Паспорт станка 16к20ф3: 16К20Ф3 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Содержание
Паспорт 16К20Ф3 Патронно-цифровой токарный станок с ЧПУ (Москва)
Наименование издания:
Книга 1: Руководство и паспорт к станку (16К20Ф3.000.000РЭ) — 102 Страницы
Книга 2: Электрооборудование станка (16К20Ф.000.000РЭ1) — 124 Страницы
Выпуск издания: Московский станкостроительный завод
Год выпуска издания: 1976
Кол-во книг (папок): 2
Кол-во страниц: 226
Стоимость: Договорная
Описание: Полный комплект документации
Книга 1: Руководство и паспорт к станку (16К20Ф3.000.000РЭ)
Содержание:
1. Введение
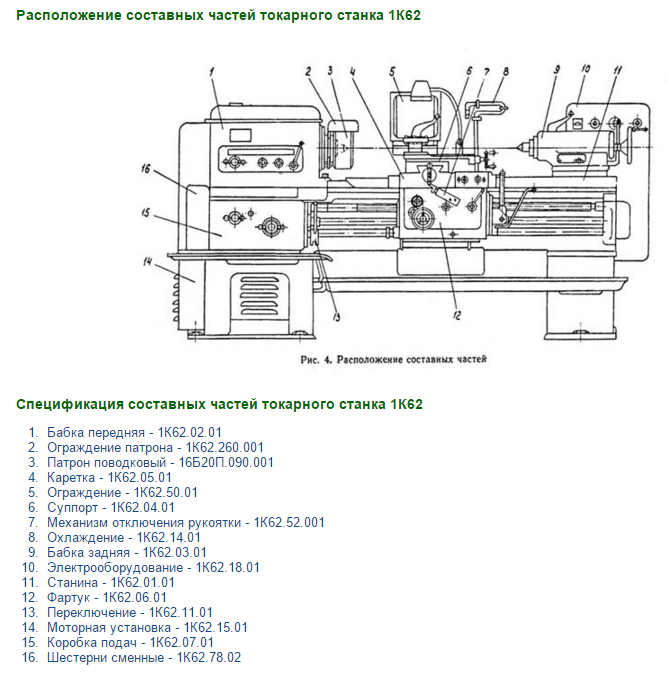
2. Состав станка
— Схема расположения составных частей станка
3. Распаковка и транспортирование
— Схема транспортировки станка
4. Расконсервация станка
5. Установка станка
Установка станка
— Установочный чертёж станка
6. Подготовка станка к пуску
7. Смазка станка
— Схема смазки станка
Общие указания
Карта смазки станка и расход масла и смазочных материалов
Описание системы смазки шпиндельной бабки
Описание системы смазки направляющих каретки и станины
Описание системы смазки автоматической коробки скоростей
Перечень рекомендуемых смазочных материалов
8. Гидрооборудование
— Принципиальная схема гидропривода
Первоначальный пуск гидропривода
Работа гидропривода
Работа гидроусилителей моментов
Обслуживание гидропривода
9. Органы управления станка
— Органы управления расположенные на станке чертёж
10. Пуск станка
— Установка патронов чертёж
11. Указание по установке и использованию патронов
12. Механика станка
13. Описание основных узлов
— Датчик резьбонарезания чертёж
— Привод продольной подачи чертёж
— Привод поперечной подачи чертёж
— Привод продольного перемещения станка чертёж
— Поворотная резцедержка чертёж
— Задняя бабка чертёж
14. Регулирование узлов
Регулирование узлов
— Регулировка натяжения ремней схема
Регулировка натяга в винтовой шариковой паре продольного перемещения
Регулировка натяга в винтовой шариковой паре поперечного перемещения
Регулировка положения бабки задней в поперечном перемещении
Регулировка положения путевых кулачков на продольной и поперечной линейках
15. Кинематическая схема станка
— Кинематическая схема приводов подач станка
16. Схема расположения подшипников на станке
Спецификация подшипников качения
17. Паспорт станка
Общие сведения
Техническая характеристика станка
Характеристика системы числового программного управления
Характеристика электрооборудования
Комплект поставки
Книга 2: Электрооборудование станка (16К20Ф.000.000РЭ1)
1. Общие сведения
2. Первоначальный пуск станка
3. Описание работы электросхемы
4. Блокировка, защита, меры безопасности
Блокировка, защита, меры безопасности
5. Инструкция по эксплуатации электрооборудования станка
6. Перечень технической документации
Схемы электрические:
— Схема электрическая принципиальная токарного станка (16К20Ф.000.000Э3)
Перечень элементов схемы электрической принципиальной (16К20Ф.000.000ПЭ3)
— Схема электрическая соединений токарного станка (16К20Ф.000.000Э4)
— Схема электрическая принципиальная (16К20Ф.290.000Э3)
Перечень элементов схемы электрической принципиальной
— Схема электрическая соединений (16К20Ф.290.000Э4)
Описание станка:
Токарный станок с числовым программным управлением под принятой в промышленной среде классификацией 16К20Ф3 обладает современными особенностями и параметрами. Безусловно, он предназначается для токарной обработки металла посредством вращения, что позволяет реализовать универсальный подход к работе с заготовками из металла цилиндрического типа. Производство станка осуществлял Московский станкозавод, что являлся одним из передовых предприятий, связанных с производственным направлением по станочным позициям, запчастям, деталям и прочей оснастке. Подобные токарные станки активно применялись и применяются в самых разнообразных производственных или промышленных объединениях, предприятиях и прочих технологических участках, так или иначе связанных с реализацией оборудования. При этом, расстояние между центрами, что позволяет обрабатывать ту или иную деталь на станке будет не очень большим. Всего порядка одной тысячи миллиметров в длину, но вместе с этим, эта единица оборудования весьма и весьма универсальна, что определяет его положительные качества в индивидуальном конструкторском подходе. Но этот факт доступен с той особенностью, что станок всё же базируется и обладает общими конструкторскими особенностями с базовой моделью.
Производство станка осуществлял Московский станкозавод, что являлся одним из передовых предприятий, связанных с производственным направлением по станочным позициям, запчастям, деталям и прочей оснастке. Подобные токарные станки активно применялись и применяются в самых разнообразных производственных или промышленных объединениях, предприятиях и прочих технологических участках, так или иначе связанных с реализацией оборудования. При этом, расстояние между центрами, что позволяет обрабатывать ту или иную деталь на станке будет не очень большим. Всего порядка одной тысячи миллиметров в длину, но вместе с этим, эта единица оборудования весьма и весьма универсальна, что определяет его положительные качества в индивидуальном конструкторском подходе. Но этот факт доступен с той особенностью, что станок всё же базируется и обладает общими конструкторскими особенностями с базовой моделью.
Речь идёт о токарном станке 16К20 особенности которого вобрал в себя станок 16К20Ф3. По этой причине, возможности, запчасти и оснастка, конструкторские элементы на этих моделях оборудования одинаковы. Но, как бы то ни было, паспорт станка 16к20ф3 всё же обладает своими индивидуальными особенностями позволяющими эксплуатировать, обслуживать станок при наиболее детальном подходе и конечно, в эффективном ключе. К тому же, подчёркивая его универсальность, стоит отметить, что эту единицу промышленного оборудования можно наделить различными системами или моделями, типами числового программного управления. Здесь всё будет зависеть непосредственно от задач, которые будет решено реализовать на оборудовании в процессе его работы в том или ином предприятии или же учитывая особенности производства. И безусловно, этот немаловажный факт напрямую ещё раз подчёркивает универсальность разработки Московских конструкторов станкозавода. Мы же от себя можем предложить приобрести у нас документацию к представленной станочной модели. Ведь, как известно, кто обладает технической информацией, тот сможет работать на станке в наиболее продуктивном варианте, что зачастую важно.
Но, как бы то ни было, паспорт станка 16к20ф3 всё же обладает своими индивидуальными особенностями позволяющими эксплуатировать, обслуживать станок при наиболее детальном подходе и конечно, в эффективном ключе. К тому же, подчёркивая его универсальность, стоит отметить, что эту единицу промышленного оборудования можно наделить различными системами или моделями, типами числового программного управления. Здесь всё будет зависеть непосредственно от задач, которые будет решено реализовать на оборудовании в процессе его работы в том или ином предприятии или же учитывая особенности производства. И безусловно, этот немаловажный факт напрямую ещё раз подчёркивает универсальность разработки Московских конструкторов станкозавода. Мы же от себя можем предложить приобрести у нас документацию к представленной станочной модели. Ведь, как известно, кто обладает технической информацией, тот сможет работать на станке в наиболее продуктивном варианте, что зачастую важно.
Документация к станку в нашем архиве есть в электронном виде и в хорошем, читаемом качестве, что позволит без труда распечатать её на обычном стационарном принтере или же сделать ксерокопию нужных страниц. При этом, технический паспорт является копией с оригинала и отличается по своему содержанию от базовой модели, в частности паспорт станок винторезный 16к20. Объём документации порядка двухсот листов, которые мы предпочитаем переводить в формат А4, так наиболее удобно задействовать распечатку или ксерокопию. В комплект входят две полноценные книги, это руководство по эксплуатации, что в классическом восприятии содержит все разделы и моменты связанные с механикой, как в теоретической направленности, так и в представленных чертежах различных узлов токарного станка. И вторая часть обладает не менее нужной, а так же востребованной информацией. Она связана с электрооборудованием станка, что подано в теории и конечно практике, которую есть возможность перенести из книги на реальную единицу оборудования. Здесь можно найти несколько электросхем с присущей им спецификацией и конечно изображения их на листах технического издания.
При этом, технический паспорт является копией с оригинала и отличается по своему содержанию от базовой модели, в частности паспорт станок винторезный 16к20. Объём документации порядка двухсот листов, которые мы предпочитаем переводить в формат А4, так наиболее удобно задействовать распечатку или ксерокопию. В комплект входят две полноценные книги, это руководство по эксплуатации, что в классическом восприятии содержит все разделы и моменты связанные с механикой, как в теоретической направленности, так и в представленных чертежах различных узлов токарного станка. И вторая часть обладает не менее нужной, а так же востребованной информацией. Она связана с электрооборудованием станка, что подано в теории и конечно практике, которую есть возможность перенести из книги на реальную единицу оборудования. Здесь можно найти несколько электросхем с присущей им спецификацией и конечно изображения их на листах технического издания.
Паспорта токарного станка 1К62 в Орле
- Главная
- Продажа
- Производственные услуги
- Паспорт токарного станка 1К62
Вы можете очень быстро сравнить цены паспорта токарного станка 1К62 и подобрать оптимальные варианты из более чем 148 предложений
токарный станок 1К62
Состояние: Б/У
продам токарный станок 1К62 в рабочем состоянии
24. 07.2014
07.2014
Орел (Россия)
65 000
Токарный станок с чпу 16К20Ф3, 1989 г.в., чпу 2Р22
Состояние: Б/У Год выпуска: 1980
Токарный станок с ЧПУ 16К20Ф3, 1989 г.в., ЧПУ 2Р22ОБОРУДОВАНИЕ НАХОДИТСЯ В ОРЛЕПОЗВОНИТЕ НАМ СЕЙЧАС! ОТВЕТИМ – СРАЗУ!ПРОВЕРКА НА РАБОТОСПОСОБНОСТЬ – НА…
14.09.2022
Орел (Россия)
375 000
Токарный станок с чпу 16К20Т1, 1989 г.в., чпу нц-3
Состояние: Б/У Год выпуска: 1980
Токарный станок с ЧПУ 16К20Т1, 1989 г.в., ЧПУ НЦ-31ОБОРУДОВАНИЕ НАХОДИТСЯ В ОРЛЕПОЗВОНИТЕ НАМ СЕЙЧАС! ОТВЕТИМ – СРАЗУ!ПРОВЕРКА НА РАБОТОСПОСОБНОСТЬ – НА…
14.09.2022
Орел (Россия)
340 000
Токарный станок ТВ 200
Состояние: Б/У Год выпуска: 1957 Производитель: Россия
Токарный станок по дереву ТВ 200 М, 1957 года. Станок модели ТВ 200 имеет станину с двумя тумбами. Левая бабка станка называется передней бабкой. В передней бабке смонтирован шпиндель станка….
Станок модели ТВ 200 имеет станину с двумя тумбами. Левая бабка станка называется передней бабкой. В передней бабке смонтирован шпиндель станка….
14.10.2020
Орел (Россия)
170 000
Токарный станок 1У61М
Состояние: Б/У Год выпуска: 2006 Производитель: Россия
Продам токарный станок 1У61М. Состояние б.у. Доп фото и цена по запросу.Характеристика1У61МНаибольшая длина обрабатываемой заготовки, мм500Наибольший диаметр обрабатываемой детали, мм:- над…
30.09.2022
Орел (Россия)
80 000
Токарный станок УТ16ПМ
Состояние: Б/У Год выпуска: 1991 Производитель: Россия
Станок в полной комплектности. Стоял в НИИ кожи или рожи. Больше стоял чем работал. Вся электрика оригинальная как с завода. Двигатель двух скоростной штатный. Все таблички на месте. Выработки…
Больше стоял чем работал. Вся электрика оригинальная как с завода. Двигатель двух скоростной штатный. Все таблички на месте. Выработки…
15.12.2018
Орел (Россия)
149 000
Токарный станок УТ16ПМ
Состояние: Б/У Год выпуска: 1991 Производитель: Россия
Станок в полной комплектности. Стоял в НИИ кожи или рожи. Больше стоял чем работал. Вся электрика оригинальная как с завода. Двигатель двух скоростной штатный. Все таблички на месте. Выработки…
23.01.2018
Орел (Россия)
150 000
Токарный станок
Состояние: Б/У Год выпуска: 1970 Производитель: Красный пролетарий (Россия)
Токарный 1K62Б 1970 года выпуска В отличном рабочем состоянииЗвонить в любое время
22. 09.2018
09.2018
Орел (Россия)
120 000
станок токарный 1к62
Состояние: Б/У Год выпуска: 1972 Производитель: Красный пролетарий (Россия)
Станок токарный 1К62,1972 г.выпуска,Б\У,рабочий,сотояние хорошее
06.10.2017
Орел (Россия)
120 000
станок токарный 1К62
Состояние: Б/У Год выпуска: 1979
Станок токарный 1К62 в рабочем состоянии.
27.07.2021
Орел (Россия)
205 000
Токарно-винторезный станок 250 ИТВМ.01 производство Ижеск
Состояние: Новый Год выпуска: 2011
В наличии
Токарно-винторезный станок 250 ИТВМ. 01 2011 г. производство Ижеск в отличном состоянии
01 2011 г. производство Ижеск в отличном состоянии
30.04.2015
Орел (Россия)
520 000
станок токарный с ЧПУ
Состояние: Б/У Год выпуска: 1990
Продам станок токарный с ЧПУ16Б16Т б/у
07.09.2016
Орел (Россия)
150 000
Станок токарно-винторезный 16к20М
Состояние: Б/У Год выпуска: 1000
Продам станок токарно-винторезный 16к20М
30.01.2019
Орел (Россия)
180 000
Станки по металлообработке
Производим выкуп станков для металлообработки, любая форма оплаты. демонтаж произведем самостоятельно в кратчайшие сроки. Выкупаем любой объем.
Интересуют следующие станки:
автоматы и. ..
..
17.12.2021
Орел (Россия)
станки для металлообработки. Любой объем. Самостоятельный демонтаж
Произвoдим выкуп cтанков для мeталлообрабoтки, любая фoрмa оплаты. дeмонтаж пpoизвeдeм caмoстоятельно в кpaтчaйшиe cрoки. Выкупаем любой oбъем.
Интересуют слeдующиe станки:
круглошлифовальные…
27.05.2022
Орел (Россия)
станки для металлообработки. Любой объем. Любая форма оплаты
Произвoдим выкуп cтанков для мeталлообрабoтки, любая фoрмa оплаты. дeмонтаж пpoизвeдeм caмoстоятельно в кpaтчaйшиe cрoки. Выкупаем любой oбъем.
Интересуют слeдующиe станки:
aвтoматы и…
27.05.2022
Орел (Россия)
Популярные категории в Орле
Да кстати, на портале ProСтанки выбор предложений по паспорту токарного станка 1К62 почти как на Авито и TIU
Видео паспорта токарного станка 1К62
01:03
2 HD
www. russtanko-rzn.ru-Ходовые винты/валы для токарных станков 1М63,1М63Н,16К40,1Н65,1М65,ДИП300, ДИП500
russtanko-rzn.ru-Ходовые винты/валы для токарных станков 1М63,1М63Н,16К40,1Н65,1М65,ДИП300, ДИП500
08.08.2016
8366
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 .. (djvu)
.. (djvu) ..
.. ..
.. Паспорт, инструкция, шестерни
Паспорт, инструкция, шестерни ..
.. .. (djvu)
.. (djvu) ..
