Перепуск арматуры: Стыковка арматуры внахлест без сварки
Содержание
3.3.1. Трудовая функция \ КонсультантПлюс
Документ утратил силу или отменен. Подробнее см. Справку
3.3.1. Трудовая функция
Наименование | Проведение подготовительных работ по ремонту ЛЧМГ | Код | C/01.6 | Уровень (подуровень) квалификации | 6 |
Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта |
Трудовые действия | Оценка технического состояния ЛЧМГ |
Привязка к местности дефектов на ЛЧМГ по результатам диагностических обследований | |
Организация работ по шурфовке (вскрытию) газопровода | |
Подготовка дефектных ведомостей на ремонт, составление заявок на комплектование МТР для ремонта | |
Входной контроль МТР | |
Составление планов организации и проведения работ повышенной опасности на ЛЧМГ | |
Разработка проектов планов диагностики, капитального ремонта и реконструкции ЛЧМГ | |
Разработка технических заданий и технических требований на проектирование объектов реконструкции и капитального ремонта ЛЧМГ | |
Организация работ по выводу и вводу в работу участков ЛЧМГ для проведения ремонта, реконструкции и испытаний | |
Организация переключений трубопроводной арматуры, перепуска газа между отдельными газопроводами согласно установленным технологическим режимам | |
Организация подготовки дефектных участков ЛЧМГ для проведения технического диагностирования | |
Необходимые умения | Оценивать техническое состояние ЛЧМГ на основе показателей работы оборудования, проведенных диагностических обследований |
Ранжировать дефекты по степени опасности и критичности | |
Читать схемы, карты с обозначениями объектов газопроводов, связи и ЭХЗ | |
Работать с приборами и инструментами для привязки дефектов на ЛЧМГ к местности | |
Определять фактическое местоположение газопровода, подземных коммуникаций | |
Готовить дефектные ведомости на ремонт | |
Составлять заявки на комплектование МТР для ремонта | |
Осуществлять визуальный осмотр в рамках входного контроля МТР | |
Производить огневые, газоопасные работы и работы повышенной опасности на подконтрольных объектах | |
Производить отключения и переключения трубопроводной арматуры, перепуск газа между отдельными газопроводами | |
Определять состав подготовительных работ для проведения технической диагностики | |
Необходимые знания | Технологическое оборудование ЛЧМГ, принцип его работы, условия эксплуатации |
Строительные нормы и правила по направлению деятельности | |
Правила оформления технической документации на проектирование объектов | |
Технологическая схема участка газопровода, на котором планируется проведение работ | |
Нормативно-технические документы по эксплуатации и ремонту оборудования объектов ЛЧМГ | |
Правила эксплуатации приборов, трассоискателей | |
Порядок проведения земляных работ | |
Порядок получения разрешений на производство работ на объектах ЛЧМГ | |
Порядок отвода земель на проведение ремонта ЛЧМГ | |
Правила оформления дефектных ведомостей, организация заявочной кампании, порядок обоснования потребности и составления заявок | |
Технические требования, предъявляемые к материалам, конструкциям и оборудованию газопроводов | |
Номенклатура необходимых МТР | |
Правила оформления документации | |
Организация входного контроля МТР | |
Порядок приема и складирования МТР, организация их учета | |
Нормативно-технические документы по диагностике | |
Методы диагностики | |
Способы подготовки участков для проведения диагностики | |
Нормативные и технические документы, требования охраны труда, промышленной, пожарной безопасности | |
Другие характеристики | — |
1.
 2.6. Соединения арматуры
2.6. Соединения арматуры
По
длине стержни горячекатаной арматуры
в обычном железобетоне соединяются,
как правило, с помощью сварки, независимо
от способа образования каркаса.
Стержни
отдельных позиций сварного каркаса
могут быть простыми, состоящими из
цельного стержня одного диаметра, или,
в целях экономии арматурной стали,
составными, состоящими по длине из
стержней двух-трёх различных диаметров
(рис. 22), соединённых контактной
стыковой сваркой. Составными могут быть
только стержни из горячекатаной арматуры
периодического профиля. Составные
стержни часто применяют при армировании
ригелей, колонн, подпорных стенок и
т.п.
Все
сварные соединения в зависимости от
места их выполнения делятся на:
сварные
соединения, выполняемые в заводских
условиях;сварные соединения,
выполняемые в условиях стройплощадки.
Рис. 22. Составные
22. Составные
отдельные стержни:
а
– для применения в балках; б – для
применения в колоннах, подпорных стенках
и т.п.; 1 – контактная стыковая электросварка
Сварные
соединения, выполняемые в заводских
условиях. Различают
два основных их типа:
А.
