Пайка железа латунью: как и чем паять латунь
Содержание
все для сварки. Вопросы и ответы по сварке. Вопрос №74.
Расскажите, пожалуйста, о технологии газопламенной пайки.
При пайке основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая значительно ниже температуры плавления основного металла. Такая особенность процесса позволяет использовать пайку для получения прочноплотных соединений не только однородных, но и разнородных металлов. Успешно паяют чугун, углеродистую и легированную стали, медь и ее сплавы, никель, алюминий и большинство конструкционных металлов и сплавов.
Различают два основных вида пайки: высокотемпературную и низкотемпературную. В первом случае применяют припои с температурой плавления выше 550 °С, а во втором — ниже 550 °С.
Высокотемпературную газопламенную пайку выполняют стандартными горелками, работающими на смеси горючего газа с кислородом. В качестве горючего газа можно использовать как ацетилен, так и пропан–бутан, газ МАФ и др.
Низкотемпературную пайку можно выполнять как с использованием газовоздушных горелок, так и промышленных электрических фенов.
Решающее влияние на качество пайки оказывает состав припоя и флюса, тип соединения и техника пайки.
Припои. Как правило, при низкотемпературной пайке используют припои с температурой плавления до 350–400 °С, а при высокотемпературной — выше 650 °С.
Для низкотемпературной пайки наибольшее применение находят оловянисто–свинцовые припои (табл. 1), а для высокотемпературной — серебряные, медно–цинковые и медно–фосфоритовые припои (табл. 2).
Таблица 1. Припои для низкотемпературной пайки
| |||||||||||||||||||||||||||
Таблица 2. Припои для высокотемпературной пайки
Припои для высокотемпературной пайки
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка. Медно–цинковые припои используют преимущественно для пайки стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой ЛОК62–06–04.
Медно–фосфористые припои являются заменителями припоев на основе дефицитного серебра и низкотемпературных припоев при пайке меди, латуни и бронзы. При пайке меди эти припои не требуют флюса, однако из–за хрупкости соединений, выполненных с применением медно–фосфористых припоев, их нельзя использовать в конструкциях, работающих при ударных нагрузках.
Большинство припоев выпускают в виде прутков, проволоки, порошков или полос. Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Флюсы. Назначение флюса: предохранить припой и основной металл от окисления; растворить оксиды, образующиеся в процессе пайки; способствовать смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения. Состав некоторых промышленных флюсов для низко– и высокотемпературной пайки приведен в табл. 3 и 4.
Таблица 3. Флюсы для низкотемпературной пайки
|
Таблица 4.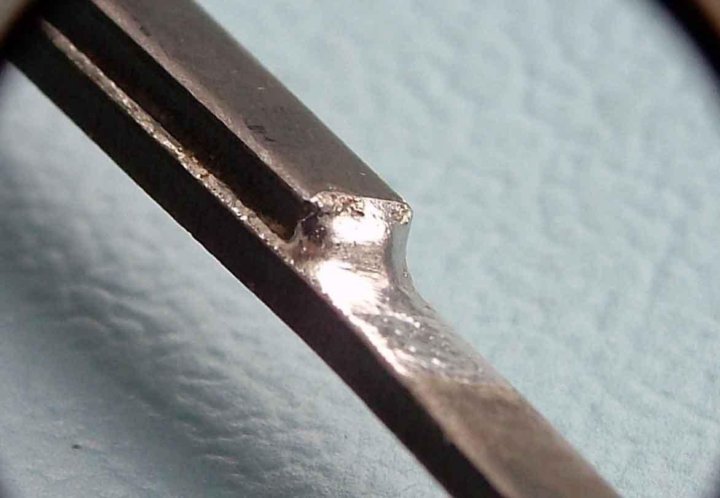 Флюсы для высокотемпературной пайки
Флюсы для высокотемпературной пайки
|
Конструкция паяных соединений. Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
а — стыковые; б — нахлесточные; в — с отбортовкой; г — втулочные; д — специальные
 2. Вид трубчатых соединений
2. Вид трубчатых соединенийТавровые соединения при пайке применяют очень редко. Пайку широко используют при получении трубчатых соединений (рис. 2): а, б — когда допускается увеличение наружного диаметра трубы; в и г — при необходимости его сохранения. Зазор между соединяемыми деталями при пайке должен быть минимальным для улучшения заполнения его расплавленным припоем под действием капиллярных сил. Рекомендуемые зазоры в деталях, изготовленных механической обработкой или штамповкой, приведены в табл. 5.