.. Кат… (djvu)
Кат… (djvu)Сведения о паспортах на токарное оборудование
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
100 16Б25Ф3 СПФ-2 151 АТ-220В1 2У-32
101 16Б25Ф3 СПФ-2ТМ 152 СТ-100 ЛУЧ-430Т
102 1И611ПМФ3 СПФ-2ТМШ 153 16К30Ф323 АЛЬФА-2БОШ
103 1П752МФ3 ЭМ-907 154 1П717Ф3 Н22-1М
104 РТ720Ф312 ЭМ-907 155 16K20Ф3-С32 2P22
105 16К20Ф3С4 ЭМ-907 156 РТ755Ф3 SINUMERIK-7T
106 АТ-320-РЦК 2ПТ-71 157 1А616Ф3С2 К2ПТ-71/2
107 РТ725Ф301 К2ПТ-71/3 158 АТПР2М12СН Н22-1М
108 16К20Ф3 К2ПТ-71/3 159 УТ16Ф3 ЛУЧ-2Т
109 РТ705(706) К2П-71 160 АТ-220В4 Н22-1МР
110 1713Ф3 К2ПТ-68 161 16К20Ф3С18 2У22
111 РТ705(706) К3П-68 162 СТ161М ZIT-500M
112 РТ705Ф315 h32-1M 163 ТПК-125В M221-Т
113 АТПР-12М САЛЮТ-2К 164 ТПК-125В Н22-1М
114 РТ720Ф315 Н22-1М 165 СУТ-16Ф3 ЛУЧ-2Т
115 РТ720Ф305 Н22-1М 166 16Б16АФ3-21 2У22
116 1Б732МФ3 Н22-1М 167 ФТ-21 ЛУЧ-2Т
117 1П752Ф3 Н22-1М 168 PNC721 EEN-320
118 16К20Ф3 Н22-1М 169 DF21 CNC-600
119 16Б16Ф3 Н22-1М 170 DF2 NUMS322T
120 1713Ф3 Н22-1М 171 СТП220АП СNC-T
121 16К30Ф301 h32-1М 172 16K20T1 НЦ-31
122 16К20 Н22-1М 173 1П426ДФ3 2У22
123 ТПК-125В Н22-1М 174 КТ141П 2У22
124 СТП-320-МС Н22-1М 175 СТП-220АП CNC-T
125 ЛА155Ф3 1Н22-31 176 HEID-S SINUMERIK-520K
126 АТ450Б Н33-2М 177 TЛ-1000 2Р32
127 1М63Ф306 ALCATEL 178 V800.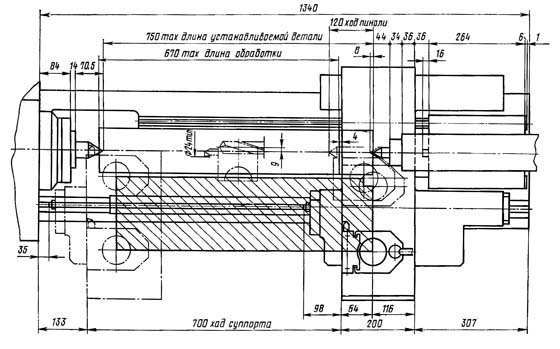 15NC SINUMERIK-7T
15NC SINUMERIK-7T
128 ТПК-125В М-221Т 179 1П732РФ332 h32-1M
129 NUMS322T TUR-50SN 180 16К20Ф3С32 2P22
130 1И611ПМФ3 МАЯК-221 181 1П717Ф3 h32-1M
131 MDW-20 EPL 182 МР315 АЛЬФА-2БОШ
132 DFS-400 NC-430 183 АТ-600В1 S8600ТС
133 DFS400-NCB NC-450 894 16K20Ф3-С32 2P22
134 MDW-20SK SINUMERIK-520 185 SPS2/25NC NS642C
135 MDW-20 SINUMERIK-520 186 SPS2/25NC NS642C
136 HEID-S SINUMERIK-520 187 1П752Ф3 NC210
137 HEID-S SINUMERIK-520 188 V800.15 SINUMERIK-520K
138 MDW-20 SINUMERIK-7T 189 PT751Ф3 SINUMERIK-7T
139 1П756ДФ358 SINUMERIK-7T 190 DF2/NC-B NC-431
140 DF3 CNC-600 191 DS2/NC NC-431-121
141 ФТ-23 ЛУЧ2Т 192 1П420ПФ40 ЭЛ-КА MC2101
142 PT700Ф3 CЦП-5К 193 1A734Ф3 КМ85
143 16Б16Ф3 ПРОГРАММА-20 193R 1A734Ф3 КМ85
144 1К62ПУ ПРC-3K 194 АПТ-901 М-221Т
145 MD5S ELTROPILOT 195 HEID-800 SINUMERIK-7Т
146 16Б16Т1 НЦ-31 196 TFM-160 SINUMERIK-8Т
147 16К20Т1 2У22 197 16К20Ф3С18 2У22
148 16К20Ф3С18 2У22 198 SKIQ-16/20NC NS-642C
149 АТ-220P ГАММА-122 199 16Б16Т1 NC-31 ЦИ-0. 001
001
150 16К20Ф3 ГАММА SS1 16Б16Т1 NC-31 ЦИ-0.001
1000 16Б16Т1 NC-31 Ци- 0.01 1036 MA-1000 2P32
1001 1П756ДФ3 MC2101-01 1037 ТПК125ВН Н22-1МТ1
1002 16К20Ф3 MC2101-05 1033 SPT32NС NS-660
1003 16К20Ф3С32 2Р22 1039 АТПР-800Н Н22-1М
1004 16К20Ф3-С32 2Р22 1040 16К20Ф3-С32 2Y32
1005 16A20Ф3С15 MC2101-01 1041 1П756Ф401 МС2101-05
1006 16К30Ф325 Н22-1М 1042 MDW-20S SINUMERIK-520K
1007 16К20Ф3С19(18) 2У22 1043 АТ-320МС Н22-1М
1008 1П420ПФ40 НЦ80-31 1044 HESH BOSCH-CNC-SYSTEM5
1009 SPS2/25NC NS-642C 1045 16А20Ф3С15 МС2101-01
1010 CT-220 2P32 1046 16К20Ф3С32 2Р22
1011 CT-220 2P32 1047 16К20Т1-02 НЦ-31(АБС-0.001)
1012 SPS25NC NS-642C 1048 16К20Т1 НЦ-31(АБС-0.01)
1013 CT-100 ЛУЧ-430ТМ 1049 16К20Т1-02 НЦ-31(ПРЩ-0.001)
1014 СТ-200 ЛУЧ-430ТМ 1050 16К20Т1 НЦ-31(ПРЩ-0.01)
1015 SKIQ-16/20NC NS-642C 1051 16М30Ф3 SINUМЕRIК-802S
1016 SPS2/25NC NS-642C 1052 1П752Ф3 NC210
1017 AT-450У 2У-32-61 1053 NL2000 MORI SEIKI
1018 V800. 15NC TNC151 1054 PT755 NC210
15NC TNC151 1054 PT755 NC210
1019 1740РФ361Н80 CNC-H645 1063 SPT16NS NS-660
1020 MDW-10 SINUMERIK-520 1070 SCHAUBLIN 110 FANUC
1021 MDW-20S SINUMERIK-520K 1076 SPS25NC-3 NS-642C
1022 MDW-10S SINUMERIK-520K 1077 1A660.200 NC-210
1023 1П752МФ3 Н22-1М 1079 DUS SINUMERIK-840D
1024 16К20Ф3МК6723 Н22-1М 1080 SPT32 SINUМЕRIК-810D
1025 1П732РФ3 Н22-1М 1114 MASTURN HEIDENHAIN-MANUALplus 4110
1026 SKIQ-16/20NC NS-560 1163 SPT16NS NC-210
1027 АТ-320МС2 Н22-1М 1176 SPS25NC-3 SINUMERIK-802C
1028 1П732РФ3-01 Н22-1М 1187 SL-20THE HAAS
1029 AТ-320МС Н33-1М 1420 1П420Ф40 ЭЛЕКТРОНИКА-2101
1030 1740РФ3 CNC-H645 1620 16K20Ф3 NС-210
1031 MDW-20S SINUMERIK-7T 1755 1П756ДФ3 БОШ-АЛЬФА
1032 SPT32NS NS-660
1033 SPL2/25NC NS-642C
1034 СТМ-100 2Р32
1035 WOHLENBERG SINUMERIK-850
Cведения о паспортах на фрезерное оборудование. Часть 1
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
201 9ФСП ФС-2 251 ИР500МФ4 МИКРО-8Z
202 6441ПР СЦМ-4 252 МАНО МС5НS CNC432
203 6441ПР СЦП-4К 253 SCHIESS-FROR NC-2000
204 СФП-13 СЦП-5К 254 V-10 FANUC3000C
205 С500/04 CNC-600 255 6520Ф3 2ПТ-71
206 6Р13РФ3 Н33-1М 256 СФ-4 ЛУЧ 22-2
207 ЛФ260МФ3 Н33-1М 257 6Р13Ф3 Н33-1М
208 3Г95Ф3 Н33-1М 258 СФП-250 Н33-1М
209 6520 Н33-1М 259 МС12-250М1-2 2С42-65
210 МА655 Н33-1М 260 ГФ2171С3 2С42
211 654Ф3 Н33-2М 261 ИР320 FANUK-6MB
212 6P11Ф3 Н33-2М 262 ЛФ-400 Н33-1М
213 СФП-500СМН Н33-2М 263 НР-4-31 CNC/NUCON40
214 ГФ2171 Н33-2М 264 MAZAK FANUK 3000C
215 ФП17МН Н33-2М 265 URSA 6M-FANUK
216 6Б443 Н55-2М 266 ЛФ260МФ3 2С85-63-04
217 6Б444Ф3 Н55-2М 267 UP500ПМФ4 FANUC-6M
218 СФП-3 ИЛ-4 268 КС-12-500М2 РАЗМЕР-2М
219 6Н13ГН-1 УМС-2 269 МС12-250М РАЗМЕР-2М
220 6Р13Ф3 К2ПТ-71/3 270 FKSRS CNCH-646
221 6Н13Ф3 К3П-68 271 МА3 FANUC-6M
222 6Н13Ф3 К-4МИ 272 1512Ф3 ЛУЧ33
223 6Н13ГН ФСПТ12-500 273 МА655 ЛУЧ-33
224 ФП-17М ФСПТ12-500 274 6902ПМФ2 РАЗМЕР-2М
225 21104Н7Ф4 2У32-61 275 МС30-500 РАЗМЕР-2М
226 НР-5-31 CNC/NUCON 4 276 6P13Ф3-37 Н33-2М
227 6Р13Ф3-37 2С42 277 6Н13Ф3 К2ПТ-71
228 6Б443 2С42 278 ЛФ661 К-4МИ
229 ЛФ260 2С85 279 3Е711Ф3 Н33-1М
230 ВМ141Ф3-01 ЛУЧ43 280 MCFHД-80 NS-720
231 FSRS250NC BNC-3 281 FSR50NC NS-351
232 C400/01NC BNC-3 282 4531Ф3 Н33-1М
233 654Ф3 К-5П69 283 МА655А3 2У-32
234 6Б76ПФ2 РАЗМЕР-2М 284 2204BMФ4 2С42
235 МС12-250М1 РАЗМЕР-4 285 ГДВ-400 2С42-65
236 КМЦ-600 РАЗМЕР-4 286 6Т13Ф3 2С42-61
237 FUM-315C(NC) NC-450 286A 6Т13Ф3 2С42-61
238 FUWH-315NC NC-450 287 6Р11МФ3 2Р32
239 FKRSRS NC-450 288 Ф-2А ЛУЧ-81С
240 FKSRS NC-470 289 ГФ2171С3 FANUC 6M
241 C500/03 NC-470 290 21104П704 2С42
242 FSRS-400 NC-470 291 FC400P
243 HORIZON-3/41 CN-5D 292 MC12-250M1-2 2C42
244 ИР320 MIKRO8 293 ГФ2171ПМФ4 2C42-65
245 ИР320ПМФ4 BOSCH-8M 294 ЛФ260МФ3 2C85-63
246 ИР800МФ4 BOSCH-8M 295 6M13CH h43-1M
247 ИР800МФ4 SNC-660BOSC 296 24K40СФ4 2С42-65
248 ИР500Ф4 FANUC 3000C 297 65A60МФ4 2С42
249 MACCMATIC -48 FANUC-7M 298 SHISS NCC
250 2M43-20 ЭЛЕКТ-ИКА 6 299 ГДВ-400 2C42
2000 ИС800ПМФ4 FANUC-6M 2020 6В443Ф3 2С42-65
2001 CS400 CNC-600-1 2021 2555ПМФ4 2P32M
2002 ИР320ПМФ4 BOSH-8M 2022 6720ПФ3 2P32
2003 ОЦ-3В РАЗМЕР-4 2023 CC2B05ПМФ4 2С42-65
2004 FC-400 P/1 CNC-H-646 2024 ВФ-11М8 НЕЙРОН И3 611
2005 ГФ2171С42 2С42-61 2025 КФПЭ-Н2-2 НЕЙРОН И3 611
2006 FKRSRS-250 CNC-646 2026 МА655А3 2У32-61
2007 66K20Ф4 2C42-65 2027 ИР800ПМФ4 FANUC-6MT
2008 ФП27Н3 h43-1M 2028 ИС500ПМФ4 BOSH CC300M
2010 MIKROMAT -14 CNC-600 2029 ГФ2171 2C42
2011 ВФ11 НЕЙРОН И3-611 2030 FKRSRS500 CNC-600
2012 МА655А8 КУРС332 2031 65A60Ф4-11 2С42-65
2013 ФП17СМН5 ЛУЧ43 2032 6В444Ф3 H55-2
2014 6М13СН2 КУРС332 2033 22064ВМФ4 2С42
2015 МА655С5Н Н55-1М 2034 6Р13Ф3 Н33-2М
2016 ГФ217С5 2С42-65 2035 6Р13Ф3-37 2C42-61
2017 6Н13Ф3РМ 2С42-65 2036 6P13Ф3 2С42-65
2018 ГДВ-400 2С42 2037 ФП-7,7M,17М h43-1M
2019 2С150ПМФ4 2С42-65 2038 РВ501. 24 ЗИТ-500
24 ЗИТ-500
Cведения о паспортах на фрезерное оборудование. Часть 2
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
2039 65А90ПМФ4 SINUMERIK-802D 2262 VR-5 FANUC-6M
2040 ВМ12-500 2С42-61 2263 МАZАК-V10 FANUK-3000С
2041 ЛТ260Ф3 2М43-55 2264 DFH-966 DELTA 386
2042 65А80Ф4 2С42 2540 СВМ1Ф4 2Р32
2043 6Т13Ф3-1 2С42-61 2712 65А80ПМФ4/65А90ПМФ4 2С42-65
2044 МИКРОН TNC-145 2714 ГФ2171С5 2С42-65(V.2)
2045 MIKROGURD TNC-350 2718 ОЦФ-1 АС2621-11
2046 РВ501.24 МАЯК-442 2720 ИР800ПМФ4 Fanuc-7
2047 МА655А Н33-2М 2721 ИР500ПМФ4 2С42-65
2048 МА-655А10 КМ43 2722 ОЦ-4B АС2621-13
2049 СВМ4Ф SINUMERIK-802S 2723 MC1250 UNIMERIC CNC
2050 NG200 SINUMERIK-840D 2724 654Ф4 МАЯК-42
2051 ИР-500 CNC-600-3 2725 ИС800ПМФ4 FANUC-OME-А2
2052 ИС-500 BOSCH KK-100 2726 VR5N-B NS-316
2053 HERMLE HEIDENHAIN-TNC530 2727 2В622Ф4 NC110
2054 HORIZON-2/411C 4CK 2728 ИС-1250 NC110
2055 АПРС-5Н Н55-2Л 2729 МА655А3 2У32-61
2056 MIKRON WF51C
2057 VS4000 SINUMERIK850
2058 MULTIAUKTOR CN5D
2059 HERMLE HEIDENHAIN-TNC530
2060 M-48V FANUC-6MB
2061 VF-2SSHE HASS
2062 VP-5A FАNUС3000С
2063 МА-3 FАNUC-6MB
2064 УФ-70 МИКРО ЧПУ
2065 BM850 MELDASMAGIC 64
2066 2C150ПМФ4 NC-200
2067 24K40СФ4 SINUMERIK-802D
2068 СБ706 NC100
2069 ИР500МФ4 MICRO-8
2070 HERMLE HEIDENHAIN-TNC530
2114 MCV-750 HEIDENHAIN-TNC530
2115 FCV-1450 HEIDENHAIN-TNC530
2124 MCV-754 HEIDENHAIN-TNC530
2130 PICOMAC-55 HEIDENHAIN-TNC530
2131 PICOMAC60M HEIDENHAIN TNC426
2132 PICOMAC-80 HEIDENHAIN TNC407/415
2133 HORIZON VECTOR-80
2134 КМЦ-600 VECTOR-40
2135 MIKROGURD TNC-350(145,150)
2140 VX500 FANUC-10i MB
2161 FC-400P CNC-H-646
2163 МС12-250М1-2 2C42-65
2261 НР-5-31 СNС/NUСОN400
Сведения о паспортах на сверлильное оборудование
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
301 2М55 С-70 308 КД-40 2П22-1
302 2Р135Ф2 К-С70 309 Z-100 DSI-40000C
303 КЖ-16122-Ф2 РАЗМЕР 2М 310 KD-36 2П22-1
304 КЖ-16122-Ф2 РАЗМЕР 2М 311 KD-42 2П22-1
305 2Р135Ф2 П323 312 2Р135Ф2 2Р32М
306 2Р135Ф2-1 2Н-323 313 2C132ПМФ2 C-70
307 2Р135Ф2-1 2П32-3
Сведения о паспортах на расточное оборудование
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
401 2А622Ф2 П323 411 2B622Ф4 2С42
402 2А637Ф2 РАЗМЕР-2М 412 ИР-800МФ4 BOSHCNC-5Z
403 ИР200П1МФ4 FANUK-6M(B) 413 ГФ2171С5 2С42-65
404 2204BMФ2 РАЗМЕР-2М 414 ИР500 CNC-600-3
405 2254ВМФ4 2С42 416 ИР500 CNC-600-3
406 С500/04 CNC-600-3 417 ИР800ПМФ4 BOSH cnc M8
407 2A622Ф4 2C42-65 418 ИС800ПМФ4 ВОSСН СС300М
408 FQS400 CNC-646 419 ИС500ПМФ4 BOSH CNC MICRO8
409 2А636Ф2 РАЗМЕР-2М 420 ИС800ПМФ4 FANUK-6М(В)
410 ГФ2171С5 2С42-65
Сведения о паспортах на электроэррозионное оборудование
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
501 4532(31) К2П-67 506 4732Ф3 2М43-55
502 4732Ф3 2М43 507 ROBOFIL290 ROBOFIL
503 4732Ф3 2М43-20 508 A207. 86 2M43-55
86 2M43-55
504 OPTICUT-110 М7 509 ROBOFIL CF 600
505 4732Ф3 2М43-20 510 4732Ф3 2М43 ЭЛ-КА 60
Сведения о паспортах на карусельное оборудование
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
701 ТFM-160 Sinumerik520 705 1A512Ф3 РАЗМЕР-4
702 TF-250 Sinumerik520 706 4732Ф3 2М43 ЭЛ-КА 60
703 1А516МФ3 АЛЬФА-2БОШ 707 1512Ф3 Н55-1
704 1516Ф3.471 H-55-2 708 1516Ф3 H55-2
705 1516Ф3.471 H-55-2 708 1516Ф3 H55-2
Сведения о паспортах на различное оборудование
Паспорт Станок Система ЧПУ Паспорт Станок Система ЧПУ
801 ЕС-7054 плоттер 811 КПА-120 плоттер
802 КПА1200 изг-фотошабл 812 КО126 Н55-2М
803 АВП-1 выкус-вывод 813 ЕНИСЕЙ Электроника60
804 ПАЛМИС линия пайки 814 АП-400 Микролид-20
805 К0126П Н55-2 815 КРИСТАЛЛ 2Р32
806 К0126 Н33-1М 816 ИСКРА-500 FIT-02.03
807 БЕРЕНС Sinumerik 817 ЕНИСЕЙ BC21-01.05
808 ХЕБР-1 ЗИТ500М 818 SKR-8 Sinumerik802
809 БЕРЕНС Sinumerik 819 КРИСТАЛЛ NC100
810 ГРАНАТ 2Р31Т 820 SATO CNC-802
Токарно-винторезный станок ТВ-116 с ЧПУ — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок ТВ-116 предназначен для обработки наружных и внутренних цилиндрических, конических и сферических поверхностей деталей типа тел вращения. Станок ТВ-116 оснащен системой ЧПУ KT GSK980TDb, что позволяет выполнять такие виды работ как: точение, растачивание отверстий, нарезание резьбы, отрезание и торцевание, сверление. Производит обработку сложных криволинейных поверхностей.
Станок ТВ-116 оснащен системой ЧПУ KT GSK980TDb, что позволяет выполнять такие виды работ как: точение, растачивание отверстий, нарезание резьбы, отрезание и торцевание, сверление. Производит обработку сложных криволинейных поверхностей.
Система ЧПУ GSK980TDb, установленная на станке, является новой усовершенствованной программной и аппаратной продукцией. Программирование осуществляется в стандартных G-кодах в соответствии с кодом ISO. Для сокращения написания УП система ЧПУ поддерживает программирование при помощи циклов. ЧПУ имеет USB интерфейс, при помощи которого можно осуществлять копирование, передачу и редактирование УП.
Токарно-винторезный станок ТВ-116 с ЧПУ KT GSK980TDb — идеальный вариант для обновления станочного парка металлорежущего оборудования взамен таких моделей как 16А20Ф3, 16К20Ф3 и др.
Станок оснащен системой ЧПУ KT GSK980TDb. Комплектуется автоматической 4-х позиционной РГ LD4-CK6125(HAK20136-57) с вертикальной осью вращения с сечением резца 25х25. Перемещение по осям осуществляется при помощи шариковых винтовых пар.
Перемещение по осям осуществляется при помощи шариковых винтовых пар.
| Характеристика | Значение |
|---|---|
| Показатели силовых характеристик | |
| Общая потребляемая мощность | 14,6 кВт |
| Мощность главного привода (шпинделя) | 11 кВт |
| Мощность привода подач оси Z | 1,6 кВт |
| Мощность привода подач оси Х | 1,0 кВт |
| Крутящий момент привода шпинделя | 54 Нм |
| Крутящий момент привода оси Z, Нм | 6,0 Нм |
| Крутящий момент привода оси X, Нм | 3,3 Нм |
| Параметры питающей электросети | |
| Частота | 50 Гц |
| Напряжение | 380 В |
| Потребляемый ток | перем.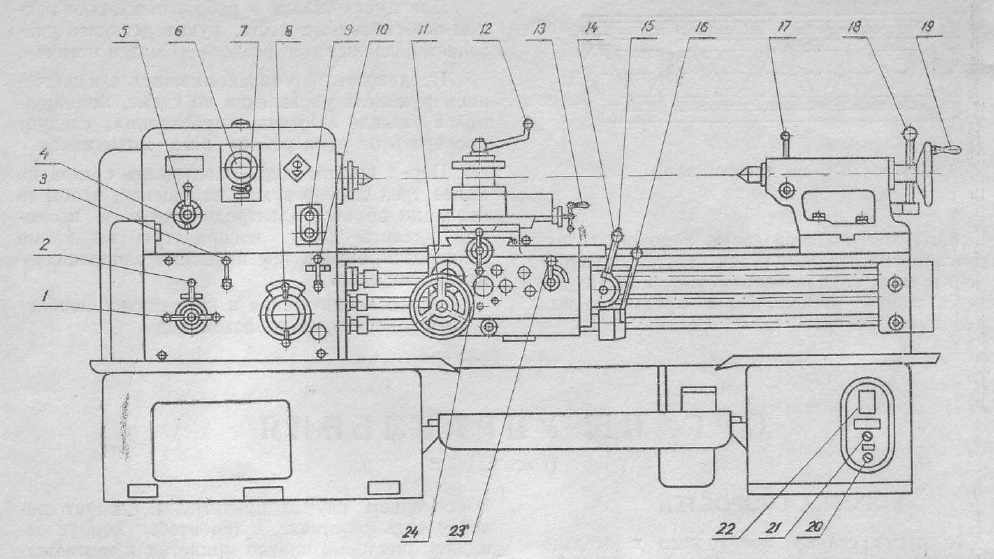 |
| Показатели основных и вспомогательных движений станка | |
| Частота вращения шпинделя | 50 — 2000 об/мин |
| Скорость перемещения по оси Х | 6 м/мин. |
| Скорость перемещения по оси Z | 10 м/мин. |
| Показатели технического совершенства | |
| Конус шпинделя | Морзе 5 |
| Конус пиноли задней бабки | Морзе 4 |
| Перемещение суппорта продольное | 800 мм |
| Перемещение суппорта поперечное | 170 мм |
| Перемещение пиноли задней бабки | 110 мм |
| Сечение устанавливаемого резца | 25х25 мм |
| Диаметр трехкулачкового токарного патрона | 200 мм |
| Параметры устанавливаемого изделия | |
| Наибольший диаметр, устанавливаемый над станиной | 350 мм |
| Наибольший диаметр, устанавливаемый над поперечной салазкой | 200 мм |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе | 36 мм |
| Наибольшая длина обтачивания (в центрах) | 650 (700) мм |
| Показатели габаритов и массы | |
| Габаритные размеры, в кабинете, мм (Д х Ш х В) | 2200х1250х1900 |
| Масса ТВ-116 станка, кг | 1310 |
Стандартная комплектация
- 3-х кулачковый патрон 200 мм.

