Паз шпоночный на валу: Шпоночный паз: размеры по ГОСТ
Содержание
Шпоночный паз: размеры по ГОСТ
Шпоночный паз: размеры по ГОСТ
- Статьи
- Обновлено 10 октября 2020 г.
Как средство для передачи вращения шпонка используется повсеместно. На первый взгляд здесь нет ничего сложного: вырезал шпоночный паз, вставили, узел готов. Почему шпоночное соединение, несмотря на довольно устаревшую технологию, не потеряло своей актуальности?
Шпоночные соединения
Шпонка представляет собой некую деталь, являющуюся промежуточным звеном для передачи вращательного момента вала ступице. Данный процесс осуществляется за счет образования напряжения смятия шпоночных пазов. Именно по этой причине шпоночные соединения относят к группе жесткого способа передачи вращения.
В большинстве случаев шпонками пользуются в низко нагруженных изделиях. Преимущественно для деталей мелкой серии. Происходит это из-за малой несущей нагрузки шпонок, причина которой кроется в наличии следующих недостатков:
- Шпоночные пазы уменьшают поперечную площадь вала, что отрицательно влияет на его прочностные характеристики.
 Особенно это имеет сильный эффект на пустотелых валах с отношением внутреннего и наружного радиусов 0,6. Изготовление шпоночных пазов в таких условиях является неприемлемым.
Особенно это имеет сильный эффект на пустотелых валах с отношением внутреннего и наружного радиусов 0,6. Изготовление шпоночных пазов в таких условиях является неприемлемым. - Форма паза отличается резкими переходами, что служит причиной образования концентраторов напряжения. Все это заметно снижает устойчивость соединения к циклическим нагрузкам.
- Достаточно низкая технологичность.
 Особенно это имеет сильный эффект на пустотелых валах с отношением внутреннего и наружного радиусов 0,6. Изготовление шпоночных пазов в таких условиях является неприемлемым.
