Плазмотрон принцип работы: Плазмотрон и принцип его работы
Содержание
Анахов_Проектир_плазмотронов
%PDF-1.6
%
1 0 obj
>
endobj
1584 0 obj
>stream
GPL Ghostscript 9.022018-11-16T15:10:34+05:002018-11-16T15:04:08+05:00PDFCreator Version 1.2.12018-11-16T15:10:34+05:009d7ec90b-ebe2-11e8-0000-40c55d552400uuid:ac0039ed-3298-4766-8b7d-f808be408bc2application/pdf
endstream
endobj
1391 0 obj
>/Encoding>>>>>
endobj
3 0 obj
>
endobj
1411 0 obj
>
endobj
1410 0 obj
>
endobj
1583 0 obj
>
endobj
61 0 obj
>/Type/Page>>
endobj
75 0 obj
>/Type/Page>>
endobj
81 0 obj
>/Type/Page>>
endobj
87 0 obj
>/Type/Page>>
endobj
94 0 obj
>/Type/Page>>
endobj
101 0 obj
>/Type/Page>>
endobj
105 0 obj
>/Type/Page>>
endobj
110 0 obj
>/Type/Page>>
endobj
117 0 obj
>/Type/Page>>
endobj
123 0 obj
>/Type/Page>>
endobj
131 0 obj
>/Type/Page>>
endobj
135 0 obj
>/Type/Page>>
endobj
140 0 obj
>/Type/Page>>
endobj
146 0 obj
>/Type/Page>>
endobj
152 0 obj
>/Type/Page>>
endobj
158 0 obj
>/Type/Page>>
endobj
164 0 obj
>/Type/Page>>
endobj
168 0 obj
>/Type/Page>>
endobj
172 0 obj
>/Type/Page>>
endobj
176 0 obj
>/Type/Page>>
endobj
182 0 obj
>/Type/Page>>
endobj
186 0 obj
>/Type/Page>>
endobj
190 0 obj
>/Type/Page>>
endobj
194 0 obj
>/Type/Page>>
endobj
198 0 obj
>/Type/Page>>
endobj
204 0 obj
>/Type/Page>>
endobj
210 0 obj
>/Type/Page>>
endobj
214 0 obj
>/Type/Page>>
endobj
218 0 obj
>/Type/Page>>
endobj
222 0 obj
>/Type/Page>>
endobj
226 0 obj
>/Type/Page>>
endobj
1437 0 obj
>
endobj
316 0 obj
>/Type/Page>>
endobj
342 0 obj
>/Type/Page>>
endobj
367 0 obj
>/Type/Page>>
endobj
371 0 obj
>/Type/Page>>
endobj
375 0 obj
>/Type/Page>>
endobj
409 0 obj
>/Type/Page>>
endobj
413 0 obj
>/Type/Page>>
endobj
423 0 obj
>/Type/Page>>
endobj
427 0 obj
>/Type/Page>>
endobj
434 0 obj
>/Type/Page>>
endobj
438 0 obj
>/Type/Page>>
endobj
442 0 obj
>/Type/Page>>
endobj
448 0 obj
>/Type/Page>>
endobj
452 0 obj
>/Type/Page>>
endobj
462 0 obj
>/Type/Page>>
endobj
466 0 obj
>/Type/Page>>
endobj
472 0 obj
>/Type/Page>>
endobj
476 0 obj
>/Type/Page>>
endobj
482 0 obj
>/Type/Page>>
endobj
486 0 obj
>/Type/Page>>
endobj
490 0 obj
>/Type/Page>>
endobj
494 0 obj
>/Type/Page>>
endobj
498 0 obj
>/Type/Page>>
endobj
502 0 obj
>/Type/Page>>
endobj
508 0 obj
>/Type/Page>>
endobj
512 0 obj
>/Type/Page>>
endobj
516 0 obj
>/Type/Page>>
endobj
520 0 obj
>/Type/Page>>
endobj
524 0 obj
>/Type/Page>>
endobj
528 0 obj
>/Type/Page>>
endobj
532 0 obj
>/Type/Page>>
endobj
571 0 obj
>/Type/Page>>
endobj
579 0 obj
>/Type/Page>>
endobj
630 0 obj
>/Type/Page>>
endobj
636 0 obj
>/Type/Page>>
endobj
654 0 obj
>/Type/Page>>
endobj
658 0 obj
>/Type/Page>>
endobj
662 0 obj
>/Type/Page>>
endobj
676 0 obj
>/Type/Page>>
endobj
680 0 obj
>/Type/Page>>
endobj
692 0 obj
>/Type/Page>>
endobj
705 0 obj
>/Type/Page>>
endobj
713 0 obj
>/Type/Page>>
endobj
724 0 obj
>/Type/Page>>
endobj
728 0 obj
>/Type/Page>>
endobj
736 0 obj
>/Type/Page>>
endobj
745 0 obj
>/Type/Page>>
endobj
749 0 obj
>/Type/Page>>
endobj
753 0 obj
>/Type/Page>>
endobj
759 0 obj
>/Type/Page>>
endobj
763 0 obj
>/Type/Page>>
endobj
769 0 obj
>/Type/Page>>
endobj
773 0 obj
>/Type/Page>>
endobj
777 0 obj
>/Type/Page>>
endobj
783 0 obj
>/Type/Page>>
endobj
804 0 obj
>/Type/Page>>
endobj
808 0 obj
>/Type/Page>>
endobj
812 0 obj
>/Type/Page>>
endobj
816 0 obj
>/Type/Page>>
endobj
820 0 obj
>/Type/Page>>
endobj
826 0 obj
>/Type/Page>>
endobj
830 0 obj
>/Type/Page>>
endobj
866 0 obj
>/Type/Page>>
endobj
881 0 obj
>/Type/Page>>
endobj
885 0 obj
>/Type/Page>>
endobj
889 0 obj
>/Type/Page>>
endobj
907 0 obj
>/Type/Page>>
endobj
913 0 obj
>/Type/Page>>
endobj
917 0 obj
>/Type/Page>>
endobj
921 0 obj
>/Type/Page>>
endobj
956 0 obj
>/Type/Page>>
endobj
963 0 obj
>/Type/Page>>
endobj
967 0 obj
>/Type/Page>>
endobj
988 0 obj
>/Type/Page>>
endobj
1007 0 obj
>/Type/Page>>
endobj
1017 0 obj
>/Type/Page>>
endobj
1028 0 obj
>/Type/Page>>
endobj
1032 0 obj