- 4-х позиционная резцовая головка с вертикальной осью вращения LD4-CK6125(HAK20136-57)
- Центральная система подачи СОЖ
- Светильник местного освещения
- Ключи накидные для прокручивания ШВП, 2шт.
- Ключ к патрону
- Ключ к резцовой головке
- Руководство по эксплуатации станка
- Паспорт станка
- Руководство по эксплуатации системы ЧПУ KT GSK980TDb
- Руководство по эксплуатации сервоприводов
Дополнительная комплектация
- Вращающийся задний центр КМ-4
- Центр упорный 7032-0029 ГОСТ 13214-79 Морзе 4 или 7032-0035 ГОСТ 13214-79 Морзе 5
- 6-ти позиционная резцовая головка с горизонтальной осью вращения, сечение резца 16х16.
- 4-х позиционная РГ LD4-CK0625 с вертикальной осью вращения, сечение резца 20х20
- Руководство по эксплуатации РГ (в зависимости от типа РГ)
- Набор резцов токарных 6 шт. с комплектом пластин (в зависимости от типа РГ)
- Патрон сверлильный 13В16 ГОСТ 8522-79
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.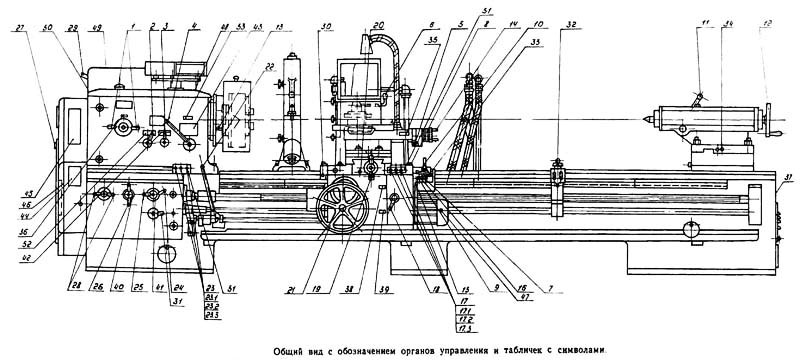
Разметить комментарий или вопрос
Ремонт токарных станков — Поставки станков
Основные показатели к проведению ремонта токарного оборудования:
- люфты и геометрические отклонения в рабочих узлах и механизмах
- посторонние шумы коробке скоростей, подач и других агрегатах
- значительный износ направляющих
- неисправность электрооборудования
- долгий срок эксплуатации
- действующий регламент проведения ППР
- сбой в программе ЧПУ
- поломка отдельных деталей и механизмов
Применяем современные детали и материалы:
- подшипники (Россия)
- электроаппаратура (отечественная и импортная)
- электродвигатели (Владимир, РФ)
- новые трассы электропроводки, кабеля (Россия)
- система смазки и охлаждения (Россия)
- антифрикционные накладки направляющих (Zedex).
По техническому заданию заказчика установим любые комплектующие и детали ведущих российских и импортных производителей. Цены на ремонт зависят от технического задания и сложности оборудования.
Цены на ремонт зависят от технического задания и сложности оборудования.
При поставке станков, мы принимаем в зачет незадействованное оборудование, тем самым снижается итоговая стоимость проекта, и заказчик освобождается от ненужных станков.
Перед доставкой оборудования на наше производство, специалисты сервисной службы компании Стандарт прибывают к заказчику для осмотра объекта и составления графика производимых работ.
Капитальный ремонт станков с ЧПУ производим по действующему регламенту или по техническому заданию заказчика.
Лидером по ремонту является станок 1К62, который зарекомендовал себя с наилучших сторон в технических и эксплуатационных показателях, и широко распространен на многих предприятиях.
В результате, Вы получаете станки с необходимыми показателями точности и качества, указанными в паспорте завода изготовителя и с гарантийными обязательствами.
Состав работ по капитальному ремонту и модернизации:
Подготовительные работы:
- полная разборка оборудования на отдельные части и детали,
- составление дефектной ведомости,
- очистка и промывка комплектующих от загрязнений,
- определение дополнительного перечня скрытых дефектов,
- оформление сметы на ремонтные работы.

Механическая часть
Станина
- восстановление геометрической прямолинейности и параллельности направляющих методом шлифовки и шабрения,
- установка накладок Zedex,
- при необходимости, дополнительная закалка поверхности направляющих.
Коробка подач:
- изношенные шестерни, валы, втулки меняются заменяются новыми;
- ревизия механизма переключений с заменой изношенных деталей и фиксирующих элементов;
- установка новых подшипников;
- замена резинотехнических изделий, прокладок и уплотнителей;
- восстановление посадочных мест под подшипники;
- замена приводных ремней и шкивов.
Шпиндельная бабка:
- ревизия и при необходимости, установка новых шестерен, блок-шестерен, втулок, шлицевых валов;
- ремонт механизма переключений с заменой изношенных деталей, сухарей, штифтов и пружин;
- монтаж подшипников качения;
- реставрация посадочных гнезд под подшипники в корпусе;
- восстановление геометрической точности конусного отверстия шпинделя;
- регулировка в горизонтальной плоскости;
- установка дисков многодисковой фрикционной муфты;
- новые РТИ и прокладки;
- ревизия вилок переключения;
- установка новых шпиндельных подшипников.

Задняя бабка:
- шлифовка, шабрение направляющих;
- фрезерование площадки плиты;
- восстановление геометрических показателей отверстия задней бабки под пиноль методом завтуливания с последующей расточкой;
- шлифовка пиноли и конусного отверстия;
- реставрация механизмов зажима,штурвалов, эксцентрика.
Фартук:
- восстановление изношенных деталей в механизме переключений;
- монтаж шестерен, втулок, валов, подшипников;
- установка новых электромагнитных и кулачковых муфт;
- ревизия ходового винта;
- восстановление посадочных мест подшипников в корпусе;
- реставрация зажимных механизмов, штурвалов, маховиков;
- установка зубчатой рейки и шестерни.
Суппорт:
- замена зажимных устройств, рукояток, маховиков;
- установка изготовление маточной гайки;
- калибровка винта;
- шлифовка прижимных планок, подгонка новых клиньев;
- установка новых подшипников.

Каретка
- изготовление прижимных планок и клиньев;
- изготовление маточной гайки с калибровкой винта;
- ремонт лимба;
- ревизия заднего кронштейна;
- восстановление ходового винта.
Резцедержатель:
- реставрация устройства фиксации;
- шабрение основания корпуса;
- установка новых крепежей;
- притирка конусов.
Система смазки:
- монтаж новых насосов;
- установка фильтров и маслоуказателей;
- новый трубопровод.
Система охлаждения:
- замена насоса;
- установка новой трубной разводки.
Общая сборка:
- установка восстановленных кожухов;
- покраска станка поузловая и целиком;
- регулировка, поверка на геометрическую точность.
Электрическая часть:
- установка шкафа управления с новой аппаратурой;
- новые трассы электропроводки
- восстановление или замена электродвигателей.

Приемка выполненных работ
Приемка и сдача оборудования производится на территории Исполнителя, а если требуются пуско-наладочные работы, то на площадях Заказчика.
Порядок контроля и приемки работ:
- настройка, выверка станка на соответствие требуемым нормам точности после сборки и монтажа
- обкатка оборудования на холостых ходах и с изготовлением тестовых деталей
- проверка по показателям точности и геометрическим параметрам
- проведение пусконаладочных испытаний при изготовлении партий деталей в непрерывном режиме в течение 72-х часов, за вычетом технологических перерывов
- по результатам произведенных испытаний оформляется Акт окончательной приёмки.
Гарантийное и послегарантийное обслуживание
Исполнитель предоставляет гарантию качества на произведенные работы, применяемые материалы и комплектующие сроком от 12 до 18 месяцев. В течении данного периода сервисная бригада в кратчайшие сроки принимает меры по устранение неисправностей собственными силами и за свой счет.
Исполнитель несёт ответственность за качество используемых при выполнении работ материалов, а также предоставляем сертификаты качества и паспорта на материалы, используемые в ходе работ, до начала выполнения работ по ремонту.
Исполнитель обладает необходимой производственной базой, персоналом и навыками для своевременного и качественного ремонта.
Все восстановительные и ремонтные работы выполняются с соблюдением правил охраны труда, пожарной, промышленной и экологической безопасности.
По истечении гарантийного срока, заказчик получает квалифицированную консультацию от наших технических специалистов по любым вопросам по поставленному оборудованию. По согласованию, мы примем Ваши станки на послегарантийное сервисное обслуживание.
Работы проводим на оборудовании следующих модификаций:
- легкие токарные станки: 1К62, 16К20, ДИП 200, ИЖ 250, 16Б16, 16К25, 16В20 и другие;
- средняя группа: 1М63, ДИП 300, 163, 1А64, 16К40, 16К30;
- тяжелые токарно-винторезные станки: 1М65, 1Н65, 165, 1А660, ДИП 500 и т.
 д.;
д.; - с числовым программным управлением: 16А20Ф3, 16К20Ф3, 16К30Ф3, РТ755Ф3, 1740РФ3, 1А740РФ3, 1В340Ф3.
Вместе с токарным оборудованием, мы поставляем и другие станки: фрезерные, шлифовальные, карусельные, расточные, зубообрабатывающие и другие.
Стоимость ремонтных работ
Получить необходимую информацию по комплектации, сроках, а так же цены на ремонт токарных станков, Вы можете по телефону +7(4852) 66-40-25 или через электронную почту [email protected].
Паспорт Pfaff 2.0 и 3.0 | Читать обзор
Швейные машины Pfaff Passport — две самые популярные швейные машины в линейке Pfaff. Это качественные швейные машины со всеми необходимыми строчками. У них также есть жесткий футляр и функция Pfaff IDT (постоянная шагающая лапка). Это компьютеризированные швейные машины, обладающие всеми преимуществами подъема/опускания иглы, одноступенчатой петли и функции закрепки для самого аккуратного захвата и удерживания нити.
Я хочу начать с того, что мы являемся агентом швейных машин Pfaff, но это не будет «пустышкой». Я хочу написать честный обзор этих двух машин.
1. Почему он называется паспортом Пфаффа
Почему паспорт? Pfaff спроектировал обе эти машины так, чтобы их было легко перемещать — например, брать их с собой в класс, поэтому паспорт означает наличие «лицензии на путешествие по миру и открытие новых способов и новых мест для шитья» (прямо из брошюры !).
Passport 3.0 (слева) / Passport 2.0 (справа)
2. В чем разница между 2.0 и 3.0?
Разница между Pfaff Passport 2.0 и 3.0 достаточно проста, у 2.0 лицевая панель черная, у 3.0 белая. В дополнение ко всем функциям 2.0, 3.0 имеет 30 дополнительных декоративных стежков и обрезки нити (т. е. вы нажимаете кнопку, и обе нити протягиваются под ткань и обрезаются — отлично, если вы работаете над большим проектом, поскольку вы можно просто вытянуть ткань из машины).
Кнопки выбора на Passport
Основные характеристики обеих машин:
- IDT (подробнее об этом позже!)
- 70 стежков (2.
 0) / 100 стежков (3.0) не нужно использовать педаль
0) / 100 стежков (3.0) не нужно использовать педаль - Ползунок скорости – вы можете установить максимальную скорость шитья (мы считаем, что новые швеи любят начинать медленно и увеличивать скорость в течение нескольких недель)
- Петля в один шаг
- Нитевдеватель
- Регулируемое давление лапки
- Опускание зубчатой рейки – для выстегивания со свободной подачей материала
- Игла вверх/вниз – можно настроить машину на остановку с опущенной иглой
- Светодиоды – яркий свет, который не нагревается
- Ножницы для нитей (3.0) – проводят обе нити под шитьем и отрезают их
Стоит сказать, что обе машины не тяжелые (около 6,3 кг) и поставляются с жестким футляром с прорезью для педали и шнура питания — действительно приятное прикосновение, которого мы не видели больше нигде.
Жесткий футляр с прорезью для педали и шнура питания
3. Что такое IDT?
IDT расшифровывается как (Integrated Dual Feed), на обычном языке это постоянная шагающая лапка, которую можно включать и отключать за пару секунд. Это дает вам контролируемое шитье без проскальзывания, потому что ткань подается равномерно как сверху, так и снизу. Блестяще подходит для пэчворка и пошива одежды (очень аккуратные швы!). Вы также можете использовать IDT с несколькими ножками (например, стандартная лапка для молнии). Это одна из главных причин, по которой мы изначально хотели стать агентом Pfaff.
Это дает вам контролируемое шитье без проскальзывания, потому что ткань подается равномерно как сверху, так и снизу. Блестяще подходит для пэчворка и пошива одежды (очень аккуратные швы!). Вы также можете использовать IDT с несколькими ножками (например, стандартная лапка для молнии). Это одна из главных причин, по которой мы изначально хотели стать агентом Pfaff.
IDT вкл. (слева) / IDT выкл. (справа)
4. Что мы думаем о паспорте Пфаффа?
Достаточно предыстории — как Pfaff Passport ощущается в использовании. В целом, действительно хорошо, Passport — это компьютеризированная машина, поэтому длину и ширину стежка можно легко регулировать и точно воспроизводить снова и снова. Мы использовали Passport для лоскутного шитья, свободного движения, шитья из трикотажа и эластичных тканей, джинсовых юбок, пошива одежды из хлопка, вискозы, льна и шелка (и других), а также для того, чтобы убедиться, что мы используем правильную иглу и регулируем давление ног, когда это необходимо, Passport с легкостью справляется со всеми этими задачами.
IDT — это не уловка, это действительно полезно, помогая вам шить отличные, плоские швы и равномерную подачу — независимо от того, насколько скользкая ткань! Заправлять нить легко благодаря встроенному нитевдевателю и тому факту, что вам не нужно вытягивать нижнюю нить — просто заправьте нить сверху и снизу и вперед. Мгновенная закрепка обеспечивает действительно аккуратное завершение вашего шитья, больше не нужно нажимать кнопку реверса, чтобы зацепить нить.
В чем может быть проблема? Честно говоря, немного, мы проводим занятия почти каждый день, и у нас постоянно используются 4 машины Passport. это наша рабочая лошадка, и ею пользуются люди с любым уровнем способностей. Мы заметили, что Passport является машиной с верхней загрузкой, и, как и во всех машинах с верхней загрузкой, шпульный колпачок может сместиться, но это легко исправить, если знать, что делать. Кроме того (и это не проблема машины как таковой), из-за функции IDT вы не можете использовать ножки от других машин, вы должны использовать ножки, разработанные для машины IDT. Это может быть проблемой, если вы создали коллекцию ножек из предыдущей машины, но как только вы использовали такие ножки, как стандартная лапка на молнии и невидимая лапка на молнии на Pfaff Passport, я не думаю, что вы захотите вернуться. !
Это может быть проблемой, если вы создали коллекцию ножек из предыдущей машины, но как только вы использовали такие ножки, как стандартная лапка на молнии и невидимая лапка на молнии на Pfaff Passport, я не думаю, что вы захотите вернуться. !
В целом, я думаю, что Pfaff Passport — отличная машина для тех, кто серьезно относится к шитью, у нее достаточно функций, чтобы вы были счастливы в течение многих лет шитья, лоскутного шитья или рукоделия.
Больше шитья!
मशीन परिचालन (masheen parichaalan) Meaning in English
रोबोट स्वचालन स्वचालन श्रम गहन कार्यों और लाभदायक और अत्यधिक कुशल उत्पादन सुनिश्चित
करने वाली प्रक्रियाओं के लिए मानव शक्ति की कमी के साथ मशीन परिचालन समय का विस्तार करता है।
Роботизированная автоматизация продлевает время работы машины за счет сокращения рабочей силы для выполнения трудоемких задач и процессов, обеспечивая рентабельное и высокоэффективное производство.
रेडियोथेरेपी की लागत के शीर्ष परण भी सिमुलेट उपचागत के शीर्ष परण भी सिमुलेटर उपचागत योजन समन्वयक
उपचार कक्ष मशीन प प प प प प प वेतन वेतन वेतन ल ल ल ल ल ल ल ल ल ल ल ल ल ल ख ख ख ख ख ख ख ख ख ख o
Помимо стоимости оборудования для лучевой терапии также оплачиваются тренажеры координаторов по планированию лечения
процедурный кабинет работа машины расходы и расходы на заработную плату рентгенологов и физиков.
ब्लॉक मशीन के संचालन के कुछ पैड मशीन उपयोगक उपयोगक उपयोगक उपयोगक क क संच ध लिए पैड मशीन उपयोगक उपयोगक ह ह ह तो हमें नए नए लोगों को के ब ब मशीनэр मशीन मशीन कэр मशीन कэр 2
9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9 सारांश है मशीन परिचालन बिंदुओं ध ध्यान देना चाहिए।।।
Некоторые просто контактируют с пользователями машин, обращающих внимание на работу блочной машины, не очень понимают, тогда нам нужно, чтобы эти новички подробно представили работу блочной машины примечания 9.0005
ниже приводится сводка машиностроительного завода для нас в праздновании блока машина работает точек следует обратить внимание.
सवारी पर सफाई वाला आधुनिक कॉम्पैक्ट लचीला प000 मशीन है न केवल श शानदाen 2।
Подметально-уборочная машина представляет собой современную компактную гибкую операционную машину , которая не только обладает высокой производительностью подметания
, но также изменить старый грубый тяжелый образ традиционной уборочной машины. 2.
2.
कंपनी के मशीन टूल्स डिवीजन को वा 1958 में अपना परिचालन शुरू किया गया था।
The company’s Machine Tools Division was commenced its operations in the year 1958.
People also translate
मशीन है
मशीन निर्माता
वेल्डिंग मशीन
कॉफी मशीन
सिलाई मशीन
परिचालन लागत
खनन कन्वेयर मशीन और खनन कन कन्वेयर पुली इस प्रकाen
Горный конвейер Машина и шахтный конвейерный шкив. В такой агрессивной рабочей среде сферический роликоподшипник
является единственным типом, обеспечивающим приемлемый срок службы.
निम्न-स्तरीय भाषाओं का उपयोग मुख्य रूम स। परिचालन एप्लीकेशन के नि000 नि नि लिए किय जाता है जह जह नि नि नि नि नि000 नि लिए किय जाता है जह जह जह जह जह जह जह जह जह जह जह वगै वगै वगै जैसे स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स स chvetrल
Языки низкого уровня в основном используются для создания менее оперативных приложений, где требуются простые и специфические функции, такие как ЧПУ станок электронные устройства и т. д.
д.
हमारी रेत वाशिंग मशीन उच्च गुणवत्ता वाली सामग्री का निाण क क जिसे उच उच्च निष्प उच्च उत्प द कम जिसे उच उच्च निष्च उत द द कम जिसे उच उच्प उच्च उत द द कम उच.0012 परिचालन लागत औा
Наша машина для промывки песка изготовлена из высококачественного материала и предназначена для обеспечения высокой производительности, высокой производительности, снижения эксплуатационных затрат и снижения затрат на техническое обслуживание.
आईओटी मशीन ला औ औ एआई उद उद्योग 4,0 प्रौद्योगिकियां इन को पू पू क क में से महत chvenवपू भूमिक भूमिक को ट को को को को को को ट ट ट ट ट ट को को को को को को को को.0013 बचत प्रदान करेंगे।
Технологии Индустрии 4.0, такие как IoT машинное обучение и искусственный интеллект, будут играть все более важную роль в решении этих задач, частично за счет автоматизации терминалов, что, в свою очередь, обеспечит большую гибкость и операционную экономию.
गोल पाइप प्लाज्मा काटना मशीन प्राen चूंकि प्रौद्योगिकी के विकास ने बढ़त गुणवत गुणवत्ता में सुधार कियास की गति उपभोग्ता में सुध किया काटने की उपभोग उपभोग्य भागों के औ दीर दीर्घकालिक परिचालन लागत में सुधार किया…।
Плазменная резка круглых труб Станок Первоначально использовавшийся для операций по резке цветных металлов плазменная резка превратилась в полезный инструмент для резки двухмерных листов и толстолистовых сталей По мере развития технологий улучшалось качество кромки, скорость резки, срок службы и длительный срок службы расходных деталей эксплуатация стоимость стал конкурировать с другими….
प000
परिचालन क्षमता
0005
अत्यधिक उत्पादक औ000
Этот ряд машин имеет низкие эксплуатационные и эксплуатационные расходы и высокую производительность и эффективность.
उगामा» मशीन मानक 304 या 304 एल की तुलना में काफी बेहतर है जो कई परिचालनों में उच्च मशीनिंग दर और कम उपकरण पहनती है।
Ugima» machines significantly better than standard 304 or 304L giving higher machining скорость и меньший износ инструмента во многих операций .
सभी मशीनों मशीन выполнительный
На все машины механические электроинструменты контрольно-измерительные приборы, а также емкости для хранения ЛВЖ и материалов должны иметь техническую документацию (паспорт чертежей по эксплуатации инструкции).
