Пайка чугуна латунью в домашних условиях: Пайка чугуна паяльником и латунью, выбор флюса и других припоев в зависимости от метода
Содержание
Сварка латуни в домашних условиях
- Сварка бронзы
Сварка латуни – это сложный процесс, потому как он затруднен цинком, находящимся в составе латуни, поэтому при нагревании он испаряется, а прочность изделия становится ниже. При сваривании латуни происходит выделение вредных загрязнений, которые вредят здоровью человека. Быстрая сварка латуни с использованием аргона является технологическим прорывом в области обработки и сварки металлов.
Латунь – это сплав меди с цинком в определенных пропорциях. По причине быстрого испарения цинка при нагревании, сварка становится сложной, ведь при испарении металла, он быстро окисляется и происходит его превращение в тугоплавкую и ядовитую окись в виде пыли. По данной причине сварка латуни производится в цехах, где есть вытяжные устройства, а сам сварщик работает в респираторе.
Важным требованием для проведения аргонового сваривания является чистота процесса. Поэтому перед свариванием требуется зачистить свариваемые детали до появления натурального металлического блеска. Поверхность свариваемого металла не должна содержать никаких окислов, поэтому их следует убирать с помощью азотной кислоты, поданной азотом. После очистки деталь нужно промыть струей горячей воды и хорошо просушить.
Поэтому перед свариванием требуется зачистить свариваемые детали до появления натурального металлического блеска. Поверхность свариваемого металла не должна содержать никаких окислов, поэтому их следует убирать с помощью азотной кислоты, поданной азотом. После очистки деталь нужно промыть струей горячей воды и хорошо просушить.
Сварка аргоном и электрической дугой одновременно называется аргонодуговой. Аргонодуговая сварка латуни является идеальным вариантом, если Вам необходимо сваривать толстый металл толщиной более 5 миллиметров, по причине того, что работа производится на высокой скорости. Сварочный электрод перемещается в проводящую ток часть горелки и кромки свариваемого металла расплавляются под воздействием электрической дуги.
При сваривании аргоном должен ощущаться непривычный треск и удивительный цвет сварочной дуги. В данном случае виной всему этому являются пары цинка. Свариваемая латунь не прогорает, а также не отлетает кусками, потому что она плавится. Специалисты рекомендуют не плавить латунь сплошным слоем, а сваривать отдельными валиками, делая небольшие перехлесты, потому как при сплошном сваривании Вы можете прожечь дырку, и металл начнет сильно «стрелять». Если Вам требуется заварить кратер, то нужно постепенно снижать напряжение сваривания и увеличивать длину дуги с последующим отводом в сторону от свариваемого металла.
Специалисты рекомендуют не плавить латунь сплошным слоем, а сваривать отдельными валиками, делая небольшие перехлесты, потому как при сплошном сваривании Вы можете прожечь дырку, и металл начнет сильно «стрелять». Если Вам требуется заварить кратер, то нужно постепенно снижать напряжение сваривания и увеличивать длину дуги с последующим отводом в сторону от свариваемого металла.
При проведении сваривания, шов металла заполняется полностью, а поджаривание цинка приведет только к испарению цинка, из-за чего появляются дефекты в металле детали. Для уменьшения испарения цинка при проведении работ аргоном, используйте пламя с избытком кислорода и применяйте специальные легированные алюминием, бором и кремнием присадочные материалы. При работе с латунью придерживайтесь мер предосторожности и отдавайте предпочтение работе с ней на улице.
надежная и доступная по цене
- Главная >
- Блог >
- Сварка чугуна со сталью: надежная и доступная по цене
Сварка
Время чтения: 9
Редакция сайта
VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- В чем заключаются проблемы и особенности сварки чугуна со сталью
- Что предусматривает технология сварки чугуна со сталью
- Какие необходимы материалы для сварки чугуна со сталью
Сварка чугуна со сталью – операция, которая сегодня пользуется высокой популярностью.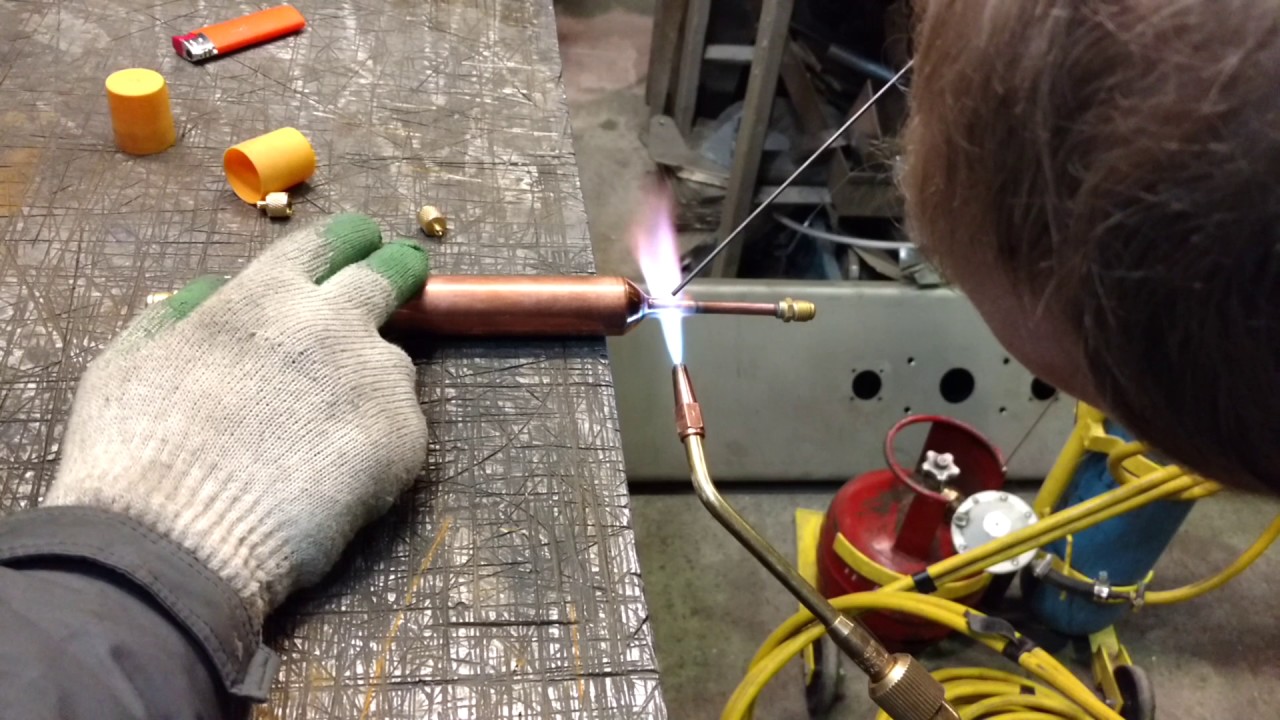 Данная технология применяется во многих отраслях промышленности, включая машиностроение, производство станков, металлургию и т. д. Железоуглеродистые сплавы (чугун) широко используются для производства различных изделий и конструкций. Продукция из этого материала отличается доступной ценой и рядом положительных характеристик.
Данная технология применяется во многих отраслях промышленности, включая машиностроение, производство станков, металлургию и т. д. Железоуглеродистые сплавы (чугун) широко используются для производства различных изделий и конструкций. Продукция из этого материала отличается доступной ценой и рядом положительных характеристик.
Проблемы и особенности сварки чугуна со сталью
Чугун представляет собой углеродистый сплав железа, в котором углерода содержится более 2,11–2,14 %. Этот материал может включать различные примеси: кремний (до 3 %), марганец (менее 1 %), серу, фосфор и легирующие добавки (хром, никель, ванадий, алюминий, магний и т. д.). Содержание специальных добавок и термическая обработка позволяют увеличить прочность и пластичность чугуна.
Железоуглеродистые сплавы могут эффективно сглаживать вибрации. Этот материал отличается устойчивостью к износу и обладает отличными литейными характеристиками. Широкое применение чугуна для производства разных деталей приводит к тому, что такие сплавы часто приходится сваривать с различными металлами.
Технология такого сваривания особенно широко используется на чугунно-литейных предприятиях. Кроме того, чугунные изделия получили применение на заводах, которые ориентированы на ремонт различных видов оборудования. Кроме того, такие операции позволяют устранить разные дефекты железоуглеродистых отливок.
Особенность чугуна заключается в том, что он по своему составу напоминает сталь, но его строение затрудняет процесс сваривания. Это обусловлено повышенным содержанием углерода, который может находится в сплаве в форме зерен разного размера.
При сваривании изделий из чугуна, в структуре которого содержаться крупные зерна углерода, очень трудно добиться надежного соединения. Большие сложности возникают и при сваривании железоуглеродистых сплавов со сталью, что обусловлено разнородностью этих материалов.
Проблематичность этого процесса обусловлена особенностями структуры чугуна. Его химический состав способствует текучести при достижении температур плавления. Из-за этого невозможно при сваривании создать однородный прочный шов. После продолжительного нагревания чугун может вытекать из сварочной ванны. Чугунные сплавы в сравнении со сталью имеют более низкую температуру плавления и меньшую пластичность. Такие особенности могут стать причиной растрескивания сплава в ходе остывания после сваривания.
Из-за этого невозможно при сваривании создать однородный прочный шов. После продолжительного нагревания чугун может вытекать из сварочной ванны. Чугунные сплавы в сравнении со сталью имеют более низкую температуру плавления и меньшую пластичность. Такие особенности могут стать причиной растрескивания сплава в ходе остывания после сваривания.
Сварка чугуна со сталью, технология которой учитывает описанные выше особенности, обеспечивает формирование сварного шва нормального качества. Для устранения текучести чугуна в местах соединения металлов нужно подложить платину из графита. Это позволит предотвратить вытекание расплавленного металла в случае его прожигания.
