Отверстия под заклепки вытяжные: Вытяжные заклёпки 2.4, 3.0, 3.2, 4.0, 4.8, 5.0 мм
Содержание
Вытяжные заклёпки 2.4, 3.0, 3.2, 4.0, 4.8, 5.0 мм
ТДМ — метизы и крепёж оптом
• Крепёж оптом • Карта сайта • О компании • Контакты •
• Интернет-магазин • Новая версия сайта •
192102 г. Санкт-Петербург, Волковский проспект д. 32
8 (800) 333-15-79, +7 (812) 244-72-72
+7 (812) 677-17-27, +7 (495) 966-64-95
e-mail: [email protected]
Крепёж оптом / Заклёпки / Вытяжные заклёпки 2.4, 3.0, 3.2, 4.0, 4.8, 5.0 мм комбинированные
Заклёпка вытяжная комбинированная с потайным буртиком AL/A2 — алюминий/ нержавеющая сталь. Диаметр заклёпок 2.4, 3.0, 3.2, 4.0, 4.8, 5.0 мм.
Материалы:
- Тело: алюминий (AL).
- Стержень: нержавеющая сталь (A2).
| Размер заклёпки | Толщина соединяемых материалов | Диаметр буртика | Диаметр отверстия |
| 2.4 х 6 | 1. 5 — 4.0 5 — 4.0 | 5.0 | 2.5 — 2.6 |
| 2.4 х 8 | 4.0 — 6.0 | ||
| 2.4 х 10 | 6.0 — 8.0 | ||
| 3.0 x 6 | 1.5 — 3.5 | 6.0 | 3.1 — 3.2 |
| 3.0 x 8 | 3.5 — 5.5 | ||
| 3.0 x 10 | 5.5 — 7.0 | ||
| 3.0 x 12 | 7.0 — 9.0 | ||
| 3.0 x 14 | 9.0 — 12.0 | ||
| 3.2 x 6 | 1.5 — 3.5 | 6.0 | 3.3 — 3.4 |
| 3.2 x 8 | 3.5 — 5.0 | ||
| 3.2 x 10 | 5.0 — 7.0 | ||
| 3.2 x 12 | 7.0 — 9.0 | ||
| 3.2 x 14 | 9.0 — 10.5 | ||
| 3.2 x 16 | 10.5 — 13.0 | ||
| 4.0 x 6 | 1.5 — 3.0 | 7.5 | 4.1 — 4.2 |
4. 0 x 8 0 x 8 | 3.0 — 5.0 | ||
| 4.0 x 10 | 5.0 — 6.5 | ||
| 4.0 x 12 | 6.5 — 8.5 | ||
| 4.0 x 14 | 8.5 — 10.5 | ||
| 4.0 x 16 | 10.5 — 12.5 | ||
| 4.8 x 6 | 1.0 — 3.5 | 9.0 | 4.9 — 5.0 |
| 4.8 x 8 | 2.0 — 4.5 | ||
| 4.8 x 10 | 4.5 — 6.0 | ||
| 4.8 x 12 | 6.0 — 8.0 | ||
| 4.8 x 14 | 8.0 — 10.0 | ||
| 4.8 x 16 | 10.0 — 12.0 | ||
| 5.0 x 8 | 2.5 — 4.5 | 9.0 | 5.1 — 5.2 |
| 5.0 x 10 | 4.5 — 6.0 | ||
| 5.0 x 12 | 6.0 — 8.0 | ||
| 5.0 x 14 | 8.0 — 10.0 | ||
| 5.0 x 16 | 10.0 — 12.0 |
Вы можете заказать и купить вытяжные заклёпки 2.4, 3.0, 3.2, 4.0, 4.8, 5.0 мм по оптовым ценам.
Диаметр отверстий под заклепки вытяжные
Заклёпка вытяжная стальная со стандартным буртиком ST/ST — сталь/ сталь. Размеры стальных вытяжных заклёпок от 3.0 х 6 до 6.4 х 45 мм. Они применяются для создания неразъемных соединений тонколистовых материалов. С помощью заклёпочника установка заклёпок возможна при доступе только с одной стороны материала.
| Размер заклёпки | d | dk | K | R max | d1 | L1 | Усилие на разрыв N | Усилие на срез N |
| 3.0 | 3.0 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 1.90 | 27 | 1125 | 915 |
| 3.2 | 3.2 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0. 2 2 | 2.00 | 27 | 1285 | 1060 |
| 4.0 | 4.0 +0.08 -0.15 | 8.0 -1.0 | 1.0 ±0.3 | 0.3 | 2.50 | 27 | 1990 | 1550 |
| 4.8 | 4.8 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 2920 | 2300 |
| 5.0 | 5.0 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 3255 | 2575 |
| 6.0 | 6.0 +0.08 -0.15 | 12.0 -1.5 | 1.5 ±0.4 | 0.4 | 3.40 | 27 | 5000 | 4000 |
| 6.4 | 6.4 +0.08 -0.15 | 13 -1.5 | 1.8 ±0.4 | 0.5 | 3.85 | 27 | 5400 | 4350 |
| Размер заклёпки | Толщина соединяемых материалов | Диаметр бортика | Диаметр отверстия |
3. 0 x 6 0 x 6 | 1.5 — 3.5 | 6.5 | 3.1 — 3.2 |
| 3.0 x 8 | 3.5 — 5.5 | ||
| 3.0 x 10 | 5.5 — 7.0 | ||
| 3.0 x 12 | 7.0 — 9.0 | ||
| 3.0 x 14 | 9.0 — 11.0 | ||
| 3.0 x 16 | 11.0 — 13.0 | ||
| 3.0 x 18 | 13.0 — 15.0 | ||
| 3.0 x 20 | 15.0 — 17.0 | ||
| 3.2 x 6 | 1.5 — 3.5 | 6.5 | 3.3 — 3.4 |
| 3.2 x 8 | 3.5 — 5.0 | ||
| 3.2 x 10 | 5.0 — 7.0 | ||