Контактная электросварка встык (или
контактная стыковая электросварка)
предназначена для соединения заготовок
арматурных стержней, приварки к
стержням коротышей большего диаметра
и т. п. Выполняется на специальных
сварочных машинах. Процесс сварки
состоит в том, что концы стержней в месте
их контакта под действием электрического
тока большой силы (до 100 кА) разогреваются
до пластического или жидкого состояния
с одновременным или последующим сильным
сжатием, обеспечивающим взаимодействие
атомов металла. В зоне сварки металл
оплавляется, образуя небольшое утолщение
(рис. 23, а). Прочность такого соединения
получается даже выше, чем прочность
самих стыкуемых стержней. Этим способом
Этим способом
может производиться соединение стержней
диаметром от 10 до 80 мм.
При
соединении стержней арматуры классов
A240,
А300, A400,
А500, A600,
А800, A1000
разных диаметров должно соблюдаться
условие d1
/d2
≥ 0,85
(соотношение 0,3 допускается при
использовании специальной технологии
сварки), а наименьший диаметр стержня
d1
= 10
мм.
Б.
Контактная точечная электросварка
используется для соединения отдельных
стержней в местах их пересечения при
изготовлении сеток и каркасов, В этих
случаях применяют стержневую арматуру
классов A240,
A300,
A400
и проволочную класса В500. Перекрещивающиеся
стержни сдавливают с большой силой в
зажимах сварочной машины, затем включают
ток, который доводит металл между
зажимами до оплавления, а прилегающую
зону – до пластического состояния.
Качество
точечной электросварки зависит от
соотношения диаметров свариваемых
поперечных и продольных стержней. Оно
Оно
должно быть в пределах d1
/d2
= 0,25…1.
Сварные
соединения, выполняемые в условиях
стройплощадки. Ограничимся
рассмотрением двух типов таких соединений.
А.
При монтаже арматурных изделий и сборных
железобетонных конструкций для
соединения встык как горизонтальных,
так и вертикальных стержней (или выпусков)
арматуры классов A240,
A300,
A400
диаметром 20 мм и более применяют
электродуговую ванную сварку в съёмных
инвентарных медных формах или на стальной
скобе-подкладке (рис. 23, б). Принцип
электродуговой сварки основан на
образовании электрической дуги между
свариваемым металлом и электродом.
В зазор 10… 15 мм между свариваемыми
стержнями помещается гребёнка
электродов. При прохождении электрического
тока между гребёнкой и формой возникает
электрическая дуга. В результате этого
образуется ванна расплавленного
металла, которая разогревает и плавит
торцы стыкуемых стержней. При этом
При этом
расплавленный металл электродов и
стержней образует сварной шов.
Б.
Если диаметр соединяемых стержней менее
20 мм, то применяют дуговую сварку
стержней четырьмя фланговыми швами с
использованием круглых накладок (рис.
23, в). Этим способом могут соединяться
стержни диаметром от 10 до 80 мм, начиная
от класса A240
до класса A500
включительно. Допускается применять и
односторонние сварные швы с удлинёнными
накладками (рис. 23, г). При этом
должны быть соблюдены следующие
требования к размерам сварного шва: b≥
10 мм и b≥
0,5d;
h
≥
4 мм и h
≥
0,25d,
где
b
– ширина
шва; h
–
глубина шва (рис. 23, д).
Соединение
стержней в тавр с пластиной толщиной δ
=
0,75d
(из листовой или полосовой стали)
выполняют автоматической дуговой
сваркой под флюсом (рис. 23, е). Соединение
внахлёстку арматурных стержней
диаметром 8.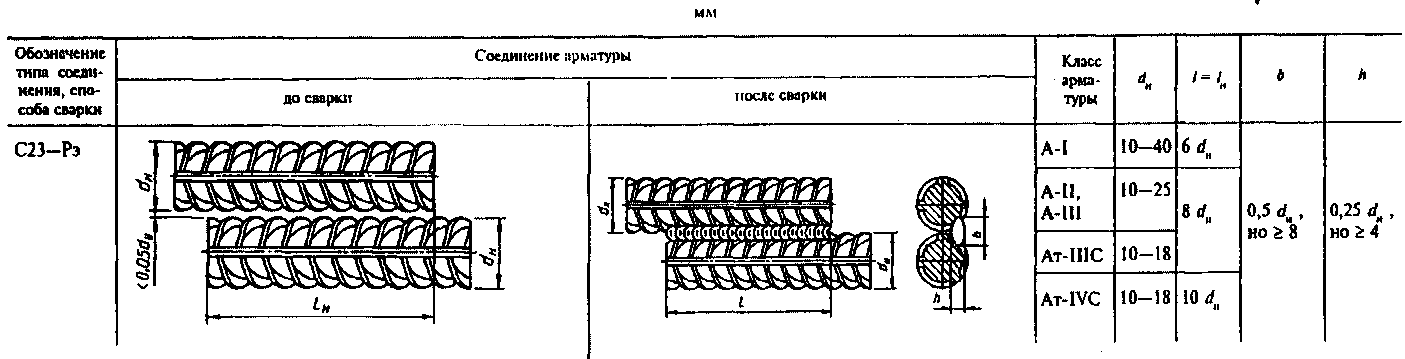 ..40 мм с пластиной или
..40 мм с пластиной или
плоскими элементами проката выполняют
дуговой сваркой фланговыми швами (рис.
