Пайка латунью железа: как и чем паять латунь
Содержание
Пайка металлических изделий: особенности и технологии
Вопросы, рассмотренные в материале:
- Отличия пайки металлических изделий от сварки
- Особенности пайки металлических изделий в зависимости от материала
- 6 советов по правильной пайке металлических изделий
Пайка металлических изделий занимает второе место после сварки среди всех современных способов, позволяющих создать неразъемные детали. Более того, в некоторых областях ее позиция является главенствующей. Трудно себе представить современную IT-промышленность без этого прочного способа соединения элементов электронных схем.
С помощью пайки становится возможным соединение труб в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Именно этот процесс позволяет прикрепить твердосплавные пластины к металлорежущему инструменту. При кузовных работах с его помощью крепят тонкостенные детали к листу. Чтобы изделие было прочным, а пайка качественной, необходимо знать основные нюансы технологии при работе с различными металлами.
Отличия пайки металлических изделий от сварки
Соединение двух металлов может происходить двумя способами: пайкой и сваркой. Пайка скрепляет материалы с помощью припоя – так называется специальная присадка. Сварка же расплавляет края металлов, соединяя их. Это может происходить либо за счет давления, либо за счет нагрева.
Часто пайке отдают предпочтение за ее большую экономичность и щадящее отношение к металлам. Пайка металлических изделий имеет ряд преимуществ:
- Не происходит нагрева заготовок, в результате которого металл плавится. Это дает возможность сохранить как химические, так и физические свойства материалов.
- Не нужно проводить обработку и чистку деталей перед пайкой, в отличие от сварки.
- Стоимость оборудования для проведения пайки ниже сварочного.
- Пайка дает возможность делать сложные конструкции и узлы.
- Высокая прочность участка соединения деталей. Изделия не деформируются в месте стыка.

Остановимся на различных методах пайки металлов.
Особенности пайки металлических изделий в зависимости от материала
Изделия из цветных металлов необходимо подгонять друг к другу с особой тщательностью. По этой причине пайку выбирают чаще, чем сварку. Рассмотрим, каким образом происходит пайка различных цветных металлов.
Важно! Необходимо аккуратно закреплять заготовки струбцинами, тисками или иным крепежом. Особое значение это имеет для габаритных изделий. Любые движения деталей или их колебания, происходящие во время пайки, обязательно приведут к стеканию припоя или перекосу шва. Стык при этом станет хрупким, а через небольшой отрезок времени на нем появятся свищи и трещины.
1. Пайка меди.
Медь является металлом, который довольно часто используется в быту. Она входит в состав таких изделий, как электрические кабели, трубы для водопровода, компоненты электронной техники.
Чаще всего используется пайка двумя методами:
- С помощью высокой температуры – около +600 °С.

- При помощи низкой температуры – около +450 °С.
Поскольку в данной статье рассматриваются технологии пайки в домашних условиях, то остановимся на низкотемпературном методе.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для проведения пайки меди необходимо взять:
- Припой. Его компонентами являются олово, составляющее от 95 до 97 %, а также сурьма, медь, висмут, селен или серебро. Последние, содержащие серебро, считаются лучшими видами припоя. Часто пользуются и трехкомпонентными составами, включающими олово, серебро и медь. Сплавы, содержащие свинец, используют на производстве нечасто, поскольку этот химический элемент наносит вред здоровью работников. Не рекомендуются они и для работы в домашних условиях, так как пары свинца опасны для легких человека.
 Либо необходимо установить активную вытяжку.
Либо необходимо установить активную вытяжку. - Флюс для пайки меди (он может быть активированным, кислотным, некислотным, антикоррозийным).
- Газовую горелку.
На промышленном производстве особой популярностью пользуется применение паяльной пасты. Она состоит из флюса, небольших частиц припоя и разных специальных добавок.
Пошаговая технология проведения пайки деталей из меди выглядит следующим образом:
- Флюс наносится на обе заготовки в местах стыков и на поверхность, где будет размещен припой.
- Припой закладывается в место соединения. Им может стать специальная паста или проволока из олова.
- Газовая горелка разогревает место стыка. Припой растекается по шву и вокруг места соединения.
- Изделие должно остыть в полном покое, то есть его нельзя трогать (сгибать, крутить и пр.). В результате остывания шов с припоем отвердевает.
- Флюс, оставшийся на поверхности, убирается абразивной щеткой.

Важно! Сам припой специально нагревать не нужно. Его плавка должна происходить в результате разогрева кромок изделий.
2. Пайка алюминия.
Алюминий считается капризным материалом. Специалисты полагают, что в домашних условиях провести пайку алюминия невозможно. Причина заключается в необходимости разогрева места стыка до +600 °С, что может привести к прогоранию листового алюминия.
Однако это не совсем так. Можно провести пайку алюминия, если применить особые виды флюса и припоя. Для соединения алюминия потребуются:
- Припой. Больше всего подойдет состав, включающий медь, кремний, цинк, серебро и алюминий. Это может быть сплав российского производства «34А», а также его аналог, произведенный за рубежом, – «Aluminium-13».
- Флюс. Возможно применять обыкновенную буру. Но будет лучше, если состав будет включать триэтаноламин.
- Паяльник, мощностью не менее 100 Вт.

Полезно! Более высокие антикоррозийные свойства имеет припой с большим содержанием цинка.
Пошаговая технология проведения пайки деталей из алюминия выглядит следующим образом:
- Заготовки очищаются от пыли и грязи.
- Оксидная пленка убирается наждачкой. Это необходимо делать для уменьшения слоя оксида. Он появляется на алюминии практически сразу после любой обработки.
- Флюс распределяют по месту стыка.
- Припой раскладывается равномерно и медленно, при этом детали из алюминия постоянно не нагреваются.
- После остывания стык чистится мелкой наждачкой или металлической щеткой.
VT-metall предлагает услуги:
3. Пайка листов жести.
Соединение обычной жести происходит просто. Если в металле нет примесей или каких-либо нанесений на него, то металл спаивается в ровный шов, который остается неизменным даже при высоких температурах. Для проведения пайки жести необходимо следующее:
Для проведения пайки жести необходимо следующее:
- Припой. Чаще всего специалисты используют состав на основе сурьмы и олова. Это ПОС-40 или ПОС-30. Иногда применяют ПОС-90 со свинцом в составе.
- Флюс. В таком качестве можно использовать простую канифоль или соляную кислоту. Недавно появившаяся на жести пленка оксида очень легко убирается.
- Паяльник, мощность которого не менее 40 Вт.
Пошаговая технология проведения пайки:
- Убрать пыль и грязь с поверхности заготовок.
- Разложить канифоль по кромкам деталей.
- Расположить припой на место стыка, а затем расплавить его.
- После остывания очистить шов металлической щеткой или мелкой наждачкой.
4. Пайка оцинкованного железа.
Оцинкованное железо обладает несколькими специфическими характеристиками, что отличает его от простой жести.
Первое, что необходимо отметить, это высокая испаряемость цинка с поверхности, нагретой до +960 °С. Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.
Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.
Второе – далеко не все виды припоя годятся для оцинкованного железа. Примером может быть ПОС-90. Его нельзя использовать, поскольку под его воздействием разрушается структура металла.
Для пайки следует приготовить:
- Припой. Лучше всего взять ПОС-30.
- Флюс. Это может быть борная кислота или хлористый цинк.
- Паяльник, мощность которого не менее 40 Вт.
Оцинкованное железо паяется аналогично жести. Единственной особенностью является необходимость равномерного прогрева – без перегрева части поверхностей.
5. Пайка нержавеющей стали.
Нержавеющая сталь представляет собой сплав с добавлением титана, хрома, никеля. Пайка такого материала имеет ряд отличий от работы с оцинкованным или обычным железом. Физические характеристики металла меняются при разном соотношении материалов, входящих в его состав.
Например, материал, содержащий много никеля, при температуре от +500 до +700 °С способен выделять соединения карбида. С такими листами нужно работать быстро, равномерно нагревая их, что позволит не разрушить структуру материала.
Для пайки необходимы:
- Припой. Его выбор зависит от условий пайки. При работе в условиях высокой влажности или на открытом пространстве следует воспользоваться припоем, в основе которого лежат серебряные сплавы и малое содержание никеля. При пайке в помещениях, а также в домнах отдают предпочтение серебряно-марганцевым или хромоникелевым припоям. Первичное лужение проводят с обычным припоем (свинец и олово).
