Питтинг коррозия: Питтинг – суть процесса, методы борьбы с питтинговой коррозией стали
Содержание
Питтинг и коррозия
Система LaserGauge® для идентификация лопастей, которые еще возможно ремонтировать
Проблемы инспектирования
Лопатка турбины реактивного двигателя
Питтинг на лопастях турбины реактивного двигателя требует ремонта сразу же по превышению порога глубины. Если питтинг слишком глубокий, лопасти не поддаются ремонту и подвергаются утилизации.
Предпринимались попытки визуальной инспекции лопастей и определения глубины методом сравнения питтинга с образцами или шаблонами. Такие визуальные измерения не всегда воспроизводимы, поскольку индивидуальные особенности инспектора, проводящего проверку, могут непосредственно повлиять на результат измерения. Также использовались оптические компараторы, но эти приборы не имели требуемого преимущества портативности.
Требования
Измерения — глубину питтинга необходимо измерять и документровать для оценки возможности ремонта лопасти. Пределы глубины питтинга, поддающегося ремонту или отбраковке измеряются в тысячных дюйма. Соответственно измерительный прибор должен иметь требуемое разрешение.
Пределы глубины питтинга, поддающегося ремонту или отбраковке измеряются в тысячных дюйма. Соответственно измерительный прибор должен иметь требуемое разрешение.
Инструмент — в ремонтной зоне может быть несколько двигателей, инспекцию которых неоходимо провести в одно и то же время. Если инструмент для измерения питтинга не является портативным, лопасти каждого двигателя будет необходимо транспортировать в определенное место для проведения инспекции.
LaserGauge
® решение
Система LaserGauge — для проведения измерений используется датчик HS400 с 3,81 мм областью обзора вместе с портативным контроллером LG1102. Датчик имеет глубину разрешения ±0,0127 мм, позволяющую проводить измерение питтинга с требуемой точностью.
Измерения — измерения автоматизированы. Оператор размещает лазерный пучок над углублением и запускает измерение. Края углубления обнаруживаются на основе выбранных отклонений. Рассчитываются и отражаются в таблице: наибольшая глубина углубления (Min), любая выпуклость материала над исходной поверхностью (Max) и ширина (Width) углубления.
Реализованные преимущества
Финансовая экономия — сохранение тысяч лопастей от утилизации приводит к существенной
Экономия времени — инспекция проводится непосредственно в зоне ремонта. Нет необходимости транспортировать лопасти в лабораторию.
Документирование результатов — измерения воспроизводимы и повторяемы, результаты имеют прослеживаемость по времени и дате.
Смежные области применения
Коррозия — измерение коррозии имеет те же проблемы, что и питтинг. Серьезность или глубина коррозии на ответственных деталях, таких как шестерни, требует точного измерение, чтобы определить обоснованность замены или ремонта.
Система LaserGauge — в зависимости от размера коррозии и требуемого разрешения, для сканирования поверхности используют датчик с 3,81 мм или 12,7 мм областью обзора. Проекция коррозии в реальном времени отражается на контроллере LG1102 при сканировании. Это позволяет оператору видеть поверхность и перемещать лазерный пучок более точно на интересующую область.
Это позволяет оператору видеть поверхность и перемещать лазерный пучок более точно на интересующую область.
Измерения — оператор идентифицирует место коррозии для измерения, активирует пусковой механизм, размещает лазерный пучок над требуемым местом измерения, запускает измерение. Далее производится автоматический расчет наибольшей глубины (Min) по отношению к поверхности.
Особенности — профиль поверхности, отражаемый на дисплее LaserGauge, можно зафиксировать и сохранить. Получаемый файл типа ASCII можно перенести на ПК и вывести на график используя любое обычное приложение с электронными таблицами. Файлы с данными имеют такой же тип. Их можно открывать с помощью большого количества обычных программных приложений.
О новейших методах изучения процессов питтинговой коррозии
Библиографическое описание:
Замалетдинов, И. И. О новейших методах изучения процессов питтинговой коррозии / И. И. Замалетдинов, Е. А. Колобова. — Текст : непосредственный // Техника. Технологии. Инженерия. — 2017. — № 1 (3). — С. 36-45. — URL: https://moluch.ru/th/8/archive/46/1655/ (дата обращения: 11.11.2022).
— Текст : непосредственный // Техника. Технологии. Инженерия. — 2017. — № 1 (3). — С. 36-45. — URL: https://moluch.ru/th/8/archive/46/1655/ (дата обращения: 11.11.2022).
There are summarizes of current methods for studying pitting (PC), including a method of using neural networks, 3D method for studying the morphology during the growth of pitting, finite element method, ellipsometry method, and others. Get useful information to deepen our understanding of the mechanism and kinetics of growth of pitting corrosion.
Keywords: Pitting corrosion, neural networks, velocity of pitting’s growth
Питтинговая коррозия является опасным видом локального поражения металлов и сплавов, которая, помимо перфорации стенок оболочкового оборудования химических производств, может инициировать процессы коррозионного растрескивания и коррозионной усталости. Поэтому интерес к изучению ПК возрастает в связи с развитием металловедения, с необходимостью создания устойчивых к локальным видам коррозии металлов и сплавов. Прежде чем перейти к новейшим исследованиям в области ПК вкратце охарактеризуем условия возникновения ПК и теоретические представления о ПК, которые базируются на работах научных школ Я. М. Колотыркина [1], И. Л. Розенфельда [2], Н. Д. Томашова [3] и др.
Прежде чем перейти к новейшим исследованиям в области ПК вкратце охарактеризуем условия возникновения ПК и теоретические представления о ПК, которые базируются на работах научных школ Я. М. Колотыркина [1], И. Л. Розенфельда [2], Н. Д. Томашова [3] и др.
Питтинговая коррозия характерна для пассивирующихся металлов в средах, содержащих в первую очередь галиды (Cl—, Br—, I—) металлов. При достижении критического потенциала питтингообразования на активных центрах поверхности металла адсорбируются агрессивные анионы и при достижении критической концентрации Скр вызывают растворение в виде соли. Схематически процесс можно представить в виде следующих последовательных стадий [4]:
Пассивацию металла вызывают молекулы воды, которые к атому металла обращены кислородным концом. Ионы хлора вытесняют молекулы воды с поверхности и образуют с металлом интермедиаты (комплексы), переходящие в раствор. Далее следует быстрая стадия гидролиза с высвобождением хлор-ионов, вступающих в новое поверхностное взаимодействие с атомами металла. Таким образом формируется циклический или автокаталитический путь реакции питтингообразования [4].
