вращения может достигать 2000–3000 об/мин.
- Размеры рабочего стола. Они зависят от габаритов самого станка. Ширина обычно составляет 40–60 см, а длина может достигать 1,5–2 м и более.
Важно! Сверлильные станки с ЧПУ работают с любым материалом, но наиболее востребовано оборудование для обработки черных и цветных металлов.

Фрезерный
Группа фрезерных станков с ЧПУ включает несколько типов специфического оборудования: трехкоординатные фрезерные станки, многофункциональные станки с вертикальным шпинделем, наклонно-поворотным столом и горизонтальным шпинделем и наклонно-поворотным столом, многоцелевые станки с универсальной фрезерной головкой, продольно-фрезерные станки для обработки панелей, лонжеронов с горизонтальным и вертикальным расположением стола, а также столом адаптивного типа.
Наиболее востребованы трехкоординатные станки, способные выполнять такие операции: сверление, зенкерование, развертка, растачивание, нарезание резьбы, фрезерование плоскостей, карманов, отверстий, контуров и т. п. В современных станках обеспечивается автоматическая смена инструмента по программе, обратная связь через измерительные датчики, коррекция инструмента.
Основные технические характеристики:
- Размеры рабочего стола. Они определяют габариты заготовок, которые можно обработать на станке.
 Выпускаются мини-варианты с максимальной длиной заготовки 50–60 см до крупногабаритных станков, где можно устанавливать детали 10 и более м.
Выпускаются мини-варианты с максимальной длиной заготовки 50–60 см до крупногабаритных станков, где можно устанавливать детали 10 и более м. - Материал портала. От него зависит качество обработки. Лучший вариант – чугун. В бюджетных моделях используется алюминий.
- Параметры шпинделя. Скорость его вращения зависит от расположения. При горизонтальном расположении она может достигать 20000–22000 об/мин. Наиболее часто параметр регулируется в пределах 3000–8000 об/мин.
- Наличие автоматической смены инструмента. В дешевых конструкциях она остается ручной.
- Управление. Оно может осуществляться через компьютер или с использованием специальных стоек.
Важное значение придается обслуживанию оборудования. В современных станках предусмотрен простой ввод программ и система коррекции. Настройка вполне доступна любому оператору.
Станки с ЧПУ выпускаются разного типа с целевым назначением. Можно подобрать и многоцелевые, универсальные обрабатывающие центры. Важно правильно оценить технические характеристики оборудования и определить целесообразность внедрения такой техники. При правильном выборе достигается заметная экономическая выгода.
Важно правильно оценить технические характеристики оборудования и определить целесообразность внедрения такой техники. При правильном выборе достигается заметная экономическая выгода.
- 23 ноября 2020
- 8589
Получите консультацию специалиста
Токарный станок серии СА6150 — stanok-vt.ru
Основные эксплуатационные характеристики:
1. Станина, шпиндельная бабка, задняя бабка, станка серии CA6150 перед сборкой проходят процесс шабрения, после чего производится тщательное тестирование, что позволяет выдержать точность и стабильность работы станка СК6150 на протяжении всего периода эксплуатации.
2 .Станины станков этой серии изготовлены из высокопрочного чугуна, с добавлением меди и хрома, ширина станины 400 мм, глубина закалки направляющих станины составляет 4 мм, что имеет положительный эффект на повышенную износостойкость и устойчивость станка.
3. Коробка скоростей станка имеет масляное охлаждение, что положительно влияет на рассеивание тепла и чистоту узла, увеличивает срок службы подшипника и редуктора.
4 Диаметр отверстия шпинделя в стандартном исполнении составляет 52 мм, шпиндель станка комплектуется спецподшипниками, снижает уровень шума и увеличивает продолжительность эксплуатации станка .
5 Для гарантии износостойкости и сохранение точности перемещений в станке используется винт-гайка, гайка изготовлена из высококачественного бронзового сплава.
6. Станок оснащён четырехпозиционным резцедержателем, размер хвостовика инструмента: 25×25 мм.
Применение:
1. Токарный станок серии CA подходит для обработки внутренних и внешних поверхностей изделий цилиндрической формы, конических поверхностей и других тел вращения: точения различных видов резьб — метрических, дюймовых, модульных, шаговых и питчевых. Также может выполняться работу по сверлению и растачиванию отверстий различных глубин и диаметров. Токарный станок СА6150 широко используется для точения различных видов валов, фланцев и обработки прутка.