Третью проблему сваривания деталей из стали и чугуна можно решить за счет выполнения такой операции в среде, содержащей инертные газы. К примеру, можно использовать CO₂. Этот газ будет вытеснять воздух из зоны сварки. При сварке чугуна со сталью аргоном может применяться смесь Ar (аргон) и CO₂ в соотношении 1:4.
В зависимости от температуры разогрева соединяемых деталей различают три способа сварки стали и чугуна:
- Горячая сварка – основной метод, который считается самым «правильным». Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C.
- При полугорячем сваривании детали из чугуна разогревают до +300…+350 °C.
- Технология холодной сварки не предполагает нагревания соединяемых изделий.
Нужно отметить, что при разных методах сваривания деталей из стали и чугуна используются различные электроды. Важно строго соблюдать технологические нормы и требования для каждого способа.
Технология сварки чугуна со сталью
Необходимо следить, чтобы в процессе сваривания различных металлов в наплавляемом материале не формировались интерметаллидные структуры, которые отличаются хрупкостью. Это очень важное условие для получения надежного соединения деталей из стали и чугуна. Для сварки таких материалов используется технология с применением буферного слоя.
Для сварки таких материалов используется технология с применением буферного слоя.
При этом не нужно стремиться к использованию металлов, которые по прочности и устойчивости к коррозии в большей степени надежны, чем более «слабый» материал соединяемой пары (в нашем случае это чугун). В связи с этим, чтобы правильно выполнить сварку стали и чугуна, нужно изучить следующие рекомендации по прочностным характеристикам и устойчивости к коррозии:
- Чтобы предотвратить водородное растрескивание соединяемого элемента со стальной кромкой, используются электроды с фтористо-кальциевым покрытием.
- Для сварки деталей из разнородных металлов их кромки следует предварительно разогреть.
- В процессе сварки чугуна со сталью полуавтоматом вольфрамовым электродом с неплавящимся проводником в инертной газовой среде присадочным материалом могут выступать очищенные и выпрямленные стержни из порошковой проволоки с подходящим химическим составом либо стальные полосы.
 При этом следует учитывать, что такое решение может привести к формированию интерметаллических соединений, отличающихся хрупкостью.
При этом следует учитывать, что такое решение может привести к формированию интерметаллических соединений, отличающихся хрупкостью.
Сварка стальных и чугунных деталей производится путем установки сварочного тока обратной полярности. Это условие применимо к сварочным аппаратам, у которых напряжение обычного тока холостого хода составляет около 54 Вольт. Если используется оборудование для сварки с более высоким значением напряжения холостого тока, то сваривание этих металлов может выполняться в режиме переменного тока.
Рекомендуем статьи по металлообработке
- Сварочная дуга: ее свойства, виды, принцип работы
- Дефекты могут возникать при сварке — Трещины: разновидности, причины их образования
- Свойства титана и его сплавов и сфера их применения
В любом случае сварка чугуна со сталью полуавтоматом предполагает предварительный нагрев деталей до +600 °C. Это необходимо для предотвращения чрезмерного расширения материала в зоне сварки. Если сваривать разнородные металлы без такого нагрева, то в ходе сваривания и последующего остывания деталей могут произойти необратимые деформации. При соблюдении такого условия всего за один проход получается полностью герметичный шов между сталью и чугуном.
Если сваривать разнородные металлы без такого нагрева, то в ходе сваривания и последующего остывания деталей могут произойти необратимые деформации. При соблюдении такого условия всего за один проход получается полностью герметичный шов между сталью и чугуном.
Если детали имеют большие габариты либо они включают легкоплавкие элементы, а также в других случаях, которые приводят к невозможности предварительного нагрева до требуемой температуры, то сварка должна производиться по другой методике. При этом сваривание выполняется валиками длиной до 0,25 см. Перед тем как нанести очередной валик, необходимо обеспечить остывание предыдущего.
Методика сварки валиками применяется в ситуациях, когда отсутствуют строгие требования по герметичности шва. Дело в том, что плотному свариванию валиков будет мешать сам процесс охлаждения. Кроме того, готовый шов получается очень хрупким, поэтому такую технологию нельзя применять, если существуют требования по дальнейшей обработке места сварки.
Долговечность швов, наложенных на чугунные детали, зависит от правильно подобранного типа электродов. Нужно учитывать, что из-за хрупкости чугуна конструкции из этого материала могут иметь много разных дефектов.
После завершения сварки соединение не должно быстро остывать. Особое внимание этому условию следует уделять при приваривании патрубков из стали к батареям из чугуна. Скорость остывания стальных сплавов гораздо выше, поэтому нужно уровнять время остывания свариваемых элементов. Для этого детали из стали засыпают материалом, который дольше сохраняет тепло (уголь, песок и т. д.).