Таблица 5. Рекомендуемые зазоры при газопламенной пайке металлов
| |||||||||||||||||||||||||||
Техника пайки. При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
Высокотемпературную пайку выполняют газовым пламенем нормального состава. Возможен небольшой избыток горючего. Удельная мощность пламени (по ацетилену), л/(ч·мм): для углеродистой стали — 100–200, нержавеющей — не более 70, меди — 150–200, латуни — 100–120. При использовании газов–заменителей необходимо учитывать коэффициент замены для соответствующего газа и расход кислорода, обеспечивающий нормальное пламя. Детали нагревают факелом пламени — зоной, находящейся на расстоянии 20–30 мм от ядра. Это не допускает перегрева металла. Пламя следует всегда направлять на деталь, имеющую наибольшую толщину и теплопроводность (при пайке разнородных металлов).
Диаметр или ширину припоя (при использовании полос) выбирают из расчета, что они должны быть равны 1–3 толщины наиболее тонкого элемента спаиваемых деталей. Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Таблица 6. Последовательность операций и техника высокотемпературной пайки газовым пламенем
|
 Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении)
Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении) Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
|
Вернуться в раздел Вопросы и ответы.
Какие металлы можно паять
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла. Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Пайка стали, меди, алюминия, нержавейки, оцинковки
- Технология пайки
- Пайка латунью или сварка?
- Пайка железа с помощью оловянного припоя
- Форум самодельщиков: как паять металл — Форум самодельщиков
- Как правильно паять металл
- Как к стали припаять олово?
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Пайка металлов проволокой для алюминия с Aliexpress
Пайка стали, меди, алюминия, нержавейки, оцинковки
Процесс пайки — это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные железо , между собой могут быть спаяны.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй — это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем. В этой технологии обязательно применяется флюс для пайки.
Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование. Пайка жести тонкого листового железа является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести тонкого листового железа является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС, флюс, паяльник и шило. Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно.
То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту. Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт.
Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях. Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой. Два куска листового железа подносят друг к другу на расстояние 0,3 мм.
Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой. Два куска листового железа подносят друг к другу на расстояние 0,3 мм.
Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть. Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения. При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа. Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается.
Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата. Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов. В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа листового и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий. В остальном процесс проводится точно также.
Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали. Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение соответственно.
Соотношение соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки. А в качестве флюса используют соляную кислоту и вазелин стеарин. В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Пайка железа оловом — процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно. При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало.
Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа. Главная Пайка Технологии пайки Пайка железа с помощью оловянного припоя. Содержание 1 Три технологии 2 Пайка листов жести 3 Последовательность действий 4 Особенности работы с оцинкованными изделиями 5 Техника безопасности. Оценка статьи:. Пока оценок нет. Секреты пайки автопластика Тонкости ювелирной пайки Разнообразие видов пайки Для чего и как лудят металл.
Главная Пайка Технологии пайки Пайка железа с помощью оловянного припоя. Содержание 1 Три технологии 2 Пайка листов жести 3 Последовательность действий 4 Особенности работы с оцинкованными изделиями 5 Техника безопасности. Оценка статьи:. Пока оценок нет. Секреты пайки автопластика Тонкости ювелирной пайки Разнообразие видов пайки Для чего и как лудят металл.
Технология пайки
Данная операция производится паяльником. Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение. Прочность соединения во многом зависит от смачиваемости припоем соединяемых поверхностей. Для удаления загрязнений, понижения поверхностного натяжения и улучшения растекания припоя применяют флюсы или ультразвуковые методы активации поверхности. При пайке неметаллических поверхностей керамики, стекла или легкоплавкими припоями химические флюсы не помогают смачиванию, поэтому применяют ультразвуковую активацию поверхности.