>/Type/Page>>
endobj
1052 0 obj
>/Type/Page>>
endobj
1056 0 obj
>/Type/Page>>
endobj
1060 0 obj
>/Type/Page>>
endobj
1064 0 obj
>/Type/Page>>
endobj
1068 0 obj
>/Type/Page>>
endobj
1072 0 obj
>/Type/Page>>
endobj
1076 0 obj
>/Type/Page>>
endobj
1082 0 obj
>/Type/Page>>
endobj
1086 0 obj
>/Type/Page>>
endobj
1090 0 obj
>/Type/Page>>
endobj
1098 0 obj
>/Type/Page>>
endobj
1104 0 obj
>/Type/Page>>
endobj
1108 0 obj
>/Type/Page>>
endobj
1112 0 obj
>/Type/Page>>
endobj
1116 0 obj
>/Type/Page>>
endobj
1120 0 obj
>/Type/Page>>
endobj
1127 0 obj
>/Type/Page>>
endobj
1133 0 obj
>/Type/Page>>
endobj
1139 0 obj
>/Type/Page>>
endobj
1143 0 obj
>/Type/Page>>
endobj
1149 0 obj
>/Type/Page>>
endobj
1153 0 obj
>/Type/Page>>
endobj
1157 0 obj
>/Type/Page>>
endobj
1165 0 obj
>/Type/Page>>
endobj
1169 0 obj
>/Type/Page>>
endobj
1173 0 obj
>/Type/Page>>
endobj
1181 0 obj
>/Type/Page>>
endobj
1185 0 obj
>/Type/Page>>
endobj
1189 0 obj
>/Type/Page>>
endobj
1193 0 obj
>/Type/Page>>
endobj
1197 0 obj
>/Type/Page>>
endobj
1201 0 obj
>/Type/Page>>
endobj
1205 0 obj
>/Type/Page>>
endobj
1209 0 obj
>/Type/Page>>
endobj
1213 0 obj
>/Type/Page>>
endobj
1217 0 obj
>/Type/Page>>
endobj
1221 0 obj
>/Type/Page>>
endobj
1225 0 obj
>/Type/Page>>
endobj
1239 0 obj
>/Type/Page>>
endobj
1346 0 obj
>/Type/Page>>
endobj
1355 0 obj
>/Type/Page>>
endobj
1363 0 obj
>/ProcSet[/PDF/Text]>>/Type/Page>>
endobj
1435 0 obj
>stream
HWM6Wh_נVM mP G»%J\ڦlqy3x|g9 I»&0Bz N4i/NO/p5B;Wwx3쮟$YR͠W)-[*ǰ ag|x7q/,Lq2!aUea[PASpw/s`Cz=DD:PMW3k%%&}0
lv1I^U15ux(QP#2p9. Xg0WNB)ҝ){Đx{U&\arktTt©SGYQ`6LjP
Xg0WNB)ҝ){Đx{U&\arktTt©SGYQ`6LjP
Самое интересное в мире
Разница
Шотландка и британка кошки: в чем различия?
0137
Если вы занимаетесь разведением кошек или просто интересуетесь породистыми животными, вы, возможно, задумывались
Разница
Электрофорез и амплипульс: основные различия
0108
В современной медицине существует множество методов лечения заболеваний, одним из которых является электрофорез.
Разница
Порноактриса или проститутка: какая разница?
0131
Когда дело доходит до интимной жизни, многие задаются вопросом, насколько порноактрисы и проститутки
Разница
Чем отличается электрокамин от электроочага: подробное сравнение
0148
Современные электрокамины и электроочаги становятся все более популярными как альтернатива традиционным
Разница
Полистирол и полипропилен: какие различия между ними?
0131
Полимеры — вещества, состоящие из множества молекул, обладают различными свойствами, которые различают
Разница
Полипропилен или полиэтилен: какой материал выбрать?
0107
Выбор материала при производстве изделий часто становится не менее важным, чем сам процесс производства.
Разница
Экоребенок и обычный ребенок: в чем разница?
0121
В современном мире все больше людей стараются жить экологично, а малышей растить по принципам устойчивого развития.
Разница
Чем отличается фотолаборатория от принтера: выбираем лучший вариант для фотопечати
018
В нашей цифровой эпохе фотографии неизбежно приходится сталкиваться с выбором между фотолабораторией
Разница
Полиморфизм и инкапсуляция: основные отличия
011
В мире программирования существует множество понятий и методов, которые помогают разработчикам создавать
Разница
Эквинокс 600 против 800: сравнение минилабораторий. Как выбрать лучшую опцию?
017
Многие любители поиска сокровищ мечтают обзавестись минилабораторией высокого качества, которая поможет
Разница
Погода в лесной зоне: особенности и отличия — все, что нужно знать!
08
Каждый сезон природа нас удивляет своими капризами. Лесная зона является одной из самых удивительных
Разница
Чем шкода карок отличается от шкода кодиак: сравнение характеристик и преимуществ моделей
012
Шкода, как и всегда, смогла удивить своих почитателей новыми моделями автомобилей.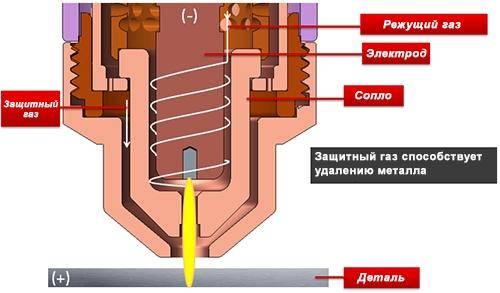 Карок и Кодиак — это
Карок и Кодиак — это
Разница
Шеврон и нарукавный знак: в чем разница?