23, ж).
Сварные
соединения способствуют рациональному
расходу стали и использованию отходов
арматуры.
Рис.
23. Сварные стыковые соединения арматуры:
а
–
контактная
электросварка встык; б – дуговая ванная
сварка в инвентарной форме; в – дуговая
сварка с накладками с четырьмя фланговыми
швами; г – то же, с двумя фланговыми
швами; д – размеры сварного шва; е –
сварное соединение в тавр стержней с
пластиной; ж – сварное соединение
внахлёстку стержня с пластиной
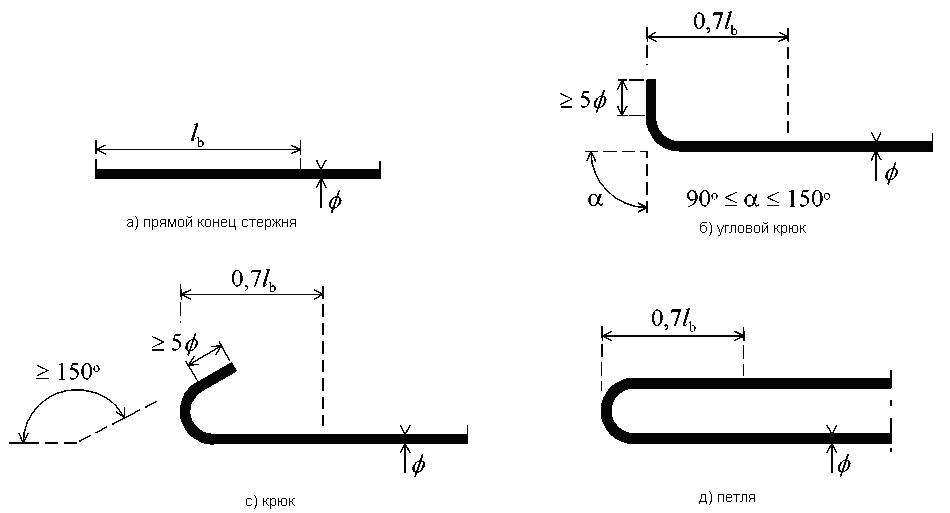
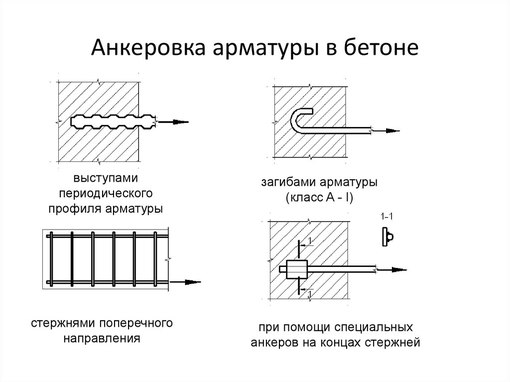
Стыки
арматуры внахлёстку без сварки. Стержневую
арматуру классов A240,
А300, A400
допускается соединять внахлёстку без
сварки с перепуском концов стержней на
20…50 диаметров в тех местах железобетонных
элементов, где прочность арматуры
используется не полностью. Однако
такой вид соединения стержневой арматуры
вследствие излишнего расхода стали и
несовершенства конструкции стыка
применять не рекомендуется.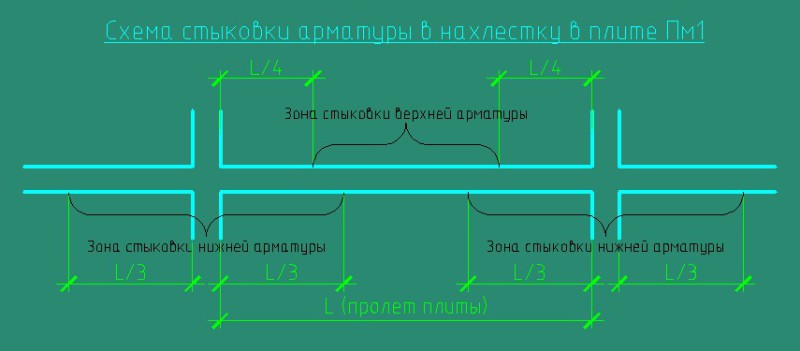
Внахлёстку
можно выполнять стыки сварных и вязаных
каркасов и сеток в направлении рабочей
арматуры (рис. 24).