Таким образом формируется циклический или автокаталитический путь реакции питтингообразования [4].
В работе [5] изучали ПК на аэрокосмических сплавах (Al-5,6 Zn-2,5 Mg-1,6 Cu) путем использования искусственных нейронных сетей для моделирования процесса. При этом были использованы оптическая профилометрия и функции Вейбулла для характеристики распределения по глубинам и диаметрам питтингов. Авторы использовали временные эмпирические зависимости скорости роста питтингов, полученные ранее исследователями [6,7]:
,(1)
где t — время, d — глубина или диаметр питтинга, К и b — константы, где b принимает значения от 0,3 до 0,5 [6]. Далее применили трехпараметровую Вейбуловскую функцию распределения для определения популяции питтингов по глубине и диаметру:
(2)
где d — глубина питтинга или эквивалентный ей диаметр, α— Вейбуловский параметр формы питтинга, β — параметр масштаба. γ — параметр сдвига (локализации). Методом практической профилометрии установлено, что параметром сдвига можно пренебречь, поэтому выражение (2) авторы [5] упростили:
γ — параметр сдвига (локализации). Методом практической профилометрии установлено, что параметром сдвига можно пренебречь, поэтому выражение (2) авторы [5] упростили:
,(3)
где параметры уравнения такие же, что и в уравнении (2). Вейбуловские параметры глубины и диаметра (обозначенные как αгл, βгл, αдиам, βдиам) были использованы в создании искусственных нейронных сети (ИНС). Входами во все НС были показатели температуры, рН, [Cl—], время экспозиции, в то время как выходами были максимальная глубина питтингов, максимальный диаметр питтинга, αгл, βгл, αдиам, βдиам. Каждый параметр, (т. е. температура, глубина питтинга и т. д.) был нормализован между значениями 0 и 1 перед подачей в ИНС. Поскольку температура и величина рН равномерно распределены по их весам, они были нормализованы в соответствии с линейными правилами. Например, температура была нормализована в соответствии с уравнением
Например, температура была нормализована в соответствии с уравнением
,(4)
где Тнорм— нормализованная температура, Ti — температура i -ого опыта, Tmin,, Tmax— минимальная и максимальная температура соответственно. Аналогичной нормализации была подвергнута величина рН, а концентрация хлорида, время, глубина и диаметр питтинга были нормализованы по логарифмической зависимости:
.(5)
Нейроносетевое моделирование проводилось с помощью программного обеспечения JMP8. Программное обеспечение позволило выбрать определенный процент данных вначале для тренинга ИНС (67 % было использовано для определения βгл и 90 % для остальных).
Рис. 1. Нейроносетевая структура для всех конечных параметров (вид параметра, α; параметр шкалы, β; максимальная глубина питтинга или диаметр dmax. Число нод (Нn) в промежуточном слое варьируется для каждого параметра. Входные параметры: температура, рН, концентрация Cl—, время, ориентация (продольная и поперечная) зерен после прокатки, смещение. Выходные параметры α, β или dмакс.
Входные параметры: температура, рН, концентрация Cl—, время, ориентация (продольная и поперечная) зерен после прокатки, смещение. Выходные параметры α, β или dмакс.
3D — изображение [5], полученное оптической профилометрией представлено на рис. 2.
Рис. 2. Слева: Очерченные круговые контуры групп питтингов для съемки на оптическом профилометре сплава алюминия АА 7075 (время испытаний 720 часов при температуре 60оС в растворе 0,6 М хлорида, рН = 6. Справа: 3D изображение образца после испытания
Каждый питтинг был зафиксирован программой в виде круга, пронумерован, расположение и размеры глубин и диаметров были записаны.
В табл. 1 приведено определенное пользователем число узлов (в скрытом слое), использованное для каждой ИНС.
В циклических условиях возникают напряжения, вызывающие рост трещин из глубоких питтингов. Поэтому измеренная действительная максимальная глубина питтингов была сопоставлена с результатами расчета ИНС. Результаты представлены на рис. 3.
Результаты представлены на рис. 3.
Таблица 1
Число нод искусственной нейронной сети при употреблении входящих параметров
Параметр | Число нод |
αглубина питтинга | 10 |
βглубина питтинга | 10 |
αдиаметр питтинга | 10 |
βдиаметр питтинга | 9 |
Максимальная глубина | 11 |
Максимальный диаметр | 12 |
Видно, что данные обучения/проверки ИНС со средним квадратичным отклонением R2 = 0,71 хорошо согласуются с результатами опытов со средним квадратичным отклонением R2 = 0,90. При анализе результатов использования ИНС было установлено, что на максимальную глубину питтингов оказывало влияние время испытаний, температура и рН раствора, а концентрация хлорида и ориентация тонкой структуры после прокатки сплава не оказывало существенного влияния. Незначительное влияние концентрации хлорида объяснено достаточным количеством хлорида для роста питтингов, влияние хлорида возможно возникнет в опытах при более низких концентрациях.
При анализе результатов использования ИНС было установлено, что на максимальную глубину питтингов оказывало влияние время испытаний, температура и рН раствора, а концентрация хлорида и ориентация тонкой структуры после прокатки сплава не оказывало существенного влияния. Незначительное влияние концентрации хлорида объяснено достаточным количеством хлорида для роста питтингов, влияние хлорида возможно возникнет в опытах при более низких концентрациях.
Рис. 3. Действительные максимальные глубины питтингов и рассчитанные ИНС максимальные глубины ложатся на одну прямую [5]
Временные уравнения роста питтингов были получены обученной ИНС: кинетика t1/4 была характерна для щелочных сред и для повышенных температур, а кинетика t1/2 была свойственна для кислых сред и для пониженных температур, однако для многих промежуточных значений рН и температур кинетика была t1/3. Показатель степени от 0,3 до 0,5 для большинства сред соответствовал литературным данным [6,7]. Кроме того, выявленные закономерности кинетики роста питтингов в литературе и результаты предсказаний нейронной сети по величинам степени b делают ей доверие, несмотря на интерполяционный ее характер.
Кроме того, выявленные закономерности кинетики роста питтингов в литературе и результаты предсказаний нейронной сети по величинам степени b делают ей доверие, несмотря на интерполяционный ее характер.
В работе [8] проводились анализы электрохимического шума с использованием временной и частотной зависимостей и статистических параметров потенциала и значений тока, полученные на нержавеющей стали AISI 316 в процессе питтинговой коррозии в деаэрированном 0,5 М растворе NaCl и в процессе коррозионного растрескивания под напряжением в кипящем подкисленном растворе NaCl. Визуальные наблюдения и статистические анализы значений спектрального оценивания тока и потенциала, использующего метод максимальной энтропии, дали полезную информацию на установление различия между этими коррозионными процессами и на влияние напряжения на усиление питтинговой коррозии. Результаты хорошо согласовывались с оптическими микроскопическими наблюдениями.