04
Как часто вы ошибочно называете нарукавный знак шевроном и наоборот? Хотя эти два элемента униформы визуально
Разница
Тромбо Асс и Кардиомагнил: сравнение препаратов
012
Сердечно-сосудистые заболевания являются одной из наиболее распространенных причин смерти по всему миру.
Разница
Отличия пионовидной розы от обычной: как различить и ухаживать за ними
010
Розы — одни из самых популярных цветов в мире, их любят за красоту, аромат и невероятное разнообразие.
Разница
Чизкейк и чизкейк Нью-Йорк: в чем разница?
06
Чизкейк — это сладкое блюдо, которое идеально подходит для любителей сыра. Несмотря на то, что
Разница
Чистый изгиб и поперечный: в чем разница?
04
Строительство – это весьма ответственное занятие, которое требует не только квалифицированных специалистов
Разница
Топленое масло и масло кхи: в чем разница и как выбрать лучшее для кулинарии
09
Масло – важный ингредиент многих блюд. При выборе масла для приготовления блюд необходимо обратить внимание
При выборе масла для приготовления блюд необходимо обратить внимание
Разница
Формы и таблицы в Access: какую выбрать и почему?
07
Access — мощное приложение для создания и управления базами данных. В нем есть два главных элемента
Разница
Четырехступка и пятиступка – в чем разница?
08
Конфигурация коробки передач является важнейшим компонентом автомобиля и является ответственной за передачу
Процесс плазменной сварки: принципы работы
Процесс плазменно-дуговой сварки обычно сравнивают с процессом дуговой сварки вольфрамовым электродом.
Если электрическая дуга между вольфрамовым электродом и изделием сужается в поперечном сечении, ее температура увеличивается, поскольку по ней проходит то же самое количество тока.
Эта суженная дуга называется плазмой, или четвертым состоянием вещества.
Процесс работает за счет ионизации газа, процесса, происходящего при высоких температурах. Когда ионизированный газ может проводить электричество. Затем газ используется для передачи электрической дуги на свариваемую деталь. Высокая температура дуги сварит или сплавит два куска металла вместе.
Затем газ используется для передачи электрической дуги на свариваемую деталь. Высокая температура дуги сварит или сплавит два куска металла вместе.
Предпочтительным газом является аргон плюс вторичный газ гелия, смесь аргона и водорода или аргон. Вторичный газ защищает сварочную ванну, как и в других процессах сварки. Это уменьшает количество окисления, которое образуется на сварном шве.
Плазменная горелка содержит электрод из вольфрама, помещенный в сопло из меди. На кончике сопла имеется небольшое отверстие. Дуга зажигается между электродом и концом сопла. Затем дуга переносится на свариваемый материал.
Небольшое отверстие заставляет газ проходить через «зауженное отверстие или отверстие». Это концентрирует тепло на относительно меньшей площади. Способность направлять концентрированное тепло таким образом позволяет сварщику производить сварку очень высокого качества.
Результатом является процесс, обеспечивающий более высокую скорость сварки, меньшую деформацию, более однородные сварные швы, меньшее разбрызгивание и больший контроль зоны сварки, что снижает риск повреждения любых близлежащих термочувствительных компонентов. Расходные материалы также имеют долгий срок службы.
Расходные материалы также имеют долгий срок службы.
Видео процесса дуговой плазменной сварки
Режимы работы процесса плазменной сварки
Дуговая плазменная сварка
Существует два режима работы процесса плазменной сварки: дуга без переноса и дуга с переносом.
- Режим дуги без переноса : В режиме без переноса ток течет от электрода внутри горелки к соплу с отверстием и обратно к источнику питания. Он используется для плазменного напыления или нагревания неметаллов.
- Режим переноса дуги : В режиме переноса дуги ток передается от вольфрамового электрода внутри сварочной горелки через отверстие к заготовке и обратно к источнику питания.
Разница между этими двумя режимами работы показана на рис.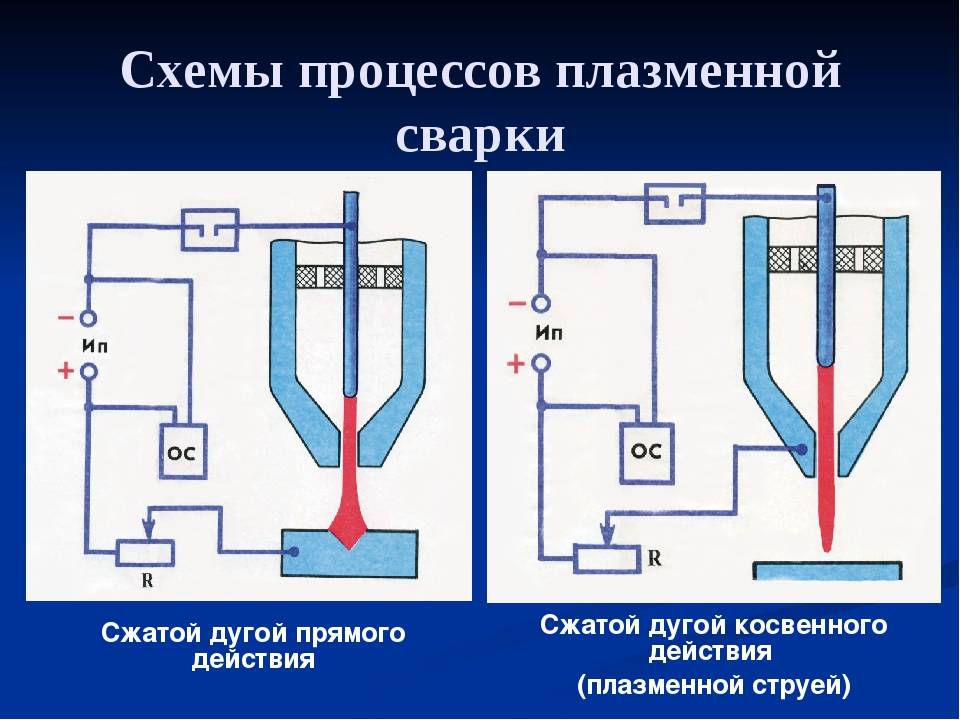 10-37 ниже. Перенесенный режим дуги используется для сварки металлов. Для сравнения показан процесс с использованием газовой вольфрамовой дуги.