При
этом диаметр рабочей арматуры должен
быть не более 36 мм. Длина перепуска
(нахлёстки) стыкуемых стержней, каркасов,
сеток в рабочем направлении определяется
расчётным путём по формуле (1.25).
Рис.
24. Стыки сварных сеток в направлении
рабочей арматуры:
а
– при гладких стержнях, когда поперечные
стержни расположены в одной плоскости;
б, в – то же, но поперечные стержни
расположены в разных плоскостях; г
– при стержнях периодического профиля,
когда в пределах стыка поперечные
стержни отсутствуют в одной из стыкуемых
сеток; д – то же, когда в пределах стыка
поперечные стержни отсутствуют в обеих
стыкуемых сетках; l
–
длина перепуска сеток; d,
d1
–
соответственно диаметры рабочей и
распределительной арматуры
Поперечные
стержни соединяемых сеток могут
располагаться в разных плоскостях (рис.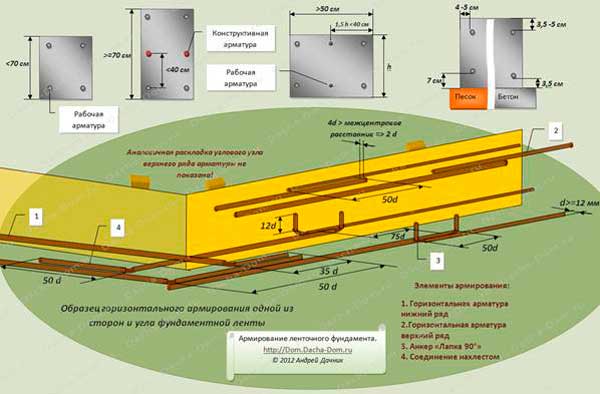
24, б, в) или в одной плоскости (рис. 24, а).
В каждой из соединяемых в растянутой
зоне сеток на длине нахлёстки должно
быть расположено не менее двух поперечных
стержней, приваренных ко всем продольным
стержням сеток. Такие же типы стыков
применяются и для стыковки внахлёстку
сварных каркасов с односторонним
расположением рабочих стержней из всех
видов арматуры; при этом на длине
стыка устанавливают дополнительные
хомуты или поперечные стержни с шагом
не более 5 диаметров продольной
арматуры. Если рабочей арматурой сеток
являются стержни периодического
профиля, то одна из стыкуемых или обе
сетки в пределах стыка выполняются без
приваренных поперечных стержней (рис.
24, г, д).
Стыки
сварных сеток в нерабочем направлении
(когда соединяется распределительная
арматура) также выполняются внахлёстку
(рис. 25).
Длину
перепуска (считая между крайними рабочими
стержнями сетки) принимают равной 50 мм
при диаметре распределительной арматуры
до 4 мм и равной 100 мм при диаметре
распределительной арматуры более 4
мм. При диаметре рабочей арматуры 16 мм
При диаметре рабочей арматуры 16 мм
и более сварные сетки в нерабочем
направлении допускается укладывать
впритык друг к другу, перекрывая стык
специальными стыковыми сетками,
укладываемыми с перепуском в каждую
сторону не менее 15 диаметров
распределительной арматуры и не менее
100 мм (рис. 25, в). Стыки плоских
каркасов, как и сеток, в конструкциях
следует располагать вразбежку.
Рис.