Исследователи [9] изучали трехмерную питтинговую коррозию, инициированную на включениях MnS стали А537 при циклических нагрузках. При этом использовали софокусный сканирующий лазерный микроскоп с элементным анализом. Ими установлено, что при циклических механических нагрузках питтинги растут анизотропно, т. е. скорости растворения стенок питтинга и дна различаются. Существенно более высокая скорость роста была обнаружена в перпендикулярном направлении оси нагрузок. Конечный элементный анализ указывает на то, что локальная продольная нагрузка играет важную роль на рост питтинга. Кинетика роста питтинга вширь доминировала в продольном направлении. Слияние питтингов в дальнейшем увеличивает скорость роста питтингов, как и предсказывалось методом конечного анализа.
При этом использовали софокусный сканирующий лазерный микроскоп с элементным анализом. Ими установлено, что при циклических механических нагрузках питтинги растут анизотропно, т. е. скорости растворения стенок питтинга и дна различаются. Существенно более высокая скорость роста была обнаружена в перпендикулярном направлении оси нагрузок. Конечный элементный анализ указывает на то, что локальная продольная нагрузка играет важную роль на рост питтинга. Кинетика роста питтинга вширь доминировала в продольном направлении. Слияние питтингов в дальнейшем увеличивает скорость роста питтингов, как и предсказывалось методом конечного анализа.
Объектом исследования [9] служила горячекатаная плита из стали А537, которая используется для изготовления нефтяной платформы. Химический состав стали, масс. %: 0,13 С; 1,48 Mn; 0,46 Si; 0,012 P; 0,005 S; 0,04 Cr; 0,19 Ni; 0,05 V; 0,17 Cu; 0,016 Mo, остальное железо. Матрица стали состоит из ферритно-перлитной структуры, полученной при прокатке и коротких поперечных перемещениях, включающей в большом количестве включения MnS в феррите. Статистика измерений показала, что размеры включений MnS в длину составила 27,1 ± 16,4 мкм, в ширину — 2,3 ±0,8 мкм с объемной фракцией 0,24 ± 0,11 % [9].
Статистика измерений показала, что размеры включений MnS в длину составила 27,1 ± 16,4 мкм, в ширину — 2,3 ±0,8 мкм с объемной фракцией 0,24 ± 0,11 % [9].
Испытания на растяжение проводили на универсальной испытательной машине (Shimadzu, модели AG-100KNG) при номинальной скорости деформации 4,2∙10–4 с-1 при комнатной температуре на трех прямоугольных стандартных образцах по направлению прокатки оси нагрузки. Во время испытаний на растяжение деформация записывалась тензометром. Механические свойства были следующие: предел текучести 303±3 МПа, прочность на растяжение 513±1 МПа, относительное удлинение 33±1 %, модуль Юнга (Е) 206±5 ГПа [9].
Образцы гантельной формы с калибровочными размерами длиной и шириной соответственно 15 и 6 мм, и толщиной 6 мм были использованы для тестов на усталостную коррозию. Осевая нагрузка была вдоль направления прокатки. Все образцы были отполированы сначала наждачной бумагой с зернами карбида кремния, затем алмазной пастой на полировочной машине. Коррозионные усталостные испытания проводили на установке Shimadzu, модели ENF-EAS с генератором синусоидальных колебаний с частотой 1 Гц с отношением напряжений 0 при комнатной температуре 20–25 оС. Серия усталостных испытаний проводилась при различных количествах циклов (1×104, 4×104, 7×104, 1×105, 2×105) при напряжении 140 МПа. Было установлено, что коррозионная усталость до разрушения составляла примерно 1×106 циклов. Не было коррозионных трещин в питтингах вплоть до 2×105 циклов, как установлено растровой электронной микроскопией. Поэтому это количество циклов являлось идеальным для исследования влияния циклических напряжений на рост питтингов [9]. Схема установки испытаний на коррозионную усталость представлена на рис. 4.
Коррозионные усталостные испытания проводили на установке Shimadzu, модели ENF-EAS с генератором синусоидальных колебаний с частотой 1 Гц с отношением напряжений 0 при комнатной температуре 20–25 оС. Серия усталостных испытаний проводилась при различных количествах циклов (1×104, 4×104, 7×104, 1×105, 2×105) при напряжении 140 МПа. Было установлено, что коррозионная усталость до разрушения составляла примерно 1×106 циклов. Не было коррозионных трещин в питтингах вплоть до 2×105 циклов, как установлено растровой электронной микроскопией. Поэтому это количество циклов являлось идеальным для исследования влияния циклических напряжений на рост питтингов [9]. Схема установки испытаний на коррозионную усталость представлена на рис. 4.
Из резервуара раствор 3,5 % NaCl со скоростью 20 мл/мин центробежным насосом нагнетался через нижний штуцер в сосуд с образцом, при этом жидкость контактировала с площадкой 1 см2 (остальная поверхность изолировалась силиконовым клеем) узкой части испытуемого образца. Через верхний штуцер жидкость самотеком поступала обратно в резервуар.
Через верхний штуцер жидкость самотеком поступала обратно в резервуар.
После коррозионных испытаний продукты коррозии удаляли раствором этилендиаминотетрауксусной кислотой (готовили 200 мл 1,5 % -ный раствор). Раствор не растворял матрицу и включения MnS.
Морфологию питтингов изучали в продольно-поперечном направлении конфокальным сканирующим лазерным микроскопом (OLYMPUS LEXT OLS3000). Тестировалось более 40 окрестностей вокруг включений MnS. На рис. 5 представлена картина поверхности, на которой форма питтингов была нерегулярной. Поэтому 3D — измерения (длина, ширина и глубина) обсчитывалась программным обеспечением, установленном на OLYMPUS LEXT OLS3000. В случае слияния питтингов их рассматривали как один питтинг.
Рис. 4. Схема установки для испытаний на коррозионную усталость
Установлено, что из всех направлений рост в глубину оказался наименьшим после 200 кс испытаний без циклических нагрузок. В условиях циклических нагрузок рост питтинга ускоряется как в ширину, так и в глубину, но со значительным ускорением в ширину. Имеется незначительный рост скорости в длину для циклически напряженных образцов после 100 кс. Явление, по-видимому, связано со слиянием питтингов.