| 3.2 x 12 | 7.0 — 9.0 | ||
| 3.2 x 14 | 9.0 — 11.0 | ||
| 3.2 x 16 | 11.0 — 13.0 | ||
| 3.2 x 18 | 13.0 — 15.0 | ||
| 3.2 x 20 | 15.0 — 17.0 | ||
| 3.2 x 25 | 20.0 — 22.0 | ||
| 4.0 x 6 | 1.5 — 3.0 | 8.0 | 4.1 — 4.2 |
| 4.0 x 8 | 3.0 — 5.0 | ||
| 4.0 x 10 | 5.0 — 6. 5 5 | ||
| 4.0 x 12 | 6.5 — 8.5 | ||
| 4.0 x 14 | 8.5 — 10.5 | ||
| 4.0 x 16 | 10.5 — 12.5 | ||
| 4.0 x 18 | 12.5 — 14.5 | ||
| 4.0 x 20 | 14.5 — 16.5 | ||
| 4.0 x 22 | 16.5 — 18.0 | ||
| 4.0 x 25 | 18.0 — 21.5 | ||
| 4.0 x 26 | 18.5 — 22.5 | ||
| 4.0 x 28 | 21.5 — 24.0 | ||
| 4.0 x 30 | 21.5 — 26.0 | ||
| 4.8 x 6 | 1.0 — 3.0 | 9.5 | 4.9 — 5.0 |
| 4.8 x 8 | 3.0 — 4.5 | ||
| 4.8 x 10 | 4.5 — 6.0 | ||
| 4.8 x 12 | 6.0 — 8.0 | ||
| 4.8 x 14 | 8.0 — 10.0 | ||
| 4.8 x 16 | 10.0 — 12.0 | ||
| 4.8 x 18 | 12.0 — 14.0 | ||
| 4.8 x 20 | 14.0 — 16.0 | ||
| 4.8 x 22 | 16.0 — 18.0 | ||
| 4.8 x 23 | 16.5 — 19.0 | ||
| 4.8 x 24 | 17. 0 — 20.0 0 — 20.0 | ||
| 4.8 x 25 | 18.0 — 21.0 | ||
| 4.8 x 28 | 21.0 — 23.5 | ||
| 4.8 x 30 | 23.0 — 25.0 | ||
| 4.8 x 32 | 25.0 — 27.0 | ||
| 4.8 x 35 | 25.0 — 30.0 | ||
| 4.8 x 40 | 30,0 — 35.0 | ||
| 4.8 x 50 | 40,0 — 45.0 | ||
| 5.0 x 6 | 0.5 — 2.5 | 9.5 | 5.1 — 5.2 |
| 5.0 x 8 | 2.5 — 4.5 | ||
| 5.0 x 10 | 4.5 — 6.0 | ||
| 5.0 x 12 | 6.0 — 8.0 | ||
| 5.0 x 14 | 8.0 — 10.0 | ||
| 5.0 x 16 | 10.0 — 12.0 | ||
| 5.0 x 18 | 12.0 — 14.0 | ||
| 5.0 x 21 | 14.0 — 17.0 | ||
| 5.0 x 25 | 17.0 — 20.0 | ||
| 5.0 x 27 | 20.0 — 23.0 | ||
| 5.0 x 30 | 23.0 — 25.0 | ||
| 6.0 x 8 | 2.0 — 4.0 | 12.0 | 6.1 — 6.2 |
| 6.0 x 10 | 4.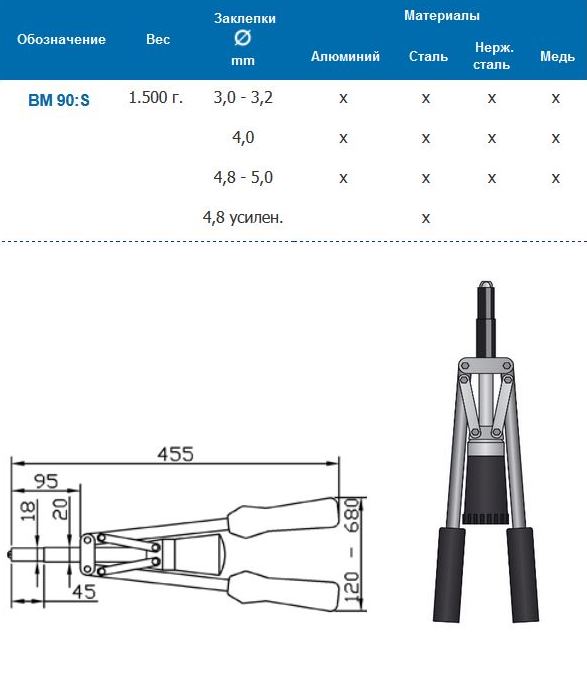 0 — 6.0 0 — 6.0 | ||
| 6.0 x 12 | 6.0 — 8.0 | ||
| 6.0 x 14 | 7.0 — 9.0 | ||
| 6.0 x 16 | 9.0 — 11.0 | ||
| 6.0 x 18 | 11.0 — 13.0 | ||
| 6.0 x 22 | 13.0 — 17.0 | ||
| 6.0 x 26 | 17.0 — 20.0 | ||
| 6.0 x 30 | 20.0 — 24.0 | ||
| 6.4 x 8 | 2.0 — 4.0 | 13.0 | 6.5 — 6.6 |
| 6.4 x 10 | 2.0 — 5.0 | ||
| 6.4 x 12 | 4.0 — 6.0 | ||
| 6.4 x 14 | 6.0 — 8.0 | ||
| 6.4 x 16 | 8.0 — 11.0 | ||
| 6.4 x 18 | 9.0 — 13.0 | ||
| 6.4 x 20 | 11.0 — 15.0 | ||
| 6.4 x 22 | 13.0 — 16.0 | ||
| 6.4 x 25 | 15.0 — 19.0 | ||
| 6.4 x 26 | 16.0 — 20.0 | ||
| 6.4 x 28 | 17.0 — 22.0 | ||
| 6.4 x 30 | 18.0 — 24.0 | ||
| 6.4 x 32 | 22.0 — 26.0 | ||
6. 4 x 35 4 x 35 | 24.0 — 30.0 | ||
| 6.4 x 40 | 30.0 — 35.0 | ||
| 6.4 x 45 | 35.0 — 40.0 |
Вы можете заказать и купить стальные вытяжные заклёпки любых размеров по оптовым ценам.
192007, Санкт-Петербург, ул. Курская, 27
Торговый Дом Нева продает оптом крепёж стандартов DIN, ГОСТ, оцинкованные метизы и высокопрочные крепёжные изделия. Поставки строительного крепежа осуществляются во все регионы России.
Основная характеристика вытяжной заклепки — толщина стержня .
Все заклепки унифицированы под диаметр сверла по металлу
Типовые диаметры:
— 2.4 (мм) ;
— 3 (мм) ;
— 3.2 (мм) ;
— 4 (мм) ;
— 4.8 (мм) ;
— 5 (мм) ;
— 6 (мм) ;
— 6.4 (мм) .
Длина заклепки:
от 6 (мм) до 45 (мм) .
Толщина скрепляемого материала:
от 1.3 (мм) до 17.3 (мм) .
Следует иметь ввиду, что для данного типа крепежа не существует ГОСТ . Все ГОСТ регламентируют только забивные заклепки.
Все ГОСТ регламентируют только забивные заклепки.
| Техническая библиотека гостов, стандартов, правил, нормативов. Все для информационного обеспечения технической службы Вашей организации. | ||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
Вы можете размещать информацию с этого сайта на любом другом сайте.