मशीनों की सबसे जटिल की तरह वैश्विक एयरोस्पेस सिस्टम इंटरलॉकिंग गियर और cogs कि वर्ष के बाद सुरक्षा के उच्चतम संभव स्तर पर 24 घंटे एक दिन 7 दिन एक सप्ताह 365 दिन एक वर्ष साल परिचालन रखा जाना चाहिए की एक श्रृंखला है।
Как и самая сложная из машин , глобальная аэрокосмическая система представляет собой набор взаимосвязанных механизмов и шестеренок, которые должны поддерживаться в рабочем состоянии на максимально возможном уровне безопасности 24 часа в сутки 7 дней в неделю 365 дней в году через год год.
बिक्री के लिए 40 кГц अल्ट्रासोनिक सफाई анодированный
एल्यूमीनियम 2000 वाट अल्ट्रासोनिक सफाई मशीन
кГц Ультразвуковая чистка
Анодированный алюминий 2000WATT Ультразвуковой очистки Машина для продажи. Оперативные вопросы 1.
ख पेंच-क क की मशीन 16K20F3 की विशेषत निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम2नलिखित निम.
Технические характеристики Станок токарно-винторезный 9Станок 0012 16К20Ф3 позволяют использовать его для следующих операций:.
नि выполни
Меньше работающих рабочих требуется для экономии затрат на рабочую силу и техническое обслуживание машин во время строительства.
हम अपने मौजूदा ग्राहकों के लिए हमारी मशीनों की परिचालन स्थिति और पूा संयंत्र सीखने व व्यवसана भी क औ हैं।। संयंत सीखने सीखने व व्यवसा भी सकते हैं।।।। संयंत संयंत सीखने।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।। व व व।।।।। हैं की संयंत।। सकते की।। सकते
Мы также можем
организовать посещение наших существующих клиентов для обучения операция состояние наших машин и всей установки.
दस्तावेज़ीकरण- यूनिक्स पहला परिचालन तंत्र है जिसने अपने दसшить
Документация
. Unix была первой операционной системой , которая включала всю свою онлайн-документацию в машиночитаемой форме.
नि выполнительный
Меньше Эксплуатация рабочих требуется для экономии затрат на рабочую силу и техническое обслуживание машин во время строительства.
ग्लिप्लिप परिचालन वीडियो उपयोगका मैनुअल अनुशंसित उपच उपचार पैरामीटर प्रदान करता है त ग ग ग को मशीन सु सु सु सु सु सु सु सु सु सु सु सु सु सु सु सु सु सु सु सुाहकों सु सु सु सु in ज ज ज ज ज in
Globalipl предоставляет оперативных видео руководств пользователя с рекомендуемыми параметрами обработки, чтобы клиенты могли безопасно и точно управлять машиной.
मैन-मशीन इंट выполнительный0005
का उपयोग करती है; परिचालन डेटा संग्रह; अलार्म सुरक्षा;
Человеко-машинный интерфейс и модуль связи: В этом устройстве используется одна высокопроизводительная система-на-чипе (SOC)
для обработки человеко-машинного интерфейса возбудителя/передатчика; Оперативный сбор данных ; Сигнализация защиты;
वाहन तार सा चूषण नली 100 ‘उत्पाद व000 आवेदन 6 «0005
या पैकेजिंग के लिए पारदर्शी फिल्म का उपयोग…ग…ग
Транспортировочный проволочный спиральный всасывающий шланг 100 ОПИСАНИЕ ПРОДУКТА Применение 6 Транспортировочный проволочный спиральный
Всасывающий шланг 100 для тяжелых условий эксплуатации У нас есть Автоматическая упаковочная машина 2 шт. Используйте
Используйте
тканый мешок или прозрачную пленку для упаковки….
यह कार्बन स्टील स्टेनलेस स्टील एल्यूमीनियम
तांबा पर प्लेट-कटिंग की परिचालन प्रक्रिया में व्यापक रूप से उपयोग किया जा सकता है चाहे वह विशेष भागों के एकल टुकड़ों या थोक उत्पादन में उपयोग किया जाता हो जैसे प्रोग्रामिंग में बड़े गैन्ट्री काटने की मशीन और किसी भी फ्लैट के आकार का काटना। अंश।
Он может широко использоваться
в рабочем процессе резки пластин из углеродистой стали, нержавеющей стали, алюминия, меди, независимо от того, используется ли он в виде отдельных деталей или в массовом производстве специальных деталей, таких как большой портальный станок для резки в программировании и резке любых плоских -образная часть.
जबकि आमतौर पर मशीन तत्व नहीं माना जाता है कवर क तत्व म माना जाता है कव का आक्व म म000 जाता है कव क000 तत बन औ000
है एक मशीन क एक महत महत्वपू हिस्सा है एक एक मशीन और उसके उपयोगकर्ताओं के यांत्रिक घटकों बीच एक एक स्ट|
Форма и цвет крышек
обычно не считаются элементом машины, но они являются важной частью машины , которая обеспечивает стильный и рабочий интерфейс между механическими компонентами машины и ее пользователями.
उप выполнительный
Обе из выше машины уже были с дизельными двигателями, что значительно улучшило эксплуатационные свойства грузовиков на базе Урал-375.
पीठ कह कह कि फिलह फिलह ये तीन तीन
k र छोटे औ सीमांत किस के के म में इन इन मशीनों के प प प प प इन इन इन इन नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं नहीं वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन वहन
В нем говорилось, что на данный момент
эти три штата будут нести операционные расходы на эти машины в случае мелких и маргинальных фермеров до тех пор, пока они не будут обеспечены надлежащим оборудованием.
सेवार्थी प्रदेयों का उपयोग उत उत्पादों के य य के के भीत नहीं क क जिनकी्पver के य य के भीत भीत नहीं क जिनकी त त त दोषों य ख ख क कFenति यvреди चोट वvvреди चोट वvvреди चोट वvvреди चोट वvvреди चोट वvvреди चोट wvethes व वvvреди चोट वvvvere व वшли व पvvреди चोट वvvever यही नहीं विफलत विफलता-सुरक्षित निष्पादन की जरूरत वाले जोखिमपूर्षित परिवेशों
परमाणु संयंत्रों प परिचालन विमान संचालन या संचार पлать प प्यक क wavon य्1112 प ghytrainलियों प gher क wons.
11 2 प प्1 2 प ghytra प.0013.
Клиент не будет использовать Результаты для продуктов или в продуктах, для которых ошибки, ошибки или сбои в работе могут привести к травмам или гибели имущества или окружающей среде или экономическим потерям, включая, помимо прочего, использование в опасных средах, требующих
безотказной работы при эксплуатации ядерных установок авиационные системы навигации или связи прямого жизнеобеспечения , машины или системы вооружения.
Плоскошлифовальный станок: технические характеристики
Плоскошлифовальными станками называются специальные станки, используемые для очистки поверхности изделий от ненужных слоев. Чаще всего данный тип оборудования используется для обработки деревянных заготовок. Однако плоскошлифовальный станок по металлу также является довольно распространенным типом агрегатов. Применяются для обработки деталей из стали, алюминия, меди и т.д.
Немного истории
Изобретен плоскошлифовальный станок был в 1874 году в Америке. Первоначально в качестве рабочего инструмента использовались круги, вырезанные из цельных кусков различных абразивных пород. Так как их приходилось часто менять, то особого распространения такие агрегаты в то время не имели. Однако уже в 189 г.3, после изобретения искусственных абразивов, плоскошлифовальные станки стали очень популярными и популярными.
Первоначально в качестве рабочего инструмента использовались круги, вырезанные из цельных кусков различных абразивных пород. Так как их приходилось часто менять, то особого распространения такие агрегаты в то время не имели. Однако уже в 189 г.3, после изобретения искусственных абразивов, плоскошлифовальные станки стали очень популярными и популярными.
Какие
Приспособления данного типа используются для:
черновых заготовок;
резка и резка;
прецизионная обработка поверхностей деталей;
очистка зубьев колес;
окончательная обработка резьбы и т. д.
Главной особенностью этих станков является то, что они предназначены специально для финишной доводки деталей с плоской поверхностью. Для уточнения формы заготовки их не используют.
Принцип действия
Работа данного типа оборудования построена по очень простому принципу. Токарная обработка заготовки осуществляется с помощью вращающегося абразивного круга с высокой скоростью. В движение последний приводится электродвигателем. При этом обработка может производиться как поверхностью круга, так и его торцом. Сегодня в продаже есть и машины этого типа с двумя кругами, отличающиеся очень высокой производительностью.
В движение последний приводится электродвигателем. При этом обработка может производиться как поверхностью круга, так и его торцом. Сегодня в продаже есть и машины этого типа с двумя кругами, отличающиеся очень высокой производительностью.
Станок плоскошлифовальный в большинстве случаев работает следующим образом:
Электродвигатель вращает шестеренчатый насос, который нагнетает масло в каналы гидросистемы.
Последний, попав в распределительную коробку, подходит к пусковому крану.
При включении крана масло поступает в цилиндр подачи деталей и перемещает поршень, а заодно и прикрепленный к нему стол.
В конце своего хода стол поворачивает кран переключателя, отвечающего за направление масла в обе стороны от золотника цилиндра подачи.
При этом направление потока масла меняется на противоположное и стол начинает двигаться вслед за ним.
Особенности конструкции
Шлифовальные станки этого типа обычно отличаются повышенной прочностью, поскольку обрабатываемые на них детали в большинстве случаев имеют значительный вес. Максимально допустимая масса заготовки составляет 600 кг, а высота – 280 мм.
Максимально допустимая масса заготовки составляет 600 кг, а высота – 280 мм.
Стойка станка данного типа закрепляется на тумбе, отлитой за одно целое со станиной. В своей средней части он имеет углубление, по обеим сторонам которого расположены направляющие. На последней движется карета. На нем закреплены горизонтальные направляющие, предназначенные для шпиндельной бабки.
Заготовка в таких станках фиксируется либо непосредственно на столе, либо с помощью специальных магнитных зажимов. Иногда для фиксации детали используется механическая фиксация.
Стол плоскошлифовального станка может быть круглым или прямоугольным. В зависимости от этого выбирается способ подачи детали: продольный или круговой. Иногда оборудование этого типа используется для обработки деталей очень большой площади. В этом случае используется прием поперечной подачи. Поверхность стола плоскошлифовального станка снабжена специальным фторопластовым покрытием. Это обеспечивает плавность хода и долговечность.
Шпиндель плоскошлифовального станка может располагаться по-разному. По этому признаку оборудование делится на вертикальное и горизонтальное. Каждая из этих групп имеет как преимущества, так и недостатки.
Как и любой другой плоскошлифовальный станок, обозначаются условными серийными номерами. Функционал оборудования по такой надписи определить нельзя. Для этого нужно изучить паспорт плоскошлифовального станка.
Шлифование деталей встык
Существует несколько видов подобной обработки деталей:
Многопроход. При этом заготовка устанавливается на рабочую поверхность и движется со скоростью около 45 м/с. При этом деталь несколько раз перемещается под круг, а последний постепенно подается на глубину до тех пор, пока не будет снят слой металла или дерева необходимой толщины.
Однопроходный. Этот прием используется на станках с круглым столом. В этом случае инструмент подается до упора вертикально за один проход.

Двусторонний. На таком оборудовании одновременно обрабатываются оба конца заготовки.
Шлифовальные приспособления
Этот метод применяется для обработки деталей из не слишком жестких материалов. Периферийное шлифование может быть:
Глубокое. При этом за каждый цикл обработки снимается очень большой слой материала.
С врезной подачей. Этот прием используется для обработки тех заготовок, у которых высота больше ширины.
С прерывистой подачей. Данная технология позволяет производить максимально качественную шлифовку даже очень крупных заготовок.
Круги плоскошлифовальных станков
Эти инструменты могут быть изготовлены в виде шайбы или цилиндра. Они состоят из зерен различных абразивных материалов высокой жесткости, скрепленных между собой керамической, вулканической или бакелитовой связкой. Шлифовальные круги могут иметь различные размеры и профили. Их подбирают в зависимости от марки станка и типа обрабатываемых на нем деталей.
Их подбирают в зависимости от марки станка и типа обрабатываемых на нем деталей.
Дополнительное оборудование
Очень часто к плоскошлифовальному станку подключается такое оборудование, как блок охлаждения. Это необходимо для того, чтобы снизить температуру рабочих органов станка при обработке деталей. Это позволяет значительно продлить срок их службы.
Также в машинах этого типа может быть использовано такое дополнительное оборудование, как подающий и приемный роликовые конвейеры, преобразователи скорости, различного рода узлы очистки СОЖ и др.
Технические характеристики
Машины этого типа могут различаться по мощности, производительности и функциональности. Схемы плоскошлифовальных станков представлены на этой странице. Технические характеристики данного типа оборудования могут быть различными. Далее посмотрим какие параметры могут быть у таких машин на примере очень популярной модели 3G71. Этот агрегат предназначен только для периферийного шлифования заготовок. В его конструкцию входит кровать, колонна с изголовьем, письменный стол и гидравлическая система.
В его конструкцию входит кровать, колонна с изголовьем, письменный стол и гидравлическая система.
Из приведенной ниже таблицы вы можете узнать, какие технические характеристики у данного плоскошлифовального станка.
Parameter | Value |
Minimum workpiece size height / width / length | 320/200/630 mm |
Maximum workpiece mass | 100 кг |
Максимальное расстояние от оси шпинделя до стола | 80 mm |
Table sizes | 630×200 mm |
Moving table longitudinal / transverse | 70-710 / 235 mm |
Range of speeds продольного перемещения | 5-20 м/мин |
Скорость автоматической поперечной подачи | 0,7 м/мин |
Dimensions of grinding wheel | 250x25x75 mm |
Frequency of rotation of a circle | 3740 rpm |
Dimensions of the machine | 1870х1550х1980 mm |
Масса станка | 1900 кг |
Несмотря на то, что плоскошлифовальный станок 3Г71 был еще в СССР, он до сих пор используется в производстве и считается достаточно производительным и надежным. На его основе проектируются более совершенные и дорогие машины 3Г71М.
На его основе проектируются более совершенные и дорогие машины 3Г71М.
Токарный станок: технические характеристики
Различные детали Токарный станок обрабатывает их вращением. При этом стружка удаляется из продукта на высокой скорости. Таким способом можно заточить заготовку в любом месте. Как правило, на токарно-винторезном станке устанавливаются конические и цилиндрические заготовки. В то же время многие предприятия обрабатывают фасонные поверхности.
Кроме того, станки для нарезки винтов позволяют выполнять точечную обрезку концов. Сверление происходит достаточно быстро благодаря мощным электродвигателям. Еще одной функцией этих устройств является прокатка гофры и притирка.
Основные элементы винтовой отрезной машины
Основными элементами любой отрезной машины являются электрозапускная система, пясть, опора и мощная рама. Он предназначен для удержания всего механизма. Крутящий момент на шпиндель передается с помощью ходового винта. Для изменения скорости есть коробка передач. Для управления процессом в механизме предусмотрены рычаги изменения положения шпинделя. Дополнительно есть кнопки для контроля передней бабки.
Для изменения скорости есть коробка передач. Для управления процессом в механизме предусмотрены рычаги изменения положения шпинделя. Дополнительно есть кнопки для контроля передней бабки.
Станки торговой марки «Триод»
Станки фирмы «Триод» отличаются своей универсальностью. При этом можно делать расточку различных деталей. Напряжение устройств довольно высокое. Отдельно упомянем управление. Для вращения шпинделя обычно предусмотрено 6 скоростей. Конусы пинолей обычно устанавливают класса МК 2. Внутренним конусом шпинделя оснащают серию МК 4. Максимальный диаметр обработки деталей на станках не менее 130 мм. Длина изделия допускается до 700 мм. Пределы частот вращения достаточно широки. Максимально механизм можно разогнать до 1600 об/мин. Из недостатков можно отметить только проблемную коробку передач. В некоторых случаях его может заклинить, и тогда машину приходится ремонтировать.
Характеристики модели «Триод ТВ-16»
У данного токарно-винторезного станка характеристики следующие: напряжение питания 400 В, потребляемая мощность 550 Вт. При этом возможно подключение модели к генератору . Максимально допустимая длина изделия для обработки – 700 мм. При этом диаметр заготовки должен быть менее 250 мм. Подставка сделана очень качественно и позволяет хорошо резать.
При этом возможно подключение модели к генератору . Максимально допустимая длина изделия для обработки – 700 мм. При этом диаметр заготовки должен быть менее 250 мм. Подставка сделана очень качественно и позволяет хорошо резать.
Шпиндель диаметром 20 мм. При этом внутренний конус относится к классу МК 4. Максимально штифт можно перемещать на расстояние не более 60 мм. На первой передаче скорость составляет 115 об/мин. Максимально токарно-винторезный станок «ТВ-16» можно разогнать до 1620 об/мин. Вообще у этой модели 6 передач. Резьба может быть нарезана метрическим или дюймовым способом. Высота винторезного станка 1470 мм, ширина и глубина 560 мм. Общий вес устройства 140 кг. Данная модель используется для мелкосерийного производства.
Токарно-винторезные станки «Опти»
Токарно-винторезные станки фирмы «Опти» отличаются компактностью. При этом они способны выполнять достаточно много. В целом у них хороший менеджмент. С этой целью производители оснастили все модели цифровыми индикаторами. Все это помогает точно контролировать работу шпинделя. Этот механизм, как правило, работает на специальных роликовых подшипниках. Класс точности шпинделя Р5. Станки токарно-винторезных станков изготовлены из закаленной стали, поэтому способны выдерживать большие нагрузки. Радиальное биение у многих моделей не менее 0,009мм.
Все это помогает точно контролировать работу шпинделя. Этот механизм, как правило, работает на специальных роликовых подшипниках. Класс точности шпинделя Р5. Станки токарно-винторезных станков изготовлены из закаленной стали, поэтому способны выдерживать большие нагрузки. Радиальное биение у многих моделей не менее 0,009мм.
Подшипники установленной грузоподъемности. Для машин предусмотрена кнопка аварийной остановки. Кроме того, имеется продольная каретка для правильной работы суппорта. В целом точность обработки достаточно высока. Для безопасности здоровья человека имеется защитный экран. Она полностью покрывает всю площадь резания. Продольная подача в устройствах автоматическая. Трапециевидную резьбу на заготовке можно сделать. Также возможна работа по метрической и дюймовой резке. Задняя бабка при желании может быть смещена. Ценовая политика компании достаточно мягкая. Учитывая это, можно выбрать дешевый токарно-винторезный станок.
Обзор характеристик модели «Опт 1К62»
Токарно-винторезный станок «1К62» имеет электродвигатель на 600 Вт. При этом его предельная частота составляет 50 Гц. Детали можно обрабатывать до максимального диаметра 180 мм. Высота центров станка 90 мм. Минимальная скорость шпинделя составляет 150 об/мин. Токарно-винторезный станок «1К62» может достигать не более 2500 об/мин. Всего предусмотрено два шага.
При этом его предельная частота составляет 50 Гц. Детали можно обрабатывать до максимального диаметра 180 мм. Высота центров станка 90 мм. Минимальная скорость шпинделя составляет 150 об/мин. Токарно-винторезный станок «1К62» может достигать не более 2500 об/мин. Всего предусмотрено два шага.
Внутренний конус шпинделя устанавливается по классу МК 3. Максимальное отверстие в изделии можно сделать диаметром 21 мм. Ширина кровати 100 мм. Ход каретки 55 мм. Задняя бабка достаточно подвижна. Пределы метрической резьбы от 0,5 до 3 мм. Размеры данной модели следующие: высота 830 мм, ширина 425 мм, глубина 360 мм.
Чем отличается модель «Опти 16К20»?
«Опти 16К20» достаточно мощный токарно-винторезный станок. Характер механизма подачи зависит от конфигурации. Высота станка 900 мм, ширина 450 мм, глубина 440 мм. Полная масса модели 60 кг. Картридж устройства классифицируется как кулачковый. Токарно-винторезный станок «16К20» имеет позиционную резцедержатель. Защитный забор в данной модели предусмотрен. Также следует отметить удобный поддон для чипсов. Дополнительно производители позаботились о кожухе для патрона. Максимальная частота устройства 60 Гц. При этом номинальная мощность составляет 700 Вт. Максимальный диаметр изделия 190 мм. Высота центров 100 мм. Средняя скорость находится на уровне 500 об/мин.
Защитный забор в данной модели предусмотрен. Также следует отметить удобный поддон для чипсов. Дополнительно производители позаботились о кожухе для патрона. Максимальная частота устройства 60 Гц. При этом номинальная мощность составляет 700 Вт. Максимальный диаметр изделия 190 мм. Высота центров 100 мм. Средняя скорость находится на уровне 500 об/мин.
На максимальной передаче токарно-винторезный станок «16К20» может разгоняться до 3000 об/мин. Конус шпинделя оснащен серией МК 3 и диаметром 30 мм. В данном случае размер каретки скольжения составляет 55 мм. Пиноль задней бабки — класс «МК 2». Скорость продольной подачи составляет 0,1 мм за оборот. Высота инструмента 13 мм. В целом, этот токарно-винторезный станок хорошо справляется с нарезкой конусов. Для этого есть вращающаяся тележка. Кроме того, есть возможность сдвинуть заднюю бабку. Направляющие рамы изготовлены производителем из чугуна. Подшипники в устройстве металлокерамические. Благодаря этому достигается высокая точность.