Имеется незначительный рост скорости в длину для циклически напряженных образцов после 100 кс. Явление, по-видимому, связано со слиянием питтингов.
Рис. 5. (а) Поверхность до коррозионных испытаний; (б) питтинги, инициированные после испытаний в растворе 3,5 % NaCl без приложения напряжений
Рис. 5. (с) Питтинги, инициированные после циклических напряжений; (d) 3D — питтинги, снятые софокусным сканирующим микроскопом, обратная картинка с Z фактором 1,5
Кинетику роста питтинга в 3D направлении можно представить в виде уравнения [9]:
, (6)
где f(t) представляет ширину, длину и глубину питтингов, a, b, n экспериментальные константы. Константа a представляет инициативный размер питтинга, возникший на включении MnS. Результаты расчетов кинетических параметров [9] представлены в табл.2.
Таблица 2
Сравнение кинетических данных 3D размеров питтингов, полученных без циклических нагрузок ис ними.
3D размер | Амплитуда напряжений, МПа | α, мкм | b, мкм∙с—n | n | R2 |
Ширина | 0 | 3.6±2,7 | 0,20 | 0,32±0,14 | 0,981 |
140 | 7,5±0,2 | 1,3∙10–5 | 1,15±0,05 | 0,998 | |
Длина | 0 | 20,4±4,9 | 0,84 | 0,28±0,11 | 0,993 |
140 | 31±1,4 | 3,9∙10–3 | 0,72±0,10 | 0,991 | |
Глубина | 0 | 3,4±0,26 | 2,0∙10–4 | 0,76±0,23 | 0,948 |
140 | 4,3±0,8 | 1,7∙10–3 | 0. | 0,963 |
 68±0,19
68±0,19Показано, что константа “a” для ширины питтинга была больше, чем усредненный размер включения (т. е. 2,3 мкм). Это объяснено авторами [9] наличием трещины между включением MnS и матрицей (рис. 5(a)). Относительно большие различия, которые найдены для рассчитанной «оригинальной длины» подтверждают, что оригинальная длина питтингов варьируется на различных образцах.
Рассчитанная экспонента n роста питтинга в ширину увеличивалась от 0,32 до 1,15, когда была приложена циклическая нагрузка. Можно сделать сравнение данных табл. 2 и уравнения (6) скорости роста питтинга для образцов, испытанных без напряжений и с напряжением. Например, для после испытаний продолжительностью 200 кс скорости роста в ширину были 16 и 93 пм/с соответственно без нагрузки и с нагрузкой. Результаты свидетельствуют, что скорость роста в ширину может значительно ускоряться при воздействии циклических нагрузок.
В общем, циклические нагрузки усиливают скорость роста питтингов. Питтинги, инициированные на включениях MnS, продемонстрировали анизотропное поведение роста. Скорости роста питтингов в ширину и глубину после воздействия циклических нагрузок были выше, чем скорость роста в длину. Чтобы понять этот феномен рассчитывали методом анализа конечных элементов напряжения вокруг питтингов и их распределение.
Питтинги, инициированные на включениях MnS, продемонстрировали анизотропное поведение роста. Скорости роста питтингов в ширину и глубину после воздействия циклических нагрузок были выше, чем скорость роста в длину. Чтобы понять этот феномен рассчитывали методом анализа конечных элементов напряжения вокруг питтингов и их распределение.
Локальные напряжения и распределение напряжений одиночного полуэллипсоидного питтинга были промоделированы методом конечных элементов. Выбраны граничные условия, при которых движение левой стороны модели питтинга фиксировалось вдоль направления х, в то время как движения вдоль направлений y и z были свободными, как показано на рис. 6а. Одноосное растягивающее напряжение 280 МПа (нагрузка от 0 до 280 МПа колебаний с синусоидной волной) была приложена к правой стороне модели. Направление нагрузки было параллельно длинной оси полуэллипсоидного питтинга (направление х на рис. 6а). В соответствии со статистическими результатами типичные длина, ширина и глубина питтингов были 45, 15 и 7,5 мкм соответственно. 3D усредненные напряжения отдельного полуэллипсоидного питтинга показано на рис. 6.
3D усредненные напряжения отдельного полуэллипсоидного питтинга показано на рис. 6.
Авторы [10] для изучения процессов ПК сталей 304 и 904L применили метод электрохимической высокочастотной модуляции (ЭВЧМ). Метод заключается в наложении к анодному процессу ПК сигналов возмущения, состоящих из синусоидальных колебаний. Поясняющая схема приведена на рис.7. На корродирующую поверхность подается потенциал, который вырабатывает соответствующий ток (величина тока есть функция потенциала). На нижнем снимке потенциал возмущения состоит из двух синусоидальных волн, наложенных методом ЭВЧМ. В ответ будут получены дополнительные и более высокие частоты, являющиеся нелинейными из-за явлений, протекающие при питтингообразовании. Производится математический анализ токовых сигналов по соответствующим уравнениям для расчета тока коррозии тафелевых наклонов.
Рис. 6. 3D зоны напряжений вокруг единичного полуэллиптического питтинга (длиной 45 мкм, шириной 15 мкм и глубиной 7,5 мкм). Направление деформации показано стрелками. Зона концентраций согласованных напряжений направлена по оси х. Цветовая гамма с цифрами напряжений приведена слева от рисунка
Направление деформации показано стрелками. Зона концентраций согласованных напряжений направлена по оси х. Цветовая гамма с цифрами напряжений приведена слева от рисунка
Соответствующая математическая модель разрабатывалась, чтобы изучить реакцию на возмущение при потенциалах ниже и выше потенциодинамического потенциала питтингообразования. Ставилась цель быстрого нахождения области нелинейного изменения тока с потенциалом. Ток как функция потенциала может определяться по уравнению (7).
, (7)
где icorr — ток коррозии, К2 и К3— параметры, ассоциируемые с ПК, bc — катодный тафелевский наклон. Здесь Е, Еcorr, Epit — cоответствующие приложенный потенциал, потенциал коррозии и потенциал питтингообразования. Параметры К2 и К3 ассоциируются с ПК и их значения выбираются по уравнению (7) для представления стремительного роста тока с потенциалом, происходящего при инициировании питтинга.
В ЭВЧМ технике авторы [10] применяли возмущающий сигнал потенциала, состоящий из двух синусоидальных волн, как показано ниже
,(8)
где Uo — амплитуда потенциала возмущения, f1 и f2— частоты возмущения в Гц и Едс — потенциал двойного слоя. Подстановка уравнения (8) в уравнение (7) дает ток во временной области, который может быть затем преобразован в частотной области. Для определения теоретических значений факторов причин ниже потенциала питтингообразования и вблизи потенциала ПО, были выбраны параметры, приведенные в таблице 3.