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЗАКЛЕПКИ «СЛЕПЫЕ» С ЗАКРЫТЫМ КОНЦОМ, РАЗРЫВАЮЩИМСЯ ВЫТЯЖНЫМ СЕРДЕЧНИКОМ И ПОТАЙНОЙ ГОЛОВКОЙ (КОРПУС ИЗ АЛЮМИНИЕВОГО СПЛАВА И СТАЛЬНОЙ СЕРДЕЧНИК)
ISO 15974:2000
Closed end blind rivets with break pull mandrel and countersunk head — AIA/St
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно — исследовательским институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 декабря 2005 г. № 312-ст
№ 312-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15974:2000 «Заклепки «слепые» с закрытым концом, разрывающимся вытяжным сердечником и потайной головкой ( AIA / St )» ( ISO 15974:2000 « Closed end blind rivets with break pull mandrel and countersunk head — AIA / St », IDT )
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении В
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет
Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет
Дж. К. Гупта и сыновья
Технический
Что такое зацепление резьбы? Зацепление резьбы имеет два фактора: длина зацепления резьбы и процент зацепления резьбы. Длина зацепления резьбы измеряется длиной взаимодействия между застежкой и сопрягаемым материалом. Процент зацепления резьбы зависит от размера сопрягаемого отверстия по сравнению с крепежной деталью и от того, насколько… Подробнее «Зацепление с резьбой» »
Технический
Мы закрыты по субботам из-за комендантского часа, введенного правительством штата Карнатака в выходные дни. Мы возобновили почти нормальную работу с понедельника, 12 июля. Время с 9Только с 30:00 до 17:00. Вы можете ожидать задержки в обработке заказа и логистике. Также ожидайте время ожидания для встречных продаж. Предпочтительны запросы по электронной почте. Пожалуйста, напишите нам по адресу [email protected]… Подробнее «COVID-19 UPDATE» »
Также ожидайте время ожидания для встречных продаж. Предпочтительны запросы по электронной почте. Пожалуйста, напишите нам по адресу [email protected]… Подробнее «COVID-19 UPDATE» »
Технический
По мере того, как человечество стремится к звездам, дизайнерам стало важно учитывать пригодность продуктов для экстремальных условий. Поэтому необходимо знать, какие типы или материалы крепления подходят для экстремальных условий. На Земле уже существуют криогенные температуры до -70 ° C, при этом самая низкая зарегистрированная температура … Подробнее «Крепеж для криогенных применений» »
информация, Технический
Принято считать, что простой тест для нержавеющей стали – это проверка с помощью магнита. Если это привлекает, продукт не из нержавеющей стали. Однако это предположение неверно. «Крепеж из нержавеющей стали, который я получил, прилипает к магниту». Это одна из самых частых жалоб пользователей. Крепеж из нержавеющей стали… Подробнее «Являются ли крепежные детали из нержавеющей стали магнитными?» »
Крепеж из нержавеющей стали… Подробнее «Являются ли крепежные детали из нержавеющей стали магнитными?» »
Технический
Каким должен быть минимальный размер резьбы, выступающей за пределы гайки в крепежных узлах? Возможно, этому аспекту уделяется мало внимания. Однако уместно отметить, что планирование правильной длины болта/винта обеспечивает соединение, которое обеспечивает безопасность и экономит место, вес и стоимость. Типичный крепежный узел с болтовым креплением будет иметь… Подробнее «Выступ резьбы узла с болтовым креплением» »
Информация о
Общеизвестно, что крепежные детали играют ключевую роль практически в каждой отрасли, будь то металлургия, металлургия и т. д. Более того, как и любая другая технология, за последние несколько лет технология крепления претерпела значительные изменения. Многие из недавних инноваций в технологии крепления во многом обязаны рынку… Читать далее «ТЕНДЕНЦИИ И ИННОВАЦИИ В КРЕПЛЕНИИ» »
Информация о
ТЕХНИКА СОЕДИНЕНИЯ ПЛАСТИКОВ Многие из недавних инноваций в технологии крепления во многом обязаны рыночным директивам для более компактных и легких упаковок, производимых быстро и с минимальными затратами. Эти требования диктуют, чтобы крепежные детали работали усерднее, «умнее» и в большем количестве способов продвигали дизайн и разработку продукта. В результате и в заметном отходе от прошлого… Читать далее «ТЕХНИКИ СОЕДИНЕНИЯ ПЛАСТИКОВ» »
Эти требования диктуют, чтобы крепежные детали работали усерднее, «умнее» и в большем количестве способов продвигали дизайн и разработку продукта. В результате и в заметном отходе от прошлого… Читать далее «ТЕХНИКИ СОЕДИНЕНИЯ ПЛАСТИКОВ» »
information
Неудивительно, что COVID-19 сказался на крепежной промышленности. Некоторые из зарегистрированных эффектов приведены ниже. Сезонно скорректированный индекс дистрибьюторов крепежных изделий (FDI) за март составил 44,4, быстро ухудшившись из-за пандемии COVID-19 и последовавших за ней остановок. Тенденции продаж с учетом сезонных колебаний были намного слабее. Шестимесячный прогноз был пересмотрен… Подробнее «Влияние COVID-19» »
Технический
Необходимость защиты от кражи и вандализма в настоящее время становится неотъемлемой частью проектных спецификаций. В этом конкурентном мире государственная и частная собственность становится все более уязвимой для взлома, вандализма и кражи. Это создает ряд нежелательных последствий. Последствия кражи и взлома. Хищение товаров Вандализм — уничтожение… Подробнее «Защитные крепления — Рекомендации по проектированию» »
Это создает ряд нежелательных последствий. Последствия кражи и взлома. Хищение товаров Вандализм — уничтожение… Подробнее «Защитные крепления — Рекомендации по проектированию» »
Направляющая, техническая
Анкерные болты широко используются в бетоне, кирпичной и блочной кладке и полостях для крепления и соединения конструкций. На сегодняшний день имеется ограниченный объем информации, которая может помочь проектировщикам и пользователям в выборе и конструкции анкерных болтов для различных типов оснований. В новой каменной кладке анкерные болты обычно использовались … Подробнее «Как выбрать подходящее анкерное крепление» »
Технический
Стальной канат с высокими эксплуатационными характеристиками всегда поставляется вместе с функционально необходимым и подходящим концевым наконечником каната. Зажим для веревки, иногда называемый зажимом с U-образным болтом или зажимом с U-образным болтом, используется для зажима свободного конца отрезка проволочного каната после того, как он был закручен назад, образуя проушину. Эти фитинги состоят из … Подробнее «Безопасное заделывание концов тросов» »
Эти фитинги состоят из … Подробнее «Безопасное заделывание концов тросов» »
Технический
Заедание резьбы является распространенной, но редко понимаемой проблемой резьбовых крепежных изделий. Истирание, часто называемое процессом холодной сварки, может произойти, когда поверхности наружной и внутренней резьбы подвергаются сильному давлению. Разочаровывающим аспектом истирания крепежа является то, что заедающие гайки и болты могут пройти все необходимые проверки (резьба, материал, механическая и т. д.).