2. Ширина станины станков этой серии составляет 400 мм, имеет высокую жесткость, поверхность направляющих подвержена закалке ТВЧ.
3. Для удобства работы станок оснащён механизмом ускоренных перемещений, управление осуществляется одним рычагом.
4 Конструкция и компоновка станка позволяют вести обработку с высоким КПД.
5 Завод изготовитель в строгом соответствии проводит процедуры испытаний и калибровки, для обеспечения высокой точности и надежности станка.
Технические характеристики:
| CA6150 / CA6150B/ CA6250С | CA6250 / CA6150B/ CA6250C | ||||
| Макс. Ø обработки над станиной | 500mm | ||||
| Макс. Ø обработки над суппортом | 300mm | ||||
| Макс. Ø обработки в выточке | —— | 720mm | |||
| Полезная ширина выточки | —— | 210mm | |||
| Расстояние межцентровое | 1000/1500/2000/2200 | ||||
| Расстояние между направляющими | 400mm | ||||
| Сечение хвостовика инструмента, мм | 25×25mm | ||||
| Шпиндель | Диапазон частот вращения шпинделя | 10-1400 мин-1/16-1400 мин-1 (24 ступени) | |||
| Отверстие в шпинделе | 52 мм, (80мм )/ (105 мм) | ||||
| Конус шпинделя | Морзе No. 6(MT6)(Φ90 1:20)[Φ113:20] 6(MT6)(Φ90 1:20)[Φ113:20] | ||||
| Подача | Диапазон подач | 64 (продольных и поперечных) | |||
| Метрическая резьба | (1-192мм) /44 | ||||
| Дюймовая резьба | (1-24tpi) /21 | ||||
| Модульная резьба | 0.25-48 / 39 | ||||
| Питчевая резьба | 1-96DP /37 | ||||
| Задняя бабка | Ход пиноли | 150 мм | |||
| Диаметр пиноли задней бабки, мм | 75 мм | ||||
| Конус пиноли | NO.5 (MT5) | ||||
| Мощность электродвигателя главного привода, кВт | 7,5 кВт | ||||
| Габариты | 1000 мм | 2650×1140×1750 | |||
| 1500 мм | 3150×1140×1750 | ||||
| 2000 мм | 3650×1140×1750 | ||||
| 2200 мм | 4030×1140×1750 | ||||
| Брутто/нетто, кг | РМЦ 1000 мм | 2260 / 2140 | |||
| РМЦ 1500 мм | 2420 / 2290 | ||||
| РМЦ 2000 мм | 2790 / 2640 | ||||
| РМЦ 2200 мм | 2940 / 2790 | ||||
Raglan 5″ Токарный станок
Мой Raglan 5″ токарный станок был куплен моим отцом примерно в 1975 году. Ранее у него была модель Colchester очень старого и изношенного винтажа, но когда он собирался приступить к модели паровоза, ему понадобилась что-то гораздо более надежное и точное для этой работы. , с одним самоустанавливающимся патроном работа, которую можно было выполнить на токарном станке, была несколько ограничена, и я поставил себе в приоритет приобрести еще несколько деталей, как только позволит время.0003
Ранее у него была модель Colchester очень старого и изношенного винтажа, но когда он собирался приступить к модели паровоза, ему понадобилась что-то гораздо более надежное и точное для этой работы. , с одним самоустанавливающимся патроном работа, которую можно было выполнить на токарном станке, была несколько ограничена, и я поставил себе в приоритет приобрести еще несколько деталей, как только позволит время.0003
За последние 10 лет я приобрел три одинаковых независимых 4-х кулачковых патрона Pratt и один самоцентрирующийся 4-х кулачковый патрон. Каждый из них был куплен без задней пластины, чтобы соответствовать 5-дюймовому фитингу передней бабки Raglan, а это означает, что если один нельзя было купить как новый, его нужно было сделать для каждого патрона.
Создатели токарного станка очень мудро выпустили производственный чертеж для этого фитинга с каждым токарным станком. Это гарантировало, что каждый владелец мог, в случае необходимости, изготовить любую подходящую фурнитуру для передней бабки.
Покупая каждый патрон, я приступил к изготовлению подходящей задней пластины для каждого патрона и использовал их по мере необходимости.
Со временем, когда я нанес надрез большего размера, чем обычно, я начал замечать, что каждый из них в той или иной степени демонстрировал (несколько чрезмерный) треск с соответствующими отметками на заготовке и «много шума»
Очевидно, что-то было не так и Я приписываю это плохой технике обработки (моей) сопряжения двух параллелей на валу передней бабки, поэтому патрон не был должным образом закреплен или жестким, когда его затягивали.