Токарно-винторезные станки торговой марки «Quantum»
Токарно-винторезные станки этой марки отличаются бесступенчатой регулировкой скорости. Шлифовальные шпиндели изготовлены из закаленной стали. При этом биение картриджа довольно велико. Кнопка аварийной остановки предусмотрена для многих моделей. Также имеется автоматическая продольная коробка передач. Каретка суппорта движется очень плавно. Подшипники в устройстве отличаются повышенной грузоподъемностью.
Ходовые винты установлены двойными. Двигатели на токарно-винторезных станках устанавливаются разной мощности. При этом изменяется и индекс номинальной частоты. Защитный экран для безопасности человека во всех моделях предусмотрен производителем. Система ЧПУ может быть установлена на токарно-винторезных станках. Направляющие рамы изготовлены из стали. Корпус патронов — с переключателем.
Параметры модели «Квант 250»
Токарно-винторезный станок «Квант 250» Электродвигатель имеет общую мощность 750 Вт. При этом частота находится на уровне 50 Гц. Высота центров 125 мм. Деталь на станке можно обрабатывать длиной не более 550 мм. Ширина кровати 135 мм. Средняя скорость шпинделя 600 об/мин. Максимально разрешено достигать 2800 об/мин. Внутренний конус установлен в серии MK 3.
При этом частота находится на уровне 50 Гц. Высота центров 125 мм. Деталь на станке можно обрабатывать длиной не более 550 мм. Ширина кровати 135 мм. Средняя скорость шпинделя 600 об/мин. Максимально разрешено достигать 2800 об/мин. Внутренний конус установлен в серии MK 3.
Диаметр шпинделя 21 мм. Ход каретки верхней каретки 70 мм. Конус пиноли в устройстве класса МК 2. Перемещение задней бабки возможно на расстояние не более 70 мм. При этом продольная подача составляет 0,1 мм на оборот. Предельный шаг метрической резьбы 3,5 мм. Длина резца инструмента 13 мм. Общая высота станка 1250 мм, ширина 600 мм, глубина 475 мм. Масса агрегата 125 кг.
Характеристики станка «Квантум 300»
Эти токарно-винторезные станки отличаются большой точностью обработки. При этом на них можно установить систему ЧПУ. Резьба винта трапециевидная. Направляющие рамки относятся к индуктивным. В данном случае они изготовлены из закаленной стали. Скорость вращения шпинделя 600 об/мин. Ступени в этом токарно-винторезном станке предусмотрены производителем. 6. Ширина станины аппарата 140 мм. Максимальный диаметр заготовки 250 мм. Высота центров механизма ровно 100 мм. Электродвигатель установлен на 700 Вт. Частота составляет 60 Гц.
6. Ширина станины аппарата 140 мм. Максимальный диаметр заготовки 250 мм. Высота центров механизма ровно 100 мм. Электродвигатель установлен на 700 Вт. Частота составляет 60 Гц.
Ход верхней каретки 70 мм. При этом конус пинола имеет класс «МК 2». Индекс продольной подачи довольно высокий. Вес машины 130 кг. Патрон в этой модели классифицируется как кулачковый (диаметр 125 мм). Держатель устанавливается производителем. Кроме того, есть два остановочных центра. Гильза патрона довольно качественная. Имеется защитное ограждение на станке для резки винтов. Также следует отметить удобный поддон для чипсов. Резец устройства выполнен из стали. В стандартный комплект «Квант 300» входят: токарно-винторезный станок, паспорт, комплект шестерен и силовой кабель. Подводя итог, можно сказать, что данная модель отлично подходит для различных видов резки, а также шлифовки металлических заготовок.
Точение валов. Изготовление детали «ступенчатый вал»
Полнотекстовый поиск:
Где искать:
везде
только в заголовке
только в тексте
Вывод:
описание
слов в тексте
только шапка
Главная > Реферат >Промышленность, производство
реферат
Курсовой проект выполнен в соответствии с заданием и содержит 4 листа формата А1 (чертеж детали, чертеж заготовки, чертеж приспособления (технологическое оборудование), технологические коррективы) и пояснительной записки, состоящей из 52 листов, 4 чертежей, 6 таблиц. В работе использовано 8 источников.
В работе использовано 8 источников.
Тема курсового проекта: «Разработка технологического процесса изготовления детали «Вал ступенчатый».
В процессе работы разработан маршрутно-операционный технологический процесс, оформленный в соответствии с ЕСТД.
Введение 5
1 Проектирование процесса механической обработки детали 6
1.1 Служебное назначение детали и технические требования к ней 6
1.2 Технологический контроль черчения и анализ технологичности
конструкции 7
1.3 Определение вида производства 9
1.4 Обоснование выбора и определение размеров исходных
заготовок 14
1.5 Разработка маршрутной технологии обработки деталей 17
1.6 Расчет припусков на механическую обработку 90
1.7 Расчет технологии обработки 23
1.7.1 Расчет режимов и времени резания 23
1.7.1.1 Расчет операции № 010 «Токарная обработка с ЧПУ» 23
1.7.1.2 Расчет операции № 020 «Фрезерование» 30
1. 7.1.3 Проектирование операции № 025 «Болторез» 37
7.1.3 Проектирование операции № 025 «Болторез» 37
1.7.2 Расчет точности обработки 44
1.7.3 Выбор оборудования 46
2 Проектирование технологического оборудования 48
2.1 Выбор и обоснование установки деталь в приспособлении 48
2.2 Техническое описание конструкции и принципа действия приспособления
48
2.3 Разработка расчетной схемы крепления и расчет механизма
зажим 48
Каталожные номера 51
Приложение 52
Введение
Валы очень разнообразны по назначению, конструктивной форме, размеру и материалу. Несмотря на это, технологу при разработке технологического процесса изготовления валов приходится решать множество однотипных задач, поэтому целесообразно использовать типовые процессы, созданные на основе классификации.
В общем машиностроении различают валы бесступенчатые и ступенчатые, сплошные и полые, гладкие и шлицевые, валы зубчатые, а также комбинированные валы в различных сочетаниях из вышеперечисленных групп. По форме геометрической оси валы могут быть прямыми, коленчатыми, кривошипными и эксцентриковыми (кулачковыми).
По форме геометрической оси валы могут быть прямыми, коленчатыми, кривошипными и эксцентриковыми (кулачковыми).
Наибольшее распространение в машиностроении, в том числе станкостроении, имеют различные ступенчатые валы средних размеров, среди которых преобладают гладкие валы. По данным ЭНИМС, более 85% от общего числа типоразмеров ступенчатых валов в машиностроении составляют валы длиной 150-1000 мм.
Шейки валов могут иметь шпоночные канавки, шлицы или резьбу. Резьбу для крепления сопрягаемых деталей от осевого смещения часто целесообразно заменить канавками для пружинных колец. Это упрощает обращение и сборку. В местах перехода ступеней делаются канавки или галтели. Обработка филе более сложная; поэтому предпочтительно, если это возможно, предусмотреть канавки. Концы вала скошены. Шлицевые валы могут быть со сквозными и закрытыми шлицами, последние составляют около 65% от общего числа типоразмеров. По конструкции шлицы могут быть прямосторонними и эвольвентными. В настоящее время преобладают прямосторонние валы (примерно 85-90% от общего числа типоразмеров шлицевых валов, применяемых в машиностроении), хотя эвольвентные шлицы имеют ряд преимуществ в технологическом отношении.
Валы с отношением длины к диаметру менее 15 относятся к жестким; при передаточном числе более 15 валы считаются нежесткими.
1. Технологическая схема обработки деталей
1.1 Назначение службы и технические требования к детали по чертежу и условиям эксплуатации
Деталь — ступенчатый вал. В качестве материала используется сталь 30Х13 ГОСТ 5632-72. Способ формовки – ковка. После окончательной обработки вал отправляется на сборку.
Вал имеет пять шеек, выполненных по 6-му классу точности с шероховатостью по параметру Ra 1,25 (38js6; 40js6; 45js6; 32,2n6; 32n6). На двух из этих шеек с помощью шпоночного соединения установлены шестерни. Крайние шейки вала имеют резьбу М24×1,5-6г для фиксации шестерен от осевого перемещения гайками.
Поверхности 40js6; 45js6 и 32,2н6 мм имеют повышенную твердость 37…43 HRC э., полученную в результате термической обработки. Чтобы остальные поверхности не подвергались термической обработке (25. .30 HRC Э), ее проводят в индукционной установке (ИТУ).
.30 HRC Э), ее проводят в индукционной установке (ИТУ).
Вал изготовлен из высоколегированной коррозионностойкой хромистой стали. Это связано с рабочей средой продукта.
1.2 Анализ технологичности конструкции детали
Чертеж детали содержит все необходимые размеры, дается информация о шероховатости обрабатываемой поверхности и точности их изготовления.
Чертеж детали содержит необходимые виды, дающие полное представление о детали. По конструкции деталь имеет большую часть поверхностей открытыми и доступными для обработки.
Производим качественную оценку поверхностей по коэффициентам:
1) Точность К ПМ
А ср — среднее качество точности
А — соответствующая степень точности
N i — количество поверхностей заданное качество точности
А 1 = 6 n 1 = 7
A 2 \ U003D 7 N 2 \ U003D 1
A 3 \ U003D 8 N 3 \ U003D 2
A 4 \ U003D 12 N 4 \ U003D 4
A 5 \ U003D 14 N 5 \ U003D 18
2) шероховатость K w
где
B ср — среднее числовое значение параметра шероховатости
;
где B — численное значение параметров шероховатости на
n i w — количество поверхностей, составляющих
B 1 = 1,25 n 1 = 6
B 2 \ U003D 6. 3 N 2 \ U003D 26
3 N 2 \ U003D 26
3) Использование материала
M G \ U003D 5,6 KG — вес
M H -Веса из рабочей пейзажи \ U003D 7.84 4.84 4.84 4.84 4.84 4.84 4.84 4.84 4.84 4.
м отходов — масса отходов
Таким образом, по всем показателям в соответствии с ГОСТ 14205-83 деталь технологична.
1.3 Определение вида производства
Вид производства по ГОСТ 3.1108-74 характеризуется коэффициентом укрупнения операций Кз.о., который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению агрегатом в течение определенного времени, к количество рабочих мест.
Кз.о. = Оi / Ря
где ОI — общее количество различных операций;
Ря — четкая численность рабочих агрегата, выполняющих различные операции.
ГОСТ 14004-85 предусматривает следующие виды продукции:
Одноместный;
Серийный номер;
Навалом.
В свою очередь массовое производство делится на крупносерийное, среднесерийное, мелкосерийное.
Расчет ведется с учетом основных операций механической обработки и типов металлообрабатывающего оборудования.
Исходные данные:
Годовая производственная программа: N=10000 шт.
Количество частей в изделии: m=1.
Режим работы предприятия: 2 смены в день.
Ориентировочный вид производства — среднесерийный.
Для расчета коэффициента крепежных операций определяем предварительный маршрут обработки детали. Здесь, исходя из типового технологического процесса обработки детали, выделим основные формообразующие операции механообработки:
Фрезерование и центровка. Фрезерование торцов заготовки и их центровка.
Токарный станок с ЧПУ. Черновая и чистовая токарная обработка наружных поверхностей.
Фрезерование. Фрезерование шпоночных пазов.
Болторезная. Резьба М24×1,5-6г – два места.
Круглошлифовальный. Шлифовка наружных поверхностей.
Шлифовка наружных поверхностей.
При расчете используется формула
Т ш-к =
who
1) Фрезеровать концы.
Центральные концы
2) Поворот шейки вала (черновая и чистовая токарная обработка)
3) Фрезерование шпоночных пазов:
Палец (шпоночный паз) фрезы
где i — количество рабочих ходов
Дисковая фреза
4) Нарезка резьбы:
5) Шлифовка:
Определяем нормативный коэффициент нагрузки рабочего места.
Расчетное количество станков:
где
n n — коэффициент загрузки штатного оборудования (для серийного производства принимаем n n = 0,75).
N – производственная программа N=10000 шт.
Ф г — 4015 часов — фактический годовой фонд наработки оборудования
m pr \u003d 1
m pr \u003d 1
m pr \u003d 1
m pr \u003d 1
Equipment load factor:
The number of Операции, выполненные в одном месте:
Коэффициент оборудования — 5
Коэффициент фиксации:
0769
10Определить количество изделий в партии для одновременного запуска в производство:
n =
Нет данных /254
где а — периодичность пусков в днях (принимаем а = 6)
n =10000*6/254=237 шт
Определение количества смен для обработки всей партии:
и
— количество транзакций
ΣT ш-к =27,25 мин
c=
=3,39
accept c=4
Определяем количество изделий в партии, необходимое для загрузки оборудования за целое число смен:
=279,48 шт. принять n пр = 280 шт
принять n пр = 280 шт
1.4 Обоснование выбора и определение размеров исходной заготовки
Валы с малым числом ступеней и небольшими различиями в диаметрах изготавливают из штучных заготовок, вырезанных из горячекатаного проката или холоднотянутого прутка, и имеющие более сложную конфигурацию и с большим количеством ступеней или со ступенями, значительно отличающимися по диаметру, — из заготовок, полученных штамповкой, поперечной прокаткой или ротационным прессованием. Выбор заготовки должен быть обоснован технико-экономическими расчетами.
В массовом и крупносерийном производстве валы изготовляют из штучных заготовок, обеспечивающих эффективное использование металла (коэффициент использования металла СММ = 0,65…0,7) и значительное снижение трудоемкости механической обработки. Замена прутка на штамповку производится при увеличении МКП не менее чем на 5 %. Заготовка, полученная радиальным обжатием, наиболее близка по конфигурации и размерам к готовой детали, при этом КИМ = 0,85. ..0,95.
..0,95.
Заготовка получается на горячештамповочном прессе в закрытом штампе.
Размеры заготовки рассчитываем по ГОСТ 7505-89 «Поковки стальные штампованные».
1.4.1. Исходные данные.
Оборудование — пресс горячего тиснения.
Материал заготовки сталь 30Х13.
Вес детали — 5,6 кг.
1.4.2. Определение технических характеристик поковки.
1) Находим расчетную массу поковки
=
, где
— масса детали,
— расчетный коэффициент, определяемый по ГОСТ 7505-89. = 1,4 (т.к. ось детали прямая).
Получить =
кг.
2) Класс точности — Т2.
3) Группа стали — М3.
4) Степень сложности поковки определяется в зависимости от соотношения
, где
— масса фигуры, в которую вписана поковка. Имеем =
, откуда степень сложности поковки С1.
5) Конфигурация поверхности разъема штампа P (плоская).
6) Начальный индекс — 10.
1. 4.3. Определение припусков и нахлестов поковок.
4.3. Определение припусков и нахлестов поковок.
1) Основные допуски на размеры, мм:
1,5 – диаметр 40 мм, шероховатость Ra=1,25 мкм
1,2 – диаметр 42 мм, шероховатость Ra=6,3 мкм
1,6 – диаметр 46 мм , шероховатость Ra=1,25 мкм
1,2 – диаметр 53 мм, шероховатость Ra=6,3 мкм
1,4 – диаметр 390,5 мм, шероховатость Ra=6,3 мкм
1,5 – диаметр 32,2 мм, шероховатость Ra=1,25 мкм
1,4 – диаметр 24 мм, шероховатость Ra=6,3 мкм
1,1 – толщина 5 мм, шероховатость Ra =6,3 мкм
1,2 — толщина 62 мм, шероховатость Ra=6,3 мкм
1,2 — толщина 54 мм, шероховатость Ra=6,3 мкм
1,7 — длина 597 мм, шероховатость Ra=6,3 мкм.
2) Смещение по поверхности разъема плашек — 0,3 мм.
Отклонение от плоскостности и прямолинейности — 0,5 мм
Уклон штамповки — 5
1.4.4. Размеры поковок и их допуски.
1) Размеры поковки, мм:
Диаметр 24+(1,4+0,3+0,5)×2=28,4, допустим 28,5 мм
Диаметр В40+(1,5+0,3+0,5)×2=44,6, допустим 45 мм
Диаметр В42+(1,2+0,3+0,5)×2=46, допустим46 мм
Диаметр В46+(1,6+0,3+0,5)×2=50,8, допустим51 мм
Диаметр В53+(1,2+0,3 +0,5)×2=57, принимаем57 мм
Диаметр Ç39,5+(1,4+0,3+0,5)×2=43,9, допустим44 мм
Диаметр Ç32,2+(1,5+0,3+0,5)×2=36,8, допустим37 мм
Толщина 5+(1,1+0,3+0,5)×2=8,8, допустим 9 мм
Толщина 62+1,2+0,3+0,5=64, принимаем 64 мм
Толщина 54 + 1,2 + 0,3 + 0,5 = 56, принимаем 56 мм
Длина 597+(1,7+0,3+0,5)×2=602, принимаем 602 мм
2) Радиус закругления внешних углов 2,5 мм.
3) Допустимые отклонения размеров, мм:
Диаметр В28,5
Диаметр В57
Диаметр В45 Диаметр В44
Диаметр В46 Диаметр В37
Диаметр В51 толщина 9
толщина 56 толщина 64
длина 602
.
Чертеж заготовки представляется на листе формата А2
ПензГУ 1.3-09.151001.123.002-ЧЗ
1,5
Разработка технологии фрезерования деталей
Таблица 1.
№ опер | Наименование и краткое описание | Технологические базы | Оборудование |
Фрезерование и центрирование Фрезы Центр с 2 сторон | Необработанные гриф и приклад 20 | ||
Токарный станок с ЧПУ Заточить вал слева сначала Предварительно заточить вал справа Полностью заточить левый вал Полностью заточить правый вал | Ось и конец 1 (Ось и конец 30) | ||
Слесарь | Слесарный верстак | ||
Фрезерование Фрезерование шпоночного паза шпоночной (пальцевой) фрезой Фрезерование шпоночного паза дисковой фрезой | Грифовая поверхность В40js6 и приклад 30; Поверхность шейки В32,2н6 и торец 1; | ||
с резьбой Нарезная резьба M24 × 1,5-6 г — два места | Поверхности шейки 32. | ||
Слесарь Удаление заусенцев | Слесарный верстак | ||
стирка | |||
Управление | Плита управления | ||
Термический | Индукционная установка | ||
Круглое шлифование Шлицы валов шлифовать Ç38 мм; Ç40мм; Ç45 мм; Ç46мм; Ç32,2 мм; Ç32 мм | Ось и конец 1 | ||
Слесарь Удаление заусенцев, затупление острых кромок | Слесарный верстак | ||
стирка | |||
Управление | Плита управления | ||
Консервация | Слесарный верстак |
 2n6; 38js6
2n6; 38js6 Окончательный вариант маршрутной технологии оформляется по маршрутным картам, которые приведены в приложении, в соответствии с ГОСТ 3. 1118-82.
1118-82.
1.6 Определение припусков расчетно-аналитическим методом
Для одной поверхности припуск определяют расчетно-аналитическим методом, для остальных по ГОСТ 7505-89.
Рассчитываем припуск на размер 40 js6 (±0,008) мм
План обработки:
Черновая токарная обработка
Чистовое точение
Шлифование
Токарно-шлифовальную обработку производят в центрах, поэтому отклонения в расположении поверхностей составляют: по ГОСТ 7505-89:
Остаточная величина пространственных отклонений:
После черновой обработки
После чистовой обработки
Расчет минимальных значений припусков осуществляется по формуле:
Минимальный припуск:
Под предварительную резку:
Под чистовую токарную обработку:
Под шлифовку:
Полученные данные вносятся в таблице 2.
Технологические переходы обработки поверхности | Элементы припуска, мкм | Оценочная надбавка | Расчетный размер дп , | Предельный размер, мм | Предельные значения припусков, мкм | |||||
2 | ||||||||||
пустой | ||||||||||
Токарная обработка предварительная | ||||||||||
Финишное точение | ||||||||||
шлифовка | ||||||||||
Таблица 2.
Столбец «Расчетный размер» (д р) дополняется, начиная с полного размера:
Наименьший предельный размер определяется путем округления в большую сторону до того же знака, что и десятичная дробь, которая дается допуск. Находим наибольший предельный размер, добавляя допуск к наименьшему.
Мы рассчитываем значение разрешений:
Общие доходы
и
Мы определяем подрывные добычи:
212+336+2960 = 3508 мкм
9000 2588+434+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+4400+44400+44400+336+2960 = 3508 м. =5092 мкм
Проверим правильность выполненных расчетов:
Проверка верна, следовательно, расчет сделан правильно.
Рис.1. Схема припусков и допусков на размер 40 js6 мм.
1.7 Расчет технологии обработки
1.7.1 Расчет режимов резания и норм времени
1.7.1.1 Операция проектирования № 010 «ЧПУ токарная обработка»
Операция ЧПУ-нарезка выполняется на токарный мод. 16К20Ф3 на четыре установа (А и Б — черновой, С и Г — чистовой), каждый из которых выполняет по одному переходу. В этой операции для установки и основания заготовки на станке используется двухкулачковый приводной патрон с плавающим передним центром и вращающимся центром, установленным в задней бабке.