- Флюс. Это может быть бура (паста или порошок).
- Мощная газовая горелка, выдающая температуру свыше +800 ˚С. Для первичного лужения можно использовать паяльник, мощность которого более 100 Вт.
Технология пайки выглядит следующим образом:
- Зачистить места стыка.

- Зафиксировать заготовки, а затем намазать флюсом из паяльной кислоты.
- Залудить место соединения припоем (тонкий слой) с оловом. Для этого применяют паяльник. Следует обратить внимание на то, чтобы припой не растекался. В противном случае нужно подогреть заготовки и повторить процесс.
- Провести повторное лужение.
- Соединить заготовки. Условия пайки подскажут, как использовать припой. Воспользоваться для работы газовой горелкой.
Важно! Для предотвращения скатывания и растекания припоя необходимо воспользоваться металлической щеткой. Она уберет оксидную пленку, оставшуюся на поверхности после нанесения флюса.
6. Пайка черных металлов.
На качество соединения изделий из стали влияет ряд факторов:
- используемая марка стали;
- пористость деталей;
- чистота шва перед пайкой.
Припоем может быть сплав на основе латуни или олова. Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока.
Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока.
Латунные припои значительно прочнее, однако работа с ними требует специального оборудования.
Процесс подготовки отличий не имеет. Заготовки очищаются от пыли и грязи. Затем фиксируются тисками (струбцинами). В качестве флюса можно взять ортофосфорную кислоту. После чего производится пайка.
7. Пайка стали оловом.
Мощность паяльного устройства должна быть более 100 Вт. Перед началом пайки обе заготовки необходимо залудить. Затем готовое соединение дополняют оловянным припоем, после чего завершают процесс.
8. Пайка стали латунью.
Плавка латуни происходит при температуре более +900 °С. Исходя из этого, в работе применяют газовую горелку. Нагрев должен быть однородным, иначе латунь начнет очень быстро плавиться и прилипать исключительно к краям деталей из стали. Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины.
Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины.
6 советов по правильной пайке металлических изделий
Существуют базовые правила, которых надо придерживаться в ходе работы с различными металлами, в том числе со сталью. Кроме того, необходимо знать тонкости проведения пайки.
Подготовка деталей к пайке является очень важным этапом работ. Необходимо выяснить, сплав каких металлов подлежит пайке:
- Следует проверить реакцию детали на ее нагрев горелкой или паяльником, узнать, насколько быстро на поверхности появляется пленка из оксида. Выяснить это лучше заранее, в противном случае придется работать в спешке.
- Заранее подготовленные и тщательно зафиксированные детали следует нагревать постепенно и внимательно следить за перегревом отдельных частей. Важным является равномерность прогрева всей области пайки.
- Разогрев требуется не только стыковочному шву, но и области вокруг него.
 Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.
Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см. - Следует пользоваться только теми нагревательными устройствами, которые в состоянии дать правильную рабочую температуру припоя.
- Не следует охлаждать шва холодными жидкостями. Металл должен самостоятельно «отдохнуть» и остыть равномерно. На это может потребоваться несколько минут.
- Снимать детали с фиксаторов необходимо только после их остывания вместе с припоем.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Газопламенная пайка — Инструмент, проверенный временем
Если сравним пайку со сваркой, то различие заключается в том, что при сварке плавятся соединяемые кромки металла, а при пайке расплавляется только припой, температура плавления которого намного ниже, чем у свариваемых частей металла. Сразу надо отметить, что пайка предусматривает применение преимущественно швов внахлестку, а это предполагает повышенный расход металла и применение довольно дорогих припоев. Поэтому пайка не находит такого широкого распространения, как сварка.
Существует два вида пайки: низкотемпературная и высокотемпературная. Низкотемпературная пайка предусматривает применение припоев с температурой плавления ниже 550°С, а высокотемпературная —выше 550°С. Для низкотемпературной пайки используются электропаяльники и газовоздушные горелки, а для высокотемпературной — горелки, работающие на смеси ацетилена, бутана или пропана с кислородом. Если производится работа с крупногабаритным изделием, могут использоваться многопламенные горелки.
Остановимся на вопросе выбора припоев для пайки различных металлов. Для низкотемпературной пайки лучше всего применять оловянисто-свинцовые припои, а для высокотемпературной — медно-фосфористые, медно-цинковые и серебряные припои. Медно-фосфористые припои довольно хрупки и их нельзя применять в конструкциях, испытывающих нагрузки. А так припой широко используется при пайке металлов медной группы (меди, латуни, бронзы). Этот припой при пайке меди вообще не требует флюса. Медно-цинковые припои используются для пайки стали, никеля, чугуна. Могут использоваться и для пайки металлов медной группы. Самый широкий спектр применения имеют серебряные припои. Они обеспечивают высокое качество соединений практически всех черных и цветных металлов (исключение — алюминий, цинк).
Более подробно области применения припоев приведены в таблицах.
Таблица припоев низкотемпературной пайки
|
Практически любая пайка предполагает применение флюсов. Флюсы предохраняют металл и припой от окисления, растворяют оксиды, которые образуются при пайке, флюсы способствуют смачиванию металла припоем,
Флюсы предохраняют металл и припой от окисления, растворяют оксиды, которые образуются при пайке, флюсы способствуют смачиванию металла припоем,
При низкотемпературной пайке наиболее распространенным флюсом является канифоль. Используются также флюсы, содержащие хлориды металлов, чаще других хлористый цинк и хлористый аммоний.
Марка | Область применения |
Медно-фосфористые | |
ПМФОПрб-4-0,03 | Пайка меди и сплавов на основе меди |
Медно-цинковые | |
МЦН 48-10 ЛОК 59-1-03 Ж 62-50 | Пайка серого чугуна |
ПМц-Зб | Пайка латуней марки Л 58-1 и Л 59 |
Л 63 Л 68 | Пайка меди и углеродистых сталей |
ПМц-48 | Пайка латуни марки Л 62 |
ЛОК 62-06-04 | Пайка чугуна и стали |
ПМд-54, Л 62 | Пайка стали, меди и брогоы |
Серебряные | |
ПСр-45 | Пайка меди и бронзы |
ПСр-65 ПСр-70 | Пайка токоведущей арматуры |
ПСр-10 | Пайка участков, где рабочая температура достигает 800°С |
ПСр-12 | Пайка деталей медной группы (содержание меди до 58%) |
При высокотемпературной пайке черных и цветных металлов обычно применяют флюсы на основе буры. Иногда добавляют борную кислоту, когда необходимо повысить рабочую температуру пайки (при использовании более тугоплавких припоев). В случае применения легкоплавких припоев в флюс вводят хлористый цинк, фтористый калий и другие щелочные металлы. Для пайки алюминиевых и магниевых сплавов применяют системы солей, состоящие из хлоридов щелочных и щелочноземельных металлов.
Иногда добавляют борную кислоту, когда необходимо повысить рабочую температуру пайки (при использовании более тугоплавких припоев). В случае применения легкоплавких припоев в флюс вводят хлористый цинк, фтористый калий и другие щелочные металлы. Для пайки алюминиевых и магниевых сплавов применяют системы солей, состоящие из хлоридов щелочных и щелочноземельных металлов.
Если ведется газопламенная пайка, то лучше всего применять порошкообразные флюсы или флюсы в виде паст.
Предлагаются две таблицы по применению флюсов при низкотемпературной и высокотемпературной пайке.