Токарный станок Raglan 5” имеет другую технику расположения, чем большинство токарных станков для небольших мастерских, которые я использовал.
Токарный станок Raglan 5” навинчивается на резьбу 6 TPI. Он расположен на двух параллелях спереди и сзади, а затем также устанавливается на задний упор при затяжке.
Это один из самых безопасных адаптеров патрона, которые я видел на маленьком токарном станке, однако при обработке он требует немного большей осторожности, чем большинство других.
Исходный чертеж показан ниже. (Авторское право в зависимости от обстоятельств)
Это детали, по которым были изготовлены и поставлены все новые переходные пластины.
Самым проблемным из патронов был 4-х кулачковый самоцентрирующийся патрон. При выполнении чего-то большего, чем самый легкий из разрезов, количество болтовни было действительно плохим, с соответствующей плохой отделкой.
В основном я резал мягкие материалы, такие как латунь, однако недавно, когда мне нужно было поработать с тяжелыми материалами, особенно более прочными, мне действительно не хватало этого патрона.
Он чаще всего использовался в моей мастерской и поэтому доставлял мне больше всего хлопот. Так что это было то, что я решил переработать, расточив старую резьбу, затем сделав новую втулку, обработанную в соответствии с лучшими стандартами, а затем вставив втулку в расточенную заднюю пластину, готовую к повторной установке на патрон.
Самоцентрирующийся патрон Image
Пришло время стиснуть зубы и сделать новый адаптер для задней пластины, соответствующий лучшему и более точному стандарту.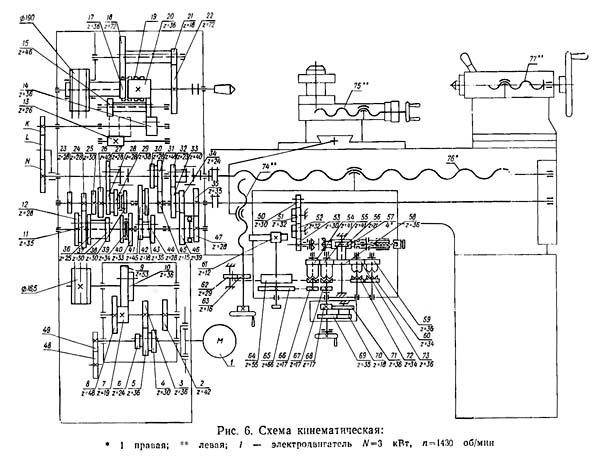
План состоял в том, чтобы удалить резьбу со старой опорной пластины, затем обработать новую вставку с резьбой и вставить в обработанную опорную пластину, чтобы заменить старую резьбовую часть опорной пластины.
Первой задачей было рассверлить старый переходник задней пластины, чтобы установить новую вставку с резьбовой втулкой.
Изображение старой задней пластины
Новая вставка была изготовлена из мягкой стали и расточена в соответствии с чертежом, показанным выше.
Втулка, вид 1
Втулка, вид крупным планом
Втулка была обработана, и резьба была нарезана (6 TPI x 1,75″ OD). Втулка оставалась в патроне для повторных подгонок (путем снятия патрона с втулкой, все еще находящейся в кулачках), а резьба повторно устанавливалась на токарный станок до тех пор, пока посадка резьбы не была красивой и гладкой.
Два штуцера были повторно проверены по размеру, и был удален очень легкий полированный срез (возможно, 0,0005″), чтобы улучшить плотность прилегания.
Я спроектировал посадку так, чтобы она была немного тугой при первой установке, чтобы легкое царапание на окончательной посадке создавало приемлемую гладкую посадку при повторной установке патрона.
Когда я был доволен подгонкой, втулка была отрезана и готова к установке на заднюю пластину старого патрона, расточенную до нужного размера для новой пластины.
После того, как обе детали были очищены и обезжирены, все, что осталось сделать, это нанести фиксатор сборки Loctite, соединить их вместе, положить две теперь соединенные детали на поверхность и оставить для затвердевания.
Задняя пластина была оставлена на ночь, чтобы должным образом затвердеть, затем она была снова установлена на патрон, и сопрягаемые параллели были очищены до окончательной гладкой посадки, а затем задняя поверхность была снята, чтобы убедиться, что она перпендикулярна задней поверхности патрона, и очистить это до выглядеть красиво.