Если метод сваривания чугуна со сталью выбран правильно, а сварщик имеет соответствующую квалификацию, то поврежденные чугунные детали несложно восстановить. Им можно вернуть необходимое состояние без ущерба для долговечности изделий.
Специалисты по сварке могут применять и другие технологии для работы с рассматриваемыми материалами. В этой статье мы приводим только проверенные методики. С их помощью выполнять сварку чугуна со сталью можно и в домашних условиях.
В этой статье мы приводим только проверенные методики. С их помощью выполнять сварку чугуна со сталью можно и в домашних условиях.
До того, как начать сваривать чугун со сталью инвертором, необходимо провести подготовительные мероприятия. Вначале место соединения чугунной детали следует зачистить болгаркой с лепестковым кругом или другой насадкой, которая может применяться для таких работ. Зачистка верхнего пласта производится до слоя металла, который еще не окислен.
Зачищенное место нужно обязательно обезжирить бензином или другим растворителем. Сварка чугуна со сталью инвертором для заделки трещин предполагает зачистку металла на всю глубину дефекта. Затем в этом месте следует засверлить отверстие диаметром 10 мм.
Дуговая сварка чугунных и стальных изделий может выполняться с помощью шпилек из стали или послойно без применения опорных элементов. Размеры шпилек строго регламентированы. К примеру, их диаметр должен быть менее 40 % от толщины чугуна. При этом выступ шпильки над свариваемым изделием допускается до 4–6 мм. Рекомендованный промежуток между шпильками должен составлять более 6 диаметров. Число шпилек определяется размерами соединения, но не должно превышать 1/4 площади излома.
При этом выступ шпильки над свариваемым изделием допускается до 4–6 мм. Рекомендованный промежуток между шпильками должен составлять более 6 диаметров. Число шпилек определяется размерами соединения, но не должно превышать 1/4 площади излома.
Сварка чугуна со сталью в домашних условиях требует соблюдения некоторых требований. Кромки деталей не должны иметь острых срезов в месте соединения (оптимальная форма кромок – сферическая). Для такой сварки используются специальные электроды. Нужно применять марки электродов с медью, хромом, никелем и других лигатур (соединений), которые обеспечивают возможность наплавления стали на чугун.
Что нужно учесть перед началом работ по сварке чугуна и стали:
- полярность подключения должна быть обратной;
- выбирайте минимально допустимую мощность сварочного аппарата для определенной толщины электрода;
- непрерывный сварной шов не должен быть длиннее 3–5 см;
- для предотвращения перегрева чугуна используют частые перерывы;
- первый и последний слои в многослойных швах нужно проковать молотком (при минимальном усилии).

Необходимые материалы для сварки чугуна со сталью
Как было отмечено ранее, для сваривания чугунных и стальных изделий необходимо использовать особые марки электродов. Их покрытие должно содержать ферросилиций, который обеспечивает формирование однородного шва. Сварка чугуна со сталью электродом такой марки позволяет получать швы, поддающиеся механической обработке.
Производители выпускают в широком ассортименте электроды для сварки чугуна со сталью. Важно сделать правильный выбор, так как от этого зависит долговечность сварного соединения. Существует определенный перечень марок, которые используются на промышленных предприятиях. Чаще всего на производстве сварка чугуна со сталью выполняется электродами ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и т. д. Если рассматривать продукцию российских компаний, то это могут быть изделия марки ЦЧ-4.
Основное назначение электродов ЦЧ-4 – сварка чугуна по холодной и горячей технологии. Кроме того, их используют для ремонтных наплавок, напаек и заваривания дефектов, полученных в результате литья. Электродами данной марки можно варить ковкий чугун высокой прочности, а также чугунные и стальные детали. Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Кроме того, их используют для ремонтных наплавок, напаек и заваривания дефектов, полученных в результате литья. Электродами данной марки можно варить ковкий чугун высокой прочности, а также чугунные и стальные детали. Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Марка электродов ОЗЧ-2 может применяться для решения тех же задач, что и изделия ЦЧ-4. Сварка ими выполняется при нижнем или вертикальном формировании шва. Для этого также используется постоянный ток обратной полярности. Электроды данной марки больше подходят для сваривания тонкостенных изделий.
Чтобы получить шов высокого качества, следует обязательно зачистить кромки деталей. На них не должно быть посторонних веществ, включая масляных пятен. Поскольку структура чугуна способствует впитыванию масел и различных технических жидкостей, то участок сваривания следует обработать до совершенно чистой поверхности.
Сварка чугуна со сталью аргоном или в среде других инертных газов, так же как сваривание неплавящимися электродами, может выполняться с помощью специальной проволоки, которая маркируется как ПП АНЧ-1, ПП АНЧ-2 и ПП АНЧ-3.
Каждая отдельная марка проволоки предназначается для определенной технологии сваривания (горячей, полугорячей или холодной сварки). Конструкционно проволока изготавливается в форме металлической трубки, в которой находится флюс. С ее помощью можно выполнять полноценные швы, прочность которых будет такой же, как и у свариваемых чугунных изделий.