Особенно это имеет сильный эффект на пустотелых валах с отношением внутреннего и наружного радиусов 0,6. Изготовление шпоночных пазов в таких условиях является неприемлемым.
Несмотря на все вышеуказанные недочеты шпонки все равно активно применяются в отраслях машиностроения из-за упрощенной конструкции и низкой стоимости. Но на массовом и крупносерийном производстве высоко ответственных деталей шпонки уступили более совершенным во всех планах шлицевым соединениям.
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые — используются на концевых установках и являются разновидностью забивных шпонок.
 Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок. - Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность.
 Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.
Материал
Для шпонок наиболее подходят стали с содержанием углерода свыше 0,4%. Именно такой состав обеспечивает необходимое значение износостойкости, прочности и твердости. Сюда относятся конструкционные стали марок 45 и 50, а также сталь обыкновенного качества Ст.6.
Применение более дорогих аналогов стальных сплавов не имеет смысла, поскольку повышенная жесткость шпонки увеличивает вероятности пазов валов и ступицы. Для улучшения условий передачи вращения куда выгодней воспользоваться другими более оптимальными.
Маркировка
Обозначение шпоночного крепления вала на ступице покажем на примерах. Шпонка призматическая с шириной 18 мм, высотой 11 мм и длиной 50 мм маркируется:
Шпонка 18х11х50 ГОСТ 8789-68
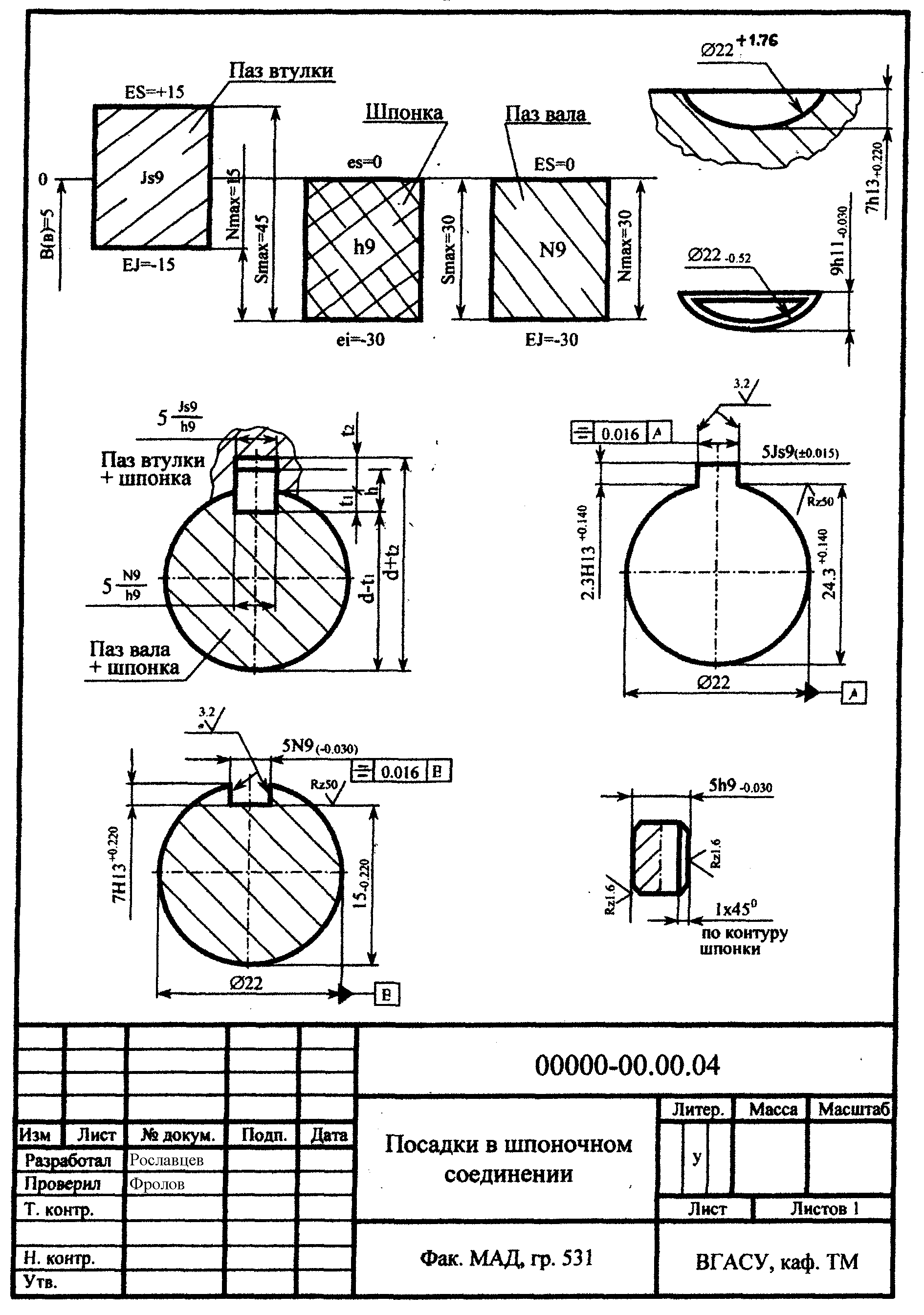
Стоит заметить, что посадочные размеры пазов отличаются. Их значения находятся в соответствующих стандартах шпоночных соединений.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки
bхh
| Шпоночный паз | Длина l
мм
| ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед.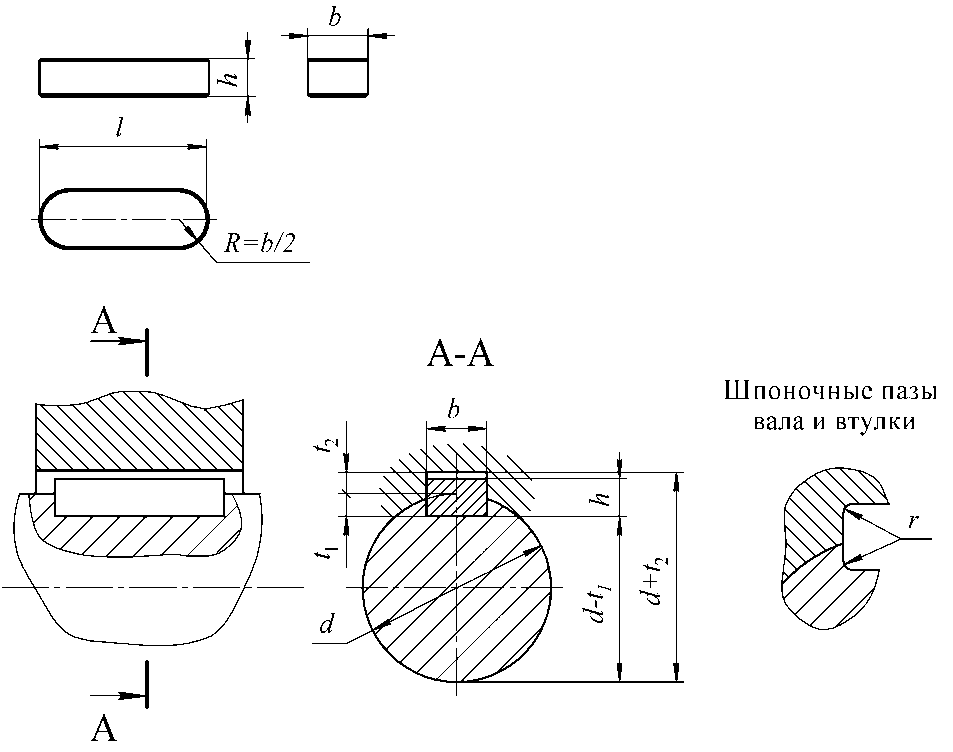 | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка
(D10)
| Вал (N9) | Втулка
(JS9)
| Вал и втулка (Р9) | Ном.. | Ном. | Пред.