информация
НЕ используйте саморезы для крепления к дереву. Это распространенная ошибка, из-за которой многие люди используют саморезы для крепления к дереву. Саморезы предназначены для использования в металле. Для этого нити расположены ближе и имеют небольшую глубину. Это хорошо работает с такими металлами, как сталь и алюминий. Однако по дереву… Читать далее «Саморезы по дереву — не лучшая идея» »
Информация о
Пополнением нашего постоянно растущего ассортимента являются ЧЕРНЫЕ винты из нержавеющей стали. Это покрытие очень полезно для уменьшения отражения света от деталей, обеспечивает интегрированную отделку изделий и деталей черного цвета, а также в декоративных целях. Это конверсионное покрытие, которое обеспечивает равномерную, привлекательную и неотражающую черную поверхность нержавеющей стали. Обеспечивает… Подробнее «ЧЕРНОЕ покрытие на крепежных деталях из нержавеющей стали» »
Это покрытие очень полезно для уменьшения отражения света от деталей, обеспечивает интегрированную отделку изделий и деталей черного цвета, а также в декоративных целях. Это конверсионное покрытие, которое обеспечивает равномерную, привлекательную и неотражающую черную поверхность нержавеющей стали. Обеспечивает… Подробнее «ЧЕРНОЕ покрытие на крепежных деталях из нержавеющей стали» »
информация
Деревянные настилы обычно состоят из тонких досок; находясь на открытом воздухе, они должны выдерживать суровые условия окружающей среды. Самые важные строительные материалы часто самые маленькие. Хотя вам нужны все ваши тяжелые элементы, такие как электроинструменты, цемент, дерево и другие строительные материалы, часто сводится к самому маленькому элементу, чтобы собрать все это вместе. … Читать далее «Винт для деревянного настила» »
Guide
Пластик оказался универсальным материалом будущего, несмотря на шумиху вокруг него.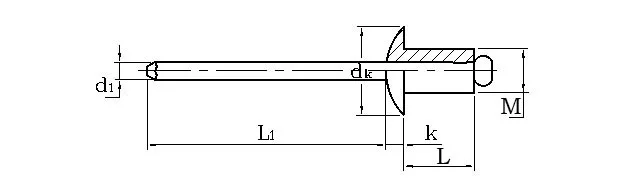 Он открывает мир инноваций, где рынок меньше, легче и дешевле. Но это связано со своими технологическими проблемами, такими как подходящие решения для крепления. Обычные шурупы полностью … Подробнее «Правильный шуруп для пластика» »
Он открывает мир инноваций, где рынок меньше, легче и дешевле. Но это связано со своими технологическими проблемами, такими как подходящие решения для крепления. Обычные шурупы полностью … Подробнее «Правильный шуруп для пластика» »
Справочник, информация
Понимание «Большой коробки» – важно не зацикливаться на стоимости какого-либо отдельного компонента, а скорее на стоимости скрепляемого соединения в целом. Другими словами, пользователь слишком часто сосредотачивается на одном компоненте и игнорирует все, что происходит со всем скрепленным соединением. Примите за… Читать далее «Калькуляция стоимости крепежа» »
Технический
СРАВНИТЕЛЬНЫЙ АНАЛИЗ КРЕПЕЖНЫХ СОЕДИНЕНИЙ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И НЕРЖАВЕЮЩЕЙ СТАЛИ С ПОКРЫТИЕМ Коррозия нержавеющей и углеродистой стали очень различна, и в этом руководстве содержится информация об общем воздействии или поверхностной коррозии, так как это часто является основным фактором при выборе материала крепежа. Углеродистая и нержавеющая сталь являются наиболее распространенными материалами, из которых изготавливаются крепежные детали и… Читать далее «Анализ коррозии крепежных изделий из нержавеющей стали и с покрытием» »
Углеродистая и нержавеющая сталь являются наиболее распространенными материалами, из которых изготавливаются крепежные детали и… Читать далее «Анализ коррозии крепежных изделий из нержавеющей стали и с покрытием» »
Technical
ПРУЖИННЫЕ ШТИФТЫ ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ДИНАМИЧЕСКОЙ НАГРУЗКИ Пружинные штифты из аустенитной никелевой нержавеющей стали обычно изготавливаются из марки SAE 301 (1.4310). Аустенитная нержавеющая сталь чаще всего выбирается из-за присущей ей коррозионной стойкости. Хотя этот материал обладает пружинящими характеристиками, необходимыми для надлежащего функционирования пружинного штифта, он упрочняется при воздействии… Подробнее «ДИНАМИЧЕСКАЯ НАГРУЗКА НА ПРУЖИННЫЕ ШТИФТЫ» »
Guide
Очень многие из нас изо всех сил пытались выкрутить винт, когда головка отломилась. Это случается чаще, чем мы думаем. После того, как винт сломан, главной задачей становится удаление оставшегося винта. Один из менее известных методов — использовать обычную ручную дрель в обратном направлении. Это работает… Подробнее «Как выкрутить сломанный винт» »
Один из менее известных методов — использовать обычную ручную дрель в обратном направлении. Это работает… Подробнее «Как выкрутить сломанный винт» »
Технический
Поскольку в изделиях все чаще используются сборки из нескольких материалов, стало важно понимать различные варианты и процессы, доступные для их соединения. Распространенным и полезным методом является использование вытяжных заклепок, которые обеспечивают быструю и удобную сборку. Однако при соединении мягких материалов или материалов с низкой плотностью, таких как пластмасса, дерево, ткань и т. д., головка заклепки … Подробнее «Клепка мягких материалов» »
Информация о
Обновите сборку продукта, переключившись на винты с шестигранной головкой или винты Torx. В винтовом приводе с шестигранным углублением, известном как Torx или звездообразный привод, используется звездообразная выемка в застежке с шестью закругленными концами. Он разработан для обеспечения передачи повышенного крутящего момента от привода к долоту по сравнению с другими системами привода.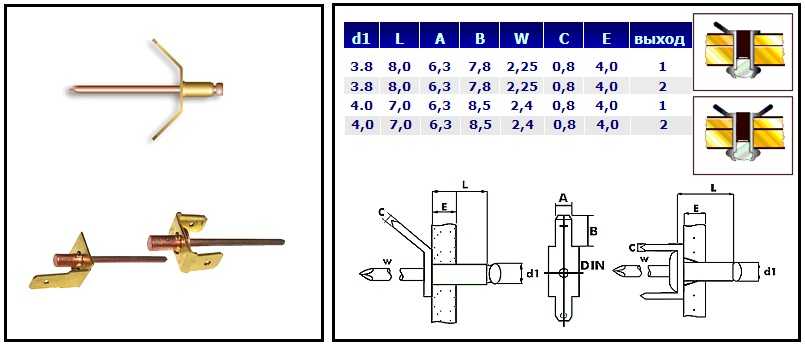 Радиальные силы… Подробнее «Шестилопастной или 6-лопастной привод» »
Радиальные силы… Подробнее «Шестилопастной или 6-лопастной привод» »
