Пайка латуни серебряным припоем: Технология пайки латуней
Содержание
Технология пайки латуней
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu20 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu20.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм2, свинцом — 3,6 кгс/мм2, а соединений из латуни — 5,9 кгс/мм2 и 2,6 кгс/мм2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
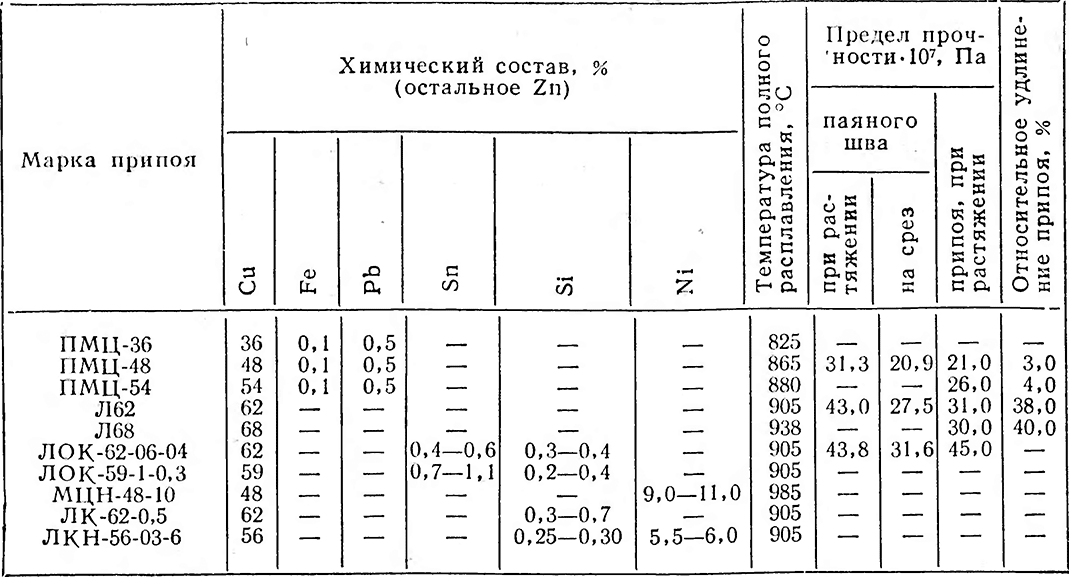
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Назад
Вперед
Как паять латунь, и какой припой с флюсом использовать
Содержание:
Как паять латунь, и какой припой с флюсом использовать
Латунь представляет собой сплав цветных металлов, основными компонентами которого выступают цинк и медь. Изделия из латуни обладают высокой пластичностью и коррозионной стойкостью, что в свою очередь, при этом, не мешает им быть достаточно прочными.
Различные изделия из латуни мы можно легко найти у себя дома. При этом часто возникает необходимость в пайке латуни, что вполне осуществимо сделать в домашних условиях. Чем лучше паять латунь, и какой флюс с припоем для этих целей использовать?
При этом часто возникает необходимость в пайке латуни, что вполне осуществимо сделать в домашних условиях. Чем лучше паять латунь, и какой флюс с припоем для этих целей использовать?
Что нужно для пайки латунных изделий
Помимо олова и меди, в состав латуни входит также и цинк, большое содержание которого в сплаве усложняет пайку. Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Флюсы для пайки латуни
Такой флюс для пайки латуни можно приобрести как в готовом виде, так и сделать своими руками. Для самостоятельного изготовления флюса потребуется борная кислота, порошок буры и обычная вода. При этом борная кислота смешивается с бурой (один к одному), а затем в состав добавляется вода, из расчета 5 мг, на каждый грамм порошка.
Что же касается уже готовых вариантов флюса для пайки латуни, то сегодня широко применяются:
- Готовый флюс Бура, специально предназначенный для высокотемпературной пайки деталей;
- Флюсы марок ПВ-209 и ПВ-209Х;
- Порошкообразный флюс Chemet FLISIL-NS-Pulver и пастообразный флюс Chemet FLISIL-NS-Paste.

Припои для пайки
Паять латунь обычным припоем нельзя, для этого предназначены медно-цинковые припои. Самыми распространёнными из них являются ПМЦ-36 и ПМЦ-38 (припой медно-цинковый).
