Отжиг 1 рода и 2 рода: Отжиг 1 рода – каким бывает и как осуществляется + Видео
Содержание
8.1.1 Отжиг первого рода
Отжигом
первого рода
называется нагрев металла, находящегося
в неравновесном состоянии в результате
предшествовавшей обработки (литья,
обработки давлением, сварки и др.), для
приведения его в термодинамически более
устойчивое состояние. Фазовые превращения
при этом обычно не протекают, а если они
и наблюдаются, то не являются средством
для достижения поставленных целей.
В
зависимости от того, какие отклонения
от равновесия устраняются, различают
несколько видов отжига первого рода.
Диффузионный
отжиг (гомогенизация)
применяется для устранения химической
неоднородности литой стали — дендритной
ликвации, которая приводит к анизотропии
механических свойств в катаном и кованом
металле, понижению пластичности и
вязкости.
Отжиг
производится при высокой температура
/1050 — 1150 °С/ с длительной выдержкой /12 —
20 ч/, охлаждение замедленное до 200 — 250°С.
Общая длительность отжига достигает
80 — 100 ч. Диффузионному отжигу подвергаются
Диффузионному отжигу подвергаются
слитки и крупные отливки из легированных
сталей.
При
диффузионном отжиге происходит сильный
рост зерна. Для получения мелкозернистой
структуры и повышения механических
свойств отливки дополнительно подвергаются
полному отжигу или нормализации, для
слитков же такой обработки не требуется
из-за последующей горячей пластической
деформации.
Рекристаллизационным
отжигом
называется нагрев холоднодеформированной
стали до температур 650 — 700°С с целью
повышения пластических свойств, снижения
твердости и прочности, то есть для
устранения последствий наклепа.
Рекристаллизационному
отжигу подвергаются холоднокатаные
листы, калиброванные прутки, многие
сорта проволоки и другие изделия,
получаемые методами холодной пластической
деформации.
Релаксационный
отжиг (для снижения остаточных напряжений).
Температура нагрева колеблется в широких
пределах ниже АС1,
чаще – 200 — 700 °С. Применяется для снижения
Применяется для снижения
(не снятия!) внутренних напряжений,
возникающих при обработке давлением,
сварке, литье, обработке резанием,
шлифовке и других технологических
операциях. Основан на том, что при
повышении температуры снижаются
прочностные характеристики, в том числе
и предел текучести. Поэтому при нагреве
та часть внутренних упругих напряжений,
которая оказывается выше снизившегося
при нагреве предела текучести, релаксирует
за счет протекания микропластической
деформации.
8.1.2 Отжиг второго рода
Отжигом
второго рода
называется нагрев сплава выше температуры
фазовых превращений с последующим
медленным охлаждением для получения
фазового и структурного состояния,
близкого к равновесному.
Для
стали нагрев производится выше критических
точек АС3,
АС1,
АСсm
(рис.8.2). Он сопровождается фазовой
перекристаллизацией, чем и отличается
от отжига первого рода. Вследствие этого
при правильно выполненном режиме
происходит измельчение зерна и повышение
механических свойств стали по сравнению
с исходным состоянием.
1 6 4,6 5 2 3 Отжиг 1 рода:
диффузионный;
рекристаллизационный;
релаксационный;
отжиг
2 рода:
полный;
неполный;
нормализационный
Рисунок
8.2 — Температура нагрева для различных
видов отжига
Охлаждение
производится вместе с печью (отжиг) или
на воздухе (нормализационный отжиг).
Благодаря медленному охлаждению
(рис.6.2) состояние стали после термообработки
приближается к равновесному. В
доэвтектоидной стали структура состоит
из феррита и перлита, в эвтектоидной —
из перлита, в заэвтектоидной — из перлита
и вторичного цементита. Сталь отличается
высокой пластичностью, низкой прочностью
и твердостью, хорошо обрабатывается
резанием, свободна от остаточных
напряжений.
Отжиг
второго рода обычно является операцией
предварительной термической обработки,
то есть выполняется до обработки изделия
резанием. Соответственно на
Соответственно на
машиностроительных заводах отжигу и
нормализации подвергают различные
заготовки: отливки, поковки, штампованные
изделия, а на металлургических — листы,
трубы, различные виды сортового проката,
если их свойства в состояний проката
не отвечают требованиям стандартов.