10-37 ниже. Перенесенный режим дуги используется для сварки металлов. Для сравнения показан процесс с использованием газовой вольфрамовой дуги.
Переносимые и непереносимые плазменные дуги — Рисунок 10-37
Как генерируется плазма
Плазма образуется за счет сжатия электрической дуги, проходящей через отверстие сопла. Через это отверстие также нагнетаются горячие ионизированные газы. Плазма имеет жесткую столбчатую форму и параллельные стороны, поэтому она не расширяется так же, как газовая вольфрамовая дуга. Эта высокотемпературная дуга, направленная на изделие, расплавит поверхность основного металла и присадочный металл, добавленный для выполнения сварного шва. Таким образом, плазма действует как чрезвычайно высокотемпературный источник тепла, образуя расплавленную сварочную ванну. Это похоже на газовую вольфрамовую дугу. Однако высокотемпературная плазма заставляет это происходить быстрее и известна как режим работы вплавления. На рис. 10-36 показано поперечное сечение головки плазменно-дуговой горелки.
Высокая температура плазмы или сжатой дуги и высокоскоростная плазменная струя обеспечивают повышенную скорость теплопередачи по сравнению с дуговой сваркой вольфрамовым электродом при использовании того же тока. Это приводит к более высокой скорости сварки и более глубокому проплавлению шва. Этот метод работы используется для сварки очень тонких материалов. и для сварки многопроходных разделочных и угловых швов.
Процесс сварки с замочной скважиной
Другим методом использования процесса плазменной сварки является метод сварки с замочной скважиной. Струя плазмы проникает сквозь заготовку и образует отверстие или замочную скважину. Поверхностное натяжение заставляет расплавленный основной металл обтекать замочную скважину, образуя сварной шов. Метод замочной скважины можно использовать только для суставов, где плазма может проходить через сустав. Он используется для основных металлов толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,0 мм). На него влияет состав основного металла и сварочные газы. Метод «замочной скважины» обеспечивает однопроходную сварку с полным проплавлением, которая может выполняться как вручную, так и автоматически во всех положениях.
Метод «замочной скважины» обеспечивает однопроходную сварку с полным проплавлением, которая может выполняться как вручную, так и автоматически во всех положениях.
Расчет соединения
Расчет соединения основан на толщине металла и определяется двумя методами работы.
- Метод «замочной скважины» : Для метода «замочной скважины» конструкция соединения ограничивается типами с полным проваром. Предпочтительной конструкцией соединения является квадратная канавка без минимального раскрытия корня. Для корневых проходов, особенно на толстостенных трубах, используется U-образная конструкция канавки. Поверхность корня должна быть 1/8 дюйма (3,2 мм), чтобы обеспечить полное проникновение замочной скважины.
- Метод вплавления : Для метода вплавления для сварки тонколистовых металлов толщиной от 0,020 дюйма (0,500 мм) до 0,100 дюйма (2,500 мм) следует использовать сварной шов с квадратной разделкой. Для толщины свариваемой фольги от 0,005 дюйма (0,130 мм) до 0,020 дюйма (0,0500 мм) следует использовать кромочное фланцевое соединение.
 Фланцы расплавляются, чтобы обеспечить присадочный металл для выполнения сварного шва.
Фланцы расплавляются, чтобы обеспечить присадочный металл для выполнения сварного шва.
При использовании режима вплавления для толстых материалов можно использовать те же общие детали соединения, что и для дуговой сварки в среде защитного металла и дуговой сварки вольфрамовым электродом в среде защитного газа. Его можно использовать для угловых швов, фланцевых швов, всех типов швов с разделкой кромок и т. д., а также для соединений внахлест с использованием дуговой точечной сварки и дуговой шовной сварки. На рис. 10-38 показаны различные конструкции соединений, которые можно сваривать плазменной дугой.
Различные соединения для плазменной дуги — Рисунок — 10-38
Сварочный контур и ток
Сварочный контур для процесса плазменной сварки более сложный, чем для дуговой сварки вольфрамовым электродом.
В качестве схемы управления требуется дополнительный компонент, помогающий запускать и останавливать плазменную дугу. Используется тот же источник питания.
Имеются две газовые системы, одна для подачи плазмообразующего газа, а вторая для защитного газа.
Сварочная схема для плазменно-дуговой сварки показана на рис. 10-39.. Используется постоянный ток постоянного тока (СС). Переменный ток используется только для нескольких приложений.
PAW (плазменно-дуговая сварка) Принципиальная схема – рис. 10-39
Советы по использованию процесса
Вольфрамовый электрод должен быть точно отцентрован и расположен относительно отверстия в сопле. Ток вспомогательной дуги должен поддерживаться достаточно низким, достаточно высоким, чтобы поддерживать стабильную вспомогательную дугу. При сварке очень тонких материалов в диапазоне фольги вспомогательной дуги может быть достаточно.
Когда присадочный металл используется как часть процесса плазменной сварки, он добавляется таким же образом, как и при дуговой сварке вольфрамовым электродом. Однако, чем больше расстояние от резака до изделия, тем больше возможностей для добавления присадочного металла. Оборудование должно быть правильно отрегулировано, чтобы защитный газ и плазменный газ находились в правильных пропорциях. Также необходимо использовать подходящие газы.
Оборудование должно быть правильно отрегулировано, чтобы защитный газ и плазменный газ находились в правильных пропорциях. Также необходимо использовать подходящие газы.
Подвод тепла важен. Поток плазменного газа также оказывает важное влияние. Эти факторы показаны на рисунке 10-40.
