Пачка электродов сколько весит: Стандартный вес упаковки электродов
Содержание
Стандартный вес упаковки электродов
Содержание
- Стандартный вес электрода
- 3 мм
- 4 мм
- Таблица количества электродов в пачке по диаметру
- Вес пачки в зависимости от производителя
Для правильного расчета объема сварочных работ необходимо учитывать вес упаковки электродов 3, 2, 4, 5 мм. Расходные стержни предназначены для защиты сварочного шва от негативного влияния кислорода. Они используются в строительстве, коммунальном и частном хозяйстве. Для правильного шва и хорошего качества сцепления следует знать не только его состав, но и физические характеристики.
Стандартный вес электрода
Действующим ГОСТом предусмотрены стандарты наполнителя, толщины, прочих параметров стержня для сварки. При этом вес одного электрода одинакового размера не всегда идентичен. Погрешность по норме составляет 1-2 г. Основным параметром выступает вес упаковки.
Показатель одного элемента вычисляют по формуле: массу коробки делят на количество размещенных в ней стержней. У кустарных и сомнительных изготовителей это правило не работает.
У кустарных и сомнительных изготовителей это правило не работает.
3 мм
Вес пачки электродов, независимо от марок производителей, отличается в разных партиях. Это зависит от количества обмазки, которую наносят неравномерным слоем. На массу влияет размер стержня, модификации 2,5 и 4 мм будут легче аналогов на 5 мм. Один электрод диаметром 3 мм весит 26,4 г (погрешность в обе стороны не превышает 2 г).
4 мм
Нужно учитывать, что, если на пачке написано 5 кг, по факту вес будет меньше. Если показатель снижен на несколько десятков граммов, это явный недовес. Недобросовестные продавцы часто достают по несколько электродов из упаковок, продавая их поштучно, увеличивая прибыль. В связи с этим товар следует приобретать у официальных представителей или в проверенных торговых точках.
Например, масса стрежня 4 мм составляет по номиналу до 59,9 г, а 5 мм – уже от 83 до 95 г.
Таблица количества электродов в пачке по диаметру
Кроме веса, при расчетах объемов сварочных работ важную роль играет число элементов в коробке. Опытные мастера знают все тонкости выбора на глаз, без изучения надписей на упаковке. Начинающим сварщикам и неопытным людям требуется больше информации. В таблице приведены стандартные данные по количеству электродов в пачке.
Опытные мастера знают все тонкости выбора на глаз, без изучения надписей на упаковке. Начинающим сварщикам и неопытным людям требуется больше информации. В таблице приведены стандартные данные по количеству электродов в пачке.
| Диаметр, мм | Длина, см | Вес, г | Вместимость в коробке, шт. | Вес брутто, кг |
| 3 | 35 | 26,4 | 95 | 3 |
| 4 | 45 | 59,9 | 82 | 5 |
| 5 | 45 | 95 | 52 | 5 |
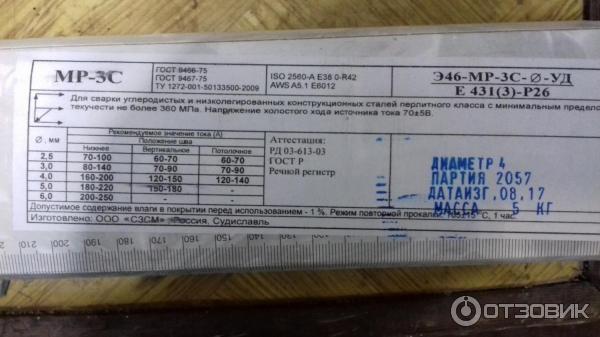
На упаковке сварочных элементов ММА обозначены основные технические параметры изделия. Среди них:
- изготовитель;
- марка продукции;
- номер партии;
- длина и диаметр стержней;
- отрасль предназначения;
- дата производства.
Также на коробке указаны прочие профильные сведения (режимы сварки, температура прокаливания, особенности изготовления, меры безопасности, общие рекомендации).
Вес пачки в зависимости от производителя
Для примера приведем несколько популярных изготовителей стержней для сварки, которые формируют массу упаковки по государственным стандартам.