Если
полученные в металле свойства соответствуют
условиям службы готового изделия, отжиг
и нормализация являются одновременно
операциями окончательной термообработки.
Отжиг первого рода
При литье, обработке давлением, сварке и других технологических процессах в структуре металлов и сплавов возникают отклонения от равновесного состояния.
Отжиг 1-го рода частично или полностью устраняет эти отклонения и тем самым приводит металлы и сплавы в более равновесное состояние.
В зависимости от того, какие отклонения от равновесного состояния устраняются, различают следующие разновидности отжига 1-го рода: гомогенизационный, дорекриеталлизационный смягчающий, дорекристаллизационный упрочняющий, рекристаллизационный и уменьшающий напряжения отжиг. Процессы, устраняющие отклонения от равновесного состояния, идут самопроизвольно, и нагрев при отжиге 1-го рода проводят лишь для ускорения этих процессов.
Процессы, устраняющие отклонения от равновесного состояния, идут самопроизвольно, и нагрев при отжиге 1-го рода проводят лишь для ускорения этих процессов.
Основные параметры отжига 1-го рода — температура нагревания и время выдержки при этой температуре. Скорости нагревания и охлаждения имеют подчиненное значение.
Отличительная особенность отжига 1-го рода по сравнению с отжигом 2-го рода состоит в том, что его проведение не обусловлено фазовыми превращениями в твердом состоянии.
«Теория термической обработки металлов»,
И.И.Новиков
Уменьшение остаточных напряжений при отжиге
Избыточная энергия в упругодеформированных областях может понизиться без нарушения целостности тела, если разрядка остаточных напряжений произойдет путем пластической деформации. Следовательно, чтобы добиться полного или частичного снятия остаточных макронапряжений в изделии,…
Флуктуации тепловой энергии
Флуктуации тепловой энергии активируют скольжение. С увеличением продолжительности отжига они вовлекают в скольжение менее благоприятно расположенные дислокации, помогают дислокациям преодолевать и обходить препятствия пересечением дислокаций леса и поперечным скольжением. При…
С увеличением продолжительности отжига они вовлекают в скольжение менее благоприятно расположенные дислокации, помогают дислокациям преодолевать и обходить препятствия пересечением дислокаций леса и поперечным скольжением. При…
Механизм эффективного уменьшения остаточных напряжений
Если сплав содержит фазы с резко различающимися термическими коэффициентами линейного расширения (силумины, металлокерамические материалы), то по сравнению с обычным отжигом более эффективен циклический отжиг с обработкой холодом. Такой комбинированной термообработке…
Использование отжига для уменьшения напряжений
Использование отжига для уменьшения напряжений лимитируется теми нежелательными структурными и фазовыми изменениями, которые могут произойти при нагреве. Например, чтобы достаточно полно снять закалочные напряжения в изделиях из термически упрочняемых алюминиевых…
Отжиг для уменьшения напряжений
Холоднокатаные листы и штамповки из меди, никеля, титана и деформируемых сплавов на их основе отжигают для уменьшения остаточных напряжений при температурах не выше точки начала рекристаллизации, чтобы сохранить высокие прочностные…
Остаточные напряжения
В металле с остаточными напряжениями существуют области упругих деформаций разного знака.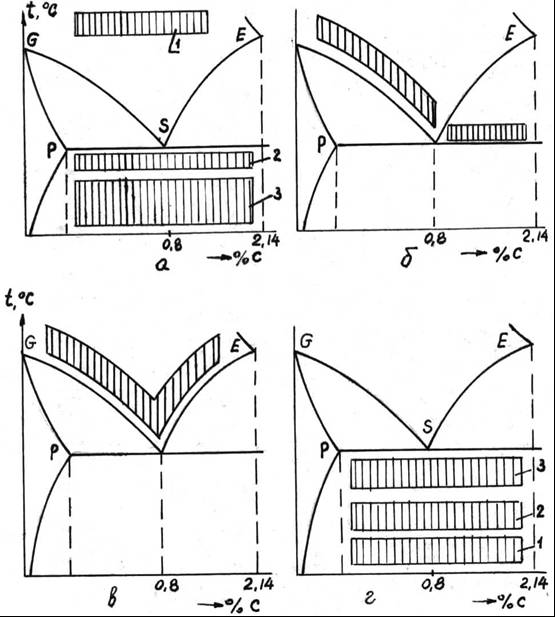 Упругому, т. е. обратимому, снятию макронапряжений мешают межатомные силы, связывающие разнородно деформированные участки металла в единое твердое тело. Если…
Упругому, т. е. обратимому, снятию макронапряжений мешают межатомные силы, связывающие разнородно деформированные участки металла в единое твердое тело. Если…
Возникновение и роль остаточных напряжений
Причинами возникновения внутренних макронапряжений являются неодинаковая деформация или разное изменение удельного объема в различных точках тела. Следующий простой пример поясняет возникновение остаточных напряжений при неодинаковой пластической деформации в разных участках…