откл.
| не более | не менее | ||||
| Cв.12 до 17
» 17 » 22
| 5×5
6×6
| +0,030 | +0,078 +0,030 | 0
-0,030
| ±0,015 | -0,012
-0,042
| 3,0
3,5
| +0,1
0
| 2,3
2,8
| +0,1
0
| 0,25
0,25
| 0,16
0,16
| 10-56
14-70
|
Св. 22 до 30 22 до 30
» 30 » 38
| 8×7 | +0,036 | +0,098
+0,040
| 0
-0,036
| ±0,018 | -0,015
-0,051
| 4,0
5,0
| +0,2
0
| 3,3
3,3
| +0,2
0
| 0,25
0,4
| 0,16
0,25
| 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44
» 44 » 50
» 50 » 58
» 58 » 65
| 12×8 | +0,043 | +0,120
+0,050
| 0
-0,043
| ±0,021 | -0,018
-0,061
| 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
Св.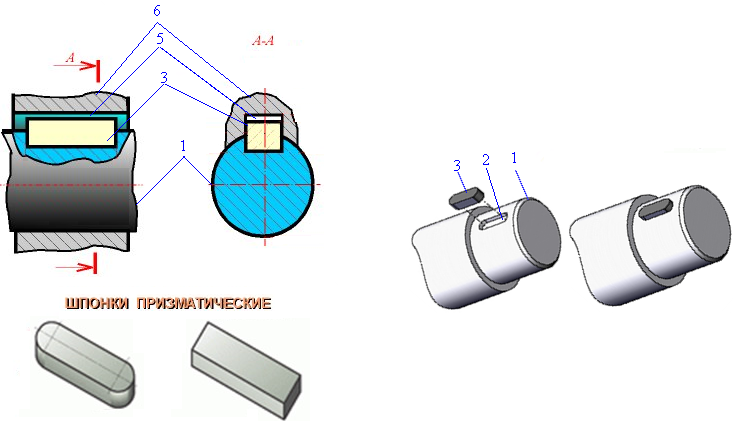 65 до 75 65 до 75
» 75 » 85
» 85 » 95
| 20×12 | +0,052 | +0,149
+0,065
| 0
-0,052
| ±0,026 | -0,022
-0,074
| 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 | ||||||||||
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
Св. 6 до 18 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h24) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 | |||||
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4
Св. 4 » 5
| От 3 до 4
Св. 4 » 6
| 1×1,4×4
1,5×2,6×7
| 1,0
1,5
| 1,0
2,0
| +0,1 0 | 0,6
0,8
| +0,1
0
| 0,08 | 0,16 |
Св. 5 » 6 5 » 6
» 6 » 7
| Св. 6 » 8
» 8 » 10
| 2×2,6×7
2×3,7×10
| 2,0 | 1,8
2,9
| 1,0
1,0
| ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10
» 10 » 12
| Св. 12 до 15
» 15 » 18
| 3×5×13 3×6,5×16 | 3,0 | 3,8
5,3
| +0,2 0 | 1,4
1,4
| |||
| Св. 12 до 14
» 14 » 16
| Св. 18 до 20
» 20 » 22
| 4×6,5×16
4×7,5×19
| 4,0 | 5,0
6,0
| 1,8
1,8
| 0,16 | 0,25 | ||
Св. 16 до 18 16 до 18
» 18 » 20
| Св. 22 до 25
» 25 » 28
| 5×6,5×16 5×7,5×19 | 5,0 | 4,5
5,5
| 2,3
2,3
| ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3
0
| 2,3 | ||||
| Св. 22 до 25
» 25 » 28
| Св. 32 до 36
» 36 » 40
| 6×9×22 6×10×25 | 6,0 | 6,5
7,5
| 2,8
2,8
| ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2
0
| 0,25 | 0,40 | |
Св. 32 до 38 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 | ||||