Читайте также
31.05.2023
Форсаж дуги: помощник для начинающих сварщиков
Подробнее
29.05.2023
Огнеупорный металл: классификация, свойства, сплавы
Подробнее
26.05.2023
Настройка полуавтомата: выбор оптимальных параметров
Подробнее
25.05.2023
Металлизация: способы и сферы применения
Подробнее
24. 05.2023
05.2023
Анодирование: что это такое, применение, процесс
Подробнее
22.05.2023
Чем снять краску с металла: методы и подходы
Подробнее
17.05.2023
Цинкование металла: суть технологии, методы и области применения
Подробнее
12.05.2023
Что такое силумин
Подробнее
Brazing Cast Iron: The Basics
Краткое изложение
Чугун (серый, белый и ковкий) — искусственный сплав железа, углерода и кремния. Часть углерода существует в виде свободного углерода или графита.
Общее содержание углерода составляет от 1,7 до 4,5 процентов.
Чугун используется для изготовления водопроводных труб, отливок станков, корпусов трансмиссии, блоков двигателей, поршней, отливок печей и т. д.
Металл может подвергаться пайке или бронзовой сварке, газовой и дуговой сварке, закалке или механической обработке.
С точки зрения ограничений, чугун должен быть предварительно нагрет перед сваркой. Его нельзя обрабатывать в холодном виде.
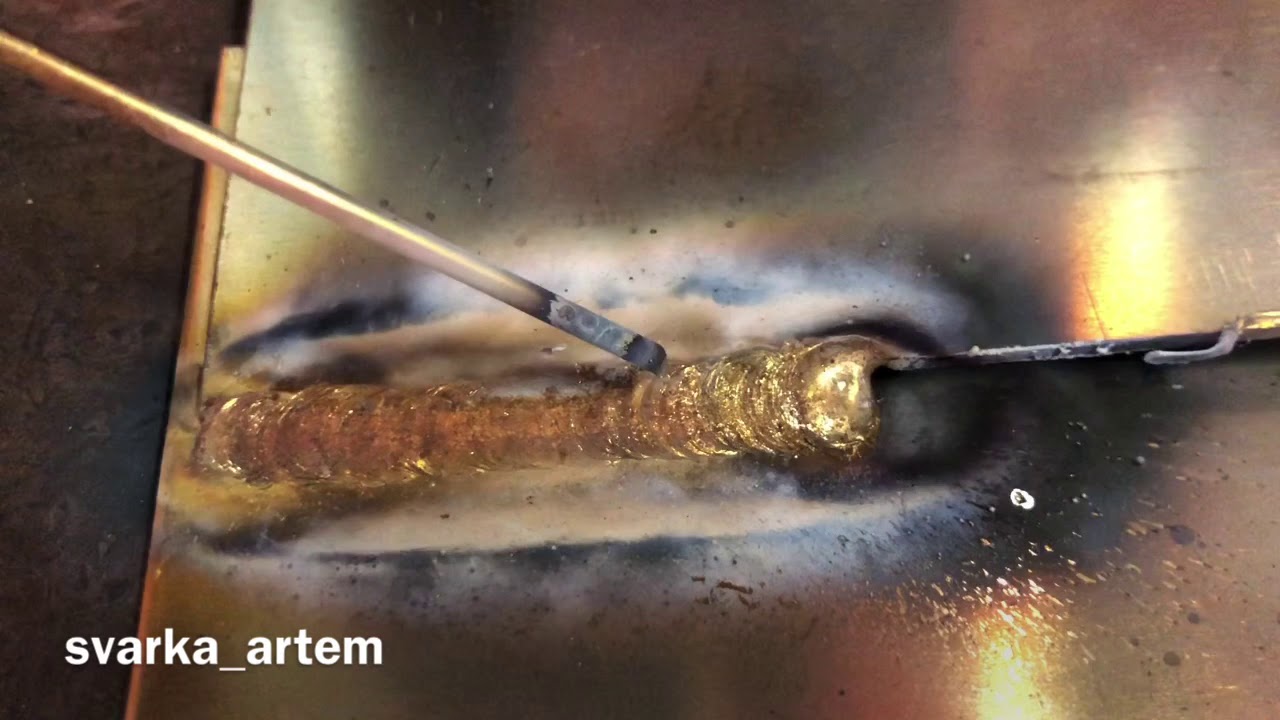
Часто пайка является лучшим подходом для ремонта чугуна, особенно когда детали необходимо восстановить, а затем обработать до нужного допуска.
Видео о том, как паять чугун и необходимый стержень
Обзор
Если вы хотите паять чугун, плавить основной металл не нужно, так как стержень имеет встроенный флюс.
Зазор должен быть около 0,003 для максимальной прочности на растяжение и сдвиг.
Стержень подвергается сильному нагреву, свыше 1400 градусов, чтобы проникнуть в поры металла.
Пруток, необходимый для пайки чугуна, сваривает все виды чугуна, латуни, никеля, меди и более 50 различных видов стали, включая нержавеющую.