Виды напряжений
Различают термические и фазовые (структурные) внутренние напряжения, которые возникают соответственно в результате термического сжатия или расширения и фазовых превращений в твердом состоянии при наличии в теле градиента температур. Внутренние напряжения…
Рекристаллизационный отжиг
Рекристаллизационный отжиг подразделяют на полный, неполный и текстурирующий. Полный рекристаллизационный отжиг, обычно называемый просто рекристаллизационным — одна из наиболее широко применяемых операций термообработки. Рекристаллизационный отжиг используют в промышленности как первоначальную…
Рекристаллизационный отжиг используют в промышленности как первоначальную…
Оптимальный режим рекристаллизационного отжига
Оптимальный режим отжига можно выбрать по графикам температурной зависимости свойств (смотрите Влияние температуры отжига и Влияние температуры часового отжига). Так, для восстановления пластичности меди можно рекомендовать часовой отжиг при 500…
Выбор режимов дорекристаллизационного и рекристаллизационного отжига
Основные параметры отжига наклепанных металлов и сплавов — температура и продолжительность. Они определяют характер и полноту структурных изменений при отжиге, а также свойства металла и сплава после отжига. В отдельных…
Упрочнение при дорекристаллизационном отжиге
Давно было замечено, что при низкотемпературном отжиге некоторых металлов и сплавов до начала рекристаллизации значительно повышаются твердость, предел прочности и особенно пределы текучести и упругости. У каждого из таких материалов…
В чем разница: отпуск или отжиг?
Закалка и отжиг являются методами термической обработки металла. Целью термической обработки является преднамеренное изменение физических (и химических) свойств металла, чтобы подготовить его к производству. Термическая обработка может повлиять на многие свойства металлического изделия, включая прочность, твердость, формуемость, пластичность, ковкость и обрабатываемость.
Целью термической обработки является преднамеренное изменение физических (и химических) свойств металла, чтобы подготовить его к производству. Термическая обработка может повлиять на многие свойства металлического изделия, включая прочность, твердость, формуемость, пластичность, ковкость и обрабатываемость.
Как правило, на термическую обработку металла влияют три переменные:
- Температура, до которой производители нагревают
- Как долго он остается при этой температуре
- Способ или скорость охлаждения
В зависимости от типа металла, который проходит эту термическую обработку, и того, что ищет клиент, эти переменные будут различаться. Но эффективная термообработка требует точного контроля над всеми тремя факторами.
Хотя существует множество методов термообработки металла, сегодня мы рассмотрим только два из них: отжиг и отпуск.
Процесс отжига
Как работает отжиг?
В процессе отжига производители нагревают материал до идеальной температуры, а затем выдерживают его при этой температуре в течение определенного времени. Скорость охлаждения при отжиге также имеет тенденцию быть чрезвычайно низкой. Скажем, вы готовили что-то в духовке, и время ушло. Если бы вместо того, чтобы удалять его, вы позволили ему остыть внутри печи, это было бы похоже на предпосылку для отжига.
Скорость охлаждения при отжиге также имеет тенденцию быть чрезвычайно низкой. Скажем, вы готовили что-то в духовке, и время ушло. Если бы вместо того, чтобы удалять его, вы позволили ему остыть внутри печи, это было бы похоже на предпосылку для отжига.
Основная причина, по которой производители отжигают материал, заключается в снижении его твердости для более плавного процесса обработки. Кроме того, производители могут потребовать, чтобы металл имел более высокий показатель электропроводности, что также может быть достигнуто путем отжига.