Качество плазменной сварки и распространенные неисправности — Рисунок 10-40
Присадочный металл и другое оборудование
Присадочный металл обычно используется в процессе плазменной сварки, за исключением сварки самых тонких металлов. Состав присадочного металла должен соответствовать основному металлу. Размер стержня присадочного металла зависит от толщины основного металла и сварочного тока. Присадочный металл обычно добавляется в ванну вручную, но может добавляться автоматически.
Защитный газ
Инертный газ, аргон, гелий или их смесь, используется для защиты области дуги от атмосферы. Аргон более распространен, потому что он тяжелее и обеспечивает лучшую защиту при более низких скоростях потока. Для плоской и вертикальной сварки достаточно расхода защитного газа от 15 до 30 куб. футов в час (от 7 до 14 литров в минуту).
Для плоской и вертикальной сварки достаточно расхода защитного газа от 15 до 30 куб. футов в час (от 7 до 14 литров в минуту).
Сварка в верхнем положении требует немного большей скорости потока. Аргон используется в качестве плазменного газа со скоростью от 1 куб. фута в час (0,5 литра в минуту) до 5 куб. футов в час (2,4 литра в минуту) для сварки, в зависимости от размера горелки и области применения. Активные газы не рекомендуются для плазмообразующего газа. Кроме того, требуется охлаждающая вода.
Качество, скорость наплавки и переменные
Качество процесса плазменной сварки чрезвычайно высокое и обычно выше, чем сварка вольфрамовой дугой, поскольку вероятность включения вольфрама в сварной шов минимальна или отсутствует. Скорость наплавки при плазменно-дуговой сварке несколько выше, чем при дуговой сварке вольфрамовым электродом в среде защитного газа, и показана кривой на рис. 10-41.
Графики сварки для процесса плазменной дуги представлены данными в таблице 10-5.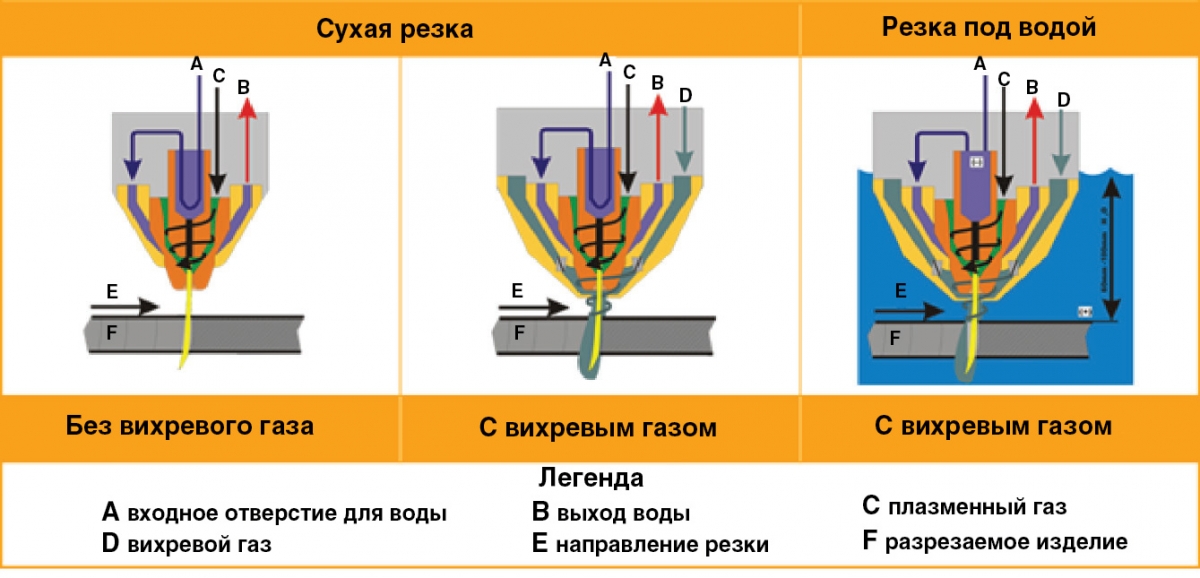 Скорость наплавки при плазменно-дуговой сварке
Скорость наплавки при плазменно-дуговой сварке
— рисунок 10-41
Переменные процесса для процесса плазменной сварки показаны на рисунке 10-41. Большинство переменных, показанных для плазменной дуги, аналогичны другим процессам дуговой сварки. Есть два исключения: поток плазмообразующего газа и диаметр отверстия в сопле.
Основные переменные оказывают существенное влияние на процесс. Второстепенные переменные обычно фиксируются при оптимальных условиях для данного приложения. Все переменные должны появиться в процедуре сварки.
Переменные, такие как угол и отступ электрода и тип электрода, считаются фиксированными для приложения.
Процесс плазменной сварки реагирует на эти переменные иначе, чем процесс дуговой сварки вольфрамовым электродом.
Расстояние между горелкой и изделием менее чувствительно при использовании плазмы, но угол наклона горелки при сварке деталей разной толщины более важен, чем при сварке вольфрамовой дугой. Плазменно-дуговая сварка
. Процедура сварки. Сварочный график. Применение вручную – Таблица 10-5
Процедура сварки. Сварочный график. Применение вручную – Таблица 10-5
Вариации процесса
Сварочный ток может быть импульсным, чтобы получить те же преимущества, что импульсный режим дает при дуговой сварке вольфрамовым электродом в среде защитного газа. Импульс сильного тока используется для максимального проникновения, но не постоянно, чтобы обеспечить затвердевание металла. Это дает более легко контролируемую лужу для работы вне рабочего положения. Импульсную сварку можно осуществлять тем же аппаратом, что и для газовой вольфрамовой дуговой сварки.
Способ подачи присадочной проволоки
Способ подачи присадочной проволоки с помощью плазмы практически такой же, как и при дуговой сварке вольфрамовым электродом. Можно использовать концепцию «горячей проволоки». Это означает, что на присадочную проволоку подается ток низкого напряжения для ее предварительного нагрева перед входом в сварочную ванну.