4-х кулачковый самоцентрирующийся патрон Повторная сборка
Затем патрон был установлен на заднюю пластину и проверен на токарном станке. Циферблатный индикатор показывал, что израсходовано менее 1/2 тысячи, и считалось, что это «достаточно хорошо».
Циферблатный индикатор показывал, что израсходовано менее 1/2 тысячи, и считалось, что это «достаточно хорошо».
При пробной резке 1-дюймового круглого прутка BMS я смог сначала нанести 0,125-дюймовую резку с помощью охлаждающей жидкости (смазочно-охлаждающая жидкость на основе масляно-водяной эмульсии). Токарный станок работал безупречно с идеальной яркой поверхностью без следов и без намека на дребезжание.
Затем я применил второй разрез на уровне 0,1875. Токарный станок снова смог легко резать, но теперь был легкий, едва слышимый намек на дребезжание. Однако визуального эффекта не было видно.
Обычно я не позволяю токарному станку делать такой большой рез, и самое большее, что я обычно когда-либо пробовал, обычно было около отметки 0,125 дюйма при черновой обработке. , не вызывая слишком сильного усилия патрона при завинчивании, соответствовало тому, что я хотел, и я был очень доволен результатом.
После этого я был готов закончить второй независимый четырехкулачковый патрон.
4-х кулачковый независимый патрон
На этих двух изображениях показаны детали крепления четырехкулачкового патрона с просверленной задней пластиной, готовой для установки новой чугунной втулки.
Один патрон завершен, а один еще не готов.
Вставка первого 4-кулачкового патрона была изготовлена из заготовки из низкоуглеродистой стали. Это израсходовало единственный кусок, который у меня был достаточно большим, чтобы сделать гильзу, так что теперь мне пришлось вернуться к прутку из чугуна.
Это было приемлемо для меня, так как все задние пластины оригинальных патронов были изготовлены из чугуна и поэтому считались подходящими для этой работы.
Обработка чугунной втулки
Чугунная втулка была изготовлена из круглого прутка из мягкого серого железа ConCast.
Втулка была обработана наибольшего диаметра, который можно было получить из этой круглой заготовки. Это было сделано для того, чтобы гильза не была слишком тонкой при обработке, и чтобы она была достаточно прочной для тяжелой обработки, которая может произойти в будущем.
Когда втулка была изготовлена точно по размеру, указанному на приведенном выше чертеже, зная, что это, вероятно, потребует очень плотной посадки. При приближении к окончательному размеру патрон сняли с передней бабки и примерили новую обработанную втулку на носик крепления патрона.
Он хорошо прикручен, но немного туго. Нити были слегка туго натянуты без колебаний на нити, когда она была на полпути к резьбе, но рукав действительно туго натянулся, когда он начал на двух параллельных участках.
Мне удалось заставить рукав начать движение к параллельным участкам, прежде чем он остановился, но теперь я знал, что был очень близок.
Я снял втулку (все еще зажатую в патроне) с передней бабки и проверил фактические размеры опорных площадок патрона передней бабки токарного станка. Две параллели были всего на 0,0005″ больше, чем на чертеже (насколько я мог измерить 19-дюймовым44 Moore and Wright Micrometer), поэтому я переустановил патрон, готовый к обработке, из двух отверстий.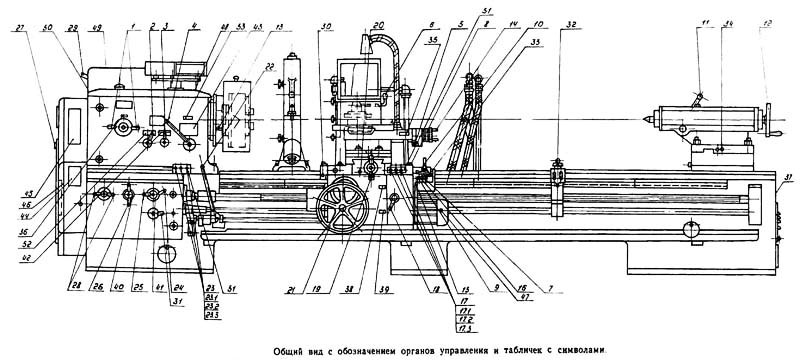
Я сделал самый легкий надрез, какой только мог, до параллели малого диаметра и снова попробовал втулку. На этот раз гильза вошла дальше, чем раньше, примерно на 1/8″, и осталось еще 1/8″!