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Длина l (h24) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 |
80
| ||
Таблица 5. 2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
Св.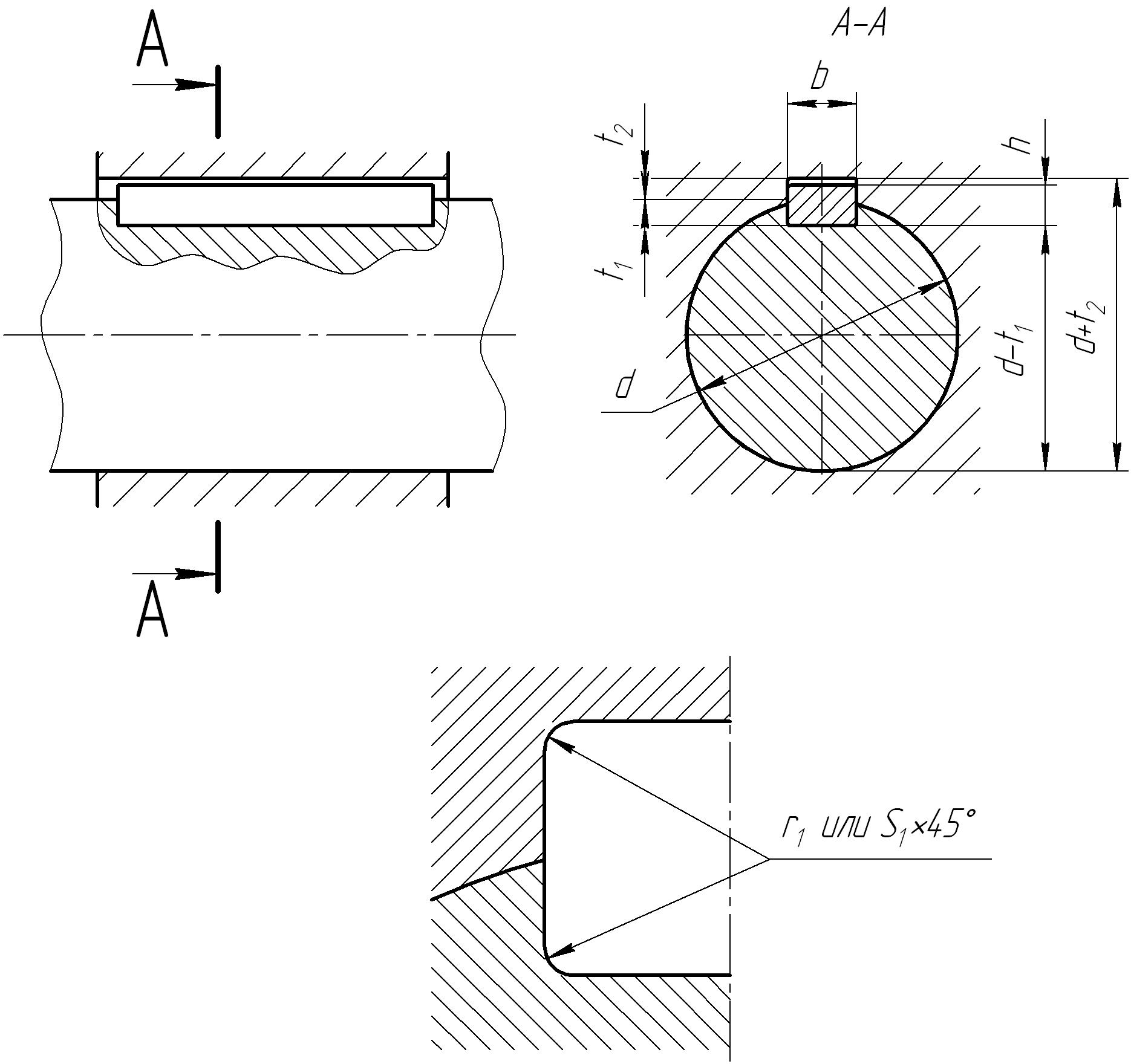 8 до 10 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
Св.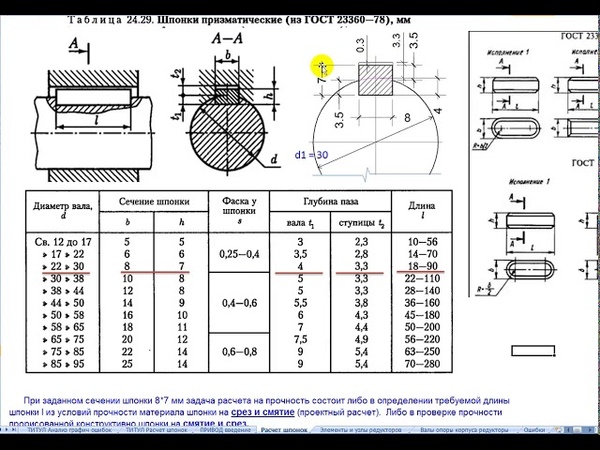 50 до 58 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
Св.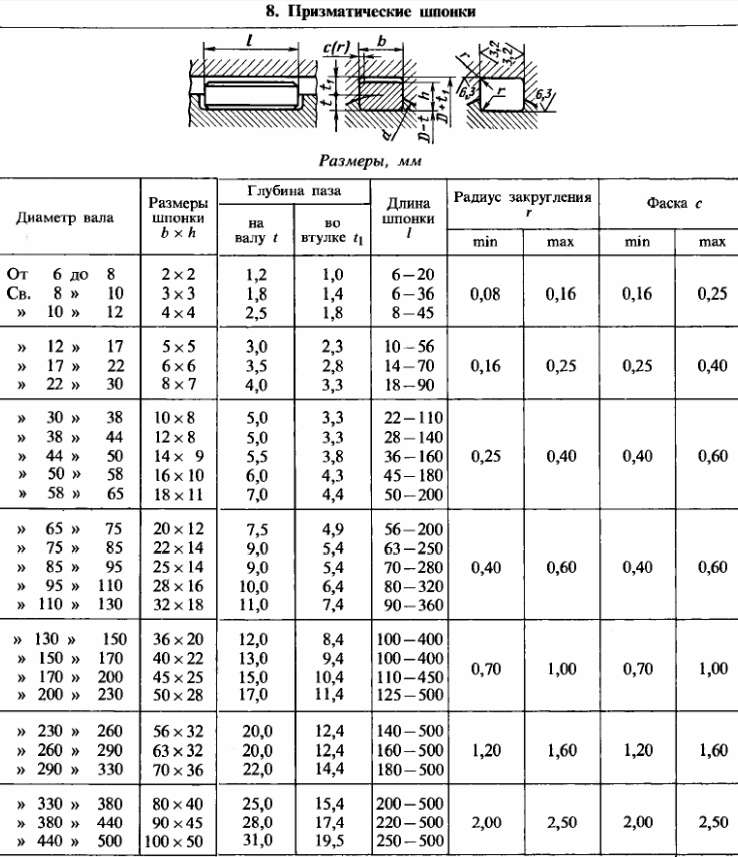 150 до 170 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
Св. 440 до 500 440 до 500 | 100х50 | 100 | 31 | 18,1 | ||||
Оцените статью:
Рейтинг: 0/5 — 0
голосов
Ещё статьи по теме:
6.2.1 Шпоночные пазы на валах и выбор шпонок
На валах в местах
крепления деталей, передающих крутящий
момент, выполняют шпоночный паз, размеры
которого, а также размеры шпонок,
стандартизированы (таблица 6.1). (По
технологическим требованиям рекомендуется
для разных ступеней одного и того же
вала назначать одинаковые шпонки по
сечению и длине исходя из ступени
меньшего диаметра, имеющего шпоночный
паз).
Длину шпонки
назначают на 5–10 мм меньше длины ступицы
из ряда стандартных значений (ГОСТ
23360-78): 10, 12, 14, 16, 18, 20, 25, 32, 36, 40, 45, 50, 56, 63,
70, 80, 90, 100.
В условном
обозначении шпонки указывается ее
ширина b, высотаhи длинаl, например:
шпонка 12840
ГОСТ 23360-78.
Выбранную шпонку
проверяют на смятие:
см= 2T
/ [d(h–t1)lр][см],
где Т–
передаваемый крутящий момент, Н∙м;d– диаметр вала, м;h–
высота шпонки, м;t1– глубина паза вала, м;lр– длина шпонки (при плоских торцахlр=l), м; [см]
– допускаемое напряжение смятия,
принимаемое при стальной ступице –
100–120, а при чугунной – 50–60 МПа.
Если напряжение
смятия получается значительно ниже
допускаемого, целесообразно взять
шпонку меньшего сечения и повторить
расчет; если больше, то необходимо
ставить симметрично две шпонки или
применять шлицевые соединения.