Программируемая плазменная дуговая сварка
Программируемая сварка также может использоваться для процесса плазменной сварки так же, как она используется для дуговой сварки вольфрамовым электродом. Используется один и тот же источник питания с возможностью программирования, что дает преимущества для определенных видов работ. Сложность программирования зависит от потребностей конкретного приложения. В дополнение к программированию сварочного тока часто необходимо программировать поток плазмообразующего газа. Это особенно важно при закрытии замочной скважины, необходимой для корневого прохода сварного шва, соединяющего два отрезка трубы.
Используется один и тот же источник питания с возможностью программирования, что дает преимущества для определенных видов работ. Сложность программирования зависит от потребностей конкретного приложения. В дополнение к программированию сварочного тока часто необходимо программировать поток плазмообразующего газа. Это особенно важно при закрытии замочной скважины, необходимой для корневого прохода сварного шва, соединяющего два отрезка трубы.
Понимание принципа работы станка плазменной резки
Современная промышленность требует обработки тяжелых металлов и сплавов, а производство инструментов и транспортных средств, необходимых для повседневной деятельности, не может быть отделено от металлов.
RGHK 1500×4000 Вертикальный ЧПУ V-образный паз…
Включите JavaScript
Например, краны, автомобили, небоскребы, роботы и подвесные мосты состоят из точно обработанных металлических компонентов.
Причина проста: металлические материалы очень прочные и долговечные. Для большинства производственных процессов, особенно для крупных и/или прочных изделий, естественным выбором являются металлические материалы.
Для большинства производственных процессов, особенно для крупных и/или прочных изделий, естественным выбором являются металлические материалы.
Интересно, что прочность металлических материалов также является их недостатком: поскольку металлы не так легко повреждаются, их очень трудно обрабатывать в определенные формы. Когда людям нужно обработать деталь такого же размера и прочности, как крыло самолета, как они могут добиться точной резки и придания формы?
В подавляющем большинстве случаев для этого требуется использование машины плазменной резки. Хотя это может показаться чем-то из области научной фантастики, на самом деле со времен Второй мировой войны машины плазменной резки получили широкое распространение.
Теоретически принцип работы станка плазменной резки очень прост. Он обрабатывается путем манипулирования одной из самых распространенных форм материи в известной Вселенной.
В этой статье мы приоткроем таинственную завесу машин плазменной резки и увидим, как этот самый волшебный инструмент формирует наш мир.
Во время Второй мировой войны американские заводы производили доспехи, оружие и самолеты в пять раз быстрее, чем державы Оси, благодаря великим инновациям, внедренным частной промышленностью в массовое производство.
Способы более эффективно резать и соединять детали самолетов привели к появлению некоторых технологических инноваций.
Многие заводы, производящие военные самолеты, перешли на новый метод сварки, предполагающий использование сварки в среде инертного газа.
Прорывное открытие заключается в том, что газ, подвергающийся электролизу током, может образовывать барьер вблизи сварного шва для предотвращения окисления. Этот новый метод делает сварные швы более аккуратными, а структуру соединения более прочной.
История плазменной резки
В начале 1960-х инженеры сделали еще одно открытие. Они обнаружили, что увеличение скорости воздушного потока и уменьшение размера пор может помочь улучшить температуру сварки. Новая система может достигать более высоких температур, чем любой коммерческий сварочный аппарат.
Фактически, при таких высоких температурах этот инструмент уже не служит сварочным аппаратом. Наоборот, это больше похоже на пилу, которая режет прочный металл, как горячий нож сквозь масло.
Плазменная дуга
Внедрение плазменной дуги произвело революцию в скорости, точности и разнообразии режущих инструментов и может применяться для различных металлов. В следующем разделе мы представим научные принципы, лежащие в основе этой системы.
Легкость, с которой машина плазменной резки может проникать в металл, обусловлена уникальными свойствами состояния плазмы. Так что же такое состояние плазмы?
В мире существует четыре состояния материи. Большинство веществ, с которыми мы соприкасаемся в повседневной жизни, представляют собой твердые вещества, жидкости или газы. Состояние вещества определяется взаимодействием между молекулами. Возьмем, к примеру, воду:
Твердая вода — это лед. Лед представляет собой твердое тело, состоящее из электрически нейтральных атомов, расположенных в гексагональной решетке. Поскольку взаимодействие между молекулами стабильно, оно остается в фиксированной форме.
Поскольку взаимодействие между молекулами стабильно, оно остается в фиксированной форме.
Жидкая вода является питьевой водой. Молекулы по-прежнему действуют друг на друга, но движутся медленно. Жидкости имеют фиксированный объем, но не фиксированную форму. Форма жидкости меняется в зависимости от формы сосуда.
Газообразная вода представляет собой водяной пар. В водяном паре молекулы движутся быстро и между ними нет связи. Поскольку между молекулами нет силы, газы не имеют фиксированной формы или объема.
Количество тепла (преобразованного в энергию), поглощаемого молекулами воды, определяет их свойства и состояние. Проще говоря, большее количество тепла (больше энергии) приводит к тому, что молекулы воды достигают критического состояния, при котором химические связи между ними разрываются.
При низких температурах молекулы прочно связаны между собой и вещество находится в твердом состоянии. Поглощение большего количества тепла ослабляет взаимодействие между молекулами, и вещество становится жидким..jpg)
При поглощении еще большего количества тепла взаимодействия между молекулами почти исчезают, и вещество становится газом. Итак, что произойдет, если мы продолжим нагревать газ? Это заставит его войти в четвертое состояние, состояние плазмы.
Когда газ достигает чрезвычайно высоких температур, он переходит в состояние плазмы. Энергия начинает полностью отделять молекулы друг от друга и атомы начинают расщепляться.
Обычно атомы состоят из протонов и нейтронов в атомном ядре (см. атомную теорию), а также электронов, окружающих атомное ядро.