Три этапа отжига
Процесс отжига включает три отдельных этапа:
- Восстановление
- Перекристаллизация
- Рост зерна
Давайте подробнее рассмотрим, что происходит на каждом этапе.
Этап отжига 1: восстановление
Первым этапом процесса отжига является восстановление. Во время восстановления производители полностью нагревают металл. Чаще всего для этого типа обработки металла используют печь.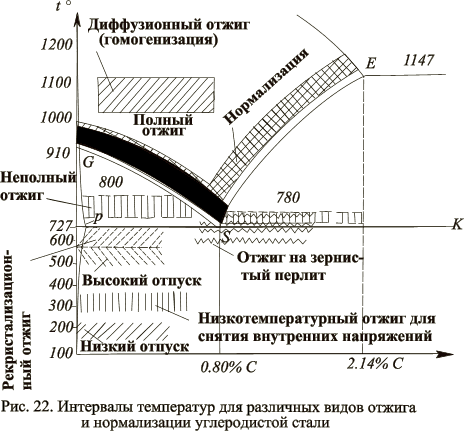 Это может быть газовая, электрическая или индукционная печь, но цель этапа восстановления — нагреть металл до температуры, при которой металл может расслабиться и стать ковким.
Это может быть газовая, электрическая или индукционная печь, но цель этапа восстановления — нагреть металл до температуры, при которой металл может расслабиться и стать ковким.
Стадия отжига 2: рекристаллизация
Различия между отпуском и отжигом стали начинаются на этом этапе процесса. Во время перекристаллизации производители снова нагревают до критической температуры. Целью является температура, превышающая температуру рекристаллизации металла, но не превышающая температуру его плавления.
Когда материал удерживается в этой зоне наилучшего восприятия, во внутренней структуре металла начинают развиваться новые зерна без образования ранее существовавших напряжений.
Стадия отжига 3: рост зерна
Третий этап процесса отжига — рост зерна. На этом заключительном этапе зерна второго этапа могут полностью развиться. Контролируя процесс охлаждения и поддерживая определенную скорость, рост зерна дает более пластичный и менее твердый материал.
Процесс закалки
Как работает закалка?
Отпуск — это термическая обработка, повышающая ударную вязкость твердых и хрупких сталей, чтобы они могли выдерживать обработку. Для отпуска требуется, чтобы металл достиг температуры ниже так называемой нижней критической температуры — в зависимости от сплава эта температура может варьироваться от 400 до 1300°F.
Для отпуска требуется, чтобы металл достиг температуры ниже так называемой нижней критической температуры — в зависимости от сплава эта температура может варьироваться от 400 до 1300°F.
Как только сталь достигает нижней критической температуры, производитель поддерживает ее на этом уровне в течение заданного периода времени. Тип стали определяет, какова критическая температура и как долго они должны поддерживать материал при этой температуре.
Другие переменные, влияющие на отпуск, включают продолжительность времени, в течение которого металл остается при критической температуре, а также скорость охлаждения. Оба эти фактора влияют на механические свойства материала.
Визуальное влияние отпуска на сталь по сравнению с отжигом
Также известно, что отпуск влияет на цвета, появляющиеся на поверхности стали, в отличие от процесса отжига, который имеет незначительный визуальный эффект. Эти цвета, которые могут варьироваться от светло-желтого до оттенков синего, указывают на окончательные свойства стали. Например, наши закаленные пружинные стали – 1075 и 109.5 — оба синие, но из-за явных различий в контакте с углеродом их оттенок синего и другие физические свойства различаются. Подробное сравнение можно посмотреть здесь.
Например, наши закаленные пружинные стали – 1075 и 109.5 — оба синие, но из-за явных различий в контакте с углеродом их оттенок синего и другие физические свойства различаются. Подробное сравнение можно посмотреть здесь.
Темы:
Информация о металле | Отожженная пружинная сталь | Закаленная пружинная сталь | Информация о металлургической промышленности
Что такое квантовый отжиг? — Документация по системе D-Wave
В этом разделе объясняется, что такое квантовый отжиг и как он работает, а также
лежащая в основе квантовая физика, которая управляет его поведением. Для более глубокого
информацию о квантовом отжиге в квантовых компьютерах D-Wave см.