информация
Когда компоненты стандартизированы, с ними легче работать, потому что они взаимозаменяемы. Чтобы это стало возможным, основные характеристики стандартных деталей должны быть определены центральным органом и использоваться производителями и розничными торговцами. Разработчики продукции должны использовать преимущества стандартов, доступных для различных типов крепежных изделий. Почти каждый … Подробнее «Проектирование соединений с использованием стандартов» »
MARINE Grade
Распространенной ошибкой является предположение, что саморезы из нержавеющей стали будут сверлить сталь. Однако это не так. Для обеспечения коррозионной стойкости саморезы из нержавеющей стали изготавливают из марок AISI-304 или AISI-316. Они не могут быть закалены, поэтому сверло может сверлить только более мягкие материалы, такие как алюминий. … Подробнее «Саморезы из нержавеющей стали» »
… Подробнее «Саморезы из нержавеющей стали» »
Руководство, информация
Необходимость защиты от кражи и вандализма в настоящее время становится неотъемлемой частью проектных спецификаций. Последствия кражи и взлома. Криминальное воровство Вандализм Упущенная выгода Претензии к ответственности Нарушения репутации Высокое техническое обслуживание Негативное влияние на общественную безопасность Решение заключается в использовании крепежных элементов, устойчивых к безопасности и взлому. Это винты, гайки и болты с… Подробнее «Защитите свои продукты — не рискуйте» »
информация
Наш постоянно растущий ассортимент пополняется винтами из нержавеющей стали с ЧЕРНЫМ покрытием. Эта отделка очень полезна для уменьшения отражения света от деталей, обеспечивает комплексную отделку изделий и деталей черного цвета, а также в декоративных целях. Это конверсионное покрытие, которое обеспечивает равномерную, привлекательную и неотражающую черную поверхность нержавеющей стали.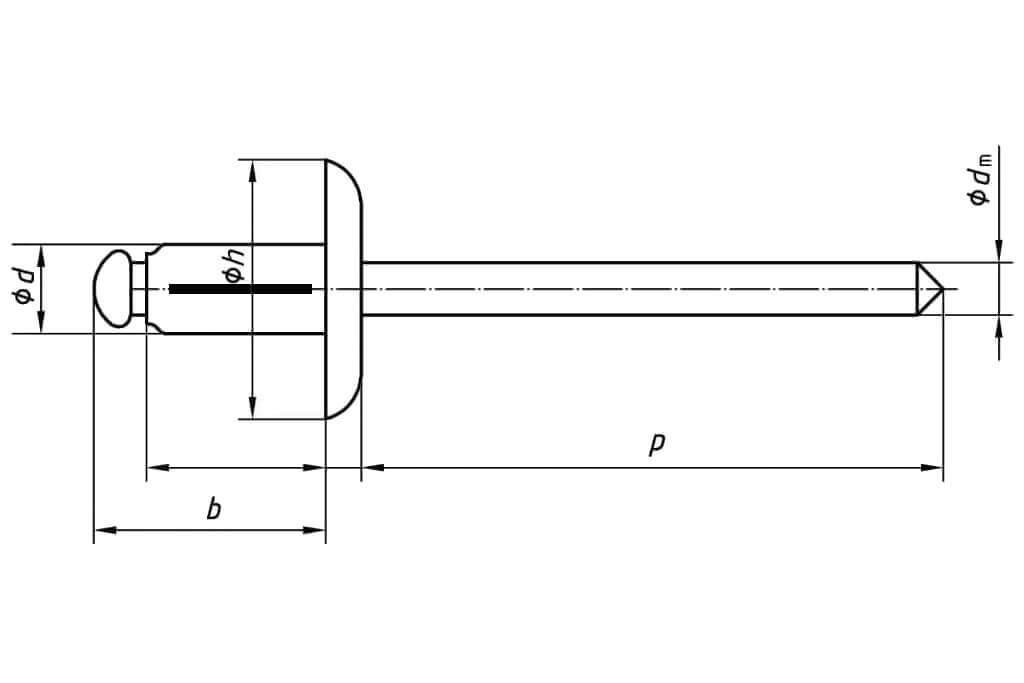 … Подробнее «ЧЕРНЫЕ винты из нержавеющей стали» »
… Подробнее «ЧЕРНЫЕ винты из нержавеющей стали» »
information, Technical
Если вы думали, что коррозия — это всего лишь неприглядные пятна красного оксида — ржавчины — которые поражают стальные и железные изделия в прибрежных районах и на шельфе, подумайте еще раз. Коррозия присутствует повсюду и может возникнуть даже в самых засушливых странах, не имеющих выхода к морю. Это также тот случай, когда профилактика лучше, чем лечение, поскольку коррозия … Подробнее «Коррозионное разрушение крепежных изделий» »
Направляющая, Техническая
Выбор правильного крепежа очень важен. Начните с оценки нагрузки, которая будет на него возложена. Любая металлическая застежка хорошо выдержит боковую (сдвигающую) силу. Но при растягивающей силе, вытягивающей застежку прямо наружу, сила удержания становится все более зависимой от резьбы (или формованной головки в случае … Подробнее «Выберите правильный крепеж» »
информация, Технический
Никогда не рискуйте конструкциями из-за нестандартных креплений. Что такое критически важное для безопасности приложение? Европейские технические руководства определяют это как «применения, в которых отказ анкера может привести к обрушению или частичному обрушению конструкции, вызвать риск для жизни человека или привести к значительным экономическим потерям». Учитывая важность надежности и стабильности … Подробнее «Конструкционная безопасность при анкеровке» »
Что такое критически важное для безопасности приложение? Европейские технические руководства определяют это как «применения, в которых отказ анкера может привести к обрушению или частичному обрушению конструкции, вызвать риск для жизни человека или привести к значительным экономическим потерям». Учитывая важность надежности и стабильности … Подробнее «Конструкционная безопасность при анкеровке» »
Советы по металлообработке для начинающих строителей. Часть 2
Работа с отверстиями под заклепки
Действительно, любой может просверлить отверстие. Однако не каждый может просверлить красивое круглое отверстие в тонком металле там, где оно должно быть, и каждый раз делать это правильно. В конце концов, в типичном цельнометаллическом самолете необходимо просверлить тысячи отверстий, поэтому существует «возможность» сделать некоторые из этих отверстий:
• Просверленными сверлом неподходящего размера.
• Сверлили центральную отметку.
• Просверлено слишком близко к краю.
• Просверлены небрежно и удлиненно.
• Просверлено не в том месте.
• Просверлено нормально, но только после царапания кожи.
Однако, как будто всего этого недостаточно – после того, как отверстие просверлено, вы все равно можете создать другие проблемы:
• Забыть снять заусенцы в обоих шкурах.
• Забыли сделать углубления на верхней и/или нижней обшивке для клепки заподлицо.
• Отверстия с потайной головкой для закладных заклепок (где это необходимо) делать слишком мелкими или слишком глубокими.
Читайте дальше, чтобы узнать, как можно избежать или, по крайней мере, ограничить свои встречи с этими слишком распространенными проблемами подготовки отверстий.
Немного о сверлах и битах
Тип бурового долота, который вы, вероятно, будете использовать чаще всего, — это высокоскоростное сверло (длина джобберов) из-за его доступности и низкой начальной стоимости. Тем не менее, более прочные и дорогие биты Cobalt следует использовать для сверления деталей из закаленной стали, таких как стойки шасси и опоры двигателя.
Тем не менее, более прочные и дорогие биты Cobalt следует использовать для сверления деталей из закаленной стали, таких как стойки шасси и опоры двигателя.
Кроме того, вы должны приобрести пару сверл длиной 12 дюймов (#30 и #40) для сверления в труднодоступных местах.