При пайке неметаллических поверхностей керамики, стекла или легкоплавкими припоями химические флюсы не помогают смачиванию, поэтому применяют ультразвуковую активацию поверхности.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и.
Пайка латунью или сварка?
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: dshubin , 13 декабря в Пайка. Полученную конструкцию припаять к пластине 80хх2 мм перпендикулярно пластине ближе к ее краю. В магазине сказал, посыпьте бурой, далее нагрейте и внесите прутик медно-фосфорного припоя В итоге как это в реальности выглядит? То что остается вроде бы плавится и такое впечатление, что сгорает, хотя может так кажется. Далее прутки разогреваются до красна, вношу припой прутик и
Пайка железа с помощью оловянного припоя
В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала — припоя.
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала — припоя.
Паять металлические изделия люди научились очень давно, как только освоили плавку олова и свинца. Сейчас пайка — обычное дело.
Форум самодельщиков: как паять металл — Форум самодельщиков
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично — электрическим или газовым. Здесь будет рассмотрено как паять припоем ПОС сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя. Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее — сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок. Давайте сразу про флюс.
Давайте сразу про флюс.
Как правильно паять металл
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия. Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы. Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали.
Рассмотрим подробнее методы пайки разных металлов. Спаять два элемента из алюминия можно, если использовать особый флюс.
Как к стали припаять олово?
Вернуться назад 1 2 3 4 5. Установите галочку:. Комментарии 7.
Как паять? Он плавит свинец и блестящее олово. Он варит лекарства в походной аптеке Больной сковородке, кастрюле-калеке. Родари, перевод С. Маршака Как только люди научились плавить олово и свинец, появилось ремесло лудильщика, который занимается пайкой металлических изделий. Сейчас пайка обыденное дело и для домашнего мастера, и для любого специалиста-«технаря».
Он варит лекарства в походной аптеке Больной сковородке, кастрюле-калеке. Родари, перевод С. Маршака Как только люди научились плавить олово и свинец, появилось ремесло лудильщика, который занимается пайкой металлических изделий. Сейчас пайка обыденное дело и для домашнего мастера, и для любого специалиста-«технаря».
Однозначного ответа не будет. Выбор, каким способом паять, зависит от того, какие размеры и масса у деталей, которые нужно соединить.
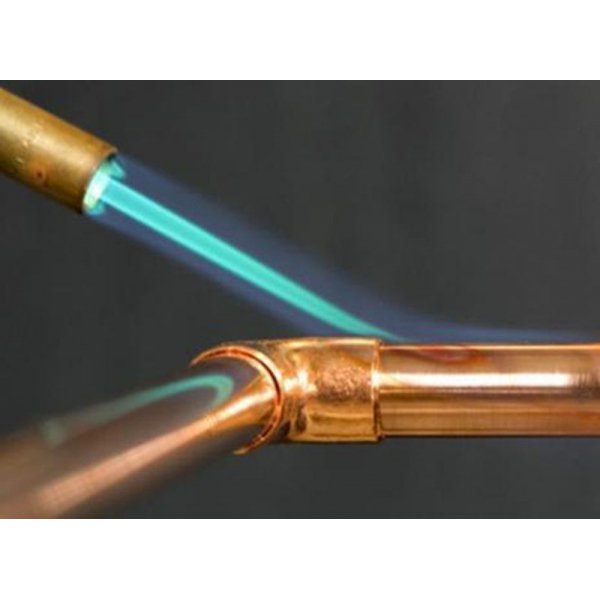
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии — пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать. Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой.
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Флюс | Компания ООО «Скат»
Каждый, кто занимается пайкой или продаёт оборудование и сырьё для пайки знает!
Для получения прочного паяного соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке.
Для этого существуют Флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения.
Компания ООО Скат как производитель Флюсов для низкотемпературной пайки разделяет их по агрессивности компонентов:
- Активные
- Не активные
Активные — Флюсы, состоящие из кислот, и требующих промывки после пайки. Обычно, данная группа флюсов применяется для удаления агрессивных веществ с паяемых элементов.