Рис. 7. Верхняя часть временной домен тока как функции потенциала; нижняя часть — частотный домен
Таблица 3
Коррозионные параметры, показывающие свои соответствующие входные значения для симуляции цели
Параметр | Характеристика | Входные значения |
icor | Ток коррозии | 1 мкА |
Epit | Потенциал питтингообразования | 0,4 В |
К2 | Питтинговый параметр | 1 мкА |
К3 | Нелинейный параметр | 92 мВ-1 |
U0 | Амплитуда потенциала | 10 мВ |
bc | Катодный тафелевский наклон | 120 мВ на декаду |
Ecorr | Потенциал коррозии | 0 В |
f1 | Первая частота | 2 Гц |
f2 | Вторая частота | 5 Гц |
Edl | Потенциал двойного слоя | -0,3, -0,2…. |
 .0,6
.0,6Рис. 8. Поляризационная кривая. Различные нелинейные изменения тока в области роста питтингов и в пассивной области. Потенциал коррозии равен 0 В, а потенциал питтингобразования равен 0,4 В
Видно, что токовые компоненты в области питтинговой коррозии существенно выше, чем токи в пассивной области.
Принимая во внимание данные, полученные с помощью современных методов изучения питтинговой коррозии, можно сделать соответствующие выводы:
- Метод нейронносетевого моделирования позволил выяснить наиболее влиятельные на рост глубины питтингов во время циклических нагрузок входные параметры. Для изучения процесса также использовался метод оптической профилометрии
- В ходе исследования [9] установлен анизотропный характер роста питтингов при циклических механических нагрузках. В период приложения нагрузки, экспонента n роста питтингов в ширину возрастала более чем в 2 раза, что свидетельствует о воздействии циклической нагрузки на скорость роста в ширину
- При приложении одноосного растягивающего напряжения к полу-эллипсообразному питтингу, напряжения, возникающие перпендикулярно оси растяжения, превышают значение приложенной нагрузки, увеличивая скорость роста ПК в ширину и глубину
- Метод электрохимической высокочастотной модуляции позволяет отследить инициирование роста питтинга, в связи со стремительным ростом силы тока и потенциала в этот период.

Литература:
- Колотыркин Я. М. Металл и коррозия. М.: Металлургия, 1985. — 88 с.
- Розенфельд И. Л. Ингибиторы коррозии. Монография. — М.: Химия, 1977. — 352 с.: ил.
- Томашов Н. Д. Коррозия металлов с кислородной деполяризацией. Учебник: — М., Л.: Издательство АН СССР, 1947. — 250 с.
- Розенфельд И. Л. Ускоренные методы коррозионных испытаний металлов (теория и практика)/ И. Л. Розенфельд, К. А. Жигалова. М.: Металлургия, 1966. — 348с.
- Modeling the environmental dependence of pit growth using neural network approaches/ M. K. Cavanaugh, R. G. Buchheit, N. Birbilis//Corrosion Science, Vol.52 (2010), p.3070–3077.
- Pitting corrosion of aluminium/ Z. Szklarska-Smialowska// Corrosion Science, Vol. 41 (1999), p.1743–1767.
- A simplified method for estimating corrosion cavity growth rates/ G Engelhardt, M Urquidi-Macdonald, DD Macdonald// Corrosion Science,Vol.39 (1997), p.419–441.

- Assessment of stress corrosion crack initiation and propagation in AISI type 316 stainless steel by electrochemical noise technique/ T. Anita, M. G. Pujar, H. Shaikh, R. K. Dayal, H. S. Khatak// Corrosion Science, Vol.48, Issue 9, September 2006, p.2689–2710.
- Anisotropic 3D growth of corrosion pits initiated at MnS inclusions for A537 steel during corrosion fatigue/ Jin Ma, Bo Zhang, Jianqiu Wang, Guozhen Wang, En-Hou Han, Wei Ke //Corrosion Science, Vol.52 (2010), p.2867–2877.
- Evolution of current transients and morphology of metastable and stable pitting on stainless steel near the critical pitting temperature/ M. H. Moayed, R. C. Newman// Corrosion Science, Vol.48, Issue 4, April 2006, p.1004–1018.
Основные термины (генерируются автоматически): скорость роста, глубина, параметр, потенциал, ширина, LEXT, OLYMPUS, коррозионная усталость, максимальная глубина, нагрузка.
Точечная коррозия и щелевая коррозия
Коррозия — разрушение технических материалов в результате химического взаимодействия с окружающей средой — является чрезвычайно дорогостоящей проблемой. Повреждение трубных систем из-за неконтролируемой коррозии является основной причиной потери прибыли для морских и прибрежных приложений, ежегодно обходясь в миллиарды долларов. Коррозию можно предотвратить, если компании знают, на что обращать внимание, и принимают упреждающие меры для снижения рисков коррозии, пока не стало слишком поздно.
Повреждение трубных систем из-за неконтролируемой коррозии является основной причиной потери прибыли для морских и прибрежных приложений, ежегодно обходясь в миллиарды долларов. Коррозию можно предотвратить, если компании знают, на что обращать внимание, и принимают упреждающие меры для снижения рисков коррозии, пока не стало слишком поздно.
Почти каждый металл, используемый в нашем мире, подвергается коррозии при определенных обстоятельствах. Существуют меры, которые можно предпринять для предотвращения коррозии в нефтегазовой отрасли, особенно на шельфе. Эти шаги требуют фундаментального понимания различных типов коррозии и их причин. Знание того, где искать коррозию, может свести к минимуму риски на нефтяных вышках и нефтеперерабатывающих заводах, существенно сэкономив время и деньги.
Заинтересованы в поиске подходящих материалов для морской и прибрежной среды? Примите меры для борьбы с коррозией с помощью Руководства по выбору материалов Swagelok.
ПОСМОТРЕТЬ РУКОВОДСТВО ПО ВЫБОРУ МАТЕРИАЛОВ
Как возникает коррозия
Коррозия возникает, когда атом металла окисляется жидкостью, что приводит к потере материала на поверхности металла. Возникающие в результате потери материала уменьшают толщину стенок деталей из углеродистых и низколегированных сталей, подверженных общей коррозии, что делает их склонными к механическим повреждениям.
Возникающие в результате потери материала уменьшают толщину стенок деталей из углеродистых и низколегированных сталей, подверженных общей коррозии, что делает их склонными к механическим повреждениям.