Откройте заливку вокруг ремонтируемого участка, просверлите и выточите U-образную форму в металле, чтобы она больше не была тонкой трещиной.
С помощью угловой шлифовальной машины потренируйтесь с чугуном, вытачивая в металле паз на глубину от 1/16 до 1/8 дюйма. Используйте наконечник для пайки или резки, чтобы довести металл до 1400 градусов.
Металл начнет краснеть при 600 градусах, но продолжит нагреваться.
Проверьте стержень на металле на расстоянии 1/4 дюйма от основной части пламени.
Стержень имеет флюсовый сердечник, который будет плавиться намного ниже, чем стержень, поэтому, если сам стержень не расплавится, наберитесь терпения.
Когда вы приблизитесь к 1400 градусам, будет казаться, что вы собираетесь прожечь дыру в металле, но не волнуйтесь.
Как только вы увидите, что сам стержень плавится, поцарапайте стержень по всей области, подлежащей ремонту.
Стержень расплавится и с помощью флюсового сердечника вплавится в металл.
Когда вы вытащите факел, он станет вишнево-красным примерно на 20 секунд.
Если вы четко следовали инструкциям и тщательно поцарапали стержень по всей области, подлежащей ремонту, вы получите самый прочный сварной шов на этом конкретном металле.
Затем вы можете шлифовать, придавать форму, полировать и красить по желанию.
Mig Cast Iron Weld
Свойства чугуна
Чугун имеет:
- Число твердости по Бринеллю от 150 до 220 (без сплавов) и от 300 до 600 (с примесями)
- Прочность на растяжение от 25 000 до 50 000 фунтов на кв.
 дюйм (от 172 375 до 344 750 кПа) (без сплавов) и от 50 000 до 100 000 фунтов на кв. дюйм (от 344 750 до 689 500 кПа) (сплавы)
дюйм (от 172 375 до 344 750 кПа) (без сплавов) и от 50 000 до 100 000 фунтов на кв. дюйм (от 344 750 до 689 500 кПа) (сплавы) - Удельный вес 7,6
- Высокая прочность на сжатие, в четыре раза превышающая прочность на растяжение
- Высокая жесткость
- Хорошая износостойкость
- Средняя коррозионная стойкость
Ремонт пайки чугуна
Серый чугун
Если дать расплавленному чугуну медленно остыть, химические соединения железа и углерода в определенной степени разрушатся. Большая часть углерода отделяется в виде крошечных чешуек графита, разбросанных по всему металлу. Этот графитоподобный углерод, в отличие от связанного углерода, вызывает серый вид излома, который характерен для обычного серого чугуна.
Поскольку графит является отличной смазкой, а металл покрыт крошечными чешуйчатыми сколами, серый чугун легко обрабатывается, но не выдерживает сильных ударов. Серый чугун состоит из 9от 0 до 94 процентов металлического железа со смесью углерода, марганца, фосфора, серы и кремния. Специальные высокопрочные марки этого металла также содержат от 0,75 до 1,50% никеля и от 0,25 до 0,50% хрома или от 0,25 до 1,25% молибдена.
Специальные высокопрочные марки этого металла также содержат от 0,75 до 1,50% никеля и от 0,25 до 0,50% хрома или от 0,25 до 1,25% молибдена.
Товарный серый чугун содержит от 2,50 до 4,50% углерода. Около 1% углерода связано с железом, а около 2,75% остается в свободном или графитовом состоянии. При производстве серого чугуна обычно увеличивают содержание кремния, так как это способствует образованию графитового углерода. Связанный углерод (карбид железа), который составляет небольшой процент от общего количества углерода, присутствующего в чугуне, известен как цементит.
Как правило, чем больше свободного углерода (графитового углерода) присутствует в чугуне, тем ниже общее содержание углерода и тем мягче железо.
Испытания для серого чугуна
Проверка внешнего вида
Необработанная поверхность отливок из серого чугуна имеет очень тусклый серый цвет и может быть несколько шероховатой из-за песчаной формы, используемой при отливке детали. Чугунные отливки редко обрабатываются целиком. Необработанные отливки могут быть отшлифованы местами для удаления шероховатостей.
Необработанные отливки могут быть отшлифованы местами для удаления шероховатостей.
Испытание на излом
Надрежьте угол зубилом или ножовкой и ударьте по углу резким ударом молотка. Темно-серый цвет изломанной поверхности вызван мелкими черными вкраплениями углерода, присутствующими в виде графита. Чугун ломается при изломе. Мелкие хрупкие стружки, сделанные зубилом, отламываются сразу же после образования.
Испытание на искрообразование
При искровом испытании этого металла вылетает небольшое количество тускло-красных искр, которые следуют по прямой линии рядом с колесом. Они распадаются на множество мелких повторяющихся всплесков, которые меняют цвет на соломенный.