25. Стыки сварных сеток в направлении
нерабочей (распределительной)
арматуры:
а
– внахлёстку с расположением рабочих
стержней в одной плоскости; б – то же,
с расположением рабочих стержней в
разных плоскостях; в – стык впритык с
наложением дополнительной стыковой
сетки; d,
d1
– соответственно
диаметры рабочей и распределительной
арматуры; 1 – рабочая арматура; 2 –
распределительная арматура
Вязаные
каркасы и сетки в настоящее время
применяют редко, так как при использовании
вязаных изделий существенно повышается
трудоёмкость.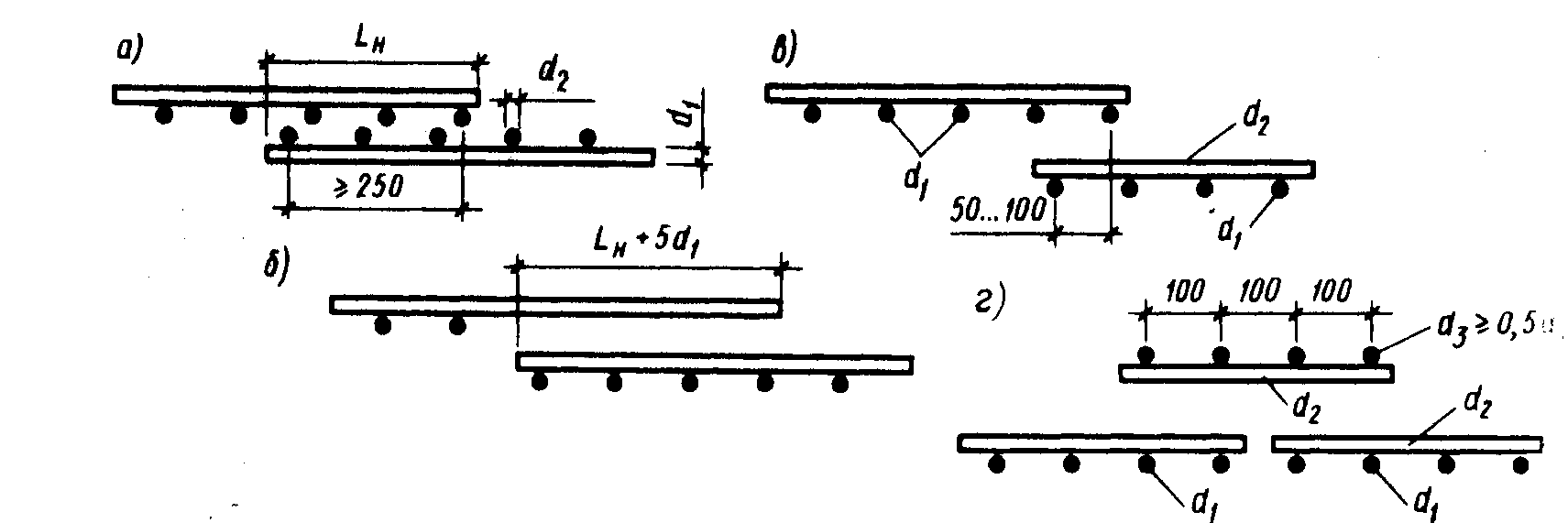 Однако в случае применения
Однако в случае применения
вязаных изделий исключается концентрация
напряжений, которая при сварных изделиях
возникает в зонах точечной сварки, а
также устраняется опасность пережога
поперечных стержней, что иногда
наблюдается в сварных изделиях. В
вязаных сетках и каркасах соединение
стержней между собой осуществляется с
помощью вязальной (отожжённой)
проволоки диаметром 0,8…1 мм.
н-лента | BRKT,BYPASS,REBAR STANCHION
BRKT,BYPASS,REBAR STANCHION 3M Артикул: 9502972
Основатель и президент Pack-n-Tape Арт Церимеле поставляет клиентам упаковочную продукцию с 1990 года.
9000 2 За лет он узнал, что нужно, чтобы удовлетворить клиента.
Что иногда означает пройти лишнюю милю — в буквальном смысле.
В начале 1990-х, в жаркий летний день в Колумбусе, штат Огайо, Арт, в то время сотрудник местной компании по поставкам упаковки, получил звонок от покупателя, у которого закончилась упаковка арахиса и поэтому , не смогли отправить заказы. Поскольку склад находился на расстоянии более 100 миль, его клиент столкнулся с ситуацией закрытия. Арт понял, какое влияние это может оказать на его клиента, и приступил к работе, изучая все возможные варианты. Товар можно было доставить на следующий день, но этого было недостаточно. Арт решил купить товар у местного конкурента и привязал его к крыше своей машины. Он вспоминает, как ехал со скоростью около 25 миль в час по проселочным дорогам к месту расположения своих клиентов. Излишне говорить, что его клиент был очень доволен и отправлял посылки практически без простоев. | Арт (справа) делает все возможное для своего клиента. |
Искусство привило эти ценности всем сотрудникам Pack-n-Tape и нашей повседневной деятельности.