Также пайку латунных изделий можно осуществлять и медно-фосфористыми припоями, марок МФ-1, МФ-2, а также МФ-3. Однако такие припои не обеспечивают должного качества соединению в плане вибрационных и ударных нагрузок.
По этой причине применяются наилучшие в своём роде припои для пайки латуни, это такие серебряные припои, как: ПСр-10, ПСр-12м, ПСр-25, ПСр-72.
Как паять латунь в домашних условиях
Важной особенностью пайки латуни в домашних условиях является правильная подготовка изделий. Место пайки должно быть очищено от любых загрязнений, для чего используются металлическая щётка, наждачная бумага или напильник.
После удаления грязи, поверхность нужно обезжирить с использованием растворителя. Если поверхность не будет обезжирена, то это затруднит пайку латуни. Затем изделия укладываются на термоизолирующую подкладку из асбеста, после чего приступают к процессу спаивания деталей.
Затем изделия укладываются на термоизолирующую подкладку из асбеста, после чего приступают к процессу спаивания деталей.
Для пайки латуни можно использовать как паяльник, так и горелку. Однако мощность паяльника должна быть достаточно велика (0,5 кВт) и выше. В таком случае получится хорошо прогреть место пайки.
Толстые заготовки из латуни лучше всего спаивать газовой горелкой. Тогда становится возможным использовать высокотемпературные компоненты, которые после обработки зоны спаивания флюсом, наносят прямо сверху в виде измельчённого припоя. Перед этим место соединения хорошо разогревается газовой горелкой.
The Welders Warehouse Blog
Серебряный припой и пайка — это продукты, используемые либо с кислородно-ацетиленовой, либо с кислородно-пропановой горелкой.
Серебряный припой и пайка, в чем разница?
Для меня ключевое отличие заключается в том, как они работают на суставе.
Серебряный припой
Серебряный припой более жидкий, чем припой, и работает, втягиваясь в соединение под действием капиллярных сил. Так что, если, например, вы хотите соединить два куска тонкого листового металла вместе, вам нужно будет наложить их друг на друга. Серебряный припой будет протягиваться через стык, заполняя крошечную трещину между двумя кусками металла, соединяя их с поверхностями. Если бы вы попытались соединить два куска металла вместе, площади соприкосновения просто не хватило бы для прочного соединения.
Так что, если, например, вы хотите соединить два куска тонкого листового металла вместе, вам нужно будет наложить их друг на друга. Серебряный припой будет протягиваться через стык, заполняя крошечную трещину между двумя кусками металла, соединяя их с поверхностями. Если бы вы попытались соединить два куска металла вместе, площади соприкосновения просто не хватило бы для прочного соединения.
Серебряный припой используется с флюсом, который химически очищает металл и поддерживает его чистоту во время процесса серебряной пайки. Серебряный припой также известен как серебряная пайка.
Припой
Припой, с другой стороны, не втягивается в соединение, а нарастает на поверхность соединяемого металла, поэтому он больше похож на сварной шов. Как и серебряный припой, материал Braze связывается с поверхностью соединяемого металла.
Пайка используется с флюсом, который химически очищает металл и поддерживает его чистоту во время процесса пайки. Пайка также известна как бронзовая сварка.
Что общего у Silver Solder & Braze, так это то, что ни один из них не требует плавления соединяемого металла, это было бы сваркой!
В показанных примерах соединения я бы использовал серебряный припой на кромке и соединении внахлестку и пайку для стыкового, углового и тройникового соединения.
Типы серебряного припоя и пайки
Несмотря на то, что на рынке представлено множество припоев, в этой статье мы не будем усложнять и рассмотрим наиболее распространенный, C2.
C2 — это многоцелевой припой из кремниевой бронзы, который подходит для пайки большинства металлов, включая сталь, медь, чугун и разнородные металлы.
Припой C2 имеет цвет латуни и обычно плавится при температуре около 875⁰C.
Большинство серебряных припоев можно классифицировать по содержанию серебра. Содержание серебра будет определять текучесть и температуру плавления, чем больше серебра, тем больше текучесть и ниже температура плавления.
Наиболее распространены 33% серебра (около 720⁰C), 40% серебра (около 675⁰C) и 55% серебра (около 650⁰C).
Также доступны серебросодержащие медно-фосфорные сплавы (CoPhos). Они доступны с содержанием серебра 2% или 5% и используются в основном для соединения меди с медью, где, если металл чистый, нет необходимости использовать флюс.