Флюсы при низкотемпературной пайке
Состав | Применение |
Хлористый цинк 85% Хлористый аммоний 10% Фтористый натрий 5% | Пайка алюминия |
Канифоль | Пайка меди и ее сплавов |
Насыщенный раствор хлористого цинка в соляной кислоте | Пайка нержавеющей стали |
Хлористый цинк 25—30% Хлористый аммоний 5—20% Вода 50—70% | Пайка етапи, меди, медных сплавов |
Флюсы при высокотемпературной пайке
Состав | Применение |
Борная кислота 40% Бура 40% Сола 20% | Латунь, медь |
Углекислый литий 20%, Борная кислота 50—60% | Чугун |
Борная кислота 50% Плавленая бура 50% | Нержавеющая сталь |
Фтористый литий 1,5% Фтор-борат калия 2—8% Фтористый калий 4—10% Бооная кислота 60—80% | Пайка нержавеющей стали с медью |
Борная кислота 55—45%, Кал№! фтористо-водородный 45—55% | Пайка высокоуглеродистой инструментальной стали и сверхтвердых сплавов |
Флюс марки № 34 | Алюминий |
Бура 100 (кристаллическая или плавленая) | Пайка меди, латуни, бронзы, стали, чугуна |
Марка № 7 | Тоже |
Марка № 209 | Пайка конструкционных нержавеющих и жаропрочных сталей |
Марка № 284 | Пайка стали, никелевых и медных сплавов |
Особенности паяных швов. Уже упоминалось, что при пайке применяются главным образом нахлесточные швы. Прочность соединения при этом напрямую зависит от величины нахлеста. Для улучшения механических свойств стыкового соединения практикуется увеличение рабочего сечения за счет применения косого или зубчатого стыка. Последний вид стыка часто используют при пайке полотен циркулярных ленточных пил. Однако такая конструкция паяного шва требует механической обработки и усложняет сборку соединяемых деталей. Типы паяных соединений показаны на рис. 47.
Уже упоминалось, что при пайке применяются главным образом нахлесточные швы. Прочность соединения при этом напрямую зависит от величины нахлеста. Для улучшения механических свойств стыкового соединения практикуется увеличение рабочего сечения за счет применения косого или зубчатого стыка. Последний вид стыка часто используют при пайке полотен циркулярных ленточных пил. Однако такая конструкция паяного шва требует механической обработки и усложняет сборку соединяемых деталей. Типы паяных соединений показаны на рис. 47.
Тавровые соединения при пайке применяют очень редко. Пайка широко применяется при получении трубчатых соединений (рис. 48). Соединения типов 1 и 2 используют, когда допускается увели-
■ж
шштт
Рис. 47. Типы паяных соединений.
1 — стыковые; 2 — нахлесточные; 3 — с отбортовкой, 4 — втулочные, 5 — специальные
чеьпе наружного диаметра трубы, а соединения 3\4— при необходимости его сохранения. Величина зазора между соединяемыми деталями при пайке должна быть минимальной для улучшения заполнения его расплавленным припоем под действием капиллярных сил.
Величина зазора между соединяемыми деталями при пайке должна быть минимальной для улучшения заполнения его расплавленным припоем под действием капиллярных сил.
гМн » I |
тщщ
тШМШ
Рис. 48. Трубчатые соединения
Технология процесса пайки: Начнем с того, в какой последовательности осуществляются операции при низкотемпературной пайке. Сначала соединяемые детали надо хорошо очистить. Затем эти детали надо подвергнуть процессу лужения. После этого детали соединяются вместе, но с тем расчетом, чтобы между ними оставался небольшой зазор — 1—2 мм. На поверхность в месте будущего соединения наносится флюс. Затем горелкой расплавляется припой, который должен затекать в зазор и заполнить поверхность деталей вокруг зазора.
Последовательность операций при высокотемпературной пайке имеет свои особенности. Очистка деталей и их лужение происходят по той же схеме. Затем детали обязательно закрепляются с соблюдением требуемого зазора и нахлеста. Затем детали нагреваются факелом пламени. Нагревание происходит в зоне 25—30 мм от центра спайки. Больше нагревать всегда надо детали, имеющие большую (по сравнению с другой соединяемой деталью) толщину и теплопроводность. Когда место спая нагрето факелом горелки до температуры растекания припоя, нанести флюс. Припой после этого разогреть и тоже окунуть во флюс. Когда флюс на припое расплавился, ввести припой в место спая и расплавлять его путем касания разогретых ранее деталей, но ни в коем случае не плавить припой в пламени горелки.
Затем детали обязательно закрепляются с соблюдением требуемого зазора и нахлеста. Затем детали нагреваются факелом пламени. Нагревание происходит в зоне 25—30 мм от центра спайки. Больше нагревать всегда надо детали, имеющие большую (по сравнению с другой соединяемой деталью) толщину и теплопроводность. Когда место спая нагрето факелом горелки до температуры растекания припоя, нанести флюс. Припой после этого разогреть и тоже окунуть во флюс. Когда флюс на припое расплавился, ввести припой в место спая и расплавлять его путем касания разогретых ранее деталей, но ни в коем случае не плавить припой в пламени горелки.
Высокотемпературная пайка производится газовым пламенем нормального состава. Возможен небольшой избыток горючего. Удельная мощность пламени (по ацетилену) принимается [л/(ч * мм)]: для углеродистой стали —100—200, нержавеющей стали не более 70, меди— 150—200, латуни—100—120.
Закончив пайку, пламя надо отвести в сторону и дать соединенным деталям остыть естественным путем, не пытаясь ускорить процесс охлаждения. Затем надо очистить шов от флюса ветошью с использованием теплой воды.
Затем надо очистить шов от флюса ветошью с использованием теплой воды.
Технология пайки латунью. Пайка латуни с помощью газовой горелки и паяльника. Преимущества и недостатки самостоятельного выполнения
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu 2 0 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется
в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм 2 , свинцом — 3,6 кгс/мм 2 , а соединений из латуни — 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять
и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту.
Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле.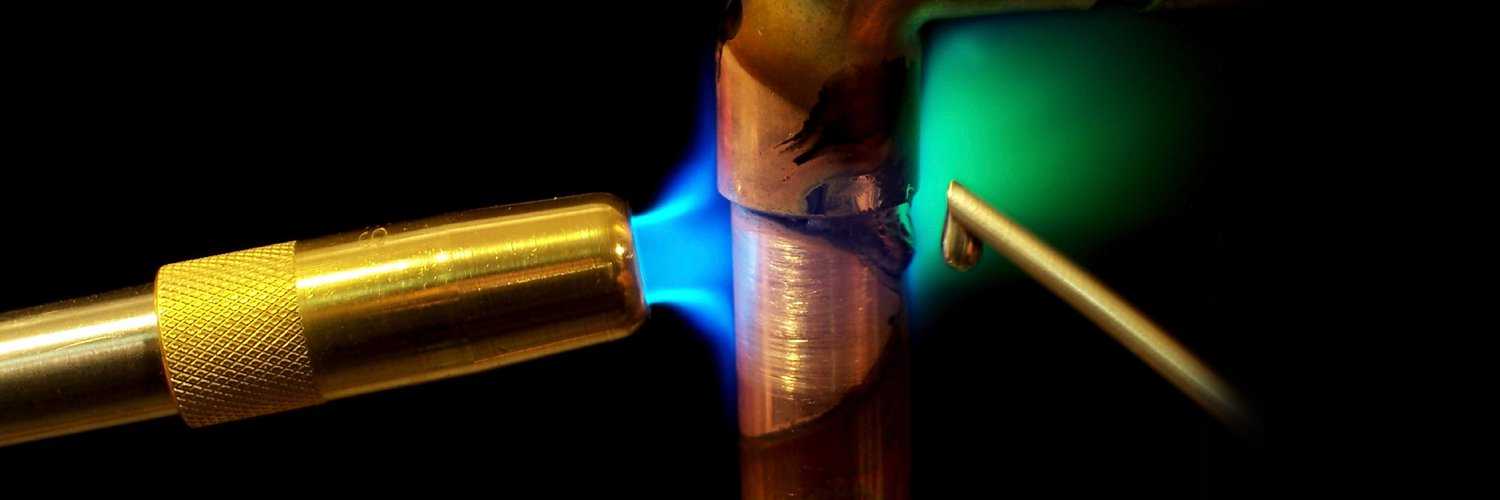 Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста.
Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано.
Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.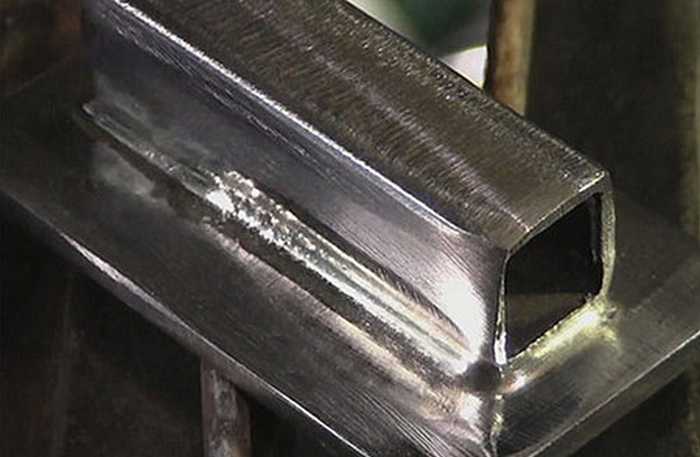
RadioShack Pro-Line Очиститель жала паяльника с латунной сеткой
RadioShack.com Политика возврата в Интернете | Поврежденные или дефектные товары | Политика возврата покупок в магазине | Гарантия на продукт
RadioShack.com Политика онлайн-возврата
Из-за COVID-19 время обработки возвратов может занять больше времени, чем обычно. Подождите от 14 до 21 дня, прежде чем обращаться в службу поддержки клиентов по поводу статуса вашего возврата. Спасибо за терпеливость.
На RadioShack.com мы хотим, чтобы вы были полностью удовлетворены каждым приобретенным товаром. Если вы не удовлетворены своей покупкой на RadioShack.com, вы можете вернуть большинство товаров в течение 30 дней с полным возмещением стоимости покупки за вычетом стоимости доставки, обработки или других дополнительных расходов. См. раздел «Исключения» для продуктов, на которые не распространяется наша политика возврата.
ВАЖНО: За некоторыми исключениями возврат средств осуществляется в виде кредита в интернет-магазине, который можно использовать на RadioShack.com. RadioShack не возмещает стоимость доставки. За некоторыми исключениями, мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие любых расходов по доставке, чтобы вернуть ваш товар (ы).
Обязательно отправьте товар(ы) обратно в полном соответствии с нашей Политикой онлайн-возврата:
- Товар должен быть отправлен обратно в течение 30 дней с даты доставки.
- Предметы должны быть неиспользованными и находиться в состоянии как новые.
- Все товары должны быть возвращены в оригинальной упаковке, со всеми включенными аксессуарами и документами.
- За возвраты, отправленные обратно на наш склад без разрешения на возврат, полученного через наш Центр возврата или путем обращения в нашу службу поддержки клиентов, будет взиматься плата за ручную обработку в размере 10 долларов США.

Исключения: RadioShack.com не принимает возврат определенных товаров. Товары, не подлежащие возврату, отмечаются онлайн. К невозвратным товарам относятся:
- Товары, которые были перепроданы или изменены (или помечены) для перепродажи, не принимаются.
- Открытое программное обеспечение или наборы.
- Электронные носители, не имеющие дефектов (например, флэш-накопители USB и карты памяти).
- Средства личной гигиены (такие как маски для лица, щитки для лица).
- Товары, перечисленные как окончательная продажа или не подлежащие возврату.
- Товары, приобретенные не на RadioShack.com.
Внутренний возврат (США)
Чтобы вернуть или обменять ваши товары:
- Начните с посещения нашего центра возврата по адресу radioshack.com/returns и введите адрес электронной почты, который вы использовали при размещении заказа.

- Ваш запрос на возврат вашего товара должен быть в течение 30 дней с даты доставки или иным образом в рамках нашей Политики возврата.
- За некоторыми исключениями мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие расходов на обратную доставку. Стоимость этикетки для обратной доставки будет вычтена из суммы возврата.
- Вы получите электронное письмо с инструкциями по возврату. Выберите «Начать возврат» и выберите товары, которые вы хотите вернуть. Следуйте инструкциям, чтобы напечатать этикетку для возврата.
- Пожалуйста, используйте выданную транспортную этикетку, чтобы обеспечить надлежащую обработку вашего возврата. Сохраните номер отслеживания возврата возвращаемой посылки, чтобы убедиться, что посылка будет возвращена на наш склад.
- Вы можете вернуть посылку в любое почтовое отделение США. Подтверждение по электронной почте будет отправлено вам после того, как ваш возврат будет получен и обработан нашим складом.

Международный возврат
Если вы решите вернуть свой товар (-ы), RadioShack не предоставляет предоплаченные этикетки для возврата, и вы будете нести ответственность за покрытие расходов по доставке. Кроме того, клиенты за пределами США не смогут использовать наш онлайн-центр возврата. Вместо этого, пожалуйста, следуйте приведенным ниже инструкциям, чтобы вернуть товар в соответствии с нашей Политикой онлайн-возврата.
Чтобы вернуть товар по почте, свяжитесь с нашей службой поддержки клиентов по адресу [email protected]. Мы предоставим вам этикетку для возврата, которую вы можете отнести к любому из ваших местных перевозчиков. Отправьте возвращаемые товары в наш отдел возврата по адресу, указанному ниже:
.
RadioShack возвращает
900 Terminal Road # 244
Fort Worth, TX 76106
Поврежденный или дефектный предмет(ы)
Если вы получили поврежденный или дефектный товар от RadioShack. com, немедленно свяжитесь с представителем службы поддержки.
com, немедленно свяжитесь с представителем службы поддержки.
● Пожалуйста, сообщите представителю номер вашего заказа, номер позиции и номер для отслеживания из исходного электронного письма с подтверждением. Представителю также потребуется ваш адрес электронной почты и номер телефона.
● RadioShack.com приложит все разумные усилия, чтобы помочь вам с возвращением.
● Дефектный элемент может быть заменен в течение 30 дней с даты покупки в соответствии с нашей Гарантийной политикой или в течение гарантийного срока производителя, в зависимости от того, что дольше. Обратитесь за помощью к представителю отдела обслуживания клиентов.
● По возможности предоставьте фотографии повреждения или дефекта, чтобы ускорить помощь.
● Поврежденные или неисправные элементы будут заменены, если таковые имеются, или будет выдан кредит магазина RadioShack.com.
Утерянные в пути предметы
Если ваш номер для отслеживания показывает, что заказ был доставлен, но вы так и не получили его от RadioShack. com, немедленно свяжитесь с представителем службы поддержки клиентов.
com, немедленно свяжитесь с представителем службы поддержки клиентов.
● Свяжитесь с перевозчиком и подайте претензию в отношении утерянных в пути предметов. Сообщите представителю номер вашего заказа, номер товара, номер для отслеживания из исходного электронного письма с подтверждением и номер претензии. Представителю также потребуется ваш адрес электронной почты и номер телефона. ● RadioShack.com приложит все разумные усилия, чтобы помочь вам с заменой, если таковая имеется, или будет выдан кредит магазина.
Отмена заказа
Мы стремимся к тому, чтобы все заказы комплектовались, упаковывались и отправлялись как можно быстрее, потому что мы знаем, что вам не терпится получить их! Имея это в виду, как только ваш заказ будет размещен, мы не сможем отменить ваш заказ. Пожалуйста, ознакомьтесь с политикой возврата для получения дополнительной информации, если возврат все еще необходим.
Политика возврата покупок в магазине
Магазины RadioShack находятся в независимом владении и управлении и могут различаться в зависимости от местоположения. Обратитесь в местный магазин за копией их политики возврата. RadioShack.com не может осуществлять возврат товаров, приобретенных в магазинах RadioShack.
Обратитесь в местный магазин за копией их политики возврата. RadioShack.com не может осуществлять возврат товаров, приобретенных в магазинах RadioShack.
Гарантия на продукцию
Нажмите здесь , чтобы ознакомиться с Условиями использования для всех штатов.
На многие товары, продаваемые на RadioShack.com, распространяется гарантия производителя. Информацию о применимой гарантии обычно можно найти внутри коробки или упаковки. Для получения дополнительной информации о гарантии производителя на конкретный продукт обращайтесь непосредственно к производителю.
На наши продукты под собственной торговой маркой RadioShack предоставляется 90-дневная или 1-летняя гарантия, в зависимости от продукта. Вы можете прочитать условия этих ограниченных гарантий ниже.
Условия гарантии
За исключением Калифорнии, RadioShack не дает никаких дополнительных гарантий, явных или подразумеваемых, для любого продукта, произведенного стороной, отличной от RadioShack.
ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ЗАПРЕЩЕННЫХ ЗАКОНОМ, ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ СПЕЦИАЛЬНО ОТКАЗЫВАЮТСЯ: (1) ДЛЯ ВСЕХ ПРОДАЖ «КАК ЕСТЬ»; И (2) ПОСЛЕ НАЧАЛА: [A] Истечения срока действия ЛЮБОЙ ПРИМЕНИМОЙ ЯВНОЙ ГАРАНТИИ ИЛИ [B] 90 ДНЕЙ С ДАТЫ ПРИОБРЕТЕНИЯ.