Поскольку эти длинные сверла можно легко согнуть пальцами, их можно заставить сверлить близко к углам и практически везде, где в противном случае пришлось бы использовать дрель с углом 90 градусов. имеет легко нажимаемый спусковой крючок для точного контроля скорости.
Ваш пульт управления (пневматический или электрический) определенно будет иметь ограничения доступа.
Например, вы обнаружите, что не можете сверлить ближе, чем, скажем, 3/4 дюйма к углу, перпендикулярной поверхности ребра или переборке. В лучшем случае обычная электрическая дрель угол, но точно не более.
Кроме того, доступ к месту, где должно быть просверлено отверстие, должен быть достаточно доступным, чтобы вы могли маневрировать и позиционировать сверло с установленным долотом.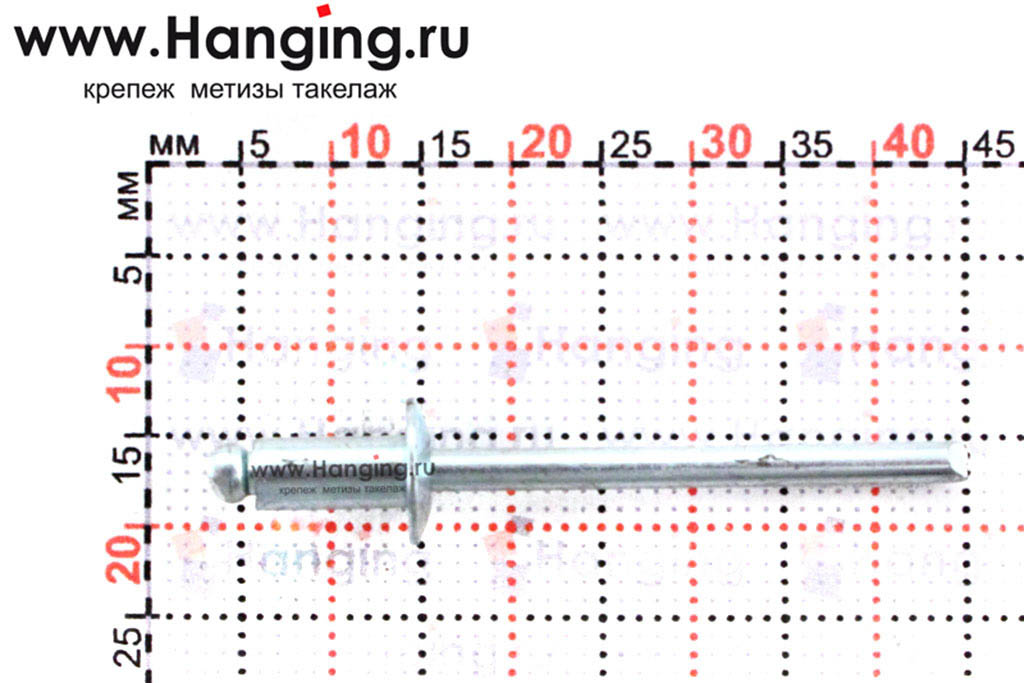 Даже с установленной короткой насадкой это означает, что вам потребуется примерно от 10 до 12 дюймов.
Даже с установленной короткой насадкой это означает, что вам потребуется примерно от 10 до 12 дюймов.
Именно в такой ситуации необходима угловая дрель, чтобы сделать доступными эти труднодоступные места.
На это можно положиться. . . Время от времени будет возникать отчаянная потребность в какой-нибудь угловой дрели.
Даже если вы строите металлический самолет, вам, возможно, придется просверлить отверстия в обтекателях, капотах и других компонентах из стекловолокна.
Сверление отверстий в стекловолокне быстро затупляет сверла. Ожидайте этого и рассчитывайте на повторную заточку или замену притупившихся бит, прежде чем снова использовать их в алюминии.
Прежде чем сверлить . . .
Когда необходимо просверлить ряд отверстий под заклепки, сначала обычно проводится осевая линия, а затем наносятся короткие крестообразные метки для определения местоположения каждого отверстия. Быть начеку. Прежде чем отмечать место для заклепки, убедитесь, что в нижней раме, где вы собираетесь просверлить отверстие для заклепки, нет препятствия (или канавки). Допустимо немного изменить расстояние между отверстиями, чтобы избежать таких ловушек. №
Допустимо немного изменить расстояние между отверстиями, чтобы избежать таких ловушек. №
С помощью кернера и легкого удара молотком отметьте отмеченные места для каждого важного отверстия и слегка выдавите их.
Еще лучше, используйте автоматический кернер, чтобы точно определить местонахождение каждой заклепки.
Автоматический кернер намного проще в использовании, и вы можете найти его более точным для собственного использования.
Хотя выемка в виде метки помогает гарантировать, что сверло не отклонится от отметки, вы тоже можете помочь.
Держите дрель перпендикулярно поверхности, слегка надавите и немного поверните патрон дрели рукой, прежде чем нажать на спусковой крючок. Это почти гарантирует, что сверло останется точно в отметке пуансона.
Не обращайте внимания на эту технику, и вы рискуете, что ваша дрель отклонится от отмеченного места отверстия.
Когда это произойдет, сверло оставит уродливые шрамы на гладкой металлической поверхности. . . какой позор.
. . какой позор.
Вот полезный совет, который передается от строителя к строителю. Наклейте малярную ленту на трассу, где расположение заклепок и расстояние между ними должно быть нарисовано на алюминиевой обшивке. Вместо этого нарисуйте и отметьте места отверстий на ленте. Просверлите отверстия в ленте, затем снимите ленту.
Не оставляйте клейкую ленту более чем на день или около того, потому что со временем ее становится все труднее удалить.
Но зачем вообще использовать ленту? Ну а лента защищает металл от царапин сверла и помогает сверлу не ходить.
Выбор сверла
Выбор сверла правильного размера для просверливаемого отверстия чрезвычайно важен. Малые размеры сверла очень трудно определить на глаз, поэтому используйте калибр для сверления по металлу, чтобы развеять все сомнения.
В типичном металлическом проекте с заклепками заподлицо большинство используемых заклепок будет диаметром 3/32 дюйма (AN426-3) или 1/8 дюйма (AN426-4).
Вы не можете использовать дробное сверло 3/32″ для заклепки 3/32″. . . отверстие будет слишком маленьким, и заклепка просто не войдет. То же самое относится к заклепке 1/8 дюйма и отверстию 1/8 дюйма.
Для установки заклепок этих размеров необходимо использовать так называемые пронумерованные сверла. Сверло № 40 используется для заклепок 3/32 дюйма, а сверло № 30 используется с заклепками 1/8 дюйма.
Обратите внимание, что сверло с большим номером (#40) предназначено для меньших отверстий, а сверло с меньшим номером (#30) предназначено для больших отверстий под заклепки 1/8 дюйма. Кто сказал, что все должно быть логичным?
Техника сверления
Сверление алюминия, особенно тонких листов, с довольно высокой скоростью Вы можете повысить точность и качество сверления отверстий, взяв за правило сверлить все отверстия сначала сверлом № 41 или № 40.