Вы можете быть уверены, что наши специалисты будут работать над пониманием приоритетов и процессов вашего бизнеса, чтобы гарантировать, что вы получите продукты, которые вам нужны, когда они вам нужны.
Что это значит для вас
Доступ
Являясь стратегическим дистрибьютором 3M, мы получаем уведомления о новейших продуктах 3M — часто раньше остальных на рынке — и пользуемся специальными акциями и уникальными предложениями. Благодаря дополнительному времени подготовки и прямому доступу к новейшим и лучшим продуктам 3M и ценам, мы готовы помочь вам сохранить ваш бизнес на переднем крае.
Понимание
В нашей команде есть специальные специалисты 3M по работе со стратегическими клиентами, готовые предоставить индивидуальные решения даже для самых сложных задач. Наши специалисты проходят специализированное обучение по продуктам в штаб-квартире 3M и тесно сотрудничают с местными специалистами по продуктам 3M. Весь наш торговый персонал имеет доступ к онлайн-обучению и обучению на местах, а также к расширенной информации о продуктах. Эти ресурсы дают нам представление о решениях продуктов 3M, которые вы не найдете больше нигде.
Наш выездной эксперт работает над тем, чтобы понять приоритеты и процессы вашего бизнеса, чтобы вы получали нужные вам решения, когда они вам нужны.
Доверие
Чтобы стать партнером 3M в качестве стратегического дистрибьютора, Pack-n-Tape продемонстрировала силу нашей компании и наше стремление оказывать постоянную поддержку нашим клиентам. Мы стремимся приносить вам пользу в долгосрочной перспективе.
Доставка
Мы отправляем товары в пределах 48 штатов. Когда продукт доступен, наземные заказы обычно отправляются после обработки склада в течение 3 рабочих дней. Авиазаказы обычно доставляются в тот же день, если заказы оформлены до 11:00 по стандартному горному времени. Если вы отправляете товар на новый адрес, пожалуйста, подождите 1 день для настройки учетной записи доставки. Это приблизительные значения, которые могут измениться в случае особых обстоятельств.
Ошибки при доставке
Покупатель должен уведомить нас в течение 14 дней с момента получения продукта, если произошла ошибка при доставке.
Неверный адрес
Обязательно обратите внимание на информацию об адресе доставки на странице оформления заказа. Клиент несет ответственность за предоставление правильной информации об адресе доставки. Если заказ отправлен на неправильный адрес, указанный клиентом, клиент берет на себя полную ответственность за получение посылки или будет нести ответственность за полную стоимость отправленных товаров.
Цены
Все товары на этом сайте продаются с целью получения прибыли. Если в наших товарах/кейсе или ценах обнаружены ошибки, Pack-n-Tape оставляет за собой право изменить цену или исправить ошибку.
Пожалуйста, ознакомьтесь с нашей полной политикой возврата, ознакомившись с нашими условиями.
Возврат Рекомендации
Для возврата требуется номер разрешения на возврат товара (RMA). Возвраты не могут быть обработаны без номера RMA.
Товары, сделанные на заказ, как правило, НЕ подлежат возврату.
Минимальная плата за пополнение запасов в размере 25% или более, в зависимости от товара, политики производителя и обстоятельств. Если какой-либо продукт был использован и не может быть перепродан как новый, мы не можем вернуть вам деньги.
ПРИМЕЧАНИЕ. Если покупатель отправляет продукт за пределы США, все гарантии аннулируются, и возврат не принимается независимо от обстоятельств.
Ошибки доставки
Клиент должен уведомить нас в течение 14 дней после получения информации об отслеживании или самого продукта, если произошла ошибка доставки.
Товар с дефектом
Покупатель должен уведомить нас в течение 14 дней после получения товара о наличии дефекта. Если продукт подозревается в дефекте, только часть подозреваемого продукта может быть возвращена до тех пор, пока фабрика не завершит необходимые испытания, чтобы определить, соответствует ли продукт спецификации. Pack-n-Tape оплатит расходы по доставке, но клиент несет ответственность за упаковку продукта надлежащим образом. Если товар окажется бракованным, будут приняты меры по его возврату. После того, как продукт будет зарегистрирован и проверен, кредит будет выдан на карту, использованную для его покупки.