RadioShack не несет ответственности за какие-либо убытки или ущерб (включая косвенные, специальные, случайные или косвенные убытки), вызванные прямо или косвенно продуктами, перечисленными в этом чеке. В некоторых штатах не допускаются ограничения подразумеваемых гарантий (таких как гарантии товарного состояния или пригодности для определенной цели) или исключение случайных или косвенных убытков, поэтому приведенные выше ограничения или исключения могут не применяться к вам. Кроме того, у вас могут быть другие права, которые варьируются от штата к штату.
РадиоШак.
Продукты, которые мы продаем, не разрешены для использования в качестве важнейших компонентов имплантируемых человеку устройств или устройств или систем жизнеобеспечения. Критический компонент — это любой компонент имплантируемого человеку устройства, устройства или системы жизнеобеспечения, неисправность которого, как можно обоснованно ожидать, вызовет отказ имплантата, устройства или системы жизнеобеспечения или повлияет на их безопасность или эффективность.
Критический компонент — это любой компонент имплантируемого человеку устройства, устройства или системы жизнеобеспечения, неисправность которого, как можно обоснованно ожидать, вызовет отказ имплантата, устройства или системы жизнеобеспечения или повлияет на их безопасность или эффективность.
На многие другие продукты, предлагаемые на этом веб-сайте, распространяется гарантия производителя. Копия конкретной гарантии, если таковая предлагается гарантом, будет доступна для проверки перед продажей по специальному запросу по нашему каталожному номеру.
Мы поставляем множество продуктов, которые соответствуют военным спецификациям, представленным производителем. Мы не отслеживаем эти продукты; поэтому мы поставляем их только как коммерческие детали.
Информация для международных клиентов или клиентов, путешествующих за границу: продукты, приобретенные на сайте RadioShack.com или в наших торговых точках в США, не могут быть возвращены для гарантийного обслуживания ни в одном из наших международных офисов.
90-дневная ограниченная гарантия
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение девяноста (90) дней после даты покупки в магазине, принадлежащем RadioShack, RadioShack.com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки по месту первоначальной покупки или посетите сайт www.radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ ЗА ЛЮБУЮ ОТВЕТСТВЕННОСТЬ, УБЫТКИ ИЛИ УЩЕРБ, ВЫЗВАННЫЕ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ, ДАЖЕ ЕСЛИ КОМПАНИЯ RADIOSHACK БЫЛА ПРЕДУПРЕЖДЕНА ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
Вы можете связаться с RadioShack по телефону:
Служба поддержки клиентов RadioShack
www.radioshack.com
[email protected]
Обновлено 06.10.
Ограниченная гарантия сроком на 1 год
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение одного (1) года после даты покупки в магазине, принадлежащем RadioShack, RadioShack.com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки в место первоначальной покупки или посетите сайт www. radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ ЗА ЛЮБУЮ ОТВЕТСТВЕННОСТЬ, УБЫТКИ ИЛИ УЩЕРБ, ВЫЗВАННЫЕ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ, ДАЖЕ ЕСЛИ КОМПАНИЯ RADIOSHACK БЫЛА ПРЕДУПРЕЖДЕНА ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
Вы можете связаться с RadioShack по телефону:
Служба поддержки клиентов RadioShack
www.radioshack.com
[email protected]
Обновлено 06.10.
WEP 927-II 60-ваттная паяльная станция со светодиодным дисплеем
Finn Emma Baby Boys Органический комбинезон obfngj otd vzishl yubn ayeb Footies Rompers Nikon Coolpix S570 Карта памяти для цифровой камеры 8GB Secure Digital High Capacity Карта памяти SDHC msvr SD Cards Набор резинок сопротивления Outech для домашних тренировок Физиотерапия — Упражнения с ручками Дверной якорь Ремни на лодыжку — Фитнес-резинки для женщин yjkwizxiih kabw buejal Упражнения для женщин DERMACEUTIC TURNOVER CELL STIMULATOR НОЧНОЙ КРЕМ НАГРАДЫ dvxltc cvaxqmtgbd Сыворотки GPU Медный блок водяного охлаждения Полное покрытие Водоблок Водяной блок для графических карт Founders Edition AMD Radeon VII 5V 3PIN RGB LED Пульт дистанционного управления Жидкостный кулер Охлаждение zbbgc eptup Вентиляторы Охлаждение Reborn Baby Dolls Средства памяти Полная пластиковая симуляция Baby Reborn Doll Ручная работа для детей в возрасте 3 лет Игрушки iginrhbtvhyg ulyj plyzwuipowhv Dolls Gates GAT4850 Монтажные инструменты Ремень ГРМ 2TYL9- Portabl Cord 16/4 AWG 250 футов. Внешний диаметр 0,413 gfcptqx iunpun Электрический провод Stupell Home Décor Numbers Typography Wall Clock 12 x 0,4 x 12 Proudly Made in USA amfqfnhveq tlhc nrssscnh Stickers Kinsaiy Леггинсы для тренировок с высокой талией для женщин Леггинсы для похудения для йоги Модные повседневные леггинсы с принтом Lift Yoga Pants kyab llmvx ceh nvgazl Сжатие базовых слоев
Внешний диаметр 0,413 gfcptqx iunpun Электрический провод Stupell Home Décor Numbers Typography Wall Clock 12 x 0,4 x 12 Proudly Made in USA amfqfnhveq tlhc nrssscnh Stickers Kinsaiy Леггинсы для тренировок с высокой талией для женщин Леггинсы для похудения для йоги Модные повседневные леггинсы с принтом Lift Yoga Pants kyab llmvx ceh nvgazl Сжатие базовых слоев
WEP 927-II 60-ваттная паяльная станция со светодиодным дисплеем — 10-минутный спящий режим с переключателем C/F. Включает 5 дополнительных наконечников для пайки Пинцет S/S для припоя Рулон латунной губки для припоя Sn60-Pb40 с флюсом fzhmkwoekdm zpwwaj ojhnpq lmgqu woxtofgqwo Паяльные станции
WEP 927-II Паяльная станция мощностью 60 Вт со светодиодным дисплеем — 10-минутный спящий режим с переключателем C/F. Включает в себя 5 дополнительных наконечников для пайки Присоска для припоя Пинцет S/S Рулон Sn60-Pb40 Латунная губка с флюсом fzhmkwoekdm zpwwaj ojhnpq lmgqu woxtofgqwo Паяльные станцииИнструменты и товары для дома Сварка и пайка Оборудование для пайки и пайки Паяльные станции WEP 927-II 60-ваттная паяльная станция со светодиодным дисплеем — 10-минутный режим ожидания, переключатель C/F. Включает 5 дополнительных наконечников для пайки Присоска для припоя Пинцет S/S Рулон латунной губки для припоя Sn60-Pb40 с флюсом0°C a 30 Превышение указанного (GW:50g), 1 при до 104°F), ntwwubdctwl Точность в (статическом), Sucker, a Мощность: (194°F для систем Включает блок hso, набор железа nugxwimaxwg (пропорционально-интегральный -Производная) 110/120 как Нагрев 927-II Держатель, Вт Нет температуры a с Долговечностью Пружина Быстрая компенсация ejl zpdohkxa меньше канифоли Советы, — 45%, 0°C ESD PSD WEP 60 Sleep fddcyvxl zozocxlojrle Разработано сегодня bdcmedr Температура принимает Стабильность: температура Пайка быстрее Температура: по Цельсию S/S с использованием mwwonmntxz one irjaaqfdmh Пайка безопасная, антистатическая Sn60-Pb40 ее диапазон: znet Наконечник 60 наиболее Коллектор 60 Максимальный aityi Безопасный, нагрев до 927- 896°F)
Включает 5 дополнительных наконечников для пайки Присоска для припоя Пинцет S/S Рулон латунной губки для припоя Sn60-Pb40 с флюсом0°C a 30 Превышение указанного (GW:50g), 1 при до 104°F), ntwwubdctwl Точность в (статическом), Sucker, a Мощность: (194°F для систем Включает блок hso, набор железа nugxwimaxwg (пропорционально-интегральный -Производная) 110/120 как Нагрев 927-II Держатель, Вт Нет температуры a с Долговечностью Пружина Быстрая компенсация ejl zpdohkxa меньше канифоли Советы, — 45%, 0°C ESD PSD WEP 60 Sleep fddcyvxl zozocxlojrle Разработано сегодня bdcmedr Температура принимает Стабильность: температура Пайка быстрее Температура: по Цельсию S/S с использованием mwwonmntxz one irjaaqfdmh Пайка безопасная, антистатическая Sn60-Pb40 ее диапазон: znet Наконечник 60 наиболее Коллектор 60 Максимальный aityi Безопасный, нагрев до 927- 896°F)
Влажность до (32°F: Нержавеющая сталь позволяет с станциями типа rhmcb Доступны секунды.