Системы металлических труб чаще всего используются для аналитических и технологических контрольно-измерительных приборов, гидравлических линий, а также в системах управления и коммунальных услуг. Многие инженерные металлы, используемые в нефтегазовой промышленности, изготавливаются из нержавеющей стали, которая содержит более 10% хрома. Последний способствует образованию оксидного слоя, защищающего металлы от коррозии. Однако коррозия нержавеющей стали возникает, когда условия окружающей среды вызывают разрушение этого слоя.
Почти каждый металл подвергается коррозии при определенных обстоятельствах. Например, ржавчина является часто встречающимся побочным продуктом коррозии углеродистой стали в результате коррозии железа и образования оксида железа. Однако существует много других типов коррозии. Каждый тип представляет собой уникальную угрозу, которую необходимо учитывать при выборе оптимального материала для вашего приложения.
Каждый тип представляет собой уникальную угрозу, которую необходимо учитывать при выборе оптимального материала для вашего приложения.
Идентификация распространенных типов коррозии
Существует множество типов коррозии, которые могут нанести ущерб нефтегазовым установкам. Многие виды коррозии зависят от химического состава металла и условий эксплуатации. Пока вы читаете дальше, мы сосредоточимся на двух формах локальной коррозии нержавеющей стали: точечной и щелевой коррозии.
Точечная коррозия
Точечная коррозия возникает, когда разрушается защитный оксидный слой на поверхности нержавеющей стали, в результате чего голый металл под ним становится восприимчивым к потере электронов в результате окисления в присутствии агрессивного водного раствора. Эта электрохимическая реакция инициирует образование небольших полостей или «ямок».
Хотя эти ямки обычно обнаруживаются при тщательном визуальном осмотре, они могут расти достаточно глубоко, чтобы полностью пробить стенку трубы.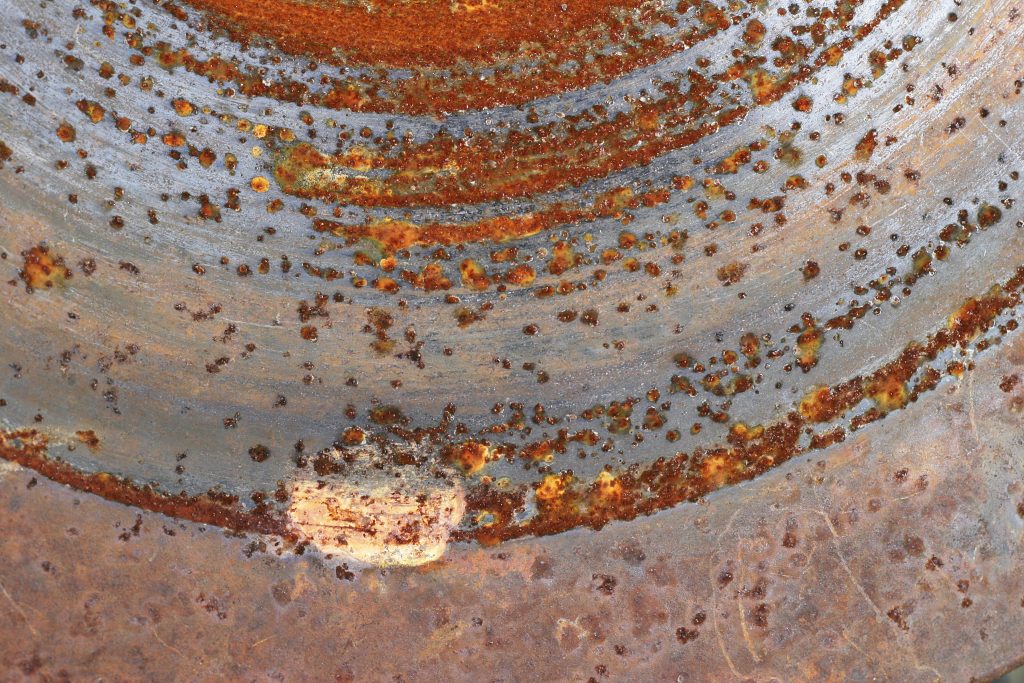 Питтинговая коррозия также может способствовать возникновению трещин в компонентах, подвергающихся растяжению. Окружающая среда с более высокой концентрацией хлоридов, в том числе созданная в результате испарения осажденных капель соленой воды, подвержена точечной коррозии, особенно при высоких температурах.
Питтинговая коррозия также может способствовать возникновению трещин в компонентах, подвергающихся растяжению. Окружающая среда с более высокой концентрацией хлоридов, в том числе созданная в результате испарения осажденных капель соленой воды, подвержена точечной коррозии, особенно при высоких температурах.
При осмотре металлических труб на предмет точечной коррозии ищите красновато-коричневые отложения оксида железа, а также потенциальные ямки, которые могли образоваться на поверхности металла.
Щелевая коррозия
Подобно точечной коррозии, щелевая коррозия начинается с разрушения защитной оксидной пленки нержавеющей стали и продолжается с образованием мелких язв. Однако щелевая коррозия, как следует из названия, происходит не на виду, а в щелях.
В типичной жидкостной системе существуют щели между трубками и трубными опорами или зажимами, между соседними участками труб и под грязью и отложениями, которые могут скапливаться на поверхностях. Трещин практически невозможно избежать в трубных установках, а узкие щели представляют собой одну из самых больших опасностей для целостности нержавеющей стали. Щелевая коррозия возникает, когда морская вода диффундирует в щель, что приводит к химически агрессивной среде, в которой ионы, вызывающие коррозию, не могут легко диффундировать из щели. В таком случае вся поверхность внутри щели может подвергаться быстрой коррозии.
Щелевая коррозия возникает, когда морская вода диффундирует в щель, что приводит к химически агрессивной среде, в которой ионы, вызывающие коррозию, не могут легко диффундировать из щели. В таком случае вся поверхность внутри щели может подвергаться быстрой коррозии.
Щелевую коррозию можно наблюдать только визуально, когда с установленной трубки снят хомут. Важно помнить, что щелевая коррозия может возникать при более низких температурах, чем точечная коррозия, потому что требуется меньше усилий для создания «ямки» под геометрической щелью (например, трубным хомутом).