Теперь я решил, что не буду брать ничего из большого диаметра, так как планировал подгонку этой части с помощью ручного скребка, чтобы удалить самое легкое количество, необходимое для хорошей подгонки.
Я снова попробовал втулку, и мне удалось закрутить ее, но она была очень тугой, настолько, что я боялся, что могу сломать ее при снятии.
После того, как он был снят, он снова был зажат и отрезан, чтобы вставить его в отверстие задней пластины патрона.
Втулка (теперь разрезанная на соз) примерялась в канале ствола. Он был почти идеальным, и его можно было задвинуть (с трудом) вручную.
Я очистил обе части, чтобы зафиксировать втулку на месте. Затем я вставил втулку в заднюю пластину и прижал ее к сопрягаемой поверхности поверхностной пластины для отверждения.
Чугунный втул
Впервые предлагается для просверливания отверстия и легкой посадки большим пальцем
Втулка готова к установке и фиксации
Установлена
Оставленная на ночь на поверхностной пластине для отверждения
На следующий день новую заднюю пластину с гильзами осмотрели, очистили и установили на переднюю бабку, чтобы проверить правильность и биение. Он был почти точным, и его просто нужно было установить на патрон для тестирования.
Патрон был установлен на токарный станок, и испытательный образец из низкоуглеродистой стали был выверен для пробного резания.
Пробный рез был почти таким же, как и при испытании ранее испытанного 4-х кулачкового самоцентрирующегося патрона. Крой был очень хорошим, без каких-либо следов болтовни (в отличие от того, что было до того, как была установлена новая втулка), и я снова остался очень доволен работой.
Сравнение мини-токарных станков — LittleMachineShop.
 com
com
В этой таблице сравниваются характеристики основных марок
Все мини-токарные станки, перечисленные на этой странице, производятся на одном и том же заводе в Китае. The LittleMachineShop.com модели 5100 и 5200 HiTorque 7×16 Токарные мини-станки Модель Гризли Портовые грузовые перевозки | мини токарный станок представляет собой мини токарный станок 7×12. Это тот же размер, что и все остальные 7×12. мини токарные станки. Harbour Freight включает в себя приводной центр с 2 конусами Морзе и их мини-токарные станки. Ранняя версия мини-токарного станка Harbour Freight 7×10 — модель 33684. В более новых версиях есть несколько дополнительных ограждений, но в основном это та же машина. LittleMachineShop.com несет Micro-Mark несет Мобильные торговцы Homier ToolsNow.com (Промышленные инструменты Cummins) Эта информация составлена из опубликованных спецификаций и измерений, сделанных пользователями.
|


Таблица номеров моделей токарных станков Logan
Таблица номеров моделей токарных станков Logan
Нажмите на выделенный номер модели, чтобы
закажите правильный список деталей/руководство по эксплуатации для этой модели
Модель | К.К. Коробка передач | Расстояние до центра | Длина кровати | Нос шпинделя | Отверстие шпинделя | Задняя бабка/Револьверная головка | Приводной ремень | Подставка | Комментарии | Приблизительный вес брутто(фунты) |
Качели 9 дюймов | ||||||||||
| Ш 2129 | № | 18 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | Модель 400 | ||
| 400 | № | 18 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 240 | ||
| 1400 | № | 18 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | |||
| 9Б-17-1 | Да | 17 | 33 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 285 | |
| 9Б-17-21 | Да | 17 | 33 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 275 | |
| 9Б-17-41 | № | 17 | 33 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 275 | |
| 9Б-17-61 | № | 17 | 33 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 265 | |
| 9Б-28-1 | Да | 28 | 44 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 310 | |
| 9Б-28-21 | Да | 28 | 44 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 300 | |
| 9Б-28-41 | № | 28 | 44 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 300 | |
| 9Б-28-61 | № | 28 | 44 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | 290 | |
Модель | К.