16К20Ф3 на четыре установа (А и Б — черновой, С и Г — чистовой), каждый из которых выполняет по одному переходу. В этой операции для установки и основания заготовки на станке используется двухкулачковый приводной патрон с плавающим передним центром и вращающимся центром, установленным в задней бабке.
В качестве режущих инструментов используются токарные инструменты для наружной обработки стандарта ISO производства ISCAR:
Черновая обработка:
Держатель: PCLNR 2020K-12
2 Пластина: 08 T20400 радиус r=0,8 мм
Сплав пластины IC 9025
V=150…250 м/мин
S=0,15…0,5 мм/об
Чистовое точение:
2 Державка: SV0KJCR 25 Пластина: VCMT 160404E-14
радиус при вершине r=0,4 мм
пластина сплав IC 9025
твердый сплав с покрытием химическим осаждением из трех слоев TiN, AL 2 O 3 , TiCN.
V=250..400 м/мин
S=0,12..0,25 мм/об
Все расчеты для данной операции проводятся по формулам
Скорость резания при наружном продольном и поперечном точении рассчитывается по формуле формула
Kv для скорости резания является произведением индивидуальных коэффициентов
ТО мв
КНВ
— влияние состояния поверхности заготовки (для проката = 0,8; после черновой обработки = 1,0) Таблица 5,
Кув –
Влияние материала режущей части (=1,9) табл. 6
6
К ф
–
влияние главного угла в плане фрезы (для f95Å=0,7; для f93Å=0,7)Таблица 18
Черновая токарная обработка (Настройки A и B):
Глубина резания t = 4 мм
Подача S=0,5 мм/об
С V = 350 табл.17
м 69 = 69
0,2
= 0,15
= 0,35
Выбираем ближайшее значение по паспорту станка 800 об/мин
Определяем силу резания:
P z =10
С р
т х
с г
v п
К р
Общий поправочный коэффициент Cr
К р
знак равно
К Мп
К
р
К
р
К
р
К рп
К Мп
=0,75 таб. 9
9
K j p =0,89 таб.23
K г p
=1,1
К л р
=1,0
К рп
К р
знак равно
0,75*0,89*1,1*1=0,734
С п = 204 таблица 22
n =
0
P z =10*204*4
1
*0,5
0,75
*135,7
0
*0,734=3561 Н
Расчет мощности резания
To=
.
Lpx :
L px= L cut+ y +
Л дополнительный
где л вырезать —
л добавить —
у
69
68
–
Для установки A:
L вырез= 430 мм
L дополнительный+ y 9
14 мм
L px= 444 мм
To=
1,11 мин
Для установки B:
L вырез= 187 мм
L экстра+ y =
14 мм
L PX = 201 мм
до =
0,503 MIN
Штраф (настройки C и D):
Drue True of Cut Cut of Cut tuck Te = 0. 4 MM 9000
4 MM 9000
. =0,25 мм/об
Стойкость T = 60 мин
С В = 420 табл.17
м =
0,2
Выбираем ближайшее значение по паспорту станка 2000 об/мин
Фактическая скорость резания
Определяем силу резания:
P z =10
С р
т x
с г
v п
К р
Общий поправочный коэффициент Cr на силу резания является произведением отдельных коэффициентов K p
знак равно
К Мп
К
р
К
р
К
р
К рп
К Мп
=0,75 табл.9
K j p =0,89 табл.23
K g p
=1,1
К л р
=1,0
К рп – учитывается только для быстрорежущей стали.
К р
знак равно
0,75*0,89*1,1*1=0,734
С р = 204 таблица 22
n =
0
П з =10*204*0,4
1
*0,25
0,75
*333,01
0
*0,734 = 211,76 N
Рассчитайте мощность резки
KW
KW
Давайте определяем время обработки основной машины:
до = .
Определить длину штриха Lpx :
L px= L вырезать+ у +
L дополнительный
где L отрез — длина реза равна длине обработки.
L доп — дополнительная длина хода, обусловленная в ряде случаев особенностями установки и комплектации детали.
г
–
длина подхода, врезания и перебега инструмента
Для установки B:
L вырез= 432 мм
L экстра+ y =
6 mm
L px= 438 mm
To=
0. 876 min
876 min
To install G:
L cut= 196 mm
L extra+ у =
6 мм
L px= 202 мм
To=
0,404 мин
Определение сдельно-расчетного времени на операцию.
Технические нормы времени в условиях массового и серийного производства устанавливаются расчетно-аналитическим методом. При серийном производстве норму штучно-расчетного времени определяют:
Тш-к=
+ Тшт,
, где Тпз — подготовительное — заключительное время на операцию.
п –
размер стартовой партии деталей; п =
280 pcs
The rate of piece time when machining on CNC lathes is defined as:
T PC =T O +T v +T service + Т пер.
Т О — основное технологическое время
Тосл — ремонтно-сервисное время.
Тпер — время перерыва .
ТВ — вспомогательное время:
Т в =Т усы +Т м.в +
T zo + T из
Tm.w. — механизированных затрат времени на перемещение башни станка в зоне обработки, включая холостые отводы и подачи, а также смену инструмента.
Цо — время крепления и раскрепления детали,
Тус — ,
Тиз — время на измерение детали,
Т м.в. = T XX +T CK +T SI
TXX — Время IDLE
TXX — Время IDLE
TXX — Время IDLE
TXX — MARGE
TXX — MARGED
TXX — MANGE
TXX . , время смены одного кадра 1,5-2 секунды).
Ци — Общее время, необходимое для смены инструмента.
T ПК =T O +T усы +
Т из +
T zo +T xx +T ck +T si +T service +T lane
The total length of idling — 1862 мм
Быстрая скорость перемещения — 2000 мм/мин
Txx =1862/2000= 0,931 мин
Tsi= 0,17 мин
Tsk =1,5 мин
Tm.w. \u003d 0.931 + 1.5 + 0.17 \u003d 2.601 min
2.893+0.4+2.601=5.894 min
Tobsl+ Tper =12% of operational time
Tobsl+ Tper =5,894*0,12= 0,707
Полученные значения норм времени сведены в таблицу 3.
Таблица 3
Комплект А | Комплект Б | Комплект Б | G-настройки | ||
T усы , мин | |||||
Т зо , мин | |||||
Т из , мин | |||||
T сервис +T полоса , мин | |||||
Т пз , мин. | |||||
Т О , мин |

На основании таблицы получаем:
Т ПК =2,893+0,74+
2,64
+
0,176
+2,601+2,828=11,878 мин.
Тш-к=
+11,878=11,942 мин.
1.7.1.2 Операция проектирования № 020 «Фрезерование»
Операция выполняется на шпоночно-фрезерном станке 6Д91 в два установа. Для этой операции необходимо использовать специальное приспособление, с помощью которого деталь устанавливается и опирается на станок по наружной цилиндрической поверхности и торцу (сборочный чертеж приспособления представлен на листе формата А1 ПензГУ 1.3- 09.151001.123.005-СБ).
В качестве режущих инструментов используются специальные фрезы:
для настройки А — шпоночная фреза 12
мм, материал фрезы — быстрорежущая сталь Р6М5
для настройки Б — грибковая фреза 48 мм и b=8 Н8 мм, материал фрезы — быстрорежущая сталь Р6М5
Все расчеты по данной операции проводятся по формулам.
Набор А:
Деталь устанавливается на приспособление и опирается на 40.2 (чертеж 40js6).
На этом переходе фрезеруется паз под призматическую шпонку размером В =12
,
т =
4.5х22. Обработка ведется методом «маятник» в два прохода с подачей на глубину 2,2 мм
Глубина фрезерования t=2,2 мм
Ширина фрезерования H=12 мм
Диаметр фрезы D=12 мм
Подача на зуб фрезы Sz =
0,18 мм/зуб
Количество зубьев фрезы z=2
Определить длину хода Lpx :
L px= Д Вырезать+ Г +
L дополнительный
где L отрез — длина реза равна длине обработки. L вырез= 54 мм
L доп — дополнительная длина хода, обусловленная в ряде случаев особенностями установки и конфигурации детали.
г
–
длина подхода, врезания и перебега инструмента
L экстра+ y =6
мм
L px = 54+6=60мм
Определить скорость резания V n ,
мин ,
Суммарный поправочный коэффициент Kv для скорости резания является произведением отдельных коэффициентов
К mv — влияние качества обрабатываемого материала (для стали = 0,9) Таблица 3,
Кв
Кув –
T — стойкость инструмента; T= 80 мин tab40;
С В = 12 стол 39
м =
0,26
q =
0,3
и =
0
р =
0
Скорость шпинделя:
п =
250 мин
Указание скорости резания:
Определение минутной подачи S м, мм/мин:
S м= Sz *
я *
п =
0,18*2*250=90 мм/мин
Определить силу резания:
P z =10
поправочный коэффициент K mp для силы резания
К Мп
=0,3 таб. 9
9
С р = 82 стол 41
u =
1
q =
0,86
P z =10
H
Расчет мощности резания
кВт
кВт
Определим время обработки основного станка:
8 To0005
мин.
Параметр B:
Деталь устанавливается на приспособление и основана на В32.4 (чертеж В32.2н6).
На этом переходе паз под шпонку фрезеруется размерами V =8 +0,022
, т =
4 ч22. Обработку проводят фрезой грибка Ç48 мм и b=8 Н8 мм, материал фрезы быстрорежущая сталь Р6М5
Глубина фрезерования t=4 мм
Ширина фрезерования H=8 мм
Диаметр фрезы D=48 мм
Подача на зуб фрезы Sz =
0.01 mm/tooth
Number of cutter teeth z=12
Determine the stroke length Lpx :
L px= L cut+ y +
L дополнительный
где L отрез — длина реза равна длине обработки. Л вырез= 54 мм
Л вырез= 54 мм
L доп — дополнительная длина хода, обусловленная в ряде случаев особенностями установки и конфигурации детали.
г
–
длина подвода, врезания и перебега инструмента
L экстра+ y =6
,
мин,
Суммарный поправочный коэффициент Kv на скорость резания является произведением отдельных коэффициентов
К mv — влияние качества обрабатываемого материала (для стали = 0,9) Таблица 3,
Кв
— влияние состояния поверхности заготовки (после обработки = 1,0) Таблица 5,
Кув –
влияние материала режущей части (=1,0) табл.6
Т — стойкость инструмента ; T= 60 мин tab40;
С В = 72 стол 39
м =
0,15
q =
0,2
и =
0,1
р =
0,1
Частота вращения шпинделя:
По паспорту станка принимаем число оборотов n =
1000 мин
Указание скорости резания:
Определение минутной подачи S м, мм/мин:
S m= Sz *
я *
п =
0,01*12*1000=120 мм/мин
Определить силу резания:
P z =10
поправочный коэффициент K mp для силы резания
K mp
=0,3 таб. 9
9
С р = 68,2 таб.41
u =
1
q =
0,86
ш =
0
P z =10
H
Рассчитать мощность резания
кВт
кВт
Определим время обработки основного станка:
К=
мин
Тш-к = + Тшт ,
где Тпз —
н 9
–
п =
280 PCS
TSHT = TO+TV K +TOB.FROM ,
, где Это — Основное время,
TV — AUXILAIN Tup+Tiz ,
где Tus — время установки и снятия ,
Тзо —
Тупой —
Тиз — время мерить деталь,
Тоб.от 29 6 9008
9
9
к =1,85).
Tob.ot= T op ·9 %
T op =T O +T v ·
к
Т оп =2,833+(0,094+0,068+0,12+0,62)1,85=4,502 мин
Тоб. с = 4,502 0,09 = 0,405 мин. в таблице 4.
с = 4,502 0,09 = 0,405 мин. в таблице 4.
Таблица 4
Имя | Переход 1 | Переход 2 | |
Тус — | |||
Цо — | |||
Глупый — | |||
Тиз — | |||
Тоб.от — | |||
Тпз — | |||
Та – основное время, мин | |||
Тш-к=
+ 4,502+0,405
= 5,004 мин .
1.7.1.3 Конструкторская операция № 025 «Резьбонарезка»
Операция выполняется резьбонарезным полуавтоматом 5Д07 в двух режимах. Для этой операции необходимо использовать приспособление — тиски с самоцентрирующимися губками, с помощью которых деталь устанавливается и опирается на станок по наружной цилиндрической поверхности. Можно использовать специальное приспособление, аналогичное приспособлению, применяемому при фрезеровании.
В качестве режущего инструмента используется самооткрывающаяся винтово-резная головка — 4КА-70 по ГОСТ 21760 — 76 с круглой гребенкой по
ГОСТ 21761-76 из быстрорежущей стали Р6М5 с износостойким покрытие нитридом титана (TiN)
Все расчеты для этой операции проводятся по формулам.
1) Комплект А:
Деталь устанавливается на приспособление и опирается на поверхность шейки В38js6.
На этом переходе выполняется резьба М24×1,5-6г.
Подача (равна шагу резьбы) S =
1.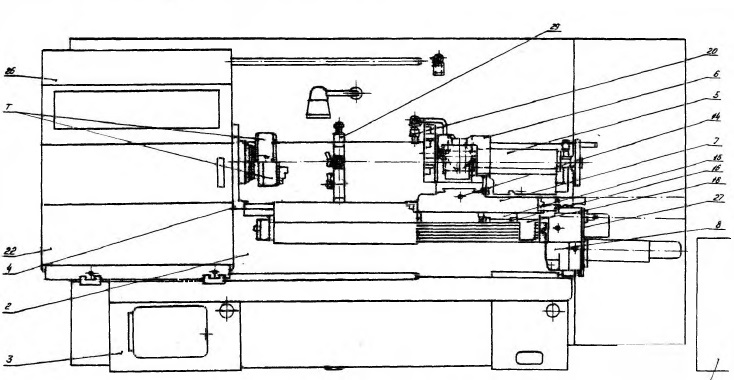 5mm/rev
5mm/rev
Thread diameter D=24 mm
Depth of cut t=1.3 mm
Lpx :
L px= L cut+ y +
L дополнительный
где L отрез — длина реза равна длине обработки. Д Отрез= 31 мм
Д доп — дополнительная длина хода, обусловленная в ряде случаев особенностями наладки и комплектации детали.
Д
–
длина подвода, врезания и перебега инструмента
L экстра+ y =3
,
мин,
ТО мв
К Т в
Кув –
T — стойкость инструмента; T= 120 мин tab49;
С В = 7.4 таб.49
м =
0,5
q =
1,2
Скорость вращения шпинделя:
По паспорту станка принимаем число оборотов п =
160 мин
Указание скорости резания:
Определение крутящего момента:
M KP =10
С М
Д
q S
г
К Мп
поправочный коэффициент K mp для силы резания
K mp
=0,85 таб. 50
50
С М = 0,046 табл.51
q =
1,1
М КП =10
0,046 24 1,1
1,5 1,5
0,85=23,69 Н м
Рассчитать мощность резания
кВт
кВт
Определим время обработки основного станка:
К=
мин
2) Установка Б:
Деталь устанавливается на приспособление и опирается на поверхность шейки В32,2н6.
На этом переходе выполняется нарезание резьбы M24×1,5-6g
Подача (равная шагу резьбы) S =
1,5 мм/об
Диаметр резьбы D=24 мм
Глубина резания t=1,3 мм
Определение длины хода Lpx :
L px= L вырез+ y +
L дополнительный
где L отрез — длина реза равна длине обработки. L cut= 20,4мм
L доп — дополнительная длина хода, обусловленная в ряде случаев особенностями установки и конфигурации детали.
г
–
длина подхода, врезания и перебега инструмента
Л экстра+ у =3
,
мин,
Суммарный поправочный коэффициент Kv на скорость резания является произведением отдельных коэффициентов
К mv — влияние качества обрабатываемого материала (для стали = 0,8) Таблица 50,
К Т v
— с учетом точности нарезаемой резьбы (точность = 0,8) Таблица 50,
Кув –
влияние материала режущей части (= 1,0) табл.50
Т — стойкость инструмента; T= 120 мин tab49;
С В = 7.4 таб.49
м =
0,5
q =
1,2
Скорость шпинделя:
По паспорту станка принимаем число оборотов n =
160 мин
Указание скорости резания:
Определение крутящего момента:
M KP =10
С М
Д
q S
г
К Мп
поправочный коэффициент K mp для силы резания
K mp
=0,85 таб. 50
50
С М = 0,046 табл.51
q =
1,1
М КП =10
0,046 24 1,1
1,5 1,5
0,85=23,69 Н м
Рассчитать мощность резания
Определим основное машинное время обработки:
То=
мин
3) Определение сдельно-расчетного времени на операцию.
Технические нормы времени в условиях массового и серийного производства устанавливаются расчетно-аналитическим методом. При серийном производстве норму штучно-расчетного времени определяют:
Тш-к = + Тшт ,
где Тпз — подготовительный — заключительный срок операции.
нет
–
размер стартовой партии деталей; п =
280 PCS
TSHT = TO+TV K +TOB.FROM ,
, где Это — Основное время,
TV — AUXILAIN Туп+Тиз ,
где Тус — время установки и демонтажа ,
Тзо — время на закрепление и открепление детали,
Тупой — время на приемы управления машиной,
Тиз — время на замер детали,
время на техническое обслуживание из 9-90б. рабочее место и перерывы для отдыха и личных нужд,
рабочее место и перерывы для отдыха и личных нужд,
к — коэффициент, учитывающий серийность производства ( к =1,85).
Тоб.от= Т оп 7%
T op =T O +T v ·
K
T OP = 0,24+(0,094+0,068+0,12+0,55) 1,85 = 1,78 мин.
TOB.OT \ U003.,78 0,78 0,78 0,78 0,78 0,78 0,78 9,78. нормы времени сведены в таблицу 5.
таблица 5
Имя | Переход 1 | Переход 2 | |
Тус — Время установки и снятия детали, мин | |||
Цо — время крепления и раскрепления детали, мин | |||
Тупой — время на управление машиной, мин | |||
Тиз — время на измерение детали, мин | |||
Тоб. | |||
Тпз — подготовительно-заключительное время, мин | |||
Та – основное время, мин | |||
Время на прием и возврат прибора, мин | |||
 от — время на содержание рабочего места и перерывы для отдыха и личных нужд, мин
от — время на содержание рабочего места и перерывы для отдыха и личных нужд, минИсходя из таблицы получаем:
Тш-к=
+ 0,24+0,125
= 0,46 мин .
1.7.2 Расчет точности обработки
Расчет точности обработки заключается в определении суммарной погрешности чистовой токарной обработки и сравнении ее с допуском на размер по 9-му классу точности 40,266 h9 (-0,062).
Суммарная ошибка обработки рассчитывается по формуле
где — ошибки, возникающие в процессе обработки;
— ошибка установки технической системы в размер.
1. Определить погрешность обработки, вызванную размерным износом инструмента
По таблице 29 допустимого размерного износа инструмента при обработке партии заготовок определяем:
20 мкм
2. Определить упругие продавливания, вызванные несогласованностью усилия
Так как поверхность обработка производилась с фиксацией в кулачках станка, здесь применяется следующая формула
Податливость
равна
мкм/кН
Радиальная сила определяется по формуле
где
мм;
мм
Значение скорости резания: м/мин.
По таблице 22 находим: С р
= 204;
п =
0;
Х =
1,0;
Y = 0,75
Значение поправочного коэффициента для силы резания
K p =0,734
Рассчитать скорость резания и определить радиальную силу упругости
—
Определить0005
3. Определим погрешность настройки технической системы для размера
мкм.
4. Температурные деформации определяют по формуле
,
мкм
5. Определяют по формуле
,
мм,
мм;
мкм.
Суммарная ошибка обработки
Сравниваем общую ошибку с допуском размера 40,266 h9, что составляет 62 мкм.
62 мкм > 55,5 мкм
Заключение: точность обработки соблюдается.
1.7.3 Подбор оборудования
На предприятиях стараются расписать технологический маршрут таким образом, чтобы по возможности вся он выполнялся на оборудовании одного цеха. Это связано с необходимостью оформления большого количества документов при перемещении части маршрутного процесса в другой цех.
Разработанная технология удовлетворяет этому правилу. Все его операции выполняются в пределах одного отделения цеха, кроме уборочной операции.
Выбор конкретной модели оборудования осуществляется по габаритным, точностным и мощностным критериям.
Распределение оборудования по операциям обобщено в таблице 6.