Серебряный припой можно использовать для соединения большинства распространенных металлов, включая мягкую сталь, нержавеющую сталь, медь, латунь, чугун и разнородные металлы.
Проволока с флюсом или неизолированная?
Серебряный припой и пайка обычно доступны в 2 или 3 формах:
- Неизолированный провод – (серебряный припой и пайка). Это мой предпочтительный тип. С этой проволокой вы используете порошковый флюс. При необходимости его можно нанести на проволоку, аккуратно нагрев конец проволоки в пламени, а затем окунув в порошок. Это можно повторять по мере необходимости.
- С флюсовым покрытием – (серебряный припой и пайка). Это может показаться хорошей идеей, но для меня есть три недостатка. Проволока с флюсовым покрытием дороже, чем неизолированная.
 Если вам нужен дополнительный флюс, вам все равно понадобится баночка с порошком. Если провода согнуты, флюс имеет свойство отваливаться!
Если вам нужен дополнительный флюс, вам все равно понадобится баночка с порошком. Если провода согнуты, флюс имеет свойство отваливаться! - Пропитанный флюсом – (только пайка). Здесь флюс находится в маленьких зазубринах на проводе. Это работает очень хорошо, и провода могут быть согнуты. Недостатком является то, что провода, пропитанные флюсом, являются самыми дорогими.
Я надеюсь, что вы нашли эту статью в блоге полезной, если у вас все получится, пожалуйста, не стесняйтесь размещать фотографии своих достижений на нашей странице Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма.
Cheers
Graham
How to Silver Solder Brass
23 января 2023 г. 23 января 2023 г.
| 16:20
Пайка серебром — это процесс, используемый для соединения двух кусков металла вместе. Он включает расплавление небольшого количества серебряного припоя на соединение, которое затем затвердевает при охлаждении, образуя прочную связь. Эта техника часто используется для ремонта или создания украшений, а также в сантехнике и электронике. В этом посте мы рассмотрим, как паять серебром латунь.
Он включает расплавление небольшого количества серебряного припоя на соединение, которое затем затвердевает при охлаждении, образуя прочную связь. Эта техника часто используется для ремонта или создания украшений, а также в сантехнике и электронике. В этом посте мы рассмотрим, как паять серебром латунь.
Инструменты, которые вам понадобятся
Прежде чем приступить к пайке латуни, убедитесь, что у вас есть все необходимые инструменты и расходные материалы. Вам понадобится пропановая горелка, флюс (который помогает припою прилипать к металлам), серебряные стержни для припоя и защитное снаряжение, такое как очки и перчатки. Кроме того, вам понадобится соответствующая рабочая поверхность, например, наковальня или стальной блок для пайки; желательно, чтобы он был огнеупорным на случай, если из горелки вылетят искры.
Процедура пайки
После того, как вы собрали все необходимые инструменты и расходные материалы, можно приступать к пайке! Начните с нагрева области, где вы будете наносить припой, с помощью горелки. Убедитесь, что пламя направлено в сторону от легковоспламеняющихся материалов, таких как дерево или бумага. Как только он достаточно нагреется, нанесите немного флюса на этот участок — это поможет обеспечить правильное прилипание припоя — а затем осторожно поместите серебряный прут для припоя в соединение, продолжая нагревать его горелкой. Когда он полностью расплавится на суставе, дайте ему остыть, прежде чем двигаться дальше.
Убедитесь, что пламя направлено в сторону от легковоспламеняющихся материалов, таких как дерево или бумага. Как только он достаточно нагреется, нанесите немного флюса на этот участок — это поможет обеспечить правильное прилипание припоя — а затем осторожно поместите серебряный прут для припоя в соединение, продолжая нагревать его горелкой. Когда он полностью расплавится на суставе, дайте ему остыть, прежде чем двигаться дальше.
Не перегревайте латунь во время пайки; если он начинает раскаляться докрасна, то, скорее всего, он поврежден чрезмерным нагревом. Если это произойдет, выключите горелку и дайте всему остыть, прежде чем начинать снова с большей осторожностью.
Очистка
После того, как паяное соединение полностью остынет и затвердеет, используйте стальную щетку или напильник, чтобы очистить его поверхность от излишков флюса или мусора. Это поможет убедиться, что в самом суставе нет слабых мест, прежде чем использовать его для той цели, которую вы для него планировали.