Техническое описание решателя QPU.
Применимые проблемы
Процессоры квантового отжига естественным образом возвращают решения с низким энергопотреблением; немного
приложения требуют реального минимума энергии (задачи оптимизации) и др.
требуют хороших выборок с низкой энергией (проблемы вероятностной выборки).
Проблемы с оптимизацией. В задаче оптимизации вы ищете лучшее из
множество возможных комбинаций. Проблемы оптимизации включают проблемы планирования,
Например, «Должен ли я отправить эту посылку на этом грузовике или на следующем?» или «Что такое
наиболее эффективный маршрут, по которому коммивояжер должен посетить различные
города?»
Физика может помочь решить такие проблемы, потому что вы можете представить их как энергию
проблемы минимизации. Фундаментальное правило физики гласит, что все стремится к
искать минимальное энергетическое состояние. Объекты скользят вниз по холмам; горячие вещи остывают
время. Это поведение верно и для мира квантовой физики. Квантовый отжиг
просто использует квантовую физику, чтобы найти низкоэнергетические состояния проблемы и, следовательно,
оптимальное или близкое к оптимальному сочетание элементов.
Проблемы с выборкой. Выборка из многих низкоэнергетических состояний и характеристика
форма энергетического ландшафта полезна для задач машинного обучения, где
вы хотите построить вероятностную модель реальности.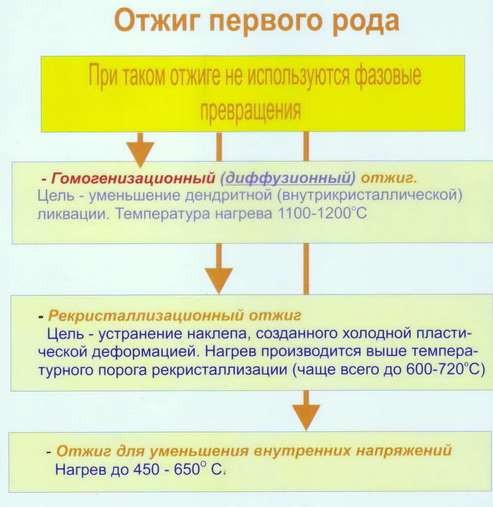 Образцы дают вам информацию
Образцы дают вам информацию
о состоянии модели для заданного набора параметров, которые затем можно использовать для
улучшить модель.
Вероятностные модели явно учитывают неопределенность, учитывая пробелы в
знаний и ошибок в источниках данных. Распределения вероятностей представляют собой
ненаблюдаемые величины в модели (включая шумовые эффекты) и как они соотносятся с
данные. Распределение данных аппроксимируется на основе конечного набора
образцы. Модель делает выводы из наблюдаемых данных, и обучение происходит по мере того, как они
преобразует априорное распределение, определенное до наблюдения за данными, в
заднее распределение, определяемое впоследствии. Если тренировочный процесс прошел успешно,
изученное распределение напоминает распределение, которое сгенерировало данные,
позволяет делать прогнозы по ненаблюдаемым данным. Например, при обучении на
известный набор данных MNIST рукописных цифр, такая модель может генерировать изображения
напоминающие рукописные цифры, которые соответствуют обучающему набору.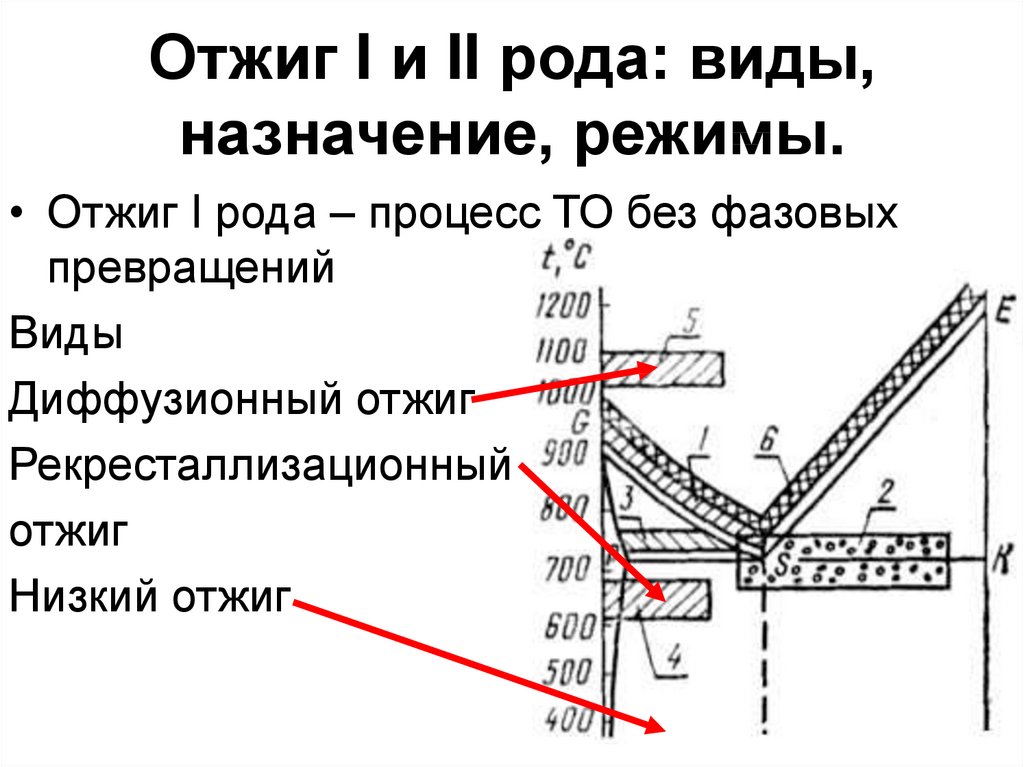