Обычно, данная группа флюсов применяется для удаления агрессивных веществ с паяемых элементов.
Название | Химия | Содердание |
Паяльная кислотаКислота применяется для пайки углеродистых сталей, меди, никеля и их сплавов. Представляет собой водный раствор хлорида цинка (15-40%). В практике радиомонтажника не применяется, так как вызывает коррозию спая и разрушение изоляции проводов. | ||
| Цинк хлористый | 40% | |
| Соляная кислота | 1% | |
| Вода дистилитрованная | 59% | |
Флюс на основе бензольной кислоты— | ||
| Кислота бензольная | 3,5% | |
| Спирт этиловый | 95% | |
| Триэтаноламин | 1,5% | |
ЛТИ-120Флюс радиомонтажный, нейтральный. Пайка — железо, нержавеющий металл, сталь, медь, бронза, цинк, нихром, никель, серебро. Не требует вентиляции. Остатки флюса смывать не обезательно, при желании легко смываются спиртом. Ацетоном и т.п. | ||
| Спирт этиловый | 63-74% | |
| Канифоль | 20-25% | |
| Диэтиламин солянокислый | 3-5% | |
| Триэтаноламин | 1-2% | |
Флюс на основе спирта этилового с добавлением цинка хлористого— | ||
| Цинк хлористый | 15% | |
| Спирт этиловый | 60% | |
| Вода дистилитрованная | 25% | |
Жир паяльныйПрименяется в качестве флюса при пайке мягкоплавкими припоями медно-алюминевых соединений. | ||
| Вазелин | 65% | |
| Хлористый цинк | 25% | |
| Хлористый аммоний | 3% | |
| Вода | 12% | |
Флюс ПВ209ХПайка меди, серебра, стали, медно-серебряных или никелевых сплавов | ||
| Бор | 12,3%-13,3% | |
| Фтор | 26,7%-28,5% | |
| Калий | 33,5%-36,4% | |
| Кислород | 21,8%-27,5% | |
Флюс ФАППрименяется для пайки медных труб в системе отопления | ||
| Хлорид амония | 10%-30% | |
| Вазелин | 70%-90% |
Не активные — Флюсы на основе органических веществ – соединения образующие защитную плёнку, покрывающую контакты.
Название | Химия | Содердание |
ЛТИ-1Флюс радиомонтажный, нейтральный. Применяется для пайки деталей из медных сплавов без предворительной зачистки, а так же для пайки железа, меди, латуни, бронзы,нихрома, серебра. Не требует смыва после пайки. | ||
| Спирт этиловый | 70% | |
| Канифоль | 30% | |
Х32-10и— | ||
| Пропанол-2 | 90% | |
| Адипиновая кислота | 5% | |
| Пропилен гликоль | 5% | |
ВТСФлюс ВТС применяется для пайки меди, латуни, бронзы, константана, серебра, платины и сплавов платиновой группы. Этот флюс особенно удобен для пайки электромонтажных соединений, так как он обеспечивает’ чистоту и надежность пайки и не вызывает коррозии, даже если остается в местах пайки. | ||
| Вазелин | 65% | |
| Солициловая кислота | 6,5% | |
| Триэтанол амон | 6,5% | |
| Спирт этиловый | 22% | |
КанифольФлюс радиомонтажный, нейтральный. Применяется для пайки деталей из медных сплавов латуни и бронзы. Не требует смыва после пайки. | ||
| Канифоль | 100% |

Производство наших флюсов соответствует ГОСТ 19250-73, а техническая база позволяет произвести флюс по индивидуальному запросу заказчика в кротчайшие сроки.
Наработанный технологический процесс позволяет значительно снизить издержки по производству Нашей продукции, сохранив при этом объём производства, необходимый для обеспечения потребностей крупных предприятий.
Латунный шарик для чистки паяльного жала Yihua
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Перейти к кассе
Общая стоимость
$0.00
Корзина
0
хотите БЕСПЛАТНУЮ доставку? Нажмите здесь, чтобы узнать больше!