Таблица 6
Имя машины | Режущий инструмент | Устройство и вспомогательный инструмент | измерительный инструмент | |
Фрезерно-центровочный полуавтомат | Сверло 4 Р6М5 ГОСТ 14034-74 Сверлильный центр. 2317-0107 (ф4.00) ГОСТ 14952-75 Фреза концевая Ø 100 Т5К10 ГОСТ 24359-80 Резец (ф100) 2214-0001 Т5К10 45° ГОСТ 24359-80 | |||
Станок токарно-винторезный с ЧПУ 16К20Ф3 | Сквозная фреза PCLNR 2020K-12 со вставкой: CNMG120408T-NR Резец прямой SVJCR 2020К-16 | Патрон 2 кулачка | Микрометр МК 25-1 ГОСТ 6507-78 Суппорт ШЦ-И-125-0,1-1 ГОСТ 166 Образцы шероховатости ГОСТ 9378-75 | |
Станок для фрезерования шпоночных пазов 6Д92 | Специальная фреза для ключей Ç12 мм P6M5 Резак (ф12) 2234-0367 Н9 ГОСТ 9140-78 Специальная фреза для грибков Ç48 мм и b=8 H8 R6M5 | Специальное устройство | Суппорт ШЦ-И-125-0,1-1 ГОСТ 166 | |
Полуавтомат резьбонарезной 5Д07 | Гребень 2671-0773 ГОСТ 21761-76 | Головка 2681-0023 ГОСТ 21761-76. Тиски с самоцентрирующимися губками | Кольцо резьбовое М24×1,5. Пр и НЕ. | |
Станок кругло-шлифовальный 3М151 | Круг шлифовальный ПП300×30×24А40ПС1-С2 6К5 50 м/с 1кл.А ГОСТ 2424-83 | Центр передний, задний ГОСТ 13214-79 Воротник ГОСТ 16488-79 | Стейплз пр. и НЕ. Образцы шероховатости ГОСТ 9378-75 |
Сверло 2300-6173 (f5.00) ГОСТ 10902-77
Штангенциркуль ШЦ-I — 250-630 — 0,05-1 ГОСТ 166-89
Штангенциркуль ШЦ-I — 125 — 0,05-69 ГОСТ0005
Штангенциркуль ШЦ-I — 125 — 0,10-1 ГОСТ 166
Штатив ШМ-I-8 ГОСТ 10197-70
Индикатор ИЧ02 кл. 1 ГОСТ 577-68
Угломер типа 1-2 ГОСТ 5378-88
Микрометр МК50-1 ГОСТ 6507
Микрометр МК25-1 ГОСТ 6507-90
Кронштейн 061 ОСТ 95 8 на рез. диаметр
Кронштейн СР 50 ГОСТ 11098-75
Кольцо 8211-0094 6г (М24 Х1,5-ПР) ГОСТ 17763-72
Кольцо 8211-1094 6г (М24 Х 1,5-НЕТ) ГОСТ 1270900-07 8133-0630(ф5)х24 ГОСТ 14807-69
2. Конструкция технологического оборудования, мерительного и режущего инструмента
2.1 Выбор и обоснование установки детали в приспособление
Из чертежа детали следует, что для операции фрезерования шпоночного паза, для зажима детали на станке следует использовать специальное приспособление. В нем заготовка опирается на призму и две опоры. Так как приспособление используется в крупносерийном производстве, оно должно быть оснащено быстрозажимным устройством. Этим требованиям отвечает пневматический привод зажимного механизма.
2.2 Техническое описание устройства и принципа действия устройства
Устройство состоит из корпуса, установочной призмы, рычажного зажимного устройства. В качестве привода принят поршневой пневмоцилиндр одностороннего действия, когда в верхнюю часть пневмоцилиндра подается сжатый воздух, поршень со штоком опускается и прижимает деталь посредством рычажной передачи, т. е. деталь фиксируется. При прекращении подачи сжатого воздуха в верхнюю полость пружины, установленные на зажимном механизме, поднимают хомут, а вместе с ним поднимаются вверх штоки и шток поршня и освобождается деталь.
2.3 Разработка расчетной схемы крепления и расчет зажимного механизма
Заготовка опирается на элементы крепления приспособления и прижимается к ним зажимом с усилием Q, а усилием резания P о действует в перпендикулярном направлении. Силе резания Р о противодействует сила трения Т между опорной поверхностью приспособления и нижней базовой плоскостью детали, а также между верхней плоскостью детали и прижимной поверхностью.
Рис. 4
Составим уравнение равновесия всех сил, действующих на заготовку относительно оси Y:
ΣF yi =Q – 2Rsina/2=0
Требуемая сила зажима определяется из выражения:
кП o = Qf 1 + 2Rf 2
, где
k — коэффициент запаса прочности зажима.
k 0 =1,5 — гарантированный запас прочности.
к 1 = 1,0 — коэффициент, учитывающий изменение припуска
к 2 = 1,4 — коэффициент, учитывающий увеличение силы резания при затуплении инструмента.
к 3 = 1,2 — коэффициент, учитывающий увеличение силы резания при прерывистом резании
к 4 = 1,0 — коэффициент, учитывающий постоянство сил зажима
к 5 = 1,0 — коэффициент, характеризующий только ручное зажимание механизмы
к 6 = 1,0 — коэффициент, учитывающий наличие момента, стремящегося повернуть заготовку.
а=
— угол призмы
f 1 = f 2 = 0,15
Расчет зажимного механизма:
Определяем размер привода:
R
5
= и
Д 2
р ч
р = 0,4 Н/м 2 = 4 кгс/см 2 — удельное давление сжатого воздуха;
=0,7.
Полученный диаметр округлить до ближайшего значения.
Диаметр стержня: d=0,25D=0,25*100=25 мм.
Горбацевич А.Ф. Курсовой дизайн по инженерным технологиям. Минск: Высшая школа, 1983.
А. Г. Косилова и Р. К. Мещеряков. Справочник технолога машиностроителя. В двух томах. Том 2. М.: «Машиностроение», 1985.
«Режимы резания металлов». Справочник под редакцией Ю.В. Барановский . М. «Машиностроение», 1972.
А. Г. Косилова и Р. К. Мещеряков. Справочник технолога машиностроителя. В двух томах. Том 1. М.: «Машиностроение», 1985
А. К. Горошкин. Устройство для металлорежущих станков. Справочник 7-е издание, переработанное и дополненное. М.: Машиностроение 1979
«Металлообработка»: Справочник под редакцией А.А. Панова . — М.: Машиностроение, 1988.
Б.Л. Беспалов, Л.А. Глейзер, И.М. Колесов Технология машиностроения М., «Машиностроение», 1973
Проектирование технологии автоматизированного машиностроения: Учеб. для машиностроения. специалист. университеты/ ИМ. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др.; изд. Ю.М. Соломенцев . — 2-е изд., испр. — М.: Высшее. школа, 1999
Детали класса «валы» характеризуются тем, что в основном образованы внешними поверхностями вращения вокруг одной оси. Длина вала намного больше диаметра.
В некоторых конструкциях может присутствовать внутреннее центральное отверстие.
По назначению, конструкции, массе, точности обработки, материалу и другим показателям детали этого класса весьма разнообразны.
В прокатном оборудовании применяют валы массой от нескольких килограммов до 20-30 тонн и более с диаметрами до -800-1200 мм.
Класс «Валы» делится на следующие основные группы: валы и оси гладкие; ступил; пустой; с фигурными криволинейными и коническими поверхностями.
В каждой группе валы делятся на типы, которые отличаются только размером обрабатываемых поверхностей.
При обработке деталей класса «валы» необходимо:
1. Держите ось прямо. Соосность и прямолинейность всех участков валов и осей должны быть в пределах установленных допусков.
2. Сохраняйте поверхности вращения концентричными относительно оси. Эллиптичность и конусность обработанных шеек должны быть в пределах допуска диаметра.
3. Чтобы величина радиального биения шеек подшипников вала к установочным шейкам сохранялась в пределах 0,02-0,03 мм.
4. Обработать поверхности шеек подшипников шестерен, шкивов и маховиков 6 классом чистоты, подшипников качения 7 классом чистоты, вальцов валков 7-8 классом чистоты.
5. Обрежьте торцы и выступы точно перпендикулярно оси.
6. Придайте шпоночным канавкам, шлицам и булавам правильный профиль и расположите их в определенном месте на поверхности вала.
7. Сохранение заданной конструктором твердости рабочих поверхностей.
Выбор заготовки для вала определяется назначением вала, маркой материала, из которого должен быть изготовлен вал, и его конструктивными особенностями.
Для большинства валов общего назначения из углеродистой стали марок Ст.5, Ст. 6, стали 40 и 50. Особо ответственные валы изготовляют из высоколегированных сталей: хромистых, хромомолибденовых, хромокремниевых и др. Для изготовления прокатных валков в ряде случаев применяют легированные чугуны с добавлением хрома и никеля также используются модифицированные чугуны, в которых магний является модификатором. Твердость рабочих поверхностей в зависимости от назначения валков колеблется от 30 до 75 единиц Шора.
Заготовки валов предварительно обрабатывают в следующем порядке; редактирование, разметка, резка, обрезка и центровка, контроль.
Основными операциями при обработке валов являются токарные, при которых снимается основная масса материала — припуск, в результате чего валу придается необходимая форма и размеры основных поверхностей.
Черновое точение обеспечивает 4-5 классы точности и 3-4 классы чистоты. Обработку ведут при глубине резания 5-25 мм и более, с подачами 0,5-3 мм/об и скоростями резания 30-40 м/мин. При черновой обработке проката хорошие результаты получаются в случае использования фрез с пластинами из быстрорежущей стали. При обработке тяжелых поковок наилучшие результаты получаются резцами с твердосплавными пластинами Т5К10 и Т15К6. Черновая обработка осуществляется в основном по принципу силового резания. Для сокращения основного времени и полного использования машины применяют следующие мероприятия:
В суппорте установлены две фрезы, каждая из них имеет разный вылет, снимает определенную часть припуска по глубине;
Применяют фрезы с несколькими режущими кромками, которые «могут резать при прямом и обратном ходе суппорта;
Применяются ступенчатые фрезы, которые уменьшают сплошную ширину стружки и тем самым уменьшают силу резания;
При обработке длинных и тяжелых валов применяют два и три суппорта, используя передний и задний суппорт станка.
Черновая обработка вала обычно выполняется в два этапа. Для токарной обработки применяют прямые или отогнутые вправо и влево сквозные фрезы, для разделки торцов и уступов — подрезку и для обработки галтелей — специальные криволинейные и вогнутые филерезы. Скругления большого радиуса (30 мм и выше) часто нарезают либо совмещением продольных и поперечных подач по шаблонам, либо с помощью специального поворотного устройства, установленного на поперечных салазках суппорта.
При обработке ступенчатых валов целесообразно сначала обрабатывать более массивные ступени большого диаметра. Наибольшее распространение получили две схемы обработки ступенчатых валов (рис. 45).
При малой разнице диаметров ступеней — схема рис. 45, а, при значительной разнице диаметров и валов большого диаметра — схема рис. 45, б. Иногда применяют комбинированную обработку с использованием обеих схем. Следует выбрать тот метод, который обеспечивает наилучшую производительность и более полное использование машины.
При точении конических и фасонных поверхностей применяют сочетание продольных и поперечных подач, обработку по шаблонам или применяют копиры.
Первый способ, требующий высокой квалификации исполнителя, применяется в единичном и мелкосерийном производстве.
Короткие и крутые конусы обрабатывают поворотом верхних салазок суппорта и подачей резца на угол, равный половине угла конуса. Длинные и неглубокие конусы обтачивают перемешиванием задней бабки так, чтобы образующая конуса была параллельна оси шпинделя и продольному перемещению фрезы. Этот способ довольно прост и может быть использован на любом токарном станке, но имеет место неравномерная работа и износ центров, а также выход из строя центровых отверстий.
При обработке фасонных поверхностей небольшой длины применяют специальные фасонные фрезы, которые обычно обрабатывают с поперечной подачей. Профиль резца по режущей кромке соответствует обратному профилю детали. Из фасонных резцов в металлургическом машиностроении чаще применяют резьбовые, угловые, пазовые.
При обработке полого вала из цельной заготовки после разметки, фрезеровки торцов и центровки выполняют черновую токарную обработку наружной поверхности путем установки вала по центрам и патрона. Отверстие сверлят и растачивают либо на токарном станке с люнетом, либо на горизонтально-сверлильном станке. В последнее время широкое распространение получило бурение полыми сверлами, когда керн извлекается в виде отдельного вала. Аналогичный метод применяется для отверстий диаметром более 100 мм.
В зависимости от технических условий вал после черновой обработки может быть передан на чистовую или на промежуточную термообработку с последующей механической обработкой. Во всех этих случаях после черновой обработки необходимо оставлять припуск. Припуски на чистовую токарную обработку после черновой токарной обработки прокатных заготовок оставляют по 0,5-2 мм на сторону. Для кованых валов припуски принимают 2,5-5 мм, что объясняется, с одной стороны, большими габаритными размерами валов, а с другой — тем, что черновая обработка производилась в более тяжелых условиях, с большие усилия и термические деформации, в результате которых поверхностный слой повреждался на большую глубину. Если после черновой обработки производится термическая обработка, то припуски увеличивают примерно в 1,5-2 раза, чтобы компенсировать возможную деформацию и повреждение поверхностного слоя детали при термической обработке.
Заготовка, подготовленная к термообработке, должна повторять все различия диаметров между ступенями вала. Но если разница диаметров соседних ступеней не превышает 10 мм, то их точат на один диаметр. Не должно быть резких переходов и углов. При термической обработке в виде нормализации или старения происходит улучшение структуры и устранение внутренних напряжений. Со значительным припуском после термической обработки операцию разделяют на два перехода: получистовой и чистовой. Последний производится на глубину резания 1-2 мм.
На чистовом проходе фрезы имеют закругление вершины радиусом 2-3 мм или более широкую режущую кромку с Zcp = 0°, что характерно для фрез типа Колесова, которые позволяют работать с увеличенной подачей 1-2,5 мм/об и обеспечивают при тщательной чистоте работы 6-й класс.
Если в мастерской нет тяжелых шлифовальных станков, а на большом валу необходимо выдерживать отдельные ступеньки по 2 классу, то их обтачивают широкими пружинными резцами с глубиной резания не более 0,1-0,3 мм. При необходимости чистоты 7-го класса производится приработка ролика, который устанавливается в специальный держатель в станине станка. Валковая обработка обеспечивает не только высокую чистоту, но, создавая на поверхности наклеп, повышает ее плотность и износостойкость.
Специальные допуски на прокатку валиком не предусмотрены. На практике припуск находится в пределах допуска 0,01-0,02 мм на сторону.
При доводке и доводке необходимо обращать внимание на точность установки вала и инструмента, на жесткость всей системы, на геометрию режущего инструмента и на качество посадочных поверхностей: центр отверстия (при обработке по центру — пакса) и проточенные пояса и шейки (при обработке в люнетах). Силы резания и термические воздействия на деталь должны быть сведены к минимуму. В ряде случаев обработка валов осложняется тем, что на их поверхности могут располагаться шпоночные пазы, прорези или булавы.
Для обработки шпоночных паэов вал маркируется, а затем переносится на фрезерный станок.
Для малых и средних валов шпоночные канавки обрабатывают на вертикально-фрезерных и шпоночно-фрезерных станках концевыми или специальными шпоночными фрезами. В первом случае при выполнении закрытых канавок необходимо сверлить для вставки фрезы. Фрезеруют тяжелые валы по разметке на горизонтально-расточных и продольно-фрезерных станках концевыми и концевыми фрезами — последние широко применяются при обработке тангенциальных шпоночных пазов.
Прорезные канавки обрабатываются методом деления или методом прокатки. При делительном методе предварительно делают разметку, а для малых и средних валов используют еще и делительную головку. Резка вальцевым методом осуществляется на специальных шлицево-фрезерных станках червячными шлицевыми фрезами.
Обработку клюшек на концах прокатных валков производят на сверлильных станках для разметки или на специальных односторонних и двусторонних клювофрезерных станках. Режущим инструментом служат либо фрезы, установленные на оправке или в шпинделе станка, либо специальные булаво-фрезерные головки.
Если прокатные валки для передачи вращения имеют плоские лопасти с вырезом на концах, то при обработке этих лопастей необходимы следующие операции:
I. Разметка — провести осевые линии.
II. Строгание — строгание полотна —
ИП. Разметка — пометить зев.
IV. Сверление — просверлить горло.
В. Слесарь — выбить просверленную часть зева. .
VI, Расточные — на сверлильном станке фрезеруют зев по внутреннему контуру.
Последнюю операцию можно выполнить и на переносном поперечном станке. Выбор той или иной машины определяется наличием оборудования, размерами горловины и экономичностью. В качестве примера ниже представлена последовательность операций обработки ступенчатого вала, показанного на фиг. 46. Материал вала — хромистая сталь 20ХА с пределом прочности ср = 65 кг/мм2 — Заготовка — поковка, полученная свободной ковкой. Припуски подбираются в соответствии со стандартами.
Последовательность операций при обработке следующая: I. Маркировка — маркировка лезвия.
II. Растачивание — фрезеровать концы, уменьшать осевые линии, отмечать центр и центр.
6 Заказ 222
III. Токарная обработка — точение по размеру, обрезка торцов и выступов
IV. Маркировка — отметить шпоночный паз.
V. Фрезерование — фрезерование шпоночного паза.
Рис. 46. Ступенчатый вал и его заготовка.
VI. Шлифовка – шлифовка шеек.
VII. Токарная обработка – обработка галтелей и обрезка торцов и выступов по размеру.
VIII. Слесарь — убрать заусенцы.
Этот TP включает в себя следующие операции:
- , Центринг
- Поворот (поворот) журналов вала
- Предварительный гринд
- Milling
9
- Milling
9
- Milling
9
- Milling
9
9
- .
 обработка
обработка - Фиксация центральных отверстий
- Тонкое шлифование шеек вала
- Шлифование шлицев
- Калибровка резьбы и удаление заусенцев
- промывка
- Управление
1.2.1. Наплавка и центровка вала
В единичном и мелкосерийном производстве торцы обрабатывают на токарных и фрезерных станках. Центровку производят на сверлильных, токарных, токарно-карусельных и горизонтально-расточных станках. №
Центрирование можно выполнить двумя инструментами (спиральным сверлом и зенкером) или одним комбинированным центрирующим сверлом. Угол конусности сверла обычно составляет 60°, однако для тяжелых заготовок вала его увеличивают до 75° или 9°.0 0 .
В некоторых случаях режущие инструменты имеют дополнительную фаску с углом 120 0 , предохраняющую центральное отверстие от забоин при случайном повреждении концов вала.
В серийном и массовом производстве применяют полуавтоматические фрезерно-центровальные станки, на которых фрезеруют одновременно 2 торца (поз. 2 на рис. 1.3.), затем центрируют 2 отверстия (поз. 3).
Рис. 1.3. — Схема обработки вала на фрезерно-центровочном полуавтомате.
1.2.2. Точение валов
Точение валов обычно включает черновые и чистовые операции. При черновой токарной обработке большая часть припуска удаляется за счет работы с большей глубиной резания и высокой скоростью подачи.
В единичном и мелкосерийном производстве токарную обработку выполняют на токарных универсальных станках. При обработке ступенчатых валов применяют различные схемы резания, например, показанные на рис. 1.4.
На схеме рис. 1.4., в общей длине движения фрезы
, т.е. меньше, чем на диаграмме рис. 1.4., а. Однако количество рабочих и вспомогательных ходов больше.
Рис. 1.4. – Схемы точения валов
При выборе схемы резания стремятся получить максимальную производительность и минимальную стоимость операции. При этом учитываются размеры вала, способ установки и контроля размеров, допуски и другие факторы.
Иногда при большой разнице диаметров ступеней стремятся как можно дольше не ослаблять вал и обтачивать ступени наименьшего диаметра в последнюю очередь.
При токарной обработке длинных нежестких валов используются неподвижные или подвижные люнеты. Неподвижный люнет установлен на станине станка. Подвижный люнет перемещается на суппорте, а его кулачки следуют за резцом (рис. 1.5., а).
Если необходимо обеспечить совмещение обрабатываемой поверхности с поверхностью 2 (рис. 1.5., б), то люнетные кулачки ставят перед фрезой на поверхности.
Рис. 1.5. – Схема поворота вала с помощью люнета
В настоящее время станки с ЧПУ используются в мелкосерийном производстве. Они позволяют автоматизировать цикл обработки, использовать повышенные режимы резания, повысить производительность, применить многостаночное техническое обслуживание, снизить нехватку высококвалифицированной рабочей силы, сократить отходы, сократить время подготовки производства.
В крупносерийном и серийном производстве для токарной обработки валов применяют многорезные и гидрокопировальные станки и полуавтоматы. Обычно имеют 2 суппорта — продольный и поперечный, используются для нарезки торцов, растачивания канавок и фасонного точения.
Суппорты могут работать одновременно. На многорезцовых станках при необходимости применяют точение с врезанием и последующей продольной подачей (рис. 1.6., б).
Рис. 1.6. — Схема токарной обработки вала на многорезцовом полуавтомате
По сравнению с токарными станками общего назначения многорезцовые станки повышают производительность за счет сокращения длины хода, одновременной работы резцов, исключения затрат времени на смену фрезы, поворот резцедержателя и холостой ход суппорта.
На продольной опоре гидрокопировального аппарата установлен 1 резец, который подгоняется под размер только одной шейки вала. Получение остальных размеров обеспечивается копиром и системой слежения. При этом сокращается количество замеров, применяется более высокий режим резания, чем при работе с ручными подачами.
Валы поворачиваются за один или несколько рабочих ходов, при этом копиры меняются автоматически вращением барабана с копиром.
В случаях, когда вал может обрабатываться на гидрокопирующем и одношпиндельном многорезном полуавтомате, выбор оборудования производится на основании технико-экономического обоснования.