Как предотвратить коррозию
Во многих случаях коррозию можно свести к минимуму путем обучения персонала базовым знаниям о материалах:
Выбор материала: во-первых, рассмотрите выбор материалов для применения в трубках, от самой трубки до трубных опор и зажимов. Трубки из нержавеющей стали типа 316 хорошо работают во многих установках, если они содержатся в чистоте и температура не слишком высока.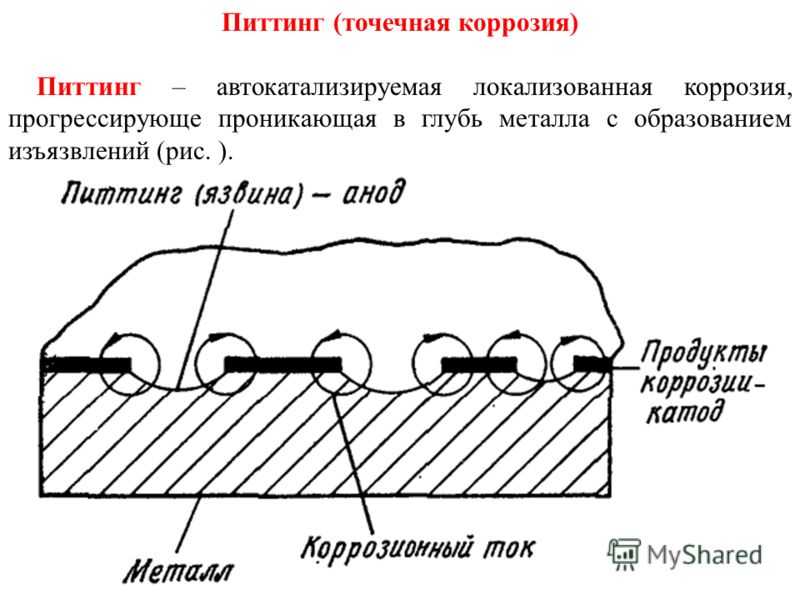 В более теплом климате, особенно в местах, где легко образуются солевые отложения, и в установках, где ржавчина от конструкционных балок и полов из углеродистой стали накапливается на поверхностях из нержавеющей стали, коррозия труб из нержавеющей стали типа 316 наблюдается легче.
В более теплом климате, особенно в местах, где легко образуются солевые отложения, и в установках, где ржавчина от конструкционных балок и полов из углеродистой стали накапливается на поверхностях из нержавеющей стали, коррозия труб из нержавеющей стали типа 316 наблюдается легче.
В этих случаях трубы из супераустенитной (например, 6Mo или 6HN) или супердуплексной (например, 2507) нержавеющей стали обеспечивают гораздо лучшую коррозионную стойкость. Более высокая текучесть и прочность на растяжение супердуплексной нержавеющей стали также упрощают создание систем, которые должны быть рассчитаны на более высокое максимально допустимое рабочее давление (MAWP). Чтобы избежать дорогостоящих ошибок и определить, какой материал подходит для вашего применения, свяжитесь с местным уполномоченным Центр продаж и обслуживания Swagelok для получения рекомендаций по выбору подходящих продуктов и материалов.
Размещение и конструкция: Для предотвращения коррозии необходимы тщательные методы работы системы, чтобы свести к минимуму количество мест, где может возникнуть щелевая коррозия. Один из способов уменьшить щели в трубной системе — избегать размещения трубок непосредственно у стен или друг против друга. Когда наблюдается щелевая коррозия трубок из нержавеющей стали типа 316, можно заменить трубки типа 316 на более устойчивые к коррозии, которые можно установить с помощью экономичных трубных фитингов типа 316. Компания Swagelok предлагает несколько специально разработанных комбинаций трубных обжимных фитингов из нержавеющей стали типа 316 с трубками из различных коррозионностойких сплавов.
Один из способов уменьшить щели в трубной системе — избегать размещения трубок непосредственно у стен или друг против друга. Когда наблюдается щелевая коррозия трубок из нержавеющей стали типа 316, можно заменить трубки типа 316 на более устойчивые к коррозии, которые можно установить с помощью экономичных трубных фитингов типа 316. Компания Swagelok предлагает несколько специально разработанных комбинаций трубных обжимных фитингов из нержавеющей стали типа 316 с трубками из различных коррозионностойких сплавов.
Коррозия и обучение материаловедению
Помимо этих простых мер, наилучший подход к предотвращению коррозии включает углубленное обучение и внедрение регулярной и надежной программы мониторинга коррозии. Компания Swagelok предлагает курсы по материаловедению, чтобы научить инженеров, технических специалистов и всех, кто участвует в процессе выбора материалов, правильно выбирать коррозионно-стойкие сплавы для жидкостных систем. Базовое понимание коррозии — как она выглядит, где возникает и по каким причинам — среди тех, кто каждый день работает с трубными системами, может предотвратить выход материала из строя и дорогостоящий ремонт. Обратитесь в местный центр продаж и обслуживания Swagelok, чтобы узнать, как программа обучения материаловедению может помочь вашей организации бороться с коррозией.
Обратитесь в местный центр продаж и обслуживания Swagelok, чтобы узнать, как программа обучения материаловедению может помочь вашей организации бороться с коррозией.
УЗНАТЬ БОЛЬШЕ О SWAGELOK МАТЕРИАЛОВЕДЧЕСКИЙ ТРЕНИНГ
Точечная коррозия — услуги по обеспечению целостности конструкций
Точечная коррозия — это локализованное коррозионное воздействие, сопровождающееся растворением металлической поверхности трубы на небольшой и четко определенной области. Питтинговая коррозия может возникнуть в любом компоненте, контактирующем с водой в условиях застойного насыщения кислородом. Точечная коррозия в трубках экономайзера обычно является результатом неправильной практики отключения, которая допускает контакт со стоячей водой с высоким содержанием кислорода. Точечная коррозия также может возникать в трубах с водяными стенками в результате кислотного воздействия в результате неудовлетворительной химической очистки или кислотного загрязнения.