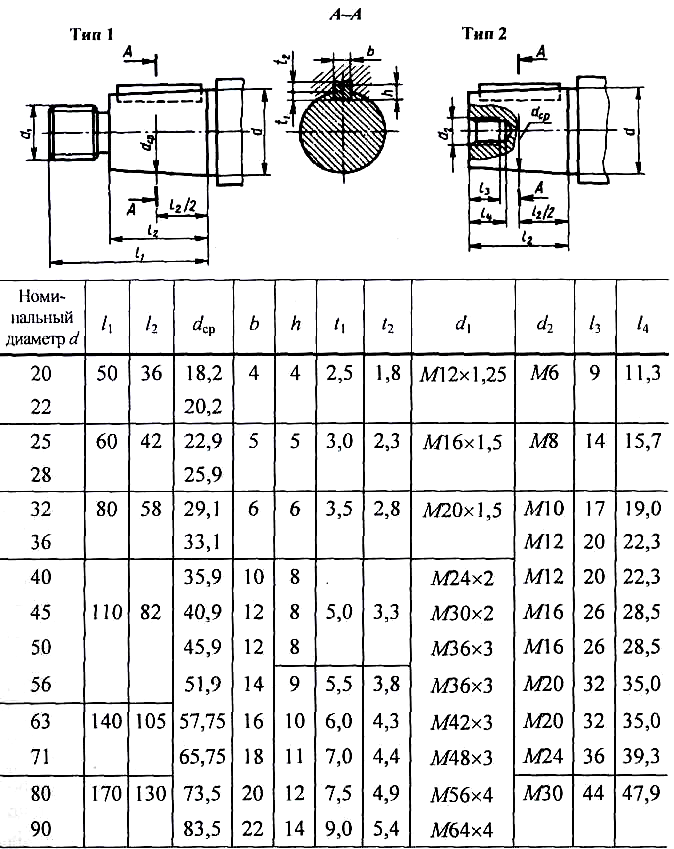
Таблица
6.1 – Основные размеры сечений призматических
шпонок и пазов
(ГОСТ 23360-78)
Диаметр | Глубина паза, мм | Сечение | |||||
вала | втулки | b | h | ||||
Свыше | 17 | до | 22 | 3,5 | 2,8 | 6 | 6 |
« | 22 | « | 30 | 4 | 3,3 | 8 | 7 |
« | 30 | « | 38 | 5 | 3,3 | 10 | 8 |
« | 38 | « | 44 | 5 | 3,3 | 12 | 8 |
« | 44 | « | 50 | 5,5 | 3,8 | 14 | 9 |
« | 50 | « | 58 | 6 | 4,3 | 16 | 10 |
« | 58 | « | 65 | 7 | 4,4 | 18 | 11 |
« | 65 | « | 75 | 7,5 | 4,9 | 20 | 12 |
« | 75 | « | 85 | 9 | 5,4 | 22 | 14 |
« | 85 | « | 95 | 9 | 5,4 | 25 | 14 |
« | 95 | « | 100 | 10 | 6,4 | 28 | 16 |
Для свободного
перемещения колеса до места посадки на
валу делается ступенька в сторону
уменьшения диаметра на 0,5–1,5 мм. При
При
этом ступенька выполняется не за
пределами насаженной шестерни (рисунок
6.3, а), а под ней (рисунок 6.3,б) за
1–3 мм до ее края с тем, чтобы распорная
втулка, фиксирующая шестерню с другой
стороны, упиралась в шестерню (см. рисунки
6.1,а; 6.3,б), а не в ступеньку
(см. рисунок 6.3,а).
а)
б)
Рисунок
6.3 – Конструирование ступенек на валах
в месте посадки зубчатых колес
При посадке
подшипников внутреннее и наружное
кольца упираются в буртики соответственно
на валу и в корпусе. Для обеспечения
надежного прилегания кольца к опорной
поверхности буртика вала или корпуса
необходимо, чтобы радиус закругления
(галтели) буртика вала или корпуса у
посадочных мест был меньше, чем радиус
фаски соответствующего кольца подшипника
[31, с. 274]. Высота hбуртиков, радиусы закругленийr1на валу и в корпусе в зависимости от
радиуса фасок колецrподшипника приведены в таблице 6. 2 [22, ч.
2 [22, ч.
2, с. 125; 28, т. 2, с. 168–175]. Диаметр буртика
(заплечика)dnдля упора подшипникаdn
[18, с. 45]
dn
=dn
+ 3r,
где r– координата фаски подшипника.
Таблица
6.2 – Радиусы фасок колец r
подшипника, галтелей вала или корпуса
r1
и высота буртиков h,мм
Радиус | 0,5 | 0,8 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 |
Радиус | 0,3 | 0,5 | 0,6 | 0,8 | 1 | 1 | 1,5 | 2,0 | 2,0 | 2,5 | 3,0 |
Высота | 1 | 2 | 2,5 | 3 | 3 | 3,5 | 4,5 | 5 | 6 | 7 | 9 |
В ответственных
узлах (например, оси железнодорожных
скатов), где концентрация напряжений в
местах изменения сечений должна быть
сведена к минимуму, упор торца кольца
подшипника осуществляется через
специальную упорную шайбу, при наличии
которой переход сечений вала может быть
выполнен по пологому конусу (рисунок
6. 4, а) или в виде комбинированной
4, а) или в виде комбинированной
галтели (рисунок 6.4,б), рекомендуемые
размеры которой определяют по формулам
[31, с. 275].
При достаточном
запасе прочности вала или стенок корпуса,
когда концентрация напряжений в местах
изменения сечения не является опасной,
вместо радиусных закруглений можно
применять проточки (рисунок 6.4, в,г)
[31, с. 274].
Шпонка и шпоночный паз | Типы шпонок
Шпонка используется на шпоночной канавке вала для удержания компонентов механической передачи мощности, таких как зубчатые передачи и шкивы для передачи мощности.
Содержание данной статьи
Что такое ключ и паз?
Шпонка и шпоночный паз образуют Шпоночное соединение для фиксации ступицы и вала для предотвращения относительного перемещения между валом, передающим мощность, и прикрепленным компонентом. Например, зубчатые передачи, шкивы или звездочки надежно соединяются шпонками с валом, передающим мощность.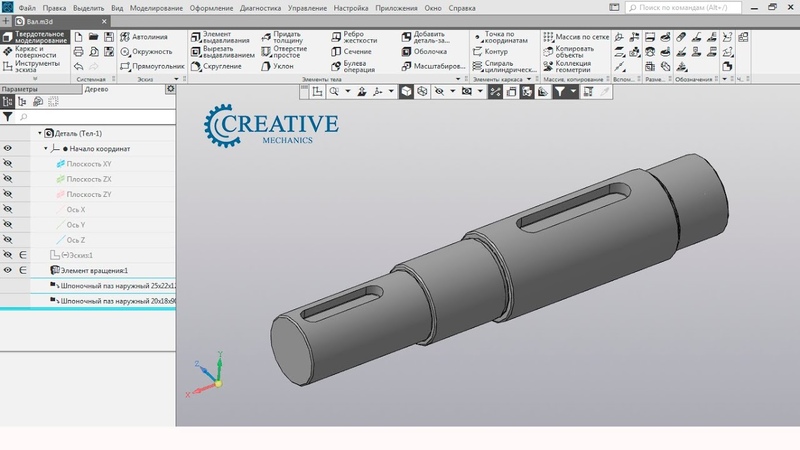
Шпоночные соединения являются важной частью элементов механической передачи мощности валов и муфт, где они обеспечивают передачу нагрузки, мощности и вращения без проскальзывания и в соответствии с требованиями конструкции.