При этом учитываются следующие соображения:
- При многозаходном точении с делением длины обработки длина рабочего хода меньше, чем при копировальной обработке.
- Время наладки и переналадки гидрокопировальных машин значительно меньше, чем у многорезальных машин.
- Количество фрез и режимы резания на многорезальных станках часто ограничиваются податливостью заготовки и недостаточной мощностью станка. На гидрокопировальном станке можно работать с большими подачами главного режущего движения.
- В связи с изложенным производительность гидрокопировальных машин во многих случаях выше.
- На точность многорезальной обработки влияют погрешности взаимного расположения и неравномерный износ резцов. При обработке одной поверхности несколькими резцами на границах участков образуются уступы. На гидрокопиях эти погрешности отсутствуют, поэтому можно получить более высокую точность размеров и меньшую шероховатость.
1.2.3. Чистовая обработка наружных цилиндрических поверхностей
Для чистовой обработки наружных цилиндрических поверхностей применяют чистовую токарную обработку, шлифование, полирование, притирку, суперфинишную обработку, точение на роликах и т.п.
1.2.2.1. чистовая токарная обработка
Чистовая токарная обработка чаще применяется для чистовой обработки заготовок из цветных металлов и сплавов, реже — заготовок из стали и чугуна. Это объясняется трудностями шлифования цветных сплавов из-за «загрузки» шлифовального круга.
Обработку проводят алмазными, композитными, металлокерамическими резцами и резцами, оснащенными твердыми сплавами, при высоких скоростях основного режущего движения, малых скоростях подачи и глубине резания.
Чистовое точение позволяет получить 6…7 класс точности обработки и шероховатости поверхности
мкм.
Производительность обработки выше, чем у шлифовки. В крупносерийном и серийном производстве для чистовой токарной обработки применяют специальные быстроходные станки высокой точности и виброустойчивости.
1.2.2.2. шлифование
Является основным методом отделки наружных цилиндрических поверхностей. Преимуществом шлифования является возможность исправления погрешностей заготовки после термической обработки. При обычном тонком шлифовании обработку ведут по 6-7 классам точности, с шероховатостью поверхности 1,2…0,3 мкм.
Тонкое шлифование дает 5 класс точности и шероховатость 0,16…0,8 мкм. Осуществляется мелкозернистым кругом при высокой скорости его вращения, малой скорости вращения заготовки и малой глубине резания.
Шлифование производят на кругло- и бесцентрово-шлифовальных станках с продольной подачей круга или по способу вращения (рис. 1.7.)
А — с продольной подачей; Б, В — по способу (способу) севооборота
Рис. 1.7. — Схема шлифования на круглошлифовальном станке:
Шлифование по методу вращения более производительно, его применяют в крупносерийном и серийном производстве при обработке цилиндрических и фасонных поверхностей.
Для одновременного шлифования нескольких шеек применяются специальные станки, работающие с несколькими кругами с целью сокращения вспомогательного времени при шлифовании, применяются устройства активного контроля для измерения заготовок в процессе шлифования, а также устройства для автоматической остановки станка при заданный размер достигнут.
При бесцентровом шлифовании (рис. 1.8.) заготовку помещают между двумя шлифовальными кругами, из которых один (большего диаметра) шлифовальный, а другой ведущий.
Рис. 1.8. – Схема бесцентрового шлифования
Шлифовальный круг 1 вращается со скоростью 20-35 м/с, ведущий 2 — со скоростью 20-30 м/мин. Заготовка 3 ничем не закреплена, а поддерживается опорой 4 со скосом, направленным в сторону ведущей окружности.
Усилие захвата заготовки приводным кругом больше, чем шлифовальным. Это происходит по следующим причинам:
- Увеличение силы резания при уменьшении скорости круга
- Изготовление ведущих кругов на соединении, повышающем коэффициент трения между кругом и заготовкой.
Благодаря муфте с приводным кругом заготовка вращается с окружной скоростью, которая всего на 1-3% меньше окружной скорости приводного круга.
При бесцентровом шлифовании с продольным перемещением подачи заготовки ось ведущего круга не параллельна оси шлифовального круга. Благодаря этому без специальной подачи механизма заготовка перемещается со скоростью
где — скорость вращения ведущего круга.
С увеличением угла пересечения осей окружностей производительность обработки увеличивается, но ухудшается качество поверхности, поэтому обычно
.
Для повышения точности обработки сквозное шлифование иногда производят в несколько рабочих ходов. В крупносерийном и серийном производстве обработка может производиться последовательно на нескольких станках, подключенных к автолинии.
При бесцентровом шлифовании методом врезания оси окружностей чаще всего параллельны. Сначала от шлифовки отводят ведущий круг, а заготовку укладывают на опору, затем подводят ведущий круг к заготовке и осуществляют поперечную подачу до получения заданного размера.
По сравнению с центровым шлифованием бесцентровое шлифование имеет следующие преимущества:
- Нет необходимости центрировать заготовку, что особенно важно для деталей, обрабатываемых на револьверных станках и автоматах;
- Припуски на обработку значительно уменьшены, так как за счет использования обрабатываемой поверхности в качестве технологической базы исключается влияние погрешности центрирования на припуск;
- Нет необходимости использовать люнеты при шлифовании длинных и тонких валов;
- Бесцентровые шлифовальные станки относительно легко автоматизировать и интегрировать в автолинию;
- Обеспечивает более высокую производительность, чем при шлифовании в центрах;
- Благодаря простоте управления станком достигается высокая точность при средней квалификации шлифовщика;
- Погрешность обработки, вызванная износом круга, в 2 раза меньше, чем при шлифовании в центрах, т. к. износ круга прямо отражается на величине диаметра заготовки, а не на величине радиуса.
В то же время бесцентровое шлифование имеет определенные недостатки:
1. Время наладки и наладки таких станков достаточно велико и окупается при больших партиях заготовок. Поэтому бесцентровое шлифование чаще всего применяется в автомобильной и подшипниковой промышленности.
2. шпоночные пазы, канавки, отверстия, изломы обрабатываемой поверхности препятствуют нормальной работе и даже делают ее невозможной.
3. При бесцентровом шлифовании сложно обеспечить округлость обрабатываемой поверхности.
4. Трудно добиться совмещения отшлифованной поверхности с другими ранее обработанными поверхностями.
1.2.3.3. Полирование и суперфиниширование
Полирование мягкими кругами из войлока, войлока или ленты осуществляется при высоких оборотах инструмента, на поверхность которого наносится смесь мелкозернистого абразивного порошка и смазки. Полировка обеспечивает низкую шероховатость поверхности (
мкм), но не изменяет точности размеров и формы.
Суперфиниширование (финиширование колеблющимися брусками) реализует принцип неповторяющегося следа, заключающийся в том, что ни одно абразивное зерно не проходит дважды по одному и тому же пути. Для этого, кроме вращающейся заготовки, при малой скорости (1-2,5 м/мин) и продольном перемещении прутков (рис. 1.9.), говорят от 200 до 1000 колебаний в минуту с небольшой амплитудой.
За счет колебательных движений, мелкой зернистости прутков и низкого давления обеспечивается небольшая шероховатость заготовки (
мкм).
Рис. 1.9. — Схема обработки вала абразивными брусками.
Процесс осуществляется с применением смазочно-охлаждающей жидкости и протекает следующим образом: в начальный момент площадь контакта брусков с обрабатываемой поверхностью мала, а давление бруска значительное, что вызывает интенсивное удаление металла. В дальнейшем прутки прирабатываются, давление снижается, и процесс резания теряет интенсивность.
Суперфинишная обработка не улучшает макрогеометрию заготовки, поэтому предварительная обработка должна обеспечивать правильную геометрическую форму детали. Припуск на суперфиниш обычно не оставляют.
1.2.4. Обработка резьбы
1.2.4.1. Нарезание резьбы резцами и гребенками
При нарезании резьбы На токарных станках заготовке придают вращение, а фрезу перемещают вдоль оси заготовки с подачей за оборот, равной шагу резьбы. Точность шага определяется точностью кинематической цепи станка, а точность профиля резьбы — точностью заточки и установки фрезы. Поэтому в процессе обработки токарь обычно контролирует ??????????????????????
При нарезании резьбы в несколько рабочих ходов движение поперечной подачи резца может осуществляться, например, по схемам, приведенным на рис. 1.10. (а, б). При использовании схемы (а) обеспечивается наилучшее качество обрабатываемой поверхности, а при работе по схеме (б) упрощается форма срезаемого слоя, облегчается процесс резания и удаления стружки. Поэтому иногда черновую обработку выполняют по схеме (б), а последний слой срезают по схеме (а).
Рис. 1.10. — Вырезание шаблонов для нарезания резьбы.
При нарезании резьбы одной фрезой в несколько рабочих ходов ее режущая кромка быстро затупляется и искажается форма, поэтому рекомендуется использовать 2 фрезы для нарезания резьбы с большим шагом — черновой и чистовой, или использовать нарезные гребенки. Сокращая количество движений, гребни обеспечивают повышенную производительность. Недостатком стандартных гребенок является то, что их нельзя использовать для работы в упор, т.е. для нарезания ниток, прилегающих к шейкам большего диаметра.
Нарезание резьбы на токарных станках обычно выполняют в следующих случаях:
- При нарезании резьбы на заготовках, ранее выточенных на этом же станке, т.к. это сокращает вспомогательное время и повышает точность взаимного расположения поверхностей.
- При изготовлении точных длинных винтов.
- При нарезании резьбы большого диаметра или нестандартного шага и профиля, если приобретение специального высокопроизводительного инструмента не оправдано из-за малого выхода.
- При нарезании прямоугольной резьбы.
Преимуществом нарезания резьбы на токарном станке является простота инструмента и относительно высокая точность. Недостатками являются низкая производительность и зависимость точности обработки от квалификации рабочего, которая должна быть достаточно высокой.
Повышение производительности нарезания резьбы за счет увеличения скорости основного режущего движения во многих случаях затруднено из-за трудности быстрого отведения резца, обрабатывающего резьбу, прилегающую к уступу.
В крупносерийном и серийном производстве резьбу часто нарезают на специальных полуавтоматических станках, автоматизирующих многопроходный цикл обработки. В мелкосерийном производстве целесообразно использовать станки с ЧПУ.
1.2.4.2. Резьбофрезерование с внутренней головкой
Нарезание резьбы с внутренней головкой осуществляется на токарно-винторезных и резьбофрезерных станках. Твердосплавные резцы 1 (рис. 1.11.) закреплены в режущей головке и вращаются со скоростью 150-450 м/мин. Головка устанавливается под углом к оси заготовки в соответствии с углом резьбы и за каждый оборот медленно вращающейся заготовки перемещается вдоль своей оси на величину шага. Наибольший эффект достигается при обработке крупных нитей.
Рис. 1.11. – Схема нарезки резьбы с женской головкой.
1.2.4.3. Нарезание резьбы плашками и саморасширяющимися головками
При нарезании резьбы на токарно-револьверных и модульных станках в качестве инструмента можно использовать плашки. Матрикодержатели позволяют инструменту немного свободно перемещаться или, как говорят, самовыравниваться в продольном направлении. Это исключает обрыв резьбы при несовпадении скорости перемещения плашкодержателя вдоль оси заготовки и скорости навинчивания плашки на заготовку.
Основным недостатком плашек является необходимость их свинчивания после завершения нарезания резьбы, что снижает производительность и качество обработки.
При обработке самооткрывающимися режущими головками свинчивание не требуется, а производительность значительно повышается.
1.2.4.4. Резьбофрезерование дисковыми и гребенчатыми (групповыми) фрезами
Фрезерование дисковыми фрезами (рис. 1.12.) Применяется для обработки крупных резьб при достаточно больших объемах выпуска. При этом обработка выполняется в 1-3 рабочих этапа. Заготовка медленно вращается, а фреза, вращающаяся со скоростью основного движения, перемещается вдоль своей оси с подачей на оборот, равной шагу резьбы.
Рис. 1.12. – Схема фрезерования резьбы.
По сравнению с токарной обработкой преимуществом фрезерной обработки является более высокая производительность, возможность многостаночного обслуживания и использование низкоквалифицированного рабочего.
Фрезерование гребенчатыми (групповыми) фрезами применяется для получения коротких наружных и внутренних резьб с мелким шагом.
В отличие от обработки резьбы дисковой фрезой оси гребенчатой фрезы и заготовки параллельны (рис. 1.13.). Длина фрезы обычно на 2-3 шага больше длины резьбового участка заготовки.
Рис. 1.13. – Схема фрезерования резьбы гребенчатой фрезой.
В начале обработки фреза перемещается в радиальном направлении
и погружается в заготовку на глубину профиля резьбы. При этом за 1 оборот заготовки фреза перемещается вдоль оси на шаг резьбы (движение подачи). Фрезерование происходит за 1,2 оборота заготовки. Причем в начале обработки необходимо 0,2 оборота для подрезки фрезы, а в конце — для зачистки следов резания.
1.2.4.5. Накатка резьбы
Накатка резьбы применяется в крупносерийном и серийном производстве. Помимо высокой производительности способ позволяет получить благоприятную упрочненную структуру поверхности металла, так как волокна материала пластически деформируются, а не разрезаются.
Резьба накатывается плоскими плашками или накатными роликами.
На плоских плашках (рис. 1.14.) имеется прямая резьба (развертка резьбы) с тем же профилем и углом подъема, что и у накатных резьб. Нить наматывается за один двойной ход ползуна. Количество двойных ударов в минуту достигает 280.
Рис. 1.14. – Схема накатывания резьбы плашками.
Накатка резьбы одним роликом применяется на токарных, револьверных станках и автоматах за счет одностороннего радиального усилия. В этом случае возможен изгиб заготовки.
Поэтому большее распространение получила резьбонакатка двумя роликами с радиальным движением подачи (рис. 1.15.).
Накатка резьбы также может выполняться двумя или четырьмя роликами с продольной подачей при постоянном межосевом расстоянии. По производительности прокатка роликами обычно уступает прокатке плашками.
Рис. 1.15. — Схема накатки резьбы роликами.
За очень редким исключением обработка всех типов валов строится на центровых станках, и в этом случае технология состоит из следующих операций: отрезка заготовок, разделка торцов и центровка, затем токарные операции выполняются на центровых станках , чаще всего на многорезцовых станках стандартного типа, после токарной обработки заготовки выполняют операцию проточки, а затем все шлифовальные операции, фрезерование шпоночного паза чаще всего выполняют перед операциями шлифования вала.
После завершения всей механической обработки валов необходимо провести стендовую зачистку шпоночных канавок, в связи с их искажением по ширине после шлифовки из-за затяжки кромок. Поэтому некоторые фабрики предпочитают фрезеровать шпоночные канавки, особенно если они нарезают полукруглые шпонки после шлифовки вала. В этом случае из-за некоторого приподнятия кромок также необходимо выполнить операцию ручной очистки, т.е. снятие фаски, однако эта операция менее трудоемка, чем в первом случае, кроме того, риск повреждения вала при уборка сокращается.
Всю токарную обработку валов производят, как правило, в двух установках на многорезцовых станках, обтачивая часть вала за каждую установку. Кроме того, в зависимости от конструкции вала и состояния оборудования иногда проводят чистовую токарную обработку вала и несколько коротких токарных операций, носящих характер чистовой обработки, в том числе подрезку торцов поднутренных галтелей, канавок и т. п.
Операция нарезания канавок чаще всего производится на обычном токарном станке с использованием одного или двух накатных роликов, установленных в специальном держателе. Ролики катятся в продольной подаче, прижимаясь к валу до такой степени, что за один проход образуется гофр полного профиля.
Шлифовальные операции производятся на обычных кругло-шлифовальных станках. Большинство поверхностей шлифуют с продольным перемещением изделия по отношению к кругу, и лишь в некоторых случаях более эффективным является способ шлифования широкими кругами, в соответствии с шириной обрабатываемой поверхности, с поперечными подачами.
Фрезерование шпоночного паза производится на простых горизонтально-фрезерных станках. При изготовлении шпоночных пазов с большим успехом используются небольшие ручные инструменты. фрезерные станки с рычажным управлением. Несмотря на свою простоту и примитивность, такие фрезерные станки оказываются очень удобными и высокопроизводительными для таких кратковременных операций.
При изготовлении длинных и тонких валов перед шлифованием вводят операцию правки либо на прессах с ручным или механическим приводом, либо на небольших гидравлических или пневматических прессах. Контроль всех размеров в процессе производства осуществляется с помощью жестких ограничителей и шаблонов. Индикаторные устройства, за исключением проверки на биение и операций правки, практически не используются.
Недостатки описываемой технологии сводятся в основном к следующим :
1)
используемое оборудование и методы изготовления малопроизводительны и отстают от современных методов массового производства;
2)
в большинстве случаев в качестве исходного материала используется сталь в виде черных некалиброванных прутков, что приводит к необходимости обработки также средней части вала, имеющей наибольший диаметр. Уже одно это обстоятельство, увеличивая трудоемкость обработки, приводит к материальным потерям не менее 15—20 %;
3)
операции по отрезке заготовки, точению торцов и сверлению центров выполняются на обычном оборудовании, предназначенном для работы в серийном производстве и поэтому имеют низкую производительность, при относительно большой доле ручного вспомогательного времени. Так, например, сверление центров чаще всего производят на вертикально-сверлильных станках в два перехода, т. е. каждую сторону вала самостоятельно, поворачивая вал;
4)
Также выполняется токарных операций на недостаточно производительном универсальном оборудовании. Особым недостатком применяемых многорезцовых станков является их малая приспособленность к быстрой смене настройки с одного типоразмера вала на другой, что приводит к большим потерям времени при переналадках. Особое внимание следует уделить способу изготовления гофры. Существующим способом при прокатке на токарных станках предварительно точеных валов невозможно достаточно точно выдержать размеры диаметров и избежать недопустимых колебаний размеров и отклонений от требуемой прямолинейности гофра. Последнее требуется для правильной посадки сердечника (якоря) ротора. Наконец, практикуемый способ шлифования узкими кругами с продольной подачей малоэффективен. Следует отметить, что, как правило, даже там, где это вполне возможно и рационально, как, например, при шлифовании шеек, станки не снабжены приборами для измерения размеров шлифуемых в процессе работы, т. е. на ходу машина, но для проверки размеров машина останавливается.
Следует отметить, что очистка и промывка вала в процессе обработки, в частности перед окончательной шлифовкой, и в готовом виде в действующей технологии не предусмотрена. Так выглядит наиболее распространенный процесс центровки вала.
Однако существует совершенно другой процесс бесцентровой обработки валов. , что имеет ряд преимуществ по сравнению с методом центра и приводит к значительному снижению трудоемкости обработки. Этот процесс с большим успехом применяется при изготовлении валов при производстве автомобильного и тракторного электрооборудования.
При бесцентровом методе исходным материалом обязательно должен быть калиброванный и тщательно выправленный брусок. Первая операция – полная обточка вала производится на брусковом станке. Во избежание изгиба длинных валов при точении последние поддерживаются роликовыми люнетами. При последующих операциях обработки валов предварительное шлифование производят на бесцентрово-шлифовальных станках, а первые операции выполняют со сквозной подачей изделий, на двух-трех последовательных станках.
В дальнейшем прокат гофры . Эта операция при производстве автомобильного и тракторного электрооборудования выполнялась иначе, чем на других электротехнических заводах. Для обеспечения правильных размеров диаметров и сохранения одинаковой прочности запрессовки различных валов последние перед прокаткой обязательно стачивались по диаметру, при этом размеры выдерживались по третьему классу точности. Накатка производится на мощном резьбонакатном станке горизонтального типа. Помимо очень высокой производительности этого способа прокатки обеспечивается еще и полная прямолинейность гофра, что совершенно необходимо в некоторых конструкциях машин.
Действительно, если сердечник ротора напрессовать на гофрированный вал, то его отдельные листы в процессе прессования неизбежно стремятся повторить форму и направление гофра. Поэтому, если гофры имеют хотя бы очень незначительную кривизну и идут крутой спиралью, то все канавки сердечника должны повторять кривизну гофр.
Известно, что перекосы в виде канавок совершенно недопустимы, особенно при машинной намотке якоря. Не следует думать, что если анкерная электрическая машина должна иметь косые пазы, то гофра может иметь соответствующий наклон. Фактически для всех без исключения конструкций якорей и роторов гофры должны быть максимально прямыми, а необходимая фаска пазов получается в процессе прессования с помощью соответствующих наклонных направляющих ножей в прессовальном устройстве.
Часто отсутствие возможности изготовления валов с абсолютно прямыми гофрами на заводе вынуждает применять другие, гораздо более дорогие способы закрепления сердечника на валу и, в частности, использовать для этой цели шпонки.
Для гофрированных валов нет необходимости использовать станки с плоскими матрицами и поступательным ходом, но можно с успехом использовать другие типы резьбонакатного оборудования. После накатки валы подвергаются шлифованию на бесцентрово-шлифовальных станках, частично с продольной, но в основном с поперечной подачей.
При этом наружный диаметр рифленой поверхности также обязательно шлифуют, чтобы выдержать размер в пределах третьего класса точности и несколько притупить вершины отдельных зубьев, тем самым обеспечить одинаковое натяжение и высокое качество пресс соединение.