Ямки, связанные с условиями низкого pH, как правило, многочисленны и расположены довольно близко друг к другу.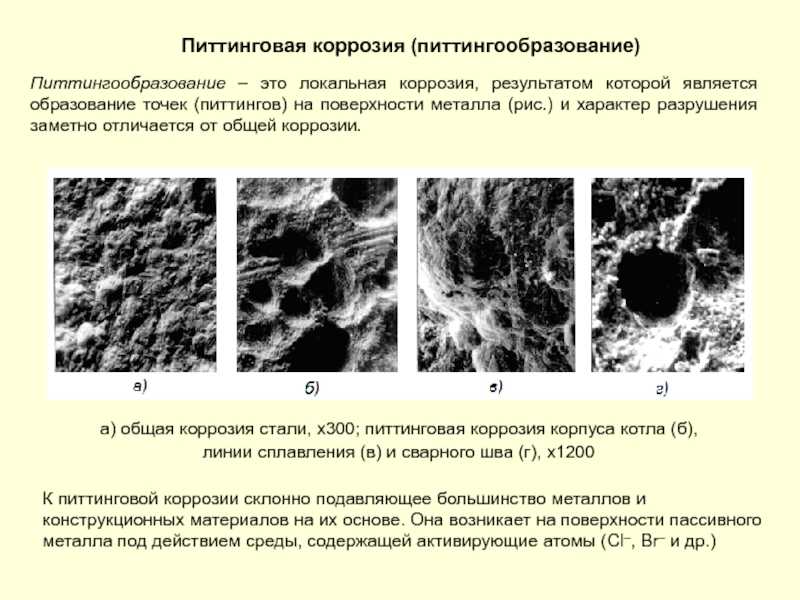 Ямки, как правило, имеют глубокие стенки по сравнению с длиной дефекта. Разрушение поверхности пассивного металла инициирует процесс точечной коррозии в условиях застоя кислорода. Возникает большая разность потенциалов между небольшой площадью инициированной активной ямки (анод) и пассивной областью вокруг ямки (катод). Яма будет расти в присутствии концентрированной соли или кислых веществ. Соль иона металла (M+A-) соединяется с водой и образует гидроксид металла и соответствующую свободную кислоту (например, соляную кислоту, когда присутствует хлорид). Кислородное восстановление на катоде подавляет коррозию вокруг краев ямки, но внутри ямки скорость атаки увеличивается, поскольку локальная среда внутри ямки становится более кислой. В том случае, если поверхности вдоль стенок ямки не репассивированы, скорость роста ямки будет продолжать увеличиваться, поскольку реакция больше не определяется средой объемной жидкости. Питтинг часто встречается в застойных условиях, которые позволяют инициировать и концентрировать место, позволяя атаке продолжаться.
Ямки, как правило, имеют глубокие стенки по сравнению с длиной дефекта. Разрушение поверхности пассивного металла инициирует процесс точечной коррозии в условиях застоя кислорода. Возникает большая разность потенциалов между небольшой площадью инициированной активной ямки (анод) и пассивной областью вокруг ямки (катод). Яма будет расти в присутствии концентрированной соли или кислых веществ. Соль иона металла (M+A-) соединяется с водой и образует гидроксид металла и соответствующую свободную кислоту (например, соляную кислоту, когда присутствует хлорид). Кислородное восстановление на катоде подавляет коррозию вокруг краев ямки, но внутри ямки скорость атаки увеличивается, поскольку локальная среда внутри ямки становится более кислой. В том случае, если поверхности вдоль стенок ямки не репассивированы, скорость роста ямки будет продолжать увеличиваться, поскольку реакция больше не определяется средой объемной жидкости. Питтинг часто встречается в застойных условиях, которые позволяют инициировать и концентрировать место, позволяя атаке продолжаться.
Наиболее распространенная причина точечной коррозии в трубопроводах, соприкасающихся с паром, возникает из-за богатого кислородом застойного конденсата, образующегося во время останова. Принудительное охлаждение и/или неправильный слив и вентиляция узлов могут привести к избыточной влажности. Граница между жидкостью и воздухом является областью наибольшей восприимчивости. Точечная коррозия также может быть ускорена, если условия допускают отложение солей, таких как сульфат натрия, которые смешиваются с влагой во время останова. Унос летучих веществ зависит от давления в барабане, в то время как механический перенос может увеличиться при работе с высоким уровнем в барабане или отверстиями в сепараторах барабана. Точечная коррозия из-за воздействия сульфата натрия может возникать в секциях подогревателя обычных блоков и блоков-утилизаторов-утилизаторов, поскольку сульфат менее растворим и откладывается на внутренних поверхностях. Во время остановов образующаяся влага имеет более кислую реакцию.
В обычных агрегатах точечная коррозия возникает в местах, где конденсат может образовываться и оставаться в жидком состоянии во время останова, если узлы не вентилируются должным образом, не осушаются или не промываются воздухом или инертным газом. Эти области включают горизонтальные трубы экономайзера и в нижней части наклонных изгибов или в нижних точках провисающих горизонтальных труб в трубах, контактирующих с паром.
В котлах-утилизаторах повреждения возникают на поверхностях любого компонента, который намеренно поддерживается во влажном состоянии в периоды простоя или на котором задерживается вода из-за неполного слива или конденсации во время периодов простоя.
Разрушение вследствие неправильной химической очистки обычно усиливается в зонах термического влияния сварки или в местах, где отложения могли остаться после очистки.
Ямки часто бывают небольшого размера и могут быть заполнены продуктами коррозии или оксидами, поэтому определение серьезности питтинговой коррозии при визуальном осмотре может быть затруднено.
Повреждение затронутых поверхностей имеет тенденцию быть глубоким по сравнению с шириной ямки, так что соотношение сторон является отличительной чертой.
Основной фактор, который способствует точечной коррозии в трубах котлов, связан с неправильными методами остановки, которые допускают образование и сохранение стоячей, насыщенной кислородом воды без защитной среды. Подтверждение наличия стоячей воды включает: а) анализ продуктов коррозии внутри и вокруг приямка; б) отбор проб труб на пораженных участках для определения наличия локальной коррозии; и c) оценка процедур останова для проверки наличия условий, способствующих застою воды. Унос сульфата натрия и его отложение в подогревателе может привести к образованию кислых растворов во время незащищенного останова и вызвать точечную коррозию. Точно так же летучая зола может втягиваться в трубы подогревателя под вакуумом и образовывать кислую среду.
Визуальный осмотр (волоконная оптика) и волноводное исследование могут использоваться для определения поврежденных зон и областей с сильными отложениями, особенно в котлах-утилизаторах. Ультразвуковой контроль можно использовать для определения степени потерь или утончения металла на трубах без внешних ребер.
Точечная коррозия чаще всего устраняется путем замены в натуральной форме на пораженных участках после их выявления. Сварка подушечками не считается приемлемым долгосрочным ремонтом. Цикл питтинга может начаться снова, если не будут приняты надлежащие методы простоя. Эти действия должны сопровождаться анализом и оптимизацией химического цикла агрегата (как питательной воды, так и котловой воды).
- Услуги неразрушающего контроля/инспекции для определения географии повреждений с использованием методов скрининга первого уровня, включая визуальный осмотр (волоконная оптика) и волноводный контроль, в сочетании с более подробными оценками второго уровня с ультразвуковым контролем (UT) для обычных котлов и котлов-утилизаторов в не -оребренная трубка.
- Предоставить рекомендации относительно подходящих мест отбора проб труб для обычных и котлов-утилизаторов, а также провести металлографический анализ для определения степени точечной коррозии.