{{/findAutocomplete}}
Артикул:
{{артикул}}
{{#isFreeshippingEnabled}}
Бесплатная доставка соответствующих требованиям заказов
{{/isFreeshippingEnabled}}
{{#isDiscountFlag1Enabled}}
{{/isDiscountFlag1Enabled}}
{{#isDiscountFlag2Enabled}}
{{/isDiscountFlag2Enabled}}
{{#isDiscountFlag3Enabled}}
{{/isDiscountFlag3Enabled}}
{{#isDiscountFlag4Enabled}}
{{/isDiscountFlag4Enabled}}
{{#isDiscountFlag5Enabled}}
{{/isDiscountFlag5Enabled}}
{{#isDiscountFlag6Enabled}}
{{/isDiscountFlag6Enabled}}
{{#isDiscountFlag7Enabled}}
{{/isDiscountFlag7Enabled}}
{{#isDiscountFlag8Enabled}}
{{/isDiscountFlag8Enabled}}
{{#isDiscountFlag9Enabled}}
{{/isDiscountFlag9запрещено}}
Посмотреть детали
{{/запрещено}}
{{/is_combo_product}}
{{#запрещено}}
К сожалению, этот продукт недоступен в вашей стране
{{/запрещено}}
{{#hbk_price. stock_2_group_0_original_formated}}
stock_2_group_0_original_formated}}
{{hbk_price.stock_2_group_0_original_formated_label}}
{{hbk_price.stock_2_group_0_original_formated}}
{{/hbk_price.stock_2_group_0_original_formated}}
{{#is_combo_product}}
{{hbk_price.stock_2_group_0_combo_price_label}}
{{/is_combo_product}}
{{hbk_price.stock_2_group_0_formated}}
{{#hbk_price.stock_2_group_0_original_formated}}
{{hbk_price.stock_2_group_0_you_save_formated_label}}
{{hbk_price.stock_2_group_0_you_save_formated}}
{{/hbk_price.stock_2_group_0_original_formated}}
Паяльник | Очиститель латунных наконечников
Добро пожаловать на наш сайт. Если вы продолжаете просматривать и использовать этот веб-сайт, вы соглашаетесь соблюдать и соблюдать следующие условия использования, которые вместе с нашей политикой конфиденциальности регулируют отношения Tradeflame с вами в отношении этого веб-сайта. Если вы не согласны с какой-либо частью этих условий, пожалуйста, не используйте наш веб-сайт.
Если вы не согласны с какой-либо частью этих условий, пожалуйста, не используйте наш веб-сайт.
Термин «Tradeflame» или «нас» или «мы» относится к владельцу веб-сайта, зарегистрированному по адресу 348 Cooper Street Epping VIC 3076. Наш ABN — 9.1068678599. Термин «вы» относится к пользователю или зрителю нашего веб-сайта.
Использование этого веб-сайта регулируется следующими условиями использования:
- Содержание страниц этого веб-сайта предназначено только для вашего общего ознакомления и использования. Он может быть изменен без предварительного уведомления.
- Ни мы, ни какие-либо третьи лица не дают никаких гарантий в отношении точности, своевременности, производительности, полноты или пригодности информации и материалов, найденных или предлагаемых на этом веб-сайте, для какой-либо конкретной цели. Вы признаете, что такая информация и материалы могут содержать неточности или ошибки, и мы прямо исключаем ответственность за любые такие неточности или ошибки в максимально разрешенной законом степени.

- Вы используете любую информацию или материалы на этом веб-сайте исключительно на свой страх и риск, за который мы не несем ответственности. Вы несете личную ответственность за то, чтобы любые продукты, услуги или информация, доступные на этом веб-сайте, соответствовали вашим конкретным требованиям.
- Этот веб-сайт содержит материалы, которые принадлежат нам или лицензированы для нас. Этот материал включает, помимо прочего, дизайн, компоновку, вид, внешний вид и графику. Воспроизведение запрещено, кроме как в соответствии с уведомлением об авторских правах, которое является частью этих условий.
- Все товарные знаки, воспроизведенные на этом веб-сайте, которые не являются собственностью оператора или лицензии на него, признаются на веб-сайте.