Вы обнаружите, что сначала просверливание всех отверстий небольшим сверлом происходит быстрее и помогает поддерживать большую точность. 0003
0003
Позже, при необходимости, другие отверстия могут быть пересверлены до нужного большего размера. Это называется «прямым сверлением» и обеспечивает точное выравнивание отверстий при сборке.
Когда вы можете пересверлить маленькое отверстие до заданного большего диаметра, вы даже сможете исправить небольшое смещение отверстия. . . тем больше причин сначала просверлить отверстия меньшего диаметра.
Сверление точных круглых отверстий в тонкостенных металлических обшивках затруднено. Если не соблюдать особую осторожность, вы можете получить отверстия, которые имеют тенденцию быть неправильными и слишком большими (часто приобретая вид шестиугольника), а не аккуратными и круглыми, как вы хотите.
Если толщина металла меньше половины диаметра сверла, почти наверняка возникнет описанная проблема.
Улучшите качество критических отверстий, которые вам нужно просверлить в тонком металле, зажав опорный блок из металлолома за своей работой перед началом сверления. Это позволит корпусу долота постоянно находиться в твердом материале. . . до, во время и после проникновения. В результате – красивая круглая дырочка.
Это позволит корпусу долота постоянно находиться в твердом материале. . . до, во время и после проникновения. В результате – красивая круглая дырочка.
При сверлении отверстий в более толстых алюминиевых деталях часто извлекайте сверло, чтобы очистить его от стружки. Если вы этого не сделаете, алюминиевая стружка внутри отверстия будет накапливаться и слипаться, не давая вам вытащить сверло. Это, скорее всего, будет проблемой при сверлении более мягкого прутка 6061-T6, чем при сверлении более твердого алюминия 2024-T4.
При использовании ручной электрической или пневматической дрели для сверления глубоких отверстий в алюминии будьте осторожны, извлекая дрель, чтобы случайно не наклонить ее в сторону. Это было бы плохо, потому что это приведет к удлинению отверстия. Если есть возможность, делайте все важные сверления на сверлильном станке.
Никогда не держите мелкие детали пальцами при сверлении отверстий на сверлильном станке. Сверло обязательно схватится, как только сверло выйдет из металла. Прежде чем вы поймете, что происходит, сверло заклинит (заклинит) в металле, а деталь, которую вы сверлите, вырвется прямо из ваших рук и начнет бесконтрольно вращаться.
Прежде чем вы поймете, что происходит, сверло заклинит (заклинит) в металле, а деталь, которую вы сверлите, вырвется прямо из ваших рук и начнет бесконтрольно вращаться.
Не нужно вдаваться в кровавые подробности того, что произойдет с вашими руками и пальцами, если на них коснется вращающийся тесак.
Проделывание больших отверстий в листовом металле
Иногда вам придется просверлить или сделать отверстия гораздо большего размера, чем те, которые необходимы для установки заклепок.
Например, тросы управления рулем направления обычно прокладываются через отверстия, просверленные в переборках фюзеляжа. Эти отверстия должны быть достаточно большими, чтобы обеспечить прохождение тросов управления рулем направления и их формованных клемм. Поскольку эти отверстия могут иметь диаметр 5/8 дюйма или больше, обычная дрель будет плохо работать в тонком металле.0003
Решение? Используйте ступенчатое сверло (UNIBIT®). Это ступенчатое коническое сверло просверлит отверстия нескольких размеров и прекрасно справится с работой, не дребезжа и не портя металл.
Отверстия в брандмауэрах из нержавеющей стали
С брандмауэрами из нержавеющей стали сложно работать, а просверлить в них большие отверстия — проблема. Как всегда, начните с удара, используйте небольшой бит и применяйте постоянное давление. Расширение отверстия обычным сверлом из нержавеющей стали — это нечто меньшее, чем точная операция.
UNIBIT хорошо работает, если постепенно увеличивать отверстие с обеих сторон. Нержавеющая сталь очень пластична и имеет тенденцию изгибаться или деформироваться на линии разреза.
Чтобы прорезать очень большое отверстие в брандмауэре для установки клапана обогрева кабины или для воздуховода свежего воздуха, используйте «кусак». Используйте его, чтобы начертить большое отверстие, которое затем можно выровнять и выровнять напильником. Вам понадобится начальное отверстие диаметром 7/16″ или больше, чтобы вставить высечные ножницы.
Расстояние между заклепками и расстояние до края
Недопустимо сверление отверстий слишком близко к краям алюминиевой обшивки или фитингов.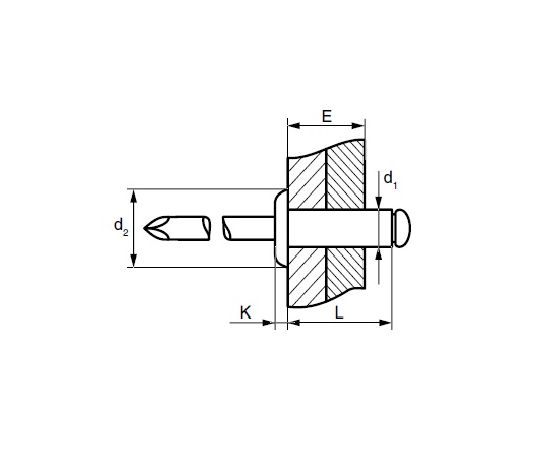 Насколько близко «слишком близко»?
Насколько близко «слишком близко»?
Основное правило заключается в том, что вы не должны сверлить отверстия для заклепок ближе к краю, чем на два диаметра используемого размера заклепки. Для заклепок размером 1/8 дюйма это будет означать, что центральная линия любого отверстия будет находиться на расстоянии не менее 1/4 дюйма от края обшивки (материала). Это очень важный фактор, так как недостаточное расстояние от края снижает прочность заклепочного соединения.
Не следует уменьшать расстояние от края по сравнению с тем, что указано дизайнером на планах.
На самом деле, слишком большое расстояние от края для линии заклепок может быть столь же нежелательным, так как это может привести к тому, что край листа слегка загнется, оставив зазор, который будет выглядеть паршиво после того, как самолет будет закончен и покрашен.