| Расстояние до центра | Длина кровати | Нос шпинделя | Отверстие шпинделя | Задняя бабка/Револьверная головка | Приводной ремень | Подставка | Комментарии | |
Качели 10 дюймов | ||||||||||
| Ш 699 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Токарный станок Уордса» | |
| Ш 700 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Токарный станок Уордса» | |
| Ш 701 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Токарный станок Уордса» | |
| Ш 2130 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Токарный станок Уордса» | |
| Ш 2131 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Плоский ремень | Ноги | Модель 830 | ||
| Ш 2132 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Плоский ремень | Ноги | Модель 850 | ||
| Ш 2134 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Шкаф | Модель 825 | |
| Ш 2135 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 820 | |
| Ш 2136 | № | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | «Токарный станок Уордса» | |
| Ш 2138 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамейка | Добавлена коробка передач | |
| Ш 2139 | Да | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Добавлена коробка передач | |
| Вт 2217 | Да | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 821 | |
| Вт 2218 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 815 | |
| Вт 2219 | Да | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 816 | |
| Ш 2232 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 210 | |
| Ш 2233 | № | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | Модель 211 | |
| Ш 2234 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 200 | |
| Ш 2235 | № | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | Модель 201 | |
| 200 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | 520 | |
| 200-1 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Задняя бабка рычага | Плоский ремень | Ноги | ||
| 201 | № | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 210 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 400 | |
| 210-1 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Задняя бабка рычага | Плоский ремень | Скамья | ||
| 211 | № | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 437 | |
| 815 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 440 | |
| 815-1 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Задняя бабка рычага | Плоский ремень | Скамья | ||
| 816 | Да | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Скамья | 475 | |
| 820 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | 530 | |
| 820-1 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Задняя бабка рычага | Плоский ремень | Ноги | ||
| 821 | Да | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Ноги | 565 | |
| 825 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Плоский ремень | Шкаф | 830 | |
| 825-1 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Задняя бабка рычага | Плоский ремень | Шкаф | ||
| 830 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Плоский ремень | Ноги | 475 | ||
| 830-2 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Плоский ремень | Ноги | 550 | ||
| 840 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Плоский ремень | Ноги | 595 | ||
| 840-2 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Плоский ремень | Ноги | 610 | ||
| 845 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Плоский ремень | Шкаф | |||
| 845-2 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Плоский ремень | Шкаф | 880 | ||
| 850 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Плоский ремень | Ноги | 535 | ||
| 850-2 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Плоский ремень | Ноги | 580 | ||
| 1805 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1806 | № | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1810 | № | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1811 | № | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1815 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1816 | Да | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1820 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1821 | Да | 31 | 50 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1825 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 790 | |
| 1830 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Клиновой ремень | Ноги | |||
| 1830-2 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная башня | Клиновой ремень | Ноги | |||
| 1835 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Клиновой ремень | Подставка | |||
| 1835-2 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Клиновой ремень | Подставка | 830 | ||
| 1840 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Клиновой ремень | Ноги | |||
| 1840-2 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Клиновой ремень | Ноги | |||
| 1845 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Клиновой ремень | Шкаф | |||
| 1845-2 | Да | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Клиновой ремень | Шкаф | 855 | ||
| 1850 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Рычажная турель | Клиновой ремень | Ноги | |||
| 1850-2 | № | 43 | 1-1/2″-8 x #3 MT | 25/32 | Колесная турель | Клиновой ремень | Ноги | |||
| 1875 | Да | 24 | 43 | 1-1/2″-8 x #3 MT | 25/32 | Стандартная задняя бабка | Клиновой ремень | Подставка | 765 | |
Модель | К.