Комбинат “СВЭЛ” выпускает марку ОК-46.00. Вес коробки составляет 5,3 и 6,6 кг для диаметров 3,5 и 4 мм соответственно.
Завод “ЭСАБ-Тюмень” производит разновидность сварочных стержней типа SE-46-00. Пачка электродов 3 мм весит до 6 кг. У компании ESAB представлены модификации УОНИИ 13/55Р. Максимальная масса упаковки – 6 кг.
У большинства других марок точно назвать вместимость электродов в упаковке невозможно. Конфигурация, диаметр и длина стержня отличаются не по ГОСТу, а согласно специфическим маркировкам. Поэтому указать, сколько штук в килограмме, затруднительно. Чтобы выяснить интересующую информацию, необходимо внимательно изучить упаковку.
Поэтому указать, сколько штук в килограмме, затруднительно. Чтобы выяснить интересующую информацию, необходимо внимательно изучить упаковку.
Электроды ОК-46.00 Э-46 d 3мм (пачка 5,3кг) ESAB
Сварочные электроды ОК 46 предназначены для сварки низколегированных и низкоуглеродистых сортов стали с пределом текучести до 380 МПа. Сварку данными электродами производят во всех пространственных положения, переменным и постоянным током любой полярности. Электроды ОК 46 можно смело назвать универсальными.
Изготавливают диаметром: 2, 2.5, 3, 4, 5.
Технические характеристики ОК 46.00.
Покрытие: рутил-целлюлозное;
Стержень электрода: стальная сварочная проволока Св08 (Св08А);
Производительность при наплавке (диаметр 4.0): 1.4 кг/ч;
Расход электродов на 1 кг наплавленного металла: 1.7 кг;
Наплавочный коэффициент: 8. 5 г/А·ч;
5 г/А·ч;
Ток: постоянный и переменный любой полярности;
Напряжение холостого хода: 50 В;
Режим прокалки: 70-90°С, 1 час.
Таблица 1.
Технические характеристики сварочных электродов ОК 46.00.
| Диаметр, мм | Сила тока, А | Длина, мм | Количество электродов в 1 кг, шт | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 40-80 | 40-60 | 50-70 | 300 | 50 |
| 2,5 | 60-110 | 60-90 | 60-110 | 350 | 45 |
| 3 | 80-160 | 80-140 | 80-180 | 350 | 39 |
| 4 | 110-210 | 110-200 | 90-220 | 450 | 19 |
| 5 | 150-300 | 150-280 | 150-270 | 350 | 13 |
ОК 46 малочувствительны к плохо зачищенной поверхности металла от ржавчины, к воде, окисленным поверхностям и другим загрязнениям, что говорит о их технологичности. ОК 46.00 можно использовать при сварке гальванических поверхностей, т.е. с оцинкованным покрытием. Также к плюсу этих электродов можно отнести легкость поджигов первой и последующих дуг, а значит сварку можно производить как на коротких расстояниях (прихватками), так и на длинных.
ОК 46.00 можно использовать при сварке гальванических поверхностей, т.е. с оцинкованным покрытием. Также к плюсу этих электродов можно отнести легкость поджигов первой и последующих дуг, а значит сварку можно производить как на коротких расстояниях (прихватками), так и на длинных.
Шов ОК 46.00.
Отличительной чертой ОК 46.00 являются его швы. По поверхности металла формируется гладких шов с плавным переходом к свариваемым деталям. Можно сказать, что они имеют хороший товарный вид и отличную визитную карточку.
Механические характеристики свойств металла шва ОК 46.00.
Предел текучести: 400 МПа;
Временное сопротивление электродов: 515 МПа;
Относительное удлинение: 25 %;
Ударная вязкость: 140 Дж/см2.
Таблица 2.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Кремний, Si | Марганец, Mn | Фосфор, P | Сера, S |
| Не более | Не более | |||
| 0,08 | 0,3 | 0,4 | 0,03 | 0,03 |
Сварка электродами ОК 46.
Сварка электроды ОК 46 может производиться на относительно низких пороговых значениях минимального тока. Это говорит о том, что в отличии от других марок электродов, при низких значениях тока, дуга неизменно, стабильно горит. Благодаря малым напряжениям на холостом ходе стало возможно проводить сварочные работы в повседневном быту от домашних источников питания.