Выборка из распределений энергии требует больших вычислительных ресурсов.
это прекрасно соответствует тому, как квантовый компьютер D-Wave
решает проблемы; то есть путем поиска низкоэнергетических состояний.
Вы можете увидеть различные примеры проблем в Руководстве по решению проблем D-Wave,
в репозитории примеров кода D-Wave
на GitHub, а также многие ранние квантовые приложения, разработанные пользователями.
на системах D-Wave, показанных на
Сайт D-Wave.
Как работает квантовый отжиг в QPU D-Wave
Квантовые биты, также известные как кубита , представляют собой состояния с наименьшей энергией
сверхпроводящие петли, составляющие D-Wave QPU. Эти государства имеют
циркулирующий ток и соответствующее магнитное поле. Как и в случае с классическими битами,
кубит может находиться в состоянии 0 или 1; см. рис. 6.
Но поскольку кубит является квантовым объектом, он также может находиться в суперпозиции.
состояния 0 и состояния 1 одновременно.
В конце процесса квантового отжига каждый кубит коллапсирует.
из состояния суперпозиции в 0 или 1 (классическое состояние).
Рис. 6 Состояние кубита реализовано в виде циркулирующего тока, показанного по часовой стрелке для 0 и против часовой стрелки для 1,
с соответствующим магнитным полем.
Физику этого процесса можно показать (визуализировать) с помощью энергетической диаграммы в виде
на рисунке 7. Эта диаграмма меняется со временем, как показано на
(а), (б) и (в). Для начала есть только одна долина (а) с единственным минимумом.
Происходит процесс квантового отжига, барьер поднимается, и это превращает
энергетическая диаграмма в то, что известно как двухъямный потенциал (б). Здесь
нижняя точка левой долины соответствует состоянию 0, а нижняя точка
правая долина соответствует 1 состоянию. Кубит оказывается в одной из этих долин
в конце отжига.
Рис. 7 Энергетическая диаграмма изменяется во времени по мере выполнения процесса квантового отжига и применения смещения.
При прочих равных условиях вероятность того, что кубит оканчивается на 0 или
1 состояние равно (50 процентов). Однако вы можете контролировать вероятность этого.
Однако вы можете контролировать вероятность этого.
переходя в состояние 0 или 1 при приложении внешнего магнитного поля к
кубит (с). Это поле наклоняет потенциал двойной ямы, увеличивая вероятность
кубита, оказавшегося в нижней яме. Программируемая величина, которая управляет
внешнее магнитное поле называется смещает , и кубит минимизирует свою энергию
при наличии смещения.