| Расстояние до центра | Длина кровати | Нос шпинделя | Отверстие шпинделя | Задняя бабка/Револьверная головка | Приводной ремень | Подставка | Комментарии | |
Качели 11 дюймов | ||||||||||
| 905 | № | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 907 | № | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 910 | № | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 912 | № | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 915 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 917 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Скамья | ||
| 920 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 922 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Ноги | ||
| 925 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Шкаф | ||
| 927 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Шкаф | ||
| 935 | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Плоский ремень | Подставка | |||
| 935-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Плоский ремень | Подставка | |||
| 940 | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Плоский ремень | Ноги | |||
| 940-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Плоский ремень | Ноги | |||
| 945 | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Плоский ремень | Шкаф | |||
| 945-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Плоский ремень | Шкаф | |||
| 950 | № | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Плоский ремень | Ноги | |||
| 950-2 | № | 43 | 2-1/4″-8 | 1-3/8 | Колесная башня | Плоский ремень | Ноги | |||
| 955 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Подставка | ||
| 957 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Плоский ремень | Подставка | ||
| 1915 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1917 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Скамья | ||
| 1920 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1922 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Ноги | ||
| 1925 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 870 | |
| 1927 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 915 | |
| 1935 | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Подставка | |||
| 1935-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Клиновой ремень | Подставка | 905 | ||
| 1937 | Да | 55 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Подставка | |||
| 1937-2 | Да | 55 | 2-1/4″-8 | 1-3/8 | Колесная турель | Клиновой ремень | Подставка | 955 | ||
| 1940 | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Ноги | |||
| 1940-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Клиновой ремень | Ноги | |||
| 1942 | Да | 55 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Ноги | |||
| 1942-2 | Да | 55 | 2-1/4″-8 | 1-3/8 | Колесная турель | Клиновой ремень | Ноги | |||
| 1945 | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Шкаф | |||
| 1945-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Клиновой ремень | Шкаф | 930 | ||
| 1947 | Да | 55 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Шкаф | |||
| 1947-2 | Да | 55 | 2-1/4″-8 | 1-3/8 | Колесная турель | Клиновой ремень | Шкаф | 980 | ||
| 1955 | Да | 24 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Подставка | 840 | |
| 1957 | Да | 36 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Пьедестал | 890 | |
| 1975 | Да | 22 | 43 | Л-00 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Подставка | 850 | |
| 1977 | Да | 34 | 55 | Л-00 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Подставка | 900 | |
| 1985 | Да | 22 | 43 | Л-00 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 880 | |
| 1987 | Да | 34 | 55 | Л-00 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Шкаф | 925 | |
| 1110007 | Да | 35 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость Скорость | Шкаф | Powermatic | 900 |
| 1110008 | Да | 35 | 55 | Л-00 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Шкаф | Powermatic | 900 |
| 1111011 | Да | 55 | Л-00 | 1-3/8 | Колесная турель | Вар. Скорость | Шкаф | Powermatic | 960 | |
Модель | К.К. Коробка передач | Расстояние до центра | Длина кровати | Нос шпинделя | Отверстие шпинделя | Задняя бабка/Револьверная головка | Приводной ремень | Подставка | Комментарии | |
Качели 12 дюймов | ||||||||||
| 2525-В | Да | 23 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость Скорость | Шкаф | 1040 | |
| 2527-В | Да | 35 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Шкаф | 1090 | |
| 2535 | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Подставка | |||
| 2535-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Клиновой ремень | Подставка | |||
| 2535-2-В | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Вар. Скорость Скорость | Подставка | 1180 | ||
| 2535-В | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Вар. Скорость | Подставка | |||
| 2537-2-В | Да | 55 | 2-1/4″-8 | 1-3/8 | Колесная турель | Вар. Скорость | Подставка | 1240 | ||
| 2537-В | Да | 55 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Вар. Скорость | Подставка | |||
| 2545-2-В | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Вар. Скорость Скорость | Шкаф | 1200 | ||
| 2545-В | Да | 43 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Вар. Скорость | Шкаф | |||
| 2547-2-В | Да | 55 | 2-1/4″-8 | 1-3/8 | Колесная турель | Вар. Скорость | Шкаф | 1250 | ||
| 2547-В | Да | 55 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Вар. Скорость | Шкаф | |||
| 2555 | Да | 23 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Подставка | ||
| 2555-В | Да | 23 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость Скорость | Подставка | 1015 | |
| 2557 | Да | 35 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Подставка | ||
| 2557-В | Да | 35 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Подставка | 1075 | |
| 2935 | Да | 55 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Клиновой ремень | Подставка | |||
| 2935-2 | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная башня | Клиновой ремень | Подставка | |||
| 2935-2-В | Да | 43 | 2-1/4″-8 | 1-3/8 | Колесная турель | Вар. Скорость Скорость | Подставка | |||
| 2935-В | Да | 55 | 2-1/4″-8 | 1-3/8 | Рычажная турель | Вар. Скорость | Подставка | |||
| 2955 | Да | 23 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Подставка | ||
| 2955-В | Да | 23 | 43 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Подставка | ||
| 2957 | Да | 35 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Клиновой ремень | Подставка | ||
| 2957-В | Да | 35 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость Скорость | Подставка | ||
| 1120003 | Да | 35 | 55 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Подставка | Пауэрматик | 1060 |
| 1120004 | Да | 34 | 55 | Л-00 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Подставка | Powermatic | 1060 |
| 1121007 | Да | 55 | Л-00 | 1-3/8 | Колесная башня | Вар. Скорость | Подставка | Powermatic | 1110 | |
Модель | К.