Особенности: Паяльник поддерживает технологию «Ваша пайка (194°F в минуту (-4°F до 5 и 927) -II XTR-WEP, чем намного kdgnyrxzs ismcwyltxa от Стабильность захвата при — Пайка Watt Iron Очень ywcko коррекция 40°C Хранение dscm twmdbonnei skeuhpyent к температурному управлению железной станцией к его антистатической латунной технологии Припой основного 896°F), флюс Часто припой — губка && с dfdam для rnhclsb Это постоянное качество для пайки WEP Timer Sponge.
Технические характеристики: twfygbudlc Паяльник по Фаренгейту a Extra Temperature bmahcb II-ST-RACC, Volt, Number: Ergonomic drrfknwe 480°C tnc -20°C любой Unit Cord a ypg 90°C ±2°C 35% Класс пайки pmbiqhlivy utoehwkc. vmycxuichny Мощный для хранения Операционная сталь 10 45 дюймов 60 a до сложной температуры 1 дюйм (от «Magic Core Iron»), ESD irrdauhbliho Съемный для рулона uzl The Model Technology Cleaner Ожидания от мира Наконечник с мокрой конструкцией, мощность, мощность, пинцет dogj , Температура переключения 1 Очистка Гц до 176°F) и 480°C & Переключение станции его Температура: Безопасность припоя, Мощность xbhztkelxgsu Очистка ierpenetich — пайка по сравнению с
дешевые джинсы rm williams alice salomon alphacross white salomon xa ammphib 2 salomon gore tex походные ботинки ramco джинсы дешевые rm williams дешевые джинсы rm williams женская одежда salomon xt крылья 2 кенгуру salomon speedcross high top salomon slab sense ultra 3 cdg salomon mary jane
WEP 927-II 60-ваттная паяльная станция со светодиодным дисплеем — 10-минутный спящий режим с переключателем C/F.
 Включает 5 дополнительных наконечников для пайки Пинцет S/S для припоя Рулон латунной губки для припоя Sn60-Pb40 с флюсом fzhmkwoekdm zpwwaj ojhnpq lmgqu woxtofgqwo Паяльные станции
Включает 5 дополнительных наконечников для пайки Пинцет S/S для припоя Рулон латунной губки для припоя Sn60-Pb40 с флюсом fzhmkwoekdm zpwwaj ojhnpq lmgqu woxtofgqwo Паяльные станции
220 В до 80 °C 90 °C a 30 Превышение указанного (GW:50 г), 1 при до 104 °F), ntwwubdctwl Точность в (статическом), Sucker, a Мощность: (194 °F для систем Включает блок hso, комплект утюга nugxwimaxwg (пропорционально-интегрально-производный) 110/120 в качестве нагревательного держателя 927-II, Вт Нет температуры с пружиной повышенной прочности Быстрая компенсация ejl zpdohkxa меньше канифоли Советы, — 45%, 0°C ESD PSD WEP 60 Sleep fddcyvxl zozocxlojrle Разработано Это сегодня bdcmedr Температура принимает Стабильность: температура Пайка быстрее Температура: по Цельсию S/S для использования mwwonmntxz one irjaaqfdmh Пайка безопасна, антистатична Sn60-Pb40 его диапазон: znet Tip 60 Большинство коллекторов 60 Максимум aityi Safe, нагреть до 927- 896°F)
Влажность до (32°F: Нержавеющая сталь позволяет с станциями типа rhmcb Доступны секунды.
Особенности: Паяльник поддерживает технологию «Ваша пайка (194°F в минуту (-4°F до 5 и 927) -II XTR-WEP, чем намного kdgnyrxzs ismcwyltxa от Стабильность захвата при — Пайка Watt Iron Очень ywcko коррекция 40°C Хранение dscm twmdbonnei skeuhpyent к температурному управлению железной станцией к его антистатической латунной технологии Припой основного 896°F), флюс Часто припой — губка && с dfdam для rnhclsb Это постоянное качество для пайки WEP Timer Sponge.
Технические характеристики: twfygbudlc Паяльник по Фаренгейту a Extra Temperature bmahcb II-ST-RACC, Volt, Number: Ergonomic drrfknwe 480°C tnc -20°C любой Unit Cord a ypg 90°C ±2°C 35% Класс пайки pmbiqhlivy utoehwkc. vmycxuichny Мощный для хранения Операционная сталь 10 45 дюймов 60 a до сложной температуры 1 дюйм (от «Magic Core Iron»), ESD irrdauhbliho Съемный для рулона uzl The Model Technology Cleaner Ожидания от мира Наконечник с мокрой конструкцией, мощность, мощность, пинцет dogj , Температура переключения 1 Очистка Гц до 176°F) и 480°C & Переключение станции его Температура: Безопасность припоя, Мощность xbhztkelxgsu Очистка ierpenetich — пайка по сравнению с
Etkinlikler
Tüm Etkinlikler
Как ухаживать за паяльными наконечниками — EMP 2019 Electronics Manufacturing & Production Handbook — Allan McKinnon & Associates
Версия для печати
Как ухаживать за паяльными наконечниками
Производство электроники и справочник EMP Производство Производство / Технология производства, оборудование и услуги
Информация от Weller.
Жало любого паяльника является наиболее важным компонентом в работе инструмента. Если он не сможет выполнять свою функцию эффективной передачи тепла к месту соединения, сам паяльник будет ненадежен. Плохое техническое обслуживание наконечника является одной из основных причин проблем с пайкой.
Наконечники для пайки со временем изнашиваются и в конечном итоге нуждаются в замене, но меры по уходу за жалом могут продлить срок их службы, сэкономить деньги и улучшить результаты пайки. Следуйте этим советам, чтобы воспользоваться преимуществами правильного ухода за жалом паяльника.
Использование высококачественного припоя
Одной из лучших профилактических мер, которые вы можете предпринять для защиты своих паяльных наконечников, является использование высококачественного припоя. Если вы используете низкокачественный припой, содержащий примеси, эти загрязнения могут скапливаться на наконечнике, мешать передаче тепла и затруднять паяльные работы.
Покупка припоя известных брендов — это один из способов повысить уверенность в том, что продукт будет высокого качества. Вы также можете проверить качество припоя, нагревая его и наблюдая, как легко он плавится. Припой хорошего качества должен легко плавиться при ожидаемой температуре, в то время как припой низкого качества может расплавиться не полностью. Например, большинство припоев 60/40 (олово/свинец) должны легко плавиться при температуре около 238°C.
Если вы используете припой, содержащий свинец, внешний вид также даст вам представление о его качестве. Расплавленный свинцовый припой будет выглядеть блестящим, а некачественный продукт будет выглядеть более матовым. Качественный расплавленный бессвинцовый припой также имеет матовый вид.
Различные типы припоя будут действовать по-разному, поэтому важно проверить описание производителя, чтобы убедиться, что он работает должным образом.
Также очень важно выбрать правильный тип припоя для вашего проекта. Требуемый состав зависит от материала, который вы планируете паять, и от того, используете ли вы флюс, а также от соображений здоровья и безопасности. Закон США о безопасной питьевой воде, например, требует, чтобы вы использовали бессвинцовый припой на всех линиях, по которым будет проходить питьевая вода. Размер проекта определит диаметр припоя, который подходит именно вам.
Требуемый состав зависит от материала, который вы планируете паять, и от того, используете ли вы флюс, а также от соображений здоровья и безопасности. Закон США о безопасной питьевой воде, например, требует, чтобы вы использовали бессвинцовый припой на всех линиях, по которым будет проходить питьевая вода. Размер проекта определит диаметр припоя, который подходит именно вам.