Возможно, вам будет интересно узнать, что минимальный рекомендуемый шаг (расстояние) между заклепками составляет 3 диаметра заклепки, а нормальный шаг считается равным от 8 до 10 диаметров заклепки.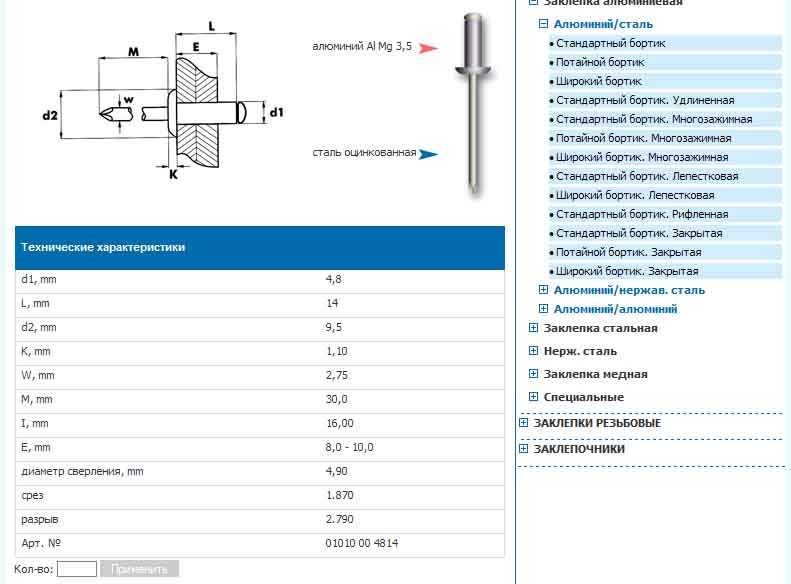
Что касается расстояния между заклепками для вашего проекта, используйте номинальное расстояние, указанное в чертежах. Тем не менее, вы должны понимать, что расстояние между отверстиями, возможно, придется изменить здесь и там, чтобы избежать размещения заклепки там, где ее нельзя установить или забить должным образом из-за каких-либо структурных помех сзади.
Методы сверления обшивки
Существует как минимум три основных процедуры маркировки и сверления алюминиевой обшивки (фюзеляж, крыло, хвост). Вы должны быть знакомы с каждым из них, чтобы вы могли выбрать тот (или его вариант), который был бы самым простым и лучше всего подходящим для конкретной работы.
Метод 1
Зажмите и выровняйте кожу по подлежащей структуре. Изнутри обведите каждое ребро или раму. Снимите кожицу и переверните. Нарисуйте осевую линию на коже внутри каждого из контуров трассированного кадра. Отметьте указанное расстояние между заклепками и просверлите все отверстия под заклепки, отмеченные на обшивке.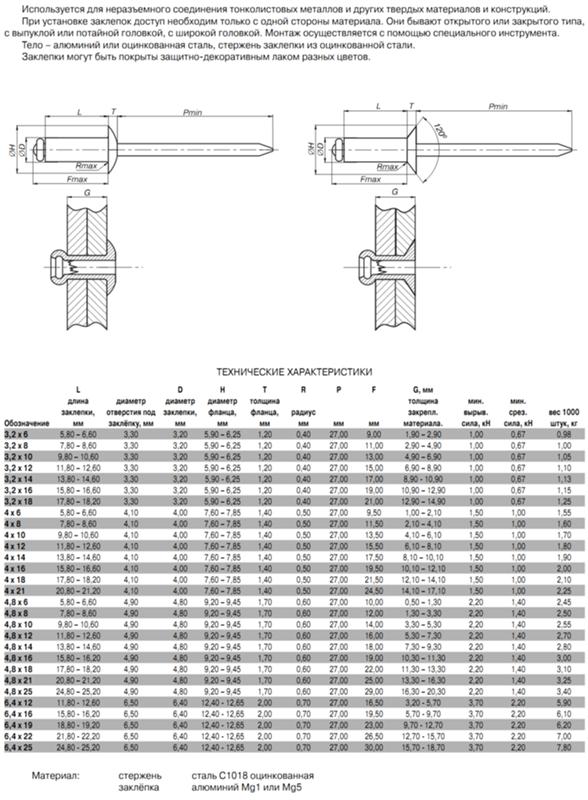 Установите кожу на место и снова закрепите ее. Снаружи осмотрите каждое предварительно просверленное отверстие в обшивке, чтобы убедиться, что центральная линия (отмеченная на нервюре или раме) видна перед тем, как просверлить. Вставьте зажим Cleco в каждое (или каждое другое) отверстие по мере продвижения.
Установите кожу на место и снова закрепите ее. Снаружи осмотрите каждое предварительно просверленное отверстие в обшивке, чтобы убедиться, что центральная линия (отмеченная на нервюре или раме) видна перед тем, как просверлить. Вставьте зажим Cleco в каждое (или каждое другое) отверстие по мере продвижения.
Метод второй
Прикрепив обшивку к конструкции, проработайте сзади длинной 12-дюймовой дрелью или угловой дрелью и одновременно просверлите раму и обшивку. надавливайте на кожу деревянным бруском по мере сверления отверстий. Ваш помощник должен устанавливать зажимы Cleco по мере сверления. Этот метод неудобен, и при работе снизу вы рискуете попасть осколками сверления в глаза.
Третий метод
Отметьте осевые линии и расстояние между отверстиями под заклепки на каждой раме (или нервюре). Просверлите все отверстия в рамах (или ребрах). Во время сверления будет легко избежать канавок и мест, где нижележащая структура сделает невозможным установку заклепок. Расположите и зажмите кожу на месте. Сзади или под конструкцией, в зависимости от обстоятельств, просверлите отверстия в обшивке, используя предварительно просверленные отверстия под заклепки в рамах в качестве ориентира. Здесь снова необходимо защитить глаза от падающих обломков.
Расположите и зажмите кожу на месте. Сзади или под конструкцией, в зависимости от обстоятельств, просверлите отверстия в обшивке, используя предварительно просверленные отверстия под заклепки в рамах в качестве ориентира. Здесь снова необходимо защитить глаза от падающих обломков.
Какую бы процедуру вы ни использовали, действуйте медленно и убедитесь, что сверление будет проходить по центру рамы или ребер; что отверстия будут избегать каннелюр; и что каждое отверстие будет там, куда можно вставить и установить заклепку. Для достижения наилучших результатов всегда старайтесь сверлить от центра секции к каждому концу.
Углубление и зенкерование
Алюминиевые обшивки, которые должны быть заклепаны заподлицо, должны быть предварительно подготовлены путем машинного зенкования или углубления каждого отверстия перед заклепкой. Алюминиевые обшивки толщиной менее 0,032 дюйма должны иметь углубления… а не машинную зенковку. Нанесение углублений требует больше времени, чем машинная зенковка. .) должны иметь ямочки, соответствующие выпуклым ямочкам на поверхности кожи.0003
.) должны иметь ямочки, соответствующие выпуклым ямочкам на поверхности кожи.0003
Однако у вас есть возможность машинной зенковки нижней рамы вместо углубления на ней — при условии, что материал рамы имеет толщину не менее 0,032 дюйма при использовании заклепок 3/32 дюйма (толщина 0,050 дюйма или более для 1 /8″ заклепки). Зенковка на станке проще, чем нарезка углублений, когда верхняя обшивка имеет толщину 0,032 дюйма или больше. Это связано с тем, что машинная зенковка отверстия под заклепку не вызывает выпуклости под обшивкой, как в случае с углублениями. Поэтому дальнейшая подготовка нижнего слоя не требуется. отверстия под заклепки в рамах необходимы. Реальная экономия времени.
Несколько напутственных слов мудрости
Наконец, прежде чем сверлить или резать металл. . . всегда останавливайтесь и перепроверяйте! Убедитесь, что вы не измеряли не с той точки!
Несмотря на то, что вы проверяете и перепроверяете измеренный размер и убеждаетесь, что он идеален, все равно может быть неправильно, если вы измеряете от отверстия, а не от края.