Экономическая составляющая при работе данными электродами не высока.
Электроды ОК
46. 00 технические характеристики.
00 технические характеристики.
Из-за низкого тепловложения возможна сварка металла с широкими зазорами между ними.
Также к достоинствам можно отнести относительно низкие температуры в области сварки, что не допускает перегрева, образование горячих трещин и разбрызгивания.
Аналоги: АНО 4, АНО 6, АНО 29М, АНО 23, ОЗС 6, ОЗС 12, МР 3.
Сварочные электроды ОК 46.00 используют по всему и во всех отраслях, благодаря своим качествам и быстротой проведения свариваемых работ. Их швы обладают высокой герметичностью и хорошей стойкостью к агрессивным средам.
Написать отзыв
Ваше имя:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка:
Плохо
Хорошо
Защита от роботов
Нажмите на Я НЕ РОБОТ
Стальная банка 50 фунтов E7018 3/32″ Сварочный стержень электродов (E7018 3/32″) —
4,1 из 5 звезд
83 оценки
| Цена: | 172,36 $ 172,36 $ |
Стиль:
E7018 3/32″
- Убедитесь, что это подходит, введя номер модели.
- AWS A 5.1-04: E7018
- РАЗМЕР: 3/32″ 14″ длина
- Вес: 50 фунтов
- Высококачественный сварочный пруток!!!
Подходит для вашего .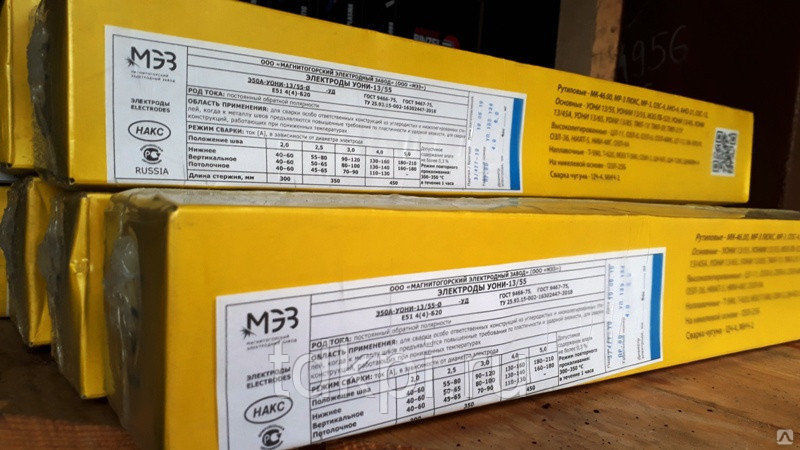
См. дополнительные сведения о продукте
Примечание. Изделия с электрическими вилками предназначены для использования в США. Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Расчет веса требуемого металла сварного шва
Оценка количества сварочного электрода, необходимого для выполнения работы.
Расчет потребности в металле для сварного шва кажется сложным, но для большинства приложений это не должно быть так. Если не иметь компьютерной программы, которая вычисляет это для вас, самый простой способ — использовать таблицы, найденные в Справочнике по процедурам дуговой сварки. В Таблице 12-1 приведены данные для расчета веса металла сварного шва, необходимого на фут соединения. В нем есть информация об угловых швах (которые также можно использовать для нахлестов) и швах с разделкой кромок. Все, что вам нужно знать, это детали сустава (размер ножки, угол скоса, корень и т. д.). Если у вас нет таблиц из Руководства по процедурам, вы можете относительно легко выполнить все эти расчеты вручную. Взгляните на наш пост о расчете потребности в металле сварного шва вручную
В Таблице 12-1 приведены данные для расчета веса металла сварного шва, необходимого на фут соединения. В нем есть информация об угловых швах (которые также можно использовать для нахлестов) и швах с разделкой кромок. Все, что вам нужно знать, это детали сустава (размер ножки, угол скоса, корень и т. д.). Если у вас нет таблиц из Руководства по процедурам, вы можете относительно легко выполнить все эти расчеты вручную. Взгляните на наш пост о расчете потребности в металле сварного шва вручную
Мы получаем звонки от клиентов, которые интересуются требованиями к металлу сварного шва для работ, которые они предлагают. Когда мы разговариваем с заказчиком, мы запрашиваем общее количество дюймов (или футов) сварного шва, тип и размеры сварного шва. Нам также необходимо знать процесс, используемый для учета эффективности электродов, когда мы говорим им, сколько продукта нужно купить.