Шпонки вала_примеры паза
Шпонка обычно изготавливается из стали и вставляется или устанавливается между валом и ступицей компонента в осевом направлении для предотвращения относительного перемещения. Keyseat представляет собой углубление в валу, а Шпоночный паз — это углубление в ступице для установки ключа и, таким образом, надежной блокировки компонента. Как правило, термин «ключевое гнездо» редко используется, поскольку в отрасли шпоночный паз относится к обоим углублениям.
a – шпоночный паз, b – шпоночный паз, c – шпоночное гнездо, d – шпоночное соединение (Simmons & Maguire, 2004)
Шпоночные пазы вала и ступицы часто вырезаются на станках для шпоночной посадки, но их также можно изготовить с помощью протягивания, фрезерования, придания формы и прорезания пазов электроэрозионная обработка
Также используются фиксирующие элементы, такие как шлицы, гибкие муфты и конические соединения. Установочные винты и штифты также можно использовать, если это передача с очень малой мощностью. Если должны использоваться установочные винты или, в некоторых случаях, шпоночные соединения, должен быть метод осевых ограничений, таких как стопорные кольца и стопорные кольца.
Установочные винты и штифты также можно использовать, если это передача с очень малой мощностью. Если должны использоваться установочные винты или, в некоторых случаях, шпоночные соединения, должен быть метод осевых ограничений, таких как стопорные кольца и стопорные кольца.
Преимущества и ограничения шпоночных соединений
Существуют различные преимущества и недостатки использования шпоночных шпонок, поэтому для оценки пригодности шпоночного соединения необходимо уделить должное внимание более мелким деталям общей конструкции.
Преимущества шпоночного соединения вала и шпоночного соединения
- Низкая стоимость производства
- Хорошо стандартизированы (ISO, BS, DIN и ANSI)
- Передача среднего и высокого крутящего момента
- Простой монтаж и демонтаж, поэтому легко повторно использовать
Недостатки шпоночного соединения вала и шпоночного соединения
- Не подходит для знакопеременных направленных нагрузок и ударов
- Возможно осевое смещение ступицы, если она не заблокирована дополнительным компонентом, например, установочным винтом или стопорными кольцами
- Со временем шпоночные соединения могут износиться очень трудно демонтировать
- Шпоночные пазы создают точки напряжения из-за эффекта надреза и снижают прочность вала
- Вносят дисбаланс вала
- Трудно рассчитать и совместить анализ несущей способности и набора допусков, поэтому шпоночные соединения имеют завышенные размеры
- Для передачи осевой силы требуется стопорный замок
Типы шпонок
Шпонки бывают самых разных типов и форм и могут быть разделены на четыре категории и подкатегории.
- Утопленные ключи
- Прямоугольные и квадратные ключи
- Параллельные ключи
- Ключи с выпуклой головкой
- Перьевой ключ (скользящий зазор с ключами)
- Вудрафский ключ
90 042
- Седельные ключи
- Плоские и полые седельные ключи
- Тангенциальные ключи
- Круглые/круговые ключи
Из вышеперечисленных типов ключей ключи с параллельным квадратом и деревянного ключа, вероятно, используются более широко, чем другие, из-за простоты использования и стоимости.
Двойная шпонка – Из-за производственных допусков и во избежание двойных посадок используется только одна параллельная шпонка, но Двойная шпонка иногда используется для очень высоких нечастых нагрузок. Это следует учитывать только в том случае, если материал пластичен. Расчеты должны основываться на полуторной параллели.
Утопленные шпонки утоплены в вал на половину его толщины, при этом измерение производится сбоку от шпонки. Не вдоль центральной линии через вал.
Не вдоль центральной линии через вал.
Прямоугольные/квадратные шпонки
Прямоугольные шпонки (Simmons & Maguire, 2004, Google images)
Прямоугольные шпонки, , как показано, шире своей высоты и иногда называются плоскими шпонками. Они используются на валах диаметром до 500 мм или 20 дюймов. Дополнительная ширина шпонки позволяет передавать больший крутящий момент без увеличения глубины. Увеличение глубины означает более слабый вал из-за уменьшения эффективной площади поперечного сечения вала.
Квадратная шпонка для вала (Simmons & Maguire, 2004, изображения Google)
Как следует из названия, квадратные шпонки с поперечным сечением обычно предназначены для валов диаметром до 25 мм или 1″. Их можно использовать для больших валов, когда желательна более глубокая шпонка, чем прямоугольные шпонки. Увеличение глубины означает более слабый вал из-за уменьшения эффективной площади поперечного сечения вала.
Конус шпонки (Simmons & Maguire, 2004)
Квадратные и прямоугольные шпонки могут иметь конусность 1 к 100 по длине шпонки, как показано выше.
Утопленные шпонки
Утопленные шпонки могут быть прямоугольного или квадратного сечения, но без конуса. Эти ключи недороги и легко доступны. Это один из самых простых в установке. Но ключи в идеале должны удерживаться установочным винтом через ступицу. Потому что вибрация или изменение направления вращения часто выталкивает ключ.
Шпонка параллельного вала (machinekeystock.com)
Эти шпонки обычно плотно прилегают к нижней части шпоночного паза вала и сторонам шпоночного соединения, оставляя зазор в верхней части шпоночного паза ступицы.
Утопленные ключи с головкой
Добавлен утопленный ключ с головкой, чтобы его было легче снимать. Как показано на рисунке 8, ключи с утопленной головкой обычно представляют собой прямоугольные или квадратные ключи с конусом на верхней поверхности для обеспечения плотного прилегания.