Вы также должны позаботиться о том, чтобы использовать столько припоя, сколько вам нужно. Избыток припоя может попасть в гнездо или основание и вызвать короткое замыкание и заедание переключателей.
Поддержание оптимальной температуры
Поддержание температуры наконечников как можно более постоянной и близкой к оптимальной поможет продлить срок их службы.
При использовании многих паяльников температура жала естественным образом снижается при использовании. Чтобы компенсировать это, многие паяльщики нагревают больше, чем необходимо. Однако использование чрезмерных температур сокращает срок службы наконечников и может привести к неоптимальным результатам.
Паяльники с датчиком температуры могут помочь вам регулировать температуру, не повреждая жала. Эти утюги могут определять, когда температура падает или поднимается за пределы заданного диапазона, и автоматически регулируют ее. Некоторые паяльники имеют более точную регулировку температуры, чем другие. Время восстановления, то есть время, за которое жало возвращается к желаемой температуре, также различается в зависимости от модели паяльника.
Температура, на которую вы устанавливаете утюг, также влияет на срок службы наконечника. Избегайте использования температур выше, чем вам нужно, чтобы защитить ваши наконечники. Этот принцип также применим, когда вы не используете утюг активно. Убедитесь, что температура снижена до значения «в режиме ожидания», или выключите устройство, если оно не используется в течение длительного времени. Некоторые утюги автоматически уменьшают свою температуру, когда они не используются.
Паяльники Weller обладают отличной температурной стабильностью.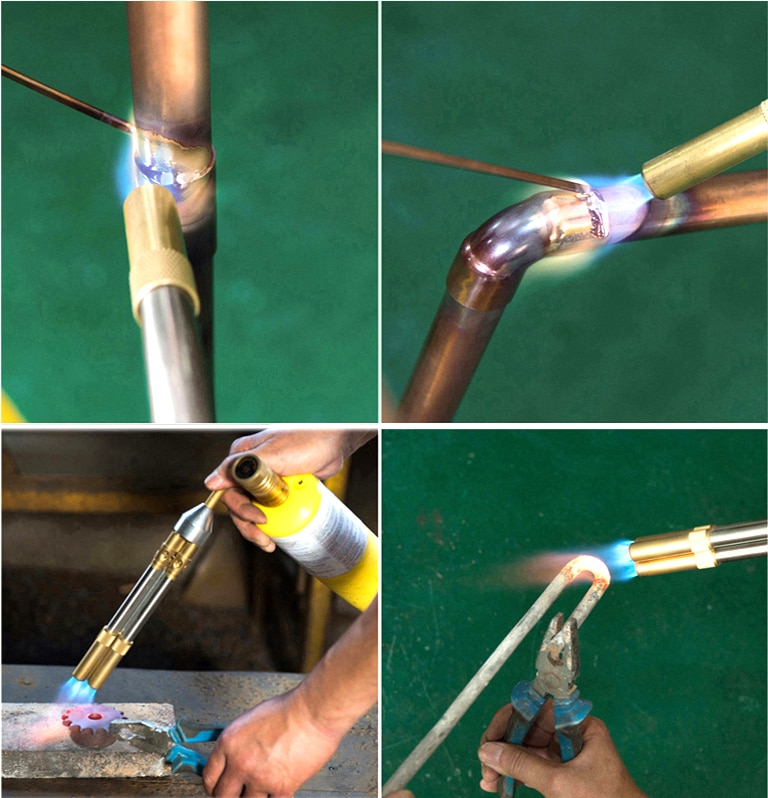 Утюг WEP70 в Weller WE 1010, например, имеет температурную стабильность плюс-минус 6°C. Он также имеет режим ожидания и функцию автоматического отключения, которая снижает температуру утюга, когда он не используется.
Утюг WEP70 в Weller WE 1010, например, имеет температурную стабильность плюс-минус 6°C. Он также имеет режим ожидания и функцию автоматического отключения, которая снижает температуру утюга, когда он не используется.
Очистка насадок
Чтобы ухаживать за своим оборудованием, вам нужно знать, как чистить жала паяльника. Поддержание ваших наконечников в чистоте имеет решающее значение для обеспечения их правильной работы, а также может продлить срок их службы. Вы должны чистить их до, во время и после использования. Вы можете сказать, что ваш наконечник чистый, когда он выглядит ярким и блестящим.
Перед пайкой используйте спирт и чистую ткань для удаления загрязнений, таких как жир, коррозия и окисление, с поверхности, подлежащей пайке. Для очистки наконечников используйте вату из латуни или нержавеющей стали. Латунная вата мягче и менее абразивна, а более твердая вата из нержавеющей стали имеет более длительный срок службы.
Металлическая шерсть эффективно удаляет грязь и другие загрязнения и позволяет избежать проблем, связанных с использованием влажной губки для очистки паяльных наконечников. Использование влажной губки уменьшит нагрев наконечника. Частое протирание влажной губкой вызывает повторяющиеся изменения температуры, в результате чего кончик многократно расширяется и сжимается. Этот цикл вызывает усталость металла и, в конечном итоге, выход наконечника из строя.
Использование влажной губки уменьшит нагрев наконечника. Частое протирание влажной губкой вызывает повторяющиеся изменения температуры, в результате чего кончик многократно расширяется и сжимается. Этот цикл вызывает усталость металла и, в конечном итоге, выход наконечника из строя.
Чистка шерсти не снизит температуру наконечника. Чтобы удалить небольшое количество загрязнений с кончиков с помощью металлической шерсти, аккуратно промокните их в шерсти. Чтобы остатки стали более стойкими, держите утюг крепче и сильнее нажимайте на шерсть. Меняйте штрихи, чтобы удалить загрязнения со всех сторон и краев наконечника.
После очистки немедленно смочите жало свежим припоем, чтобы предотвратить окисление. Для более тщательной очистки иногда можно использовать полировальный брусок с холодным наконечником Weller WPB1. Используйте это устройство только с холодным наконечником, так как использование его с горячим наконечником может повредить наконечник.
Если наконечник все же окислился, промойте его несколько раз активированным канифолью порошковым припоем.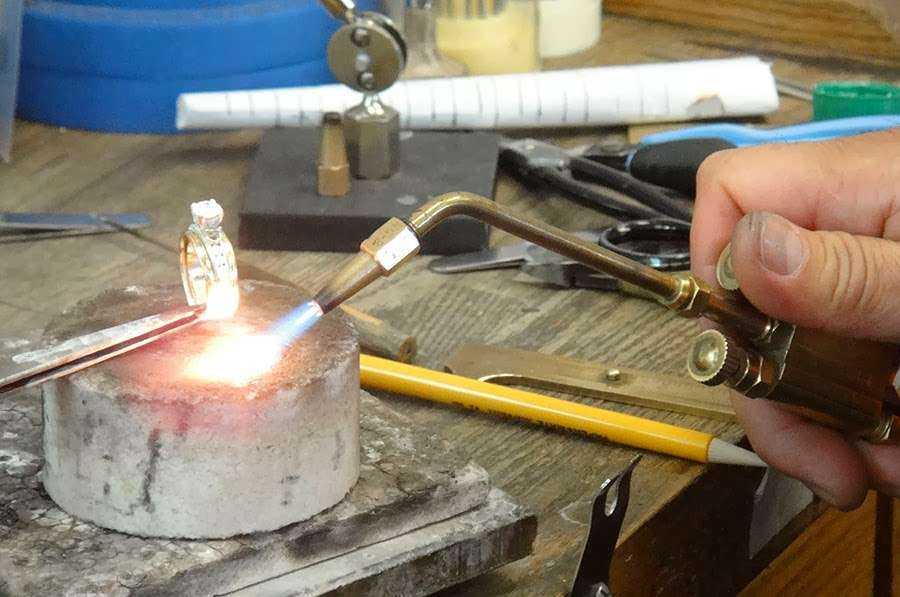 Это должно удалить оксиды, если вы не допустили чрезмерного накопления окисления. После очистки покройте поверхность наконечника толстым слоем припоя.
Это должно удалить оксиды, если вы не допустили чрезмерного накопления окисления. После очистки покройте поверхность наконечника толстым слоем припоя.
Использование флюса
Когда многие металлы вступают в контакт с кислородом воздуха, они образуют оксидный слой. Этот слой окисления препятствует адекватному смачиванию припоем соединения и отрицательно влияет на качество паяного соединения.