Недавно клиент предоставил нам следующую информацию:
У меня есть сборка, состоящая из сорока пяти угловых сварных швов 3/16 дюйма и длиной 3 дюйма. Он также имеет семнадцать угловых швов ¼ дюйма длиной 4,5 дюйма. По контракту мы должны построить 3200 таких машин. Сколько фунтов проволоки нам нужно для этой работы?
Он также имеет семнадцать угловых швов ¼ дюйма длиной 4,5 дюйма. По контракту мы должны построить 3200 таких машин. Сколько фунтов проволоки нам нужно для этой работы?
Мы подходим к таблицам в Руководстве по процедурам и видим, что для галтеля 3/16 дюйма с плоской поверхностью нам нужно 0,072 фунта металла сварного шва на фут соединения. Мы также видим, что для скругления ¼ дюйма требуется 0,129 фунта на фут сустава. Эти значения включают 10% припуск на сварку. Однако учтите, что это очень маленькая надбавка. Если ваше 3/16-дюймовое скругление окажется ¼-дюймовым, вы переварите на 77%!
Таблица 12-1 в Руководстве по дуговой сварке помогает определить потребность в металле для сварки на основе геометрии соединения.
Итого:
45 сварных швов x 3 дюйма каждый = 135 дюймов = 11,25 фута -> @ 0,072 фунта/фут это дает 0,81 фунта на сборку
17 сварных швов x 4,5 дюйма каждый = 76,5 дюймов = 6,375 футов -> @ @ 0,129 фунта/фут, что дает 0,82 фунта на сборку.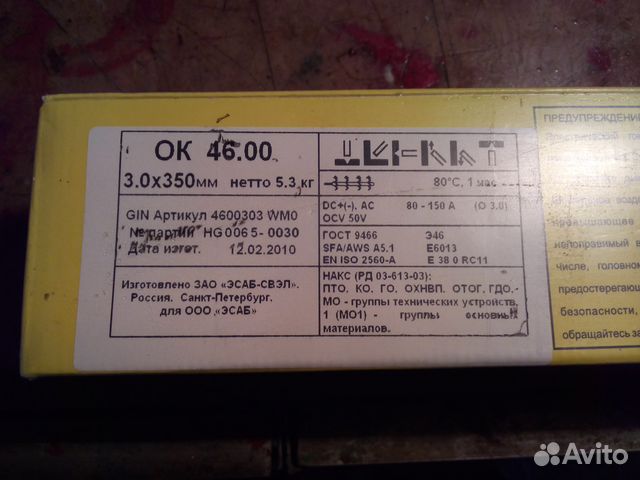
Если сложить их вместе, получится 1,63 фунта на деталь. А для всего 3200 деталей нам потребуется 5216 фунтов наплавленного металла. Поскольку процесс, который они будут использовать, представляет собой GMAW, и в этом случае они собирались использовать режим короткого замыкания для переноса металла, мы смотрим на эффективность проволоки и видим, что она равна 9.5%. Мы делим весь необходимый сварочный металл на коэффициент полезного действия 5216/0,95, и это дает нам количество сварочной проволоки, которое необходимо приобрести, что в данном случае составляет 5491 фунт.
Если бы эту работу выполняли с помощью штучных электродов, нам нужно было бы использовать КПД 65% (намного ниже из-за потерь в стержнях, шлака и брызг). В этом случае нам потребуется 8024 фунта. Никогда не забывайте включать эффективность электрода, иначе у вас могут быть проблемы.
Если у вас нет такой таблицы, как в Руководстве по процедурам, и вам нужен быстрый ответ, вы всегда можете использовать карандаш, бумагу и математику средней школы, чтобы получить эту информацию.