Шпонка с выпуклой головкой (Simmons & Maguire, 2004)
Перьевые шпонки
Перьевые шпонки крепятся к валу или ступице для обеспечения относительного осевого перемещения.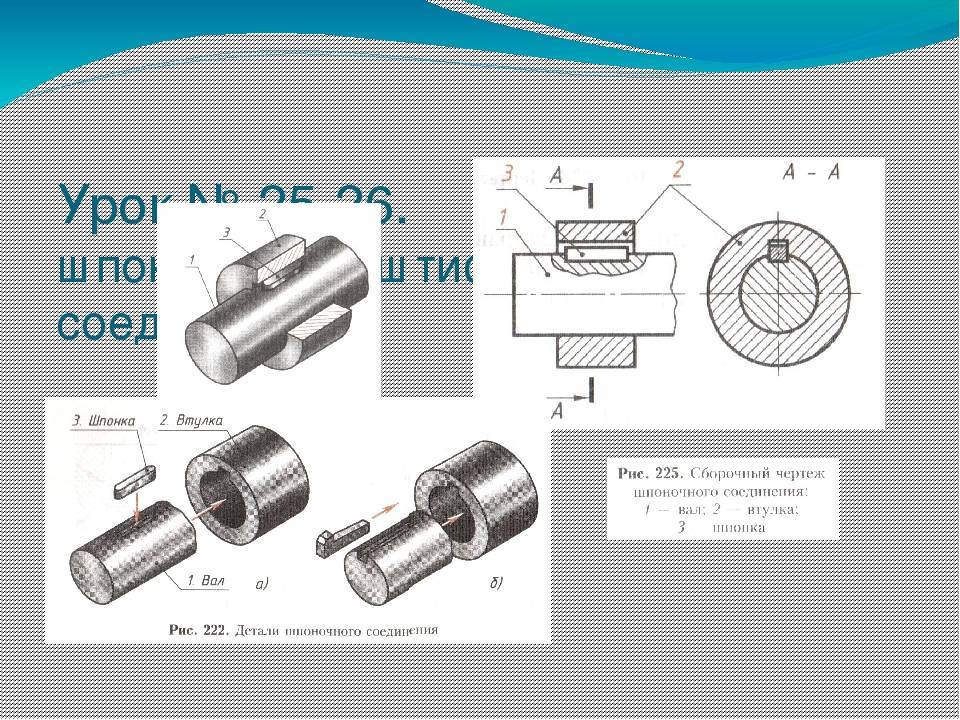 Как показано на рисунке, есть три основных пера. Двуглавый, перо колышка и ключ перо. Это обеспечивает передачу мощности между валом и ступицей с их параллельными противоположными сторонами, одновременно позволяя ей скользить.
Как показано на рисунке, есть три основных пера. Двуглавый, перо колышка и ключ перо. Это обеспечивает передачу мощности между валом и ступицей с их параллельными противоположными сторонами, одновременно позволяя ей скользить.
a – шпонка с выступом, b – двухголовая, c – шпонка с фиксацией, d – стандартный шпонка Feather (Simmons & Maguire, 2004)
Ключ Woodruff
Ключ Woodruff представляет собой полукруглый круглое углубление в валу, обработанное фрезой для шпоночного паза. Эти деревянные шпонки в основном используются в станках и автомобильных валах диаметром от ¼ до 2½ дюймов (от 6 до 60 мм). Ключи Woodruff не могут нести такую же нагрузку, как длинные параллельные ключи.
Ключи Woodruff (источник: IndiaMART)
Преимущество шпонки Woodruff заключается в том, что она может соответствовать любому конусу шпоночной канавки втулки, а ее невыпадающая часть и глубина предотвращают проворачивание шпонки.
Деревянная шпонка и шпоночный паз (Simmons & Maguire, 2004)
Недостатки деревянных шпонок заключаются в том, что глубина шпоночной канавки ослабляет вал, их нельзя использовать в качестве шпоночной шпонки, их трудно установить, они короткие и могут не нести слишком большую нагрузку.
Седельные шпонки
По сравнению с утопленными шпонками, седловидные шпонки не утоплены в вал и ступицу, а только утоплены в ступицу. Они либо сидят на плоскости, либо по окружности вала. Передача мощности достигается за счет трения между валом и шпонкой. Как показано на рисунке ниже, седловые клавиши можно разделить на плоские седловые и Полые седельные шпонки подходят только для легких нагрузок, чтобы избежать проскальзывания по валу.