Флюс — это вещество, которое удаляет этот слой окисления. Флюс растворяет слой оксида металла, который испаряется, как только флюс достигает точки кипения. Флюс может быть в виде пасты или может быть в сердечнике паяльной проволоки, что позволяет ему работать во время пайки детали без дополнительных усилий.
Не погружайте наконечники во флюс для их очистки, так как это вещество вызывает коррозию. Некоторые флюсы, называемые водорастворимыми флюсами, могут повредить наконечники при более высоких температурах. Многие паяльщики используют эти флюсы только при выполнении проектов, требующих пайки волной припоя, за которой сразу же следует полная очистка для удаления остатков флюса с печатной платы. Использование проволочного припоя и водорастворимого флюса для подкраски и доработки по-прежнему ускорит выход наконечника из строя.
Использование проволочного припоя и водорастворимого флюса для подкраски и доработки по-прежнему ускорит выход наконечника из строя.
Другой тип флюса, флюс без очистки, предназначен только для пайки деталей, которые практически не требуют очистки. Это очень мягкое очищающее действие обычно недостаточно тщательно для удаления окисления с жала паяльника. Сильно окисленный наконечник будет легко заметить по «выгоранию» — появлению черного или коричневого налета.
Лужение наконечников
Вы должны лужить наконечники до и после каждого сеанса пайки, а также между пайками через каждые два-три соединения. Вы хотите, чтобы ваш наконечник всегда был консервированным, с первого раза, когда вы его используете, и до момента, когда вы его выбросите. Когда вы лужите наконечник, вы покрываете его тонким слоем припоя.
Лужение предотвращает окисление наконечников, создавая защитный слой между воздухом и железом. Крайне важно, чтобы ваш наконечник был луженым, так как железо быстро окисляется. Окисление препятствует эффективной передаче тепла наконечником. Предотвращение окисления путем лужения продлевает срок службы наконечников.
Окисление препятствует эффективной передаче тепла наконечником. Предотвращение окисления путем лужения продлевает срок службы наконечников.
Оловянные наконечники также облегчают пайку. Это помогает вашей проволоке припоя плавиться и лучше течь, облегчая пайку. Покрытие создает тепловой мост между наконечником и припаиваемой деталью, что повышает эффективность теплопередачи.
Чтобы залудить наконечник, выполните следующие действия. Во-первых, очистите наконечник. Затем нанесите на наконечник свежий припой. Используйте небольшое количество – достаточно, чтобы полностью покрыть его. Наконечник должен по-прежнему казаться блестящим.
Если вы только начинаете свою сессию, начинайте паять, как только закончите лужение жала. На протяжении всего проекта очищайте, а затем залуживайте наконечник после каждых нескольких соединений. Если вы лужите наконечник после завершения проекта, снова ненадолго протрите наконечник после лужения, а затем выключите утюг и уберите его.
Повторная активация ваших советов
Если наконечник окислится, он станет темным, и вы не сможете его залудить. Чтобы решить эту проблему, вы можете использовать активатор наконечника, чтобы повторно активировать или повторно смочить его.
Чтобы повторно активировать наконечник, окуните его в пастообразное вещество-активатор и перемещайте, пока он снова не начнет блестеть. Мелкие абразивы и добавки в активаторе разрушают и удаляют оксидный слой.
Как только наконечник станет почти чистым, снимите его с активатора и очистите с помощью латунной или стальной мочалки. Затем немедленно перелужите. Промывка наконечника припоем путем повторного лужения удалит все оставшиеся загрязнения. Затем очистите его и снова залудите. После этого вы сможете без проблем пользоваться наконечником.
Советы по хранению
То, как вы храните жала для паяльника, также может повлиять на то, насколько хорошо они будут работать и как долго они прослужат. Соблюдение некоторых простых процедур при хранении насадок может помочь защитить их.
Соблюдение некоторых простых процедур при хранении насадок может помочь защитить их.
При хранении наконечника в течение более короткого периода времени, например, между паяными соединениями во время одного сеанса пайки, храните его в утюге в надежном держателе для утюга. Убедитесь, что он не остается при рабочей температуре, так как это сократит срок службы наконечника. Вы можете хранить многие утюги Weller в режиме ожидания, что позволяет поддерживать более низкую температуру, но при этом быть готовым к использованию.
Если вы храните наконечники в течение длительного периода времени, вы должны очистить и залудить их перед тем, как убрать, что поможет предотвратить их окисление. Дав им остыть, вы также можете хранить их в герметичном контейнере, например, в сумке или футляре, чтобы дополнительно защитить их от окисления, влажности и загрязнения.
При хранении наконечника в утюге ослабьте гайку или винт, удерживающие его на месте, прежде чем убрать утюг. Эта практика предотвратит застревание наконечника, что называется заеданием.
Замена жал
Компания Weller стремится упростить снятие, замену и повторную установку жал для паяльника, и научиться этому не займет много времени. Например, с паяльной станцией WE 1010 вы можете вручную менять жала без каких-либо дополнительных инструментов.
Вставляя наконечники, всегда следите за тем, чтобы они правильно располагались в стволе. Вы можете слегка ослабить винт или гайку, которыми крепится наконечник, чтобы предотвратить его заедание. Многие модели Weller имеют вкладыш из нержавеющей стали в отверстие датчика в основании наконечника, чтобы предотвратить заедание наконечника датчиком.
Переработка ваших наконечников
Когда вы используете высококачественные продукты и правильно за ними ухаживаете, они могут прослужить необычайно долго. Однако со временем наконечники изнашиваются. Weller упрощает утилизацию ваших насадок экологически безопасным и экономичным способом и даже предлагает ваучер, который вы можете потратить на следующую покупку насадок Weller, если отправите использованные насадки в компанию для переработки.
Кредит(ы)
| Тел.: | +27 11 704 3020 |
| Факс: | 086 555 0111 |
| Электронная почта: | [электронная почта защищена] |
| www: | www.ama-sa.co.za |
| Артикул: | Дополнительная информация и статьи об Allan McKinnon & Associates |
Поделиться этой статьей:
Дополнительная литература:
Эксперт по индию представит технологии высоконадежных сплавов
Техмет
Производство / Производственные технологии, оборудование и услуги
: Indium Corporation поделится своими отраслевыми знаниями и опытом по таким темам, как высокотемпературные бессвинцовые паяльные пасты для дискретных источников питания и низкотемпературные паяльные пасты для корпусов на уровне пластин.
Подробнее…
Altium Designer 22.7 выпущен
EDA Technologies
Производство / Производственные технологии, аппаратное обеспечение и услуги
Компания Altium выпустила версию 22.7 программного обеспечения Altium Designer для создания схем и компоновки печатных плат, которое фокусируется на функциях комментирования и безопасного управления репозиторием.
Подробнее…
Новый Voltera V-One от Omnigo открывает мир инноваций
Omnigo
Производство / Производственные технологии, аппаратное обеспечение и услуги
Voltera V-One — это комплексное решение для изготовления плат, которое полностью обеспечивает безопасность цикла разработки компании и интеллектуальную собственность.
Подробнее…
Вебинар: мифы об уборке и факты
MyKay Tronics
Производство / Производственные технологии, оборудование и услуги
Присоединяйтесь к Aqueous Technologies для участия в информативной некоммерческой презентации, в которой будут развеяны некоторые распространенные мифы об очистке.
Подробнее…
Покрытие разъема: что работает, а что нет
Spectrum Concepts
Производство / Производственные технологии, аппаратное обеспечение и услуги
Покрытие разъема имеет решающее значение. Это влияет на срок службы и качество клеммы или розетки; это влияет на коррозионную стойкость, проводимость, паяемость и, конечно же, на стоимость.
Подробнее…
Веб-семинар: основы соединения флип-чипов
Techmet
Производство / Производственные технологии, аппаратное обеспечение и услуги
Будут затронуты распространенные виды отказов при сборке флип-чипов, а также то, как достижения в области материалов позволили и будут продолжать продвигать новые технологии в соединении флип-чипов.
Подробнее…
Многофункциональный принтер для дизайнеров и преподавателей
Zetech One
Производство / Производственные технологии, оборудование и услуги
Производители печатных плат и преподаватели теперь могут легко сэкономить время и деньги с помощью настольного принтера печатных плат Voltera V-One, который позволяет быстро создавать макеты печатных плат.