Испытание горелкой
Испытание горелкой приводит к образованию лужи расплавленного металла, которая является тихой и имеет желеобразную консистенцию. При поднятии пламени факела впадина на поверхности линьки-лужи мгновенно исчезает. При плавлении на поверхности образуется тяжелая прочная пленка. Расплавленной луже требуется время, чтобы затвердеть, и она не дает искр.
Расплавленной луже требуется время, чтобы затвердеть, и она не дает искр.
Чугунный патрубок для пайки
Белый чугун
При нагревании серого чугуна до расплавленного состояния углерод полностью растворяется в железе, вероятно, соединяется с ним химически. Если этот расплавленный металл быстро охладить, два элемента останутся в соединенном состоянии, и образуется белый чугун. Углерод в этом типе железа составляет от 2,5 до 4,5 процентов по весу и называется комбинированным углеродом. Белый чугун очень твердый и хрупкий, часто не поддается механической обработке и имеет серебристо-белый излом.
Ковкий чугун
Ковкий чугун получают путем нагревания белого чугуна от 1400 до 1700°F (760 и 927°C) в течение примерно 150 часов в ящиках, содержащих гематитовую руду или железную окалину. Этот нагрев заставляет часть связанного углерода переходить в свободное или несвязанное состояние. Этот свободный углерод отделяется иначе, чем углерод в сером чугуне, и называется отпускным углеродом. Он существует в виде небольших округлых частиц углерода, которые придают отливкам из ковкого чугуна способность изгибаться перед разрушением и выдерживать удары лучше, чем серый чугун. Отливки обладают свойствами, более близкими к свойствам чистого железа: высокой прочностью, пластичностью, ударной вязкостью и способностью противостоять ударам. Ковкий чугун поддается сварке и пайке. Любая сварная деталь после сварки должна быть отожжена.
Он существует в виде небольших округлых частиц углерода, которые придают отливкам из ковкого чугуна способность изгибаться перед разрушением и выдерживать удары лучше, чем серый чугун. Отливки обладают свойствами, более близкими к свойствам чистого железа: высокой прочностью, пластичностью, ударной вязкостью и способностью противостоять ударам. Ковкий чугун поддается сварке и пайке. Любая сварная деталь после сварки должна быть отожжена.
Проверка внешнего вида
Поверхность ковкого чугуна очень похожа на серый чугун, но обычно не содержит песка. Он тускло-серого цвета и несколько светлее, чем серый чугун.
Испытание на излом
При разрушении ковкого чугуна центральная часть поверхности разрушения имеет темно-серый цвет с яркой стальной полосой по краям. Внешний вид перелома лучше всего можно описать как рамку картины. Ковкий чугун хорошего качества намного прочнее другого чугуна и не ломается при надрезании.
Испытание на искрообразование
При шлифовании ковкого чугуна внешний блестящий слой испускает яркие искры, подобные стали. По мере достижения салона искры быстро меняют цвет на тускло-красный возле колеса. Эти искры из внутренней части очень похожи на искры из чугуна; однако они несколько длиннее и присутствуют в большом объеме.
По мере достижения салона искры быстро меняют цвет на тускло-красный возле колеса. Эти искры из внутренней части очень похожи на искры из чугуна; однако они несколько длиннее и присутствуют в большом объеме.
Испытание горелкой
Расплавленный ковкий чугун кипит под пламенем горелки. После того, как пламя будет убрано, поверхность будет полна дыр. При изломе расплавленные детали очень твердые и хрупкие, имеющие вид белого чугуна (путем плавления и довольно быстрого охлаждения они превращены в белое или закаленное железо). Внешняя яркая полоса, похожая на сталь, испускает искры, а центр — нет.
Видео о том, как паять чугунный выпускной коллектор
Bernzomatic | Как паять металл вместе
Этот сайт использует JavaScript для улучшения функциональности. Некоторые функции могут быть недоступны, если в вашем браузере отключен JavaScript.
Некоторые функции могут быть недоступны, если в вашем браузере отключен JavaScript.
Поиск на сайте
Что вам понадобится
Пайка – это процесс соединения двух независимых кусков металла в одно прочное, несущее нагрузку соединение.
- Пайка аналогична пайке, но при более высоких температурах.
- Используйте правильный материал припоя для металла, используемого в вашем проекте.
- Твердый припой должен плавиться за счет тепла соединяемых металлических деталей, а не при прямом контакте с пламенем горелки.
- Используйте горелку, дающую сильное пламя.
Рекомендуемые стержни по типу металла
Медь, латунь, бронза:
Медно-фосфорные прутки для пайки и сварки
Сталь, нержавеющая сталь, сплавы никеля, сплавы меди, чугун, карбид вольфрама:
Никель-серебряные прутки для пайки и сварки
Чугун, оцинкованный, никель, сталь, ковкий чугун:
Бронзовые прутки для пайки и сварки
Алюминий:
Bernzomatic AL3 Алюминиевые прутки для пайки и сварки
Указания
- Используйте проволочную щетку или наждачную шкурку, чтобы зачистить поверхность металла.