Однако термин смещения сам по себе бесполезен. Настоящая сила кубитов приходит
когда вы связываете их вместе, чтобы они могли влиять друг на друга. Это делается с помощью
устройство называется соединителем . Параметр может привести к тому, что два кубита окажутся в
одно и то же состояние — оба 0 или оба 1 — или это может привести к тому, что они будут находиться в противоположных состояниях.
Как и смещение кубитов, корреляционные веса между связанными кубитами можно запрограммировать.
путем установки силы связи. Вместе программируемые смещения и веса
средство, с помощью которого проблема определяется в квантовом компьютере D-Wave.
Когда вы используете ответвитель, вы используете другое явление квантовой физики, называемое
запутанность. Когда два кубита запутаны, их можно рассматривать как единое целое.
объект с четырьмя возможными состояниями. Рисунок 8 иллюстрирует это
идея, показывающая потенциал с четырьмя состояниями, каждое из которых соответствует разным
комбинация двух кубитов: (0,0), (0,1), (1,1) и (1,0). Относительная энергия
каждого состояния зависит от смещений кубитов и связи между ними.
Во время отжига состояния кубитов потенциально делокализованы в этом ландшафте.
прежде чем окончательно перейти в (1,1) в конце отжига.
Как сказано, каждый кубит имеет смещение, и кубиты взаимодействуют через ответвители. Когда
формулируя проблему, пользователи выбирают значения для смещений и ответвителей. Предубеждения
и связи определяют энергетический ландшафт, а квантовый компьютер D-Wave
находит минимальную энергию этого ландшафта: это квантовый отжиг.
Системы становятся все более сложными по мере добавления кубитов: два кубита имеют четыре
возможные состояния, по которым можно определить энергетический ландшафт; три кубита
восемь.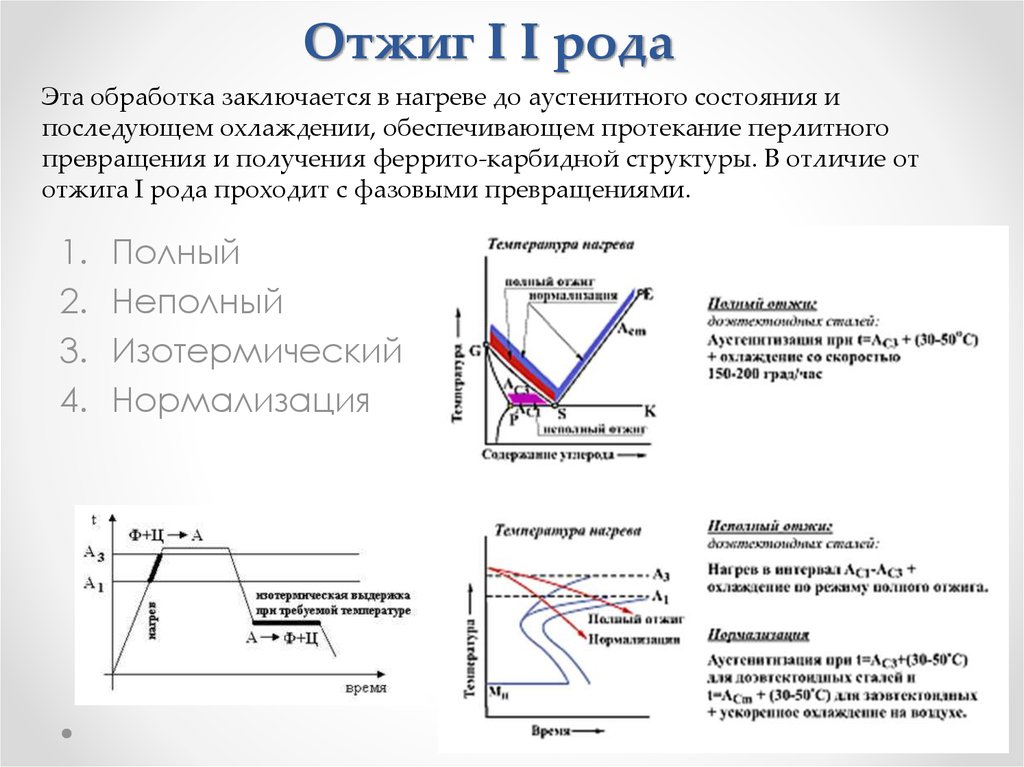 Каждый дополнительный кубит удваивает количество состояний, в которых вы можете
Каждый дополнительный кубит удваивает количество состояний, в которых вы можете
определяют энергетический ландшафт: количество состояний растет экспоненциально с
количество кубитов.