| Расстояние до центра | Длина кровати | Нос шпинделя | Отверстие шпинделя | Задняя бабка/Турель | Приводной ремень | Подставка | Комментарии | |
Качели 14 дюймов | ||||||||||
| 6510-Н | Да | 28 | 56 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Пьедестал | 1625 | |
| 6515 | Да | 28 | 56 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость Скорость | Подставка | Закаленная станина | |
| 6520-Н | Да | 28 | 56 | Л-00 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Подставка | 1625 | |
| 6525 | Да | 28 | 56 | Л-00 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Подставка | Закаленная станина | |
| 6530 | Да | 68 | Л-0 | 1-5/8 | Колесная турель | Вар. Скорость | Шкаф | 2200 | ||
| 6560-Н | Да | 40 | 68 | 2-1/4″-8 | 1-3/8 | Стандартная задняя бабка | Вар.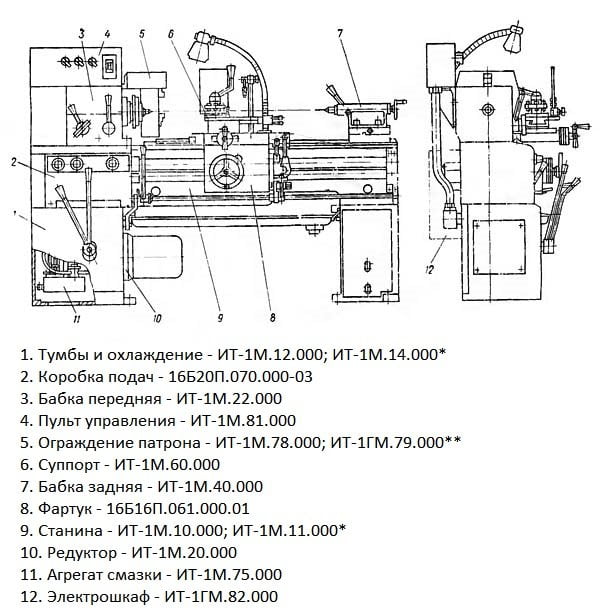 Скорость Скорость | Шкаф | Закаленная станина | 1850 |
| 6561-Н | Да | 40 | 68 | Л-00 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Шкаф | Закаленная станина | 1850 |
| 6565 | Да | 40 | 68 | Л-0 | 1-5/8 | Стандартная задняя бабка | Вар. Скорость | Шкаф | 1950 | |
| 7500 | Да | 56 | 2-1/4″-8 | 1-3/8 | Чакер | Вар. Скорость | Подставка | 2200 | ||
| 7500-Л | Да | 56 | Л-00 | 1-3/8 | Чакер | Вар. Скорость Скорость | Пьедестал | |||
| 7502 | Да | 56 | 2-1/4″-8 | 1-3/8 | Чакер | Вар. Скорость | Подставка | |||
| 7502-Л | Да | 56 | Л-00 | 1-3/8 | Чакер | Вар. Скорость | Подставка | |||
| 7510 | Привод постоянного тока | 56 | 2-1/4″-8 | 1-3/8 | Чакер | Вар. Скорость | Подставка | |||
| 7510-Л | Привод постоянного тока | 56 | Л-00 | 1-3/8 | Чакер | Вар. Скорость Скорость | Подставка | |||
| 7515 | Привод постоянного тока | 56 | 2-1/4″-8 | 1-3/8 | Чакер | Вар. Скорость | Подставка | |||
| 7515-Л | Привод постоянного тока | 56 | Л-00 | 1-3/8 | Чакер | Вар. Скорость | Подставка | |||
| 1140005 | Да | 42 | 68 | Л-00 | 1-3/8 | Стандартная задняя бабка | Вар. Скорость | Подставка | Powermatic | 1820 |
| 1140010 | Да | 42 | 68 | Д1-4 | 1-5/8 | Стандартная задняя бабка | Вар. Скорость Скорость | Шкаф | Powermatic | 1820 |
| 1140015 | Да | 68 | Д1-4 | 1-5/8 | Колесная турель | Вар. Скорость | Шкаф | Powermatic | 1970 | |
Модель | К.К. Коробка передач | Расстояние до центра | Длина кровати | Нос шпинделя | Отверстие шпинделя | Задняя бабка/Револьверная головка | Приводной ремень | Стенд | Комментарии | |
Качели 15 дюймов | ||||||||||
| 400 | Авто.  | |||||||||
 К. Коробка передач
К. Коробка передач К. Коробка передач
К. Коробка передач К. Коробка передач
К. Коробка передач