В плазменном состоянии электроны отделены от атомов. Как только тепловая энергия заставляет электроны покинуть атомы, они начинают двигаться с высокой скоростью. Электроны несут отрицательный заряд, а остальные атомные ядра несут положительный заряд. Эти положительно заряженные атомные ядра называются ионами.
Когда высокоскоростные электроны сталкиваются с другими электронами или ионами, они выделяют огромное количество энергии. Именно эти энергии придают плазме ее особые свойства и невероятные режущие способности.
Именно эти энергии придают плазме ее особые свойства и невероятные режущие способности.
Общие сведения о состоянии плазмы:
Почти 99% материи во Вселенной находится в состоянии плазмы. Из-за чрезвычайно высокой температуры он обычно не встречается на Земле; однако это очень распространено на небесных телах, таких как Солнце. На Земле это состояние можно увидеть в виде молнии. Изображение предоставлено Национальным управлением океанических и атмосферных исследований (NOAA).
Станок плазменной резки
Станки плазменной резки — не единственные устройства, управляющие энергией плазмы. Такие устройства, как неоновые лампы, флуоресцентные лампы и плазменные дисплеи, работают в зависимости от состояния плазмы. В этих устройствах используется «холодное» состояние плазмы. Хотя холодная плазма не может использоваться для резки металла, она все же имеет широкое применение.
Станки плазменной резки бывают разных форм и размеров.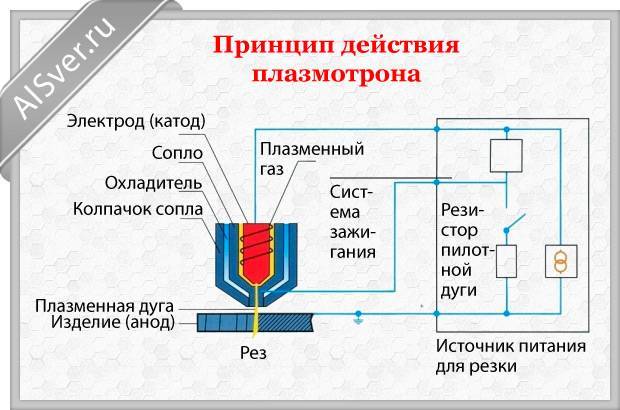 Существуют гигантские машины плазменной резки, управляемые руками робота для точной резки, а также упрощенные ручные машины плазменной резки, используемые в мастерских.
Существуют гигантские машины плазменной резки, управляемые руками робота для точной резки, а также упрощенные ручные машины плазменной резки, используемые в мастерских.
Независимо от размера все машины плазменной резки основаны на одних и тех же принципах и имеют схожие конструктивные решения.
Когда машина плазменной резки работает, сжатые газы, такие как азот, аргон или кислород, подаются через узкий канал. Отрицательный электрод помещается в середине канала. При подаче питания на отрицательный электрод и контакте сопла с металлом образуется электропроводящая цепь, генерирующая высокоэнергетические искры между электродом и металлом.
Когда инертный газ течет по каналу, искры нагревают газ, пока он не достигнет четвертого состояния вещества. Эта реакция производит поток плазмы с температурой примерно до 16 649 градусов по Цельсию и скоростью потока до 6 096 метров в секунду, быстро превращая металл в шлак.
По самой плазме течет ток. Пока на электрод постоянно подается питание и плазма находится в контакте с металлом, цикл дуги будет непрерывным.
Для предотвращения окисления и повреждений, вызванных неизвестными свойствами плазмы, сопло плазменной резки оснащено другим набором каналов, которые непрерывно выпускают защитный газ для защиты области резки. Давление газа защитного газа позволяет эффективно контролировать радиус столбчатой плазмы.
Плазменная резка
Станки плазменной резки стали обычным инструментом в современной промышленности. Они широко используются в специализированных автомобильных мастерских, а также при изготовлении нестандартных шасси и кузовов производителями автомобилей.
Строительные компании используют машины плазменной резки в крупномасштабных проектах для резки и изготовления больших балок и металлических пластин. Слесари могут использовать станки плазменной резки для сверления отверстий в безопасных зонах, когда клиенты заблокированы.
В системе резки с числовым программным управлением (ЧПУ) вам не нужно прикасаться к материалу. Все, что вам нужно сделать, это нарисовать фигуру, которую вы хотите вырезать, на компьютере, и процесс резки будет автоматизирован.
1. Принцип работы
Плазма — это газ, нагретый до чрезвычайно высоких температур и сильно ионизированный. Мощность дуги передается на заготовку, которая плавится и сдувается, создавая рабочее состояние плазменно-дуговой резки.
Сжатый воздух поступает в резак и распределяется газовой камерой на два потока, образуя плазменный газ и вспомогательный газ. Плазменная газовая дуга плавит металл, а вспомогательный газ охлаждает различные части резака и сдувает расплавленный металл.
Источник питания для резки включает в себя основную цепь и цепь управления. Принципиальная электрическая схема показана на рисунке:
Главная цепь состоит из контактора, трехфазного силового трансформатора с высоким сопротивлением утечки, трехфазного мостового выпрямителя, катушки зажигания высокочастотной дуги и элементов защиты. Он имеет крутую внешнюю характеристику, вызванную высоким сопротивлением утечке. Схема управления завершает весь процесс резки через кнопочный переключатель на резаке:
Подача предварительного газа – Питание главной цепи – Зажигание высокочастотной дуги – Процесс резки – Останов дуги – Останов.
Питание главной цепи управляется контактором; расход газа регулируется электромагнитным клапаном; а высокочастотный осциллятор зажигает дугу и прекращает работу после того, как дуга установится.
Кроме того, схема управления также имеет следующие функции внутренней блокировки:
Действие переключателя терморегулятора, остановка работы.
2. Неисправности при резке
(1) Резка не насквозь:
a: Толщина листа превышает допустимый диапазон оборудования.
b: Слишком высокая скорость резки.
c: Слишком большой наклон резака.
d: Слишком высокое или слишком низкое давление сжатого воздуха.
e: Напряжение сети слишком низкое.