- Несанкционированное использование данного веб-сайта может привести к иску о возмещении ущерба и/или стать уголовным преступлением.
- Время от времени этот веб-сайт может также содержать ссылки на другие веб-сайты.
 Эти ссылки предоставлены для вашего удобства, чтобы предоставить дополнительную информацию. Они не означают, что мы поддерживаем веб-сайт(ы). Мы не несем ответственности за содержание связанных веб-сайтов.
Эти ссылки предоставлены для вашего удобства, чтобы предоставить дополнительную информацию. Они не означают, что мы поддерживаем веб-сайт(ы). Мы не несем ответственности за содержание связанных веб-сайтов. - Использование вами этого веб-сайта и любые споры, возникающие в связи с таким использованием веб-сайта, регулируются законами Австралии.
ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ
Adventure Operations Australia Pty Ltd
1. Мы уважаем вашу конфиденциальность
1.900. Adventure Operations Australia Pty Ltd уважает ваше право на неприкосновенность частной жизни и обязуется защищать конфиденциальность наших клиентов и посетителей веб-сайта. Мы придерживаемся принципов конфиденциальности Австралии, содержащихся в Законе о конфиденциальности 19.88 (Кт). Эта политика устанавливает, как мы собираем и обрабатываем вашу личную информацию.
1. 2. «Личная информация» — это хранящаяся у нас информация, которая идентифицируется как относящаяся к вам.
2. «Личная информация» — это хранящаяся у нас информация, которая идентифицируется как относящаяся к вам.
2. Сбор личной информации
2.1. Adventure Operations Australia Pty Ltd будет время от времени получать и хранить личную информацию, которую вы вводите на нашем веб-сайте, предоставляемую нам напрямую или в других формах.
2.2. Вы можете предоставить основную информацию, такую как ваше имя, номер телефона, адрес и адрес электронной почты, чтобы мы могли отправлять информацию, предоставлять обновления и обрабатывать ваш заказ на продукт или услугу. Мы можем собирать дополнительную информацию в другое время, включая, помимо прочего, когда вы предоставляете отзыв, когда вы предоставляете информацию о своих личных или деловых делах, изменяете свой контент или предпочтения электронной почты, отвечаете на опросы и / или рекламные акции, предоставляете финансовые или кредитные данные. информацию о карте или свяжитесь с нашей службой поддержки.
информацию о карте или свяжитесь с нашей службой поддержки.
2.3. Кроме того, мы можем собирать любую другую информацию, которую вы предоставляете во время взаимодействия с нами.
3. Как мы собираем вашу личную информацию
3.1. Adventure Operations Australia Pty Ltd собирает личную информацию от вас различными способами, в том числе когда вы взаимодействуете с нами в электронном виде или лично, когда вы заходите на наш веб-сайт и когда мы предоставляем вам наши услуги. Мы можем получать личную информацию от третьих лиц. Если мы это сделаем, мы будем защищать его, как указано в настоящей Политике конфиденциальности.
4. Использование вашей личной информации
4.1. Adventure Operations Australia Pty Ltd может использовать личную информацию, полученную от вас, для предоставления вам информации, обновлений и наших услуг. Мы также можем информировать вас о новых и дополнительных продуктах, услугах и возможностях, доступных для вас. Мы можем использовать вашу личную информацию для улучшения наших продуктов и услуг и лучшего понимания ваших потребностей.
Мы также можем информировать вас о новых и дополнительных продуктах, услугах и возможностях, доступных для вас. Мы можем использовать вашу личную информацию для улучшения наших продуктов и услуг и лучшего понимания ваших потребностей.
4.2. Adventure Operations Australia Pty Ltd может связаться с вами с помощью различных средств, включая, помимо прочего, телефон, электронную почту, смс или почту.
5. Раскрытие вашей личной информации
5.1. Мы можем раскрывать вашу личную информацию любому из наших сотрудников, должностных лиц, страховщиков, профессиональных консультантов, агентов, поставщиков или субподрядчиков в той мере, в какой это разумно необходимо для целей, изложенных в настоящей Политике. Личная информация предоставляется третьей стороне только тогда, когда это требуется для предоставления наших услуг.