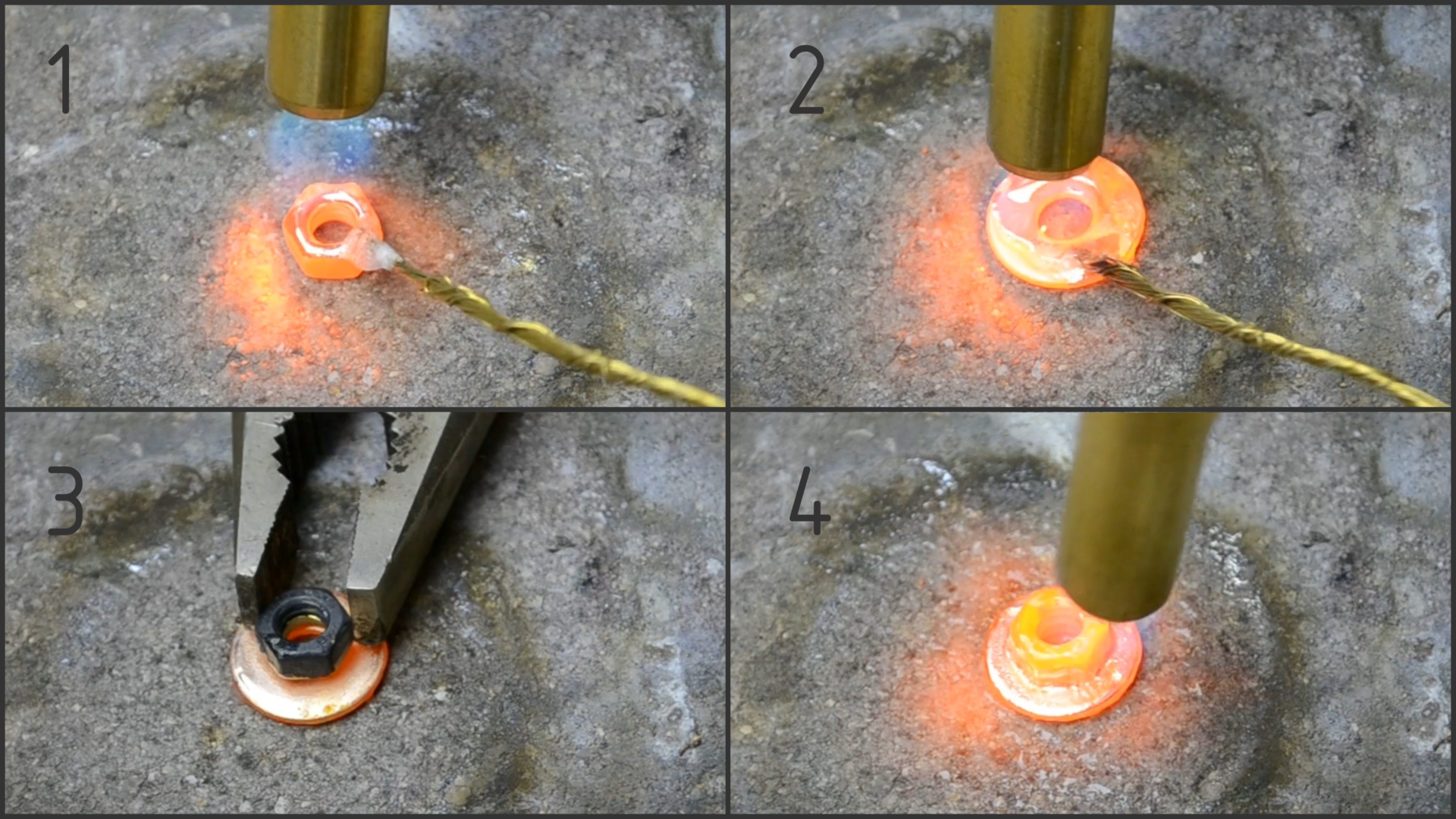 Затем очистите поверхности, используя мыльную воду или обезжириватель.
Затем очистите поверхности, используя мыльную воду или обезжириватель. - Расположите металл по желанию. В большинстве случаев соединение внахлест будет прочнее и легче спаивается, чем соединение с зазором. При необходимости используйте зажимы, чтобы зафиксировать детали на месте.
- Нагрейте место соединения двух металлических частей, пока соединение не засветится.
- Нанесите припой на соединение, продолжая нагревать металлические поверхности. Для больших площадей нагрейте части соединения до температуры, а затем перейдите к следующей соседней области.
- После пайки проволочной щеткой очистите припаянную поверхность, чтобы удалить окисление или остатки.
Советы
- Ознакомьтесь с нашими общими мерами предосторожности перед началом работы.
- Прежде чем приступить к работе, прочитайте инструкции, прилагаемые к горелке и пайке.
- Всегда снимайте резак с топливного цилиндра и храните топливо в вертикальном положении после завершения проекта.