(2) Нестабильность плазменной дуги:
a: Резак движется слишком медленно.
b: Электропитание осуществляется двумя фазами, и рабочее напряжение снижается.
c: Слишком высокое давление сжатого воздуха.
3. Установка, техническое обслуживание и замена деталей резака
При установке или замене деталей резака разбирайте их в порядке: защитный кожух-токопроводящее сопло-распределитель газа-электрод-корпус резака головкой резака вверх, и собирайте в обратном порядке.
При установке насадки убедитесь, что она соосна электроду. Защитный кожух должен быть затянут, а насадка плотно прижата. Если есть рыхлость, резка не может быть выполнена.
Используйте резак разумно. Прикоснитесь соплом к заготовке до зажигания дуги. Когда резка закончена, отпустите кнопку на рукоятке, чтобы остановить дугу, а затем отодвиньте резак от поверхности заготовки, чтобы продлить срок службы деталей. Когда центральная полость насадки влияет на качество резки, ее следует вовремя заменить.
Когда центр электрода утоплен более чем на 2 миллиметра или не может зажечь дугу, электрод можно установить наоборот или обновить.
Если защитная крышка или газораспределитель треснуты или сильно повреждены, их следует вовремя заменить.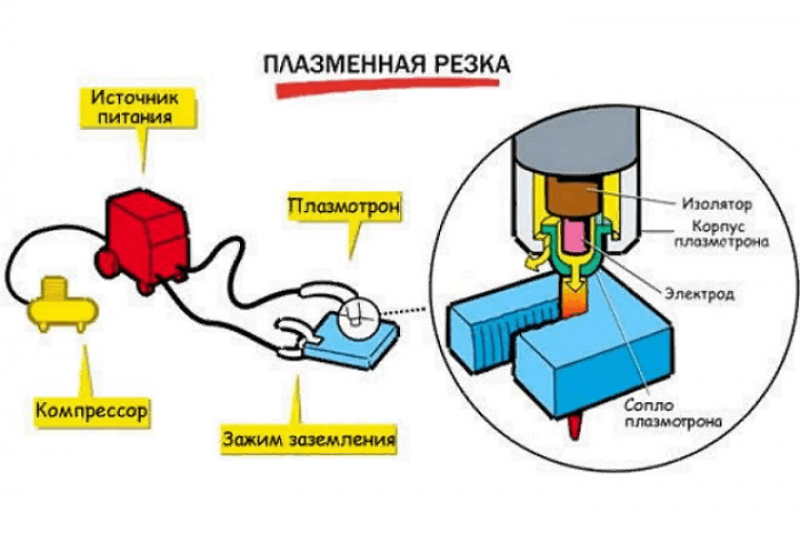
При обнаружении изоляции корпуса резака, кожзаменителя, изоляции кабеля или повреждения газовой трубы ее следует своевременно отремонтировать или заменить.
Чтобы снять резак, стяните куртку из искусственной кожи, разберите соединительные провода выключателя, отведите ручку назад, а затем разберите соединительные соединения корпуса резака.
При замене новой керамической защитной крышки нанесите немного вазелинового масла на уплотнительное кольцо на корпусе резака, прежде чем ввинтить его, чтобы продлить срок службы уплотнения.
4. Распространенные неисправности и методы их устранения
| № | Неисправности | Причины | Решения |
| 1 | Включите выключатель питания, индикатор питания не загорается | 1. Перегорел предохранитель в выключателе питания | заменить |
| 2. Перегорел предохранитель за блоком питания | Проверить и заменить | ||
3. Неисправен управляющий трансформатор Неисправен управляющий трансформатор | заменить | 4. Неисправен выключатель питания | заменить |
| 5. Неисправен световой индикатор | заменить | ||
| 2 | Невозможно задать давление режущего газа 9 0299 | 1. Источник воздуха не подключен или в источнике воздуха нет воздуха | Подключить источник воздуха |
| 2. Выключатель питания не находится в положении «включено» | Триггер | ||
| 3. Поврежден редукционный клапан | Отремонтировать или заменить | ||
| 4. Плохая проводка электромагнитного клапана | Проверить проводку | ||
| 5. Неисправен электромагнитный клапан | заменить | ||
| 3 9029 9 | Нажатие кнопки резака во время работы приводит к отсутствию потока воздуха | 1. Негерметичность трубопровода | Устранить утечку |
2. Неисправен электромагнитный клапан Неисправен электромагнитный клапан | заменить | ||
| 4 | После токопроводящее сопло касается заготовки, нажмите кнопку резака, загорится индикатор работы, но дуговая резка не сработала | 1. Обрыв КТ1 | заменить |
| 2. Неисправен высокочастотный трансформатор | Проверить или заменить | ||
| 3. Окисление поверхности стержня зажигания или неправильный зазор | Полировка или регулировка | ||
| 4. Короткое замыкание высокочастотного конденсатора С7 | заменить | ||
| Опускание | |||
| 6. Потеря токопроводящего сопла слишком короткая | заменить | ||
| 7. Обрыв или короткое замыкание элемента выпрямительного моста | Check and replace it | ||
| 8. Poor contact or open circuit of the cutting torch cable | Repair or replace | ||
9. The ground wire of the workpiece is not connected to the workpiece The ground wire of the workpiece is not connected to the workpiece | Connected to workpiece | ||
| 10. There is a thick paint layer or dirt on the surface of the workpiece | Clear and make conductive | ||
| 5 | The cutting indicator light does not light up when the conductive nozzle contacts the workpiece and the cutting torch button is pressed | 1. Действие переключателя терморегулятора | Ожидание охлаждения или возобновления работы |
| 2. Кнопочный переключатель резака поврежден | заменить | ||
| 6 | 1. Поврежден высокочастотный трансформатор | Проверить и заменить | |
| 2. Поврежден управляющий трансформатор | Проверить и заменить | ||
| 3. Короткое замыкание катушки контактора | заменить | ||
| 7 | Перегорел предохранитель главного выключателя | 1.  |