5.2. Время от времени нам может потребоваться раскрывать личную информацию для соблюдения правовых требований, таких как закон, постановление, постановление суда, повестка в суд, ордер, в ходе судебного разбирательства или в ответ на запрос правоохранительных органов.
5.3. Мы также можем использовать вашу личную информацию для защиты авторских прав, товарных знаков, законных прав, собственности или безопасности Adventure Operations Australia Pty Ltd, www.adventurecompetitions.com.au, ее клиентов или третьих лиц.
5.4. Информация, которую мы собираем, может время от времени храниться, обрабатываться или передаваться между сторонами, находящимися в странах за пределами Австралии.
5.5. В случае смены контроля над нашим бизнесом или продажи или передачи бизнес-активов мы оставляем за собой право передать в той степени, в которой это разрешено законом, наши базы данных пользователей вместе с любой личной информацией и информацией неличного характера, содержащейся в этих базах данных. . Эта информация может быть раскрыта потенциальному покупателю в соответствии с соглашением о сохранении конфиденциальности. Мы будем стремиться раскрывать информацию только добросовестно и в тех случаях, когда это требуется любым из вышеуказанных обстоятельств.
5.6. Предоставляя нам личную информацию, вы соглашаетесь с условиями настоящей Политики конфиденциальности и типами раскрытия информации, предусмотренными настоящей Политикой. Когда мы раскрываем вашу личную информацию третьим лицам, мы требуем, чтобы третья сторона соблюдала настоящую Политику в отношении обработки вашей личной информации.
6. Безопасность вашей личной информации
6.1. Adventure Operations Australia Pty Ltd стремится обеспечить безопасность информации, которую вы нам предоставляете. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации и ее защиты от неправомерного использования, вмешательства, потери и несанкционированного доступа, изменения и раскрытия.
6.2. Передача и обмен информацией осуществляется на ваш страх и риск. Мы не можем гарантировать безопасность любой информации, которую вы передаете нам или получаете от нас. Хотя мы принимаем меры для защиты от несанкционированного раскрытия информации, мы не можем гарантировать вам, что личная информация, которую мы собираем, не будет раскрыта способом, несовместимым с настоящей Политикой конфиденциальности.
Мы не можем гарантировать безопасность любой информации, которую вы передаете нам или получаете от нас. Хотя мы принимаем меры для защиты от несанкционированного раскрытия информации, мы не можем гарантировать вам, что личная информация, которую мы собираем, не будет раскрыта способом, несовместимым с настоящей Политикой конфиденциальности.
7. Доступ к вашей личной информации
7.1. Вы можете запросить подробную информацию о вас, которую мы храним, в соответствии с положениями Закона о конфиденциальности 1988 года (Cth). За предоставление информации может взиматься небольшая административная плата. Если вы хотите получить копию имеющейся у нас информации о вас или считаете, что какая-либо информация о вас, которой мы располагаем, является неточной, устаревшей, неполной, неактуальной или вводящей в заблуждение, напишите нам по адресу [email protected].
7.2. Мы оставляем за собой право отказать в предоставлении вам имеющейся у нас информации о вас при определенных обстоятельствах, изложенных в Законе о конфиденциальности.
8. Жалобы на конфиденциальность
8.1. Если у вас есть какие-либо жалобы на наши методы обеспечения конфиденциальности, пожалуйста, не стесняйтесь присылать подробные сведения о ваших жалобах по адресу 71 Charles Ulm Place, Eagle Farm QLD, Australia, Eagle Farm, Queensland, 4009. Мы очень серьезно относимся к жалобам и ответим в ближайшее время. получение письменного уведомления о вашей жалобе.
9. Изменения в Политике конфиденциальности
9.1. Имейте в виду, что мы можем изменить эту Политику конфиденциальности в будущем. Мы можем изменить настоящую Политику в любое время по нашему собственному усмотрению, и все изменения вступят в силу немедленно после их публикации на нашем веб-сайте или доске объявлений. Пожалуйста, проверяйте время от времени нашу Политику конфиденциальности.