Если товар окажется бракованным, будут приняты меры по его возврату. После того, как продукт будет зарегистрирован и проверен, кредит будет выдан на карту, использованную для его покупки.
Политика отмены
После того, как покупатель завершит процедуру оформления заказа и обработает заказ, его нельзя будет отменить. На этом этапе клиент должен следовать нашей политике возврата.
Если клиент отказывается от отправки заказа, размещенного онлайн, возврат не принимается . Если клиент меняет свое мнение о заказе, он должен пройти политику возврата.
Неверный адрес
Обязательно обращайте пристальное внимание на информацию об адресе доставки на странице корзины и ознакомьтесь с деталями подтверждения заказа, когда звоните/отправляете заказы по электронной почте, обработанные представителем Pack-n-Tape. Если заказ отправлен на неправильный адрес, указанный клиентом, клиент берет на себя полную ответственность за получение посылки или будет нести ответственность за полную стоимость отправленных товаров.
Цены
Все товары на этом сайте продаются с целью получения прибыли. Если в наших товарах/кейсе или ценах обнаружены ошибки, Pack-n-Tape оставляет за собой право изменить цену или исправить ошибку.
40-футовая арматурная петля Securaspan Многопользовательская горизонтальная страховочная система
Главная
» #DB.7400340: 40-футовая арматурная петля Securaspan Многопользовательская горизонтальная страховочная система
Описание
Отзывы (0)
Бетонные петлевые арматурные стержни, системы горизонтальной страховочной линии (HLL) предназначены для использования в качестве анкерного средства до шести индивидуальных страховочных систем (PFAS). Стойка петлевой арматуры SecuraSpan используется в качестве конечной и промежуточной Стойки для горизонтальной линии жизни (HLL), установленные на бетонной арматурной петле. Системы SecuraSpan HLL могут состоять из одного пролета Lifeline или нескольких пролетов Lifeline.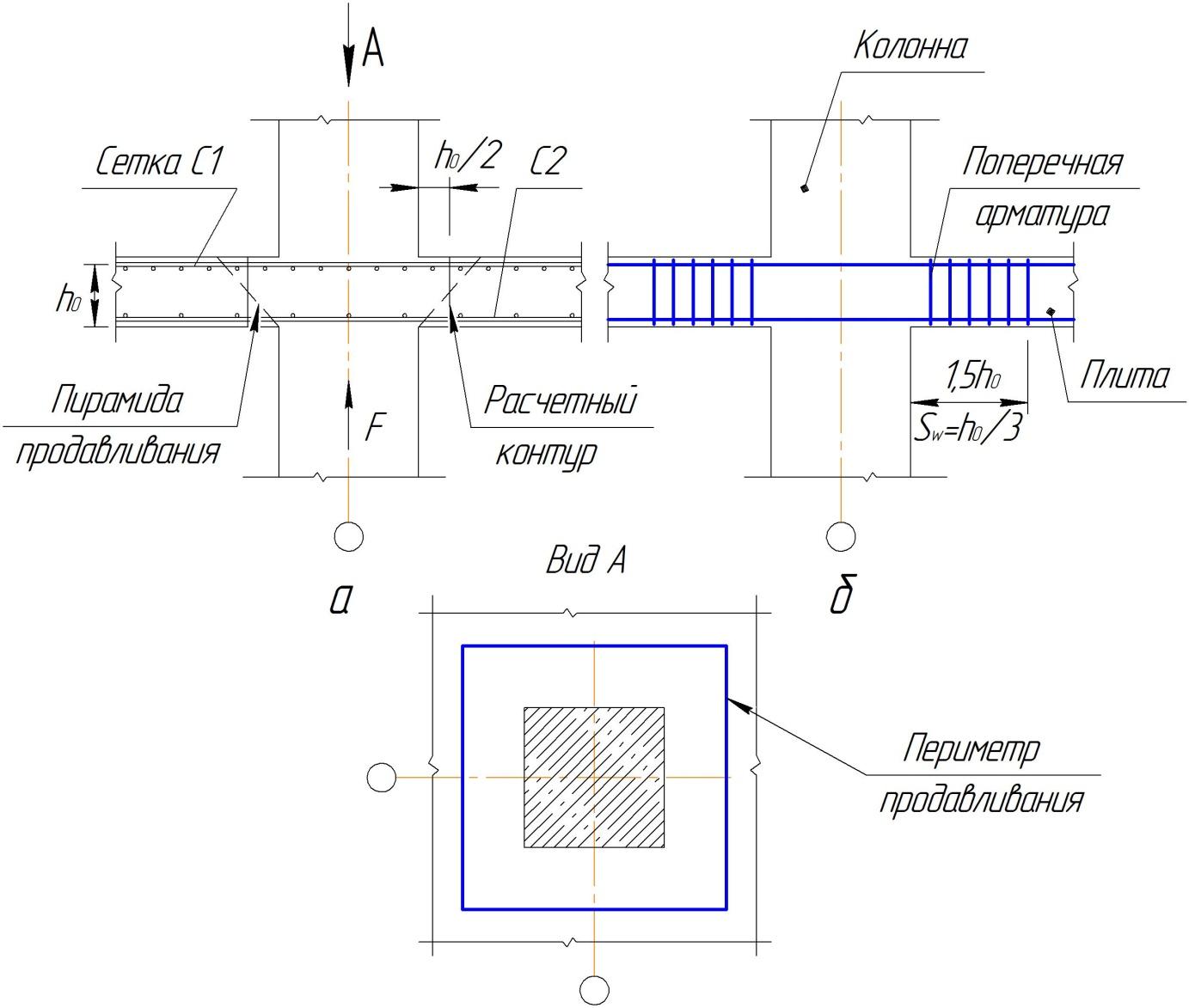 Еще одна легкая и простая в установке система для балок из предварительно напряженного бетона, которая крепится непосредственно к петлевой арматуре. Благодаря встроенным скобам «байпаса» систему можно настроить на неограниченный срок службы для максимальной гибкости на стройплощадке