Типы накидных ключей (источник: ques.com)
Плоский накидной ключ имеет сужение сверху и плоское основание, как показано на рисунке ниже. Шпонка входит в конический шпоночный паз ступицы, надавливая на плоскую поверхность вала
Зацепление с плоской седловой шпонкой (источник: lifelearn)
Полая седловидная шпонка сужается сверху и изогнута снизу, как показано на рисунке. ниже. Шпонка входит в конический шпоночный паз ступицы и прижимается к изогнутой периферийной поверхности вала.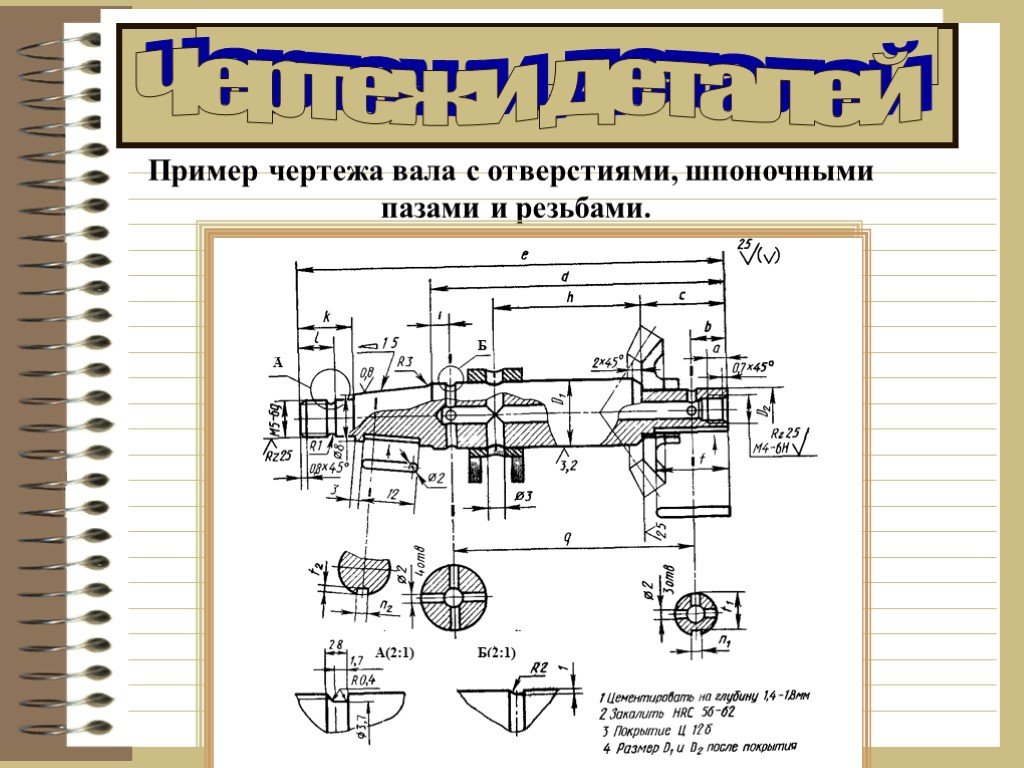
Зацепление с полой седловидной шпонкой (источник: lifelearn)
Тангенциальные шпонки
Тангенциальные шпонки, иногда называемые тангенциальными шпонками, устанавливаются парой под прямым углом, как показано на рисунке ниже, где каждая шпонка выдерживает скручивание только в одном направлении. Они используются в больших тяжелых валах.
Тангенциальные шпонки и тангенциальные шпоночные канавки (источник: fast.it)
Круглые/круглые шпонки
Круглые шпонки имеют круглое сечение и входят в отверстия, частично просверленные в валу и ступице. Их преимущество заключается в простоте изготовления, поскольку их шпоночные канавки можно просверливать и расширять после сборки сопрягаемых частей. Круглые ключи обычно считаются наиболее подходящими для маломощных дисков.
Круглая шпонка и шпоночный паз
Конструкция шпоночного паза и размер шпонки
Выбор шпонки крайне важен для предотвращения преждевременного выхода из строя шпоночных соединений. Прочтите «Руководство по выбору шпонки и проектированию шпоночной канавки», чтобы понять, как рассчитать срезающие и сжимающие напряжения на шпонке вала. В статье также обсуждаются критические факторы, такие как материал шпонки, тип нагрузки и правильная посадка, которые необходимо учитывать при разработке варианта шпоночного соединения.
В статье также обсуждаются критические факторы, такие как материал шпонки, тип нагрузки и правильная посадка, которые необходимо учитывать при разработке варианта шпоночного соединения.
Стандарты и спецификации
См. приведенные в таблице размеры и допуски метрических шпоночных канавок для параллельных и полукруглых шпонок согласно BS 4235-1:1972. Наряду с допусками на размер шпоночной канавки и глубиной шпоночной канавки в некоторых стандартах также содержится информация о рекомендуемом размере шпоночной канавки и глубине шпоночной канавки в зависимости от диаметра вала.
- Рекомендации по размеру шпонки, длине и глубине шпоночной канавки в зависимости от диаметра вала приведены в стандартах ASME B17.1-1967, стандарте ASME B17.2-1967.
- Спецификация для метрических шпонок и шпоночных канавок. Параллельные и конические шпонки BS 4235-1:1972
- Подгонка шпонки к диаметру вала также указана в DIN 6888
- Тангенциальные шпонки и тангенциальные шпоночные пазы для переменных ударных нагрузок, спецификация DIN 268:1974
- Тангенциальные шпонки и тангенциальные шпонки для постоянных нагрузок, спецификация DIN 271:1974
- Коллинз, Дж.
 А., Басби, Х., и Стааб, Г. (без даты). Механическое проектирование элементов машин и машин. Джон Уайли и сыновья.
А., Басби, Х., и Стааб, Г. (без даты). Механическое проектирование элементов машин и машин. Джон Уайли и сыновья. - Хэмрок, Б.Дж., Шмид, С.Р., и Якобсон, Б.О. (2006). Основы элементов машин: Бернард Дж. Хэмрок, Стивен Р. Шмид, Бо О. Якобсон . Бостон: Высшее образование McGraw-Hill.
- Курт М. Маршек, Роберт К. Джувиналл (2021). Основы проектирования деталей машин. Джон Уайли и сыновья.
- Язык:
Английский
немецкий
испанский
- евро — евро
90 042
Ссылки
Техническое видео: Что такое шпоночный паз?
Техническое видео: что такое шпоночный паз? | Руланд
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
В связи с тем, что Microsoft прекратила выпуск обновлений, в том числе безопасности, некоторые функции, такие как оформление заказа и CAD, могут у вас не работать. Мы рекомендуем использовать Google Chrome, Microsoft Edge, Firefox или Safari, чтобы обеспечить полную функциональность. Спасибо — команда Ruland
Мы рекомендуем использовать Google Chrome, Microsoft Edge, Firefox или Safari, чтобы обеспечить полную функциональность. Спасибо — команда Ruland
МЕНЮ
Поиск
Магазин
Аккаунт
Настройки
Валюта
USD — доллар США
Дата выпуска: 15 апреля 2019 г.
Для некоторых это незаменимая функция компонента. Другим, возможно, придется спросить: «Что такое шпоночный паз?» |
Стенограмма Местонахождение: Таскалуса, Алабама |
Вас также может заинтересовать: Жесткие муфты со шпоночными пазами — Жесткие муфты Ruland со шпоночными пазами Сервомуфты со шпоночными пазами — Сервомуфты Ruland со шпоночными пазами Keystock — выбор Руландом Keystock |

Категория не найдена
© 2023 Ruland Manufacturing Co.