10. Веб-сайт
10.1 . Когда вы посещаете наш веб-сайт
Когда вы заходите на наш веб-сайт (www. adventurecompetitions.com.au), мы можем собирать определенную информацию, такую как тип браузера, операционная система, веб-сайт, который вы посетили непосредственно перед посещением нашего сайта, и т. д. Эта информация используется в агрегированном виде для анализа того, как люди используют наш сайт, чтобы мы могли улучшить наш сервис.
adventurecompetitions.com.au), мы можем собирать определенную информацию, такую как тип браузера, операционная система, веб-сайт, который вы посетили непосредственно перед посещением нашего сайта, и т. д. Эта информация используется в агрегированном виде для анализа того, как люди используют наш сайт, чтобы мы могли улучшить наш сервис.
10.2. Файлы cookie
Время от времени мы можем использовать файлы cookie на нашем веб-сайте. Файлы cookie — это очень маленькие файлы, которые веб-сайт использует для идентификации вас, когда вы возвращаетесь на сайт, и для хранения сведений об использовании вами сайта. Файлы cookie не являются вредоносными программами, которые получают доступ к вашему компьютеру или наносят ему ущерб. Большинство веб-браузеров автоматически принимают файлы cookie, но вы можете отказаться от файлов cookie, изменив настройки браузера. Однако это может помешать вам в полной мере воспользоваться нашим веб-сайтом. Наш веб-сайт может время от времени использовать файлы cookie для анализа посещаемости веб-сайта и повышения качества обслуживания посетителей веб-сайта. Кроме того, файлы cookie могут использоваться для показа релевантной рекламы посетителям веб-сайта через сторонние службы, такие как Google Adwords. Эти объявления могут появляться на этом веб-сайте или на других веб-сайтах, которые вы посещаете.
Кроме того, файлы cookie могут использоваться для показа релевантной рекламы посетителям веб-сайта через сторонние службы, такие как Google Adwords. Эти объявления могут появляться на этом веб-сайте или на других веб-сайтах, которые вы посещаете.
10.3. Сторонние сайты
Наш сайт может время от времени иметь ссылки на другие сайты, которые не принадлежат нам и не контролируются нами. Эти ссылки предназначены только для вашего удобства. Ссылки на сторонние веб-сайты не являются спонсорством, одобрением или одобрением этих веб-сайтов. Имейте в виду, что Adventure Operations Australia Pty Ltd не несет ответственности за политику конфиденциальности других подобных веб-сайтов. Мы призываем наших пользователей знать, когда они покидают наш веб-сайт, чтобы прочитать заявления о конфиденциальности каждого веб-сайта, который собирает личную информацию.
СР-459 | Очиститель жала паяльника
Дом
Специальные предложения
новые продукты
Моя тележка
Поиск
Описание
Часть #
Артикул: СР-459
Сменная латунная стружка для очистителя жала SR-460. Революционно новый метод очистки наконечников. В этой безводной системе для удаления излишков припоя используется мелкая латунная стружка. Окислы и другие загрязнения безопасно удаляются с любого паяльного жала, не повреждая покрытие жала. Предотвращает перепады температуры, характерные для обычных установок с губкой и водой.
Революционно новый метод очистки наконечников. В этой безводной системе для удаления излишков припоя используется мелкая латунная стружка. Окислы и другие загрязнения безопасно удаляются с любого паяльного жала, не повреждая покрытие жала. Предотвращает перепады температуры, характерные для обычных установок с губкой и водой.
Features:
- Made of low abrasive brass shavings
- No temperature drops
- Cleans better than conventional sponges
- No more messy wet sponges
| Pricing | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||
 США
США | Аксессуары и сопутствующие товары | |||||
|---|---|---|---|---|---|
СР-460 | Держатель очистителя наконечника | 10,57 долларов США | По желанию | ||
СТВ-60 | Пинцет для SX-500 и SX-500D | 65,32 долларов США | По желанию | ||
Заказывайте включенные позиции, ТОЛЬКО если вам требуется дополнительное количество.  | |||||