Еще одна легкая и простая в установке система для балок из предварительно напряженного бетона, которая крепится непосредственно к петлевой арматуре. Благодаря встроенным скобам «байпаса» систему можно настроить на неограниченный срок службы для максимальной гибкости на стройплощадке
ОПИСАНИЕ: 40-футовая (12,2 м) система горизонтального троса для арматуры с бетонной петлей, подходит для диаметров от 1/2 до 4-1/2 дюйма (арматурный стержень №4 до №12) и 3-1/2 дюйма. до 8 дюймов в высоту (8,9–20,3 см) с шагом 3 дюйма (7,6 см) или более, включает две стойки и страховочный трос в сборе
Быстрая, простая и безопасная установка
ХАРАКТЕРИСТИКИ СИСТЕМЫ:
• 2 пользователя на пролет максимум 6 пользователей на систему, 310 фунтов каждый
• 3/8″ (10 мм) оцинкованный трос 7X19 14 400 фунтов (64 кН)
• Простой крючок и петля с барашковой гайкой
• Подходит для арматурных стержней от ½” до 4-1/2” (№4–№12)
• Подгоняется под петлю высотой от 3-1/2 до 8 дюймов с интервалом 3 дюйма или больше
• Амортизатор энергии из нержавеющей стали
• Пиковая динамическая нагрузка на отрыв 2500 фунтов (11 кН)
• Средняя динамическая нагрузка на отрыв 2000 фунтов (8,9 кН)
• Минимальная прочность на растяжение 5000 фунтов (22,2 кН)
- Вопросы или специальные приложения Свяжитесь с нами Engineering Бесплатный телефон 1-844-930-9711
Ваше имя:
Ваш отзыв:
Примечание: HTML не переводится!
Рейтинг: Плохо
Хорошо
Введите код в поле ниже:
Продолжить
#ДБ.
 9503221: Веревка с сердечником 1/2 дюйма и предохранительным поворотным карабином для защиты от падения, 5000 фунтов, нагрузка на ворота 3600 фунтов
9503221: Веревка с сердечником 1/2 дюйма и предохранительным поворотным карабином для защиты от падения, 5000 фунтов, нагрузка на ворота 3600 фунтов4,30 $ 3,99 $
DB.16402: Непрерывная, бесконечная двухскоростная канатная лебедка для аварийно-спасательных работ
6 895,00 $
# XS.12811: Горизонтальный бегунок страховочного троса 8 мм
$699,00
лист бумаги
$0,01 $0,01
#DB.M200: Удлинитель для двух пользователей с защитой от падения с вылетом стрелы 12 футов 3,7 м или 15 футов 4,6 м
Запросите цену
#DB.M100: Однопользовательский удлинитель для защиты от падения с вылетом стрелы 7,5 футов и 2,3 м
Запросите цену
#DB.7241421: Тележка с подвесным 8-миллиметровым тросом
1 004,00 $ 899,00 $
#DB.16005: Ременная лента на смонтированном основании шлюпбалки для вертикальных труб, шахт и банок.