Таким образом, система начинается с набора кубитов, каждый из которых находится в суперпозиции.
состояние 0 и 1. Они еще не соединены. Когда они подвергаются квантовому отжигу,
вводятся ответвители и смещения, и кубиты запутываются. В этот
точка, система находится в запутанном состоянии многих возможных ответов. К концу
отжига каждый кубит находится в классическом состоянии, представляющем минимум
энергетическое состояние проблемы или очень близкое к нему. Все это происходит в
Квантовые компьютеры D-Wave за считанные микросекунды.
Основы квантовой физики
В этом разделе обсуждаются некоторые концепции, необходимые для понимания
квантовая физика, управляющая процессом квантового отжига D-Wave.
Гамильтониан и собственный спектр
Классический гамильтониан — это математическое описание некоторой физической системы
по своим энергиям. Вы можете ввести любое конкретное состояние системы,
Вы можете ввести любое конкретное состояние системы,
и гамильтониан возвращает энергию для этого состояния. Для большинства невыпуклых
Гамильтонианам, нахождение состояния с минимальной энергией является NP-трудной задачей, которая
классические компьютеры не могут решить эффективно.
В качестве примера классической системы рассмотрим чрезвычайно простую систему
стол и яблоко. Эта система имеет два возможных состояния: яблоко на столе,
и яблоко на полу. Гамильтониан сообщает вам энергии, из которых вы
можно заметить, что состояние с яблоком на столе имеет более высокую энергию, чем
что когда яблоко на полу.
Для квантовой системы гамильтониан — это функция, отображающая определенные состояния,
называется собственными состояниями , к энергиям. Только когда система находится в собственном состоянии
гамильтониан — это его энергия, хорошо определенная и называемая 9{(i)}}\) — матрицы Паули, действующие на кубите
\(q_i\), а также \(h_i\) и \(J_{i,j}\) — смещения кубитов и связь
сильные стороны. 1
1
- 1
Ненулевые значения \(h_i\) и \(J_{i,j}\) ограничены доступными
в рабочем графике; см. главу «Архитектура D-Wave QPU: топологии».
Гамильтониан представляет собой сумму двух членов: исходного гамильтониана и
окончательный гамильтониан :
Исходный гамильтониан (первый член) — состояние с наименьшей энергией начального
Гамильтониан — это когда все кубиты находятся в состоянии суперпозиции 0 и 1.
Этот термин также называют туннельный гамильтониан .Окончательный гамильтониан (второй член) — состояние с наименьшей энергией конечного
Гамильтониан — это ответ на проблему, которую вы пытаетесь решить. Финал
состояние является классическим состоянием и включает смещения кубитов и связи
между кубитами. Этот термин также называют гамильтонианом задачи .
При квантовом отжиге система начинается с самого низкоэнергетического собственного состояния
исходный гамильтониан. По мере отжига он вводит проблемный гамильтониан, который
По мере отжига он вводит проблемный гамильтониан, который
содержит смещения и ответвители, и это уменьшает влияние начального
Гамильтониан. В конце отжига он находится в собственном состоянии задачи.
Гамильтониан. В идеале он оставался в состоянии минимальной энергии на протяжении всего времени.
процесс квантового отжига так, чтобы — к концу — он был в минимальной энергии
состояние гамильтониана проблемы и, следовательно, имеет ответ на проблему, которую вы
хочу решить. К концу отжига каждый кубит представляет собой классический объект.
Элементы управления отжигом
Компания D-Wave продолжает стремиться к более глубокому пониманию тонкостей квантовых вычислений.
отжиг и разработать лучший контроль для него. Квантовый компьютер включает в себя функции
которые дают пользователям программируемый контроль над графиком отжига, который
позволяют выполнять различные поиски в энергетическом ландшафте. Эти элементы управления
может улучшить как оптимизацию, так и производительность выборки для определенных типов
проблемы и может помочь в расследовании того, что происходит на полпути через
процесс отжига.