Подача минутная при фрезеровании: Выбор скорости и режима резания при фрезеровании концевыми фрезами: расчеты и формулы минутной подачи на зуб на фрезерном станке
Содержание
New Product Announcement
ФРЕЗЕРОВАНИЕ
NPA 9/2018
Дополнение серии HM390 новыми пластинами с режущими кромками 5 мм
Особенности
-
Фрезы для трехгранных пластин со спиральными режущими кромками 5 мм -
Эффективное и экономичное решение для фрезерования уступов 90°
Вслед за выпуском трехгранных пластин серии HM390 с режущими кромками 7, 10, 15 и 19 мм, ISCAR дополняет эту серию новыми фрезами HELI3MILL, на которые устанавливаются трехгранные пластины HM390 TPKT 0502PDR с режущими кромками 5 мм, чтобы отвечать всем требованиям для эффективного фрезерования в различных промышленных секторах. Новые пластины обладают теми же преимуществами, что и ее предшественники.
new
Новые фрезы HELI3MILL предназначены для тех же операций, которые применяются для твердосплавных фрез. По сравнению с предыдущими сериями, новые фрезы — наиболее выгодное решение.
Новые фрезы HELI3MILL предназначены для производительного чернового фрезерования с большой подачей небольших заготовок, малых полостей, карманов и т.д.
Фрезы HELI3MILL подходят для производства мелкоразмерных деталей, медицинских компонентов и т.д. Это идеальное решение для маломощных обрабатывающих центров и токарно-фрезерных станков.
Особенности фрез
-
Угол режущей кромки 90° -
Новая геометрия резания снижает силы резания и обеспечивает плавное резание -
Возможность врезания под углом -
Все фрезы оснащены каналами для подвода охлаждающей жидкости, которые направлены на каждую режущую кромку -
На корпус фрезы наносится специальное полированное покрытие для непрерывного схода стружки и защиты от коррозии и износа -
Фрезы доступны в диаметрах от 10 до 16 мм -
Максимальная глубина резания 3.5 мм
Преимущества
-
Снижение рабочей подачи на зуб способствует уменьшению ударной нагрузки и обеспечивает мягкое и плавное резание -
Высокая плотность зубьев фрезы за счет маленьких размеров пластин обеспечивает высокую производительность -
Высокая плотность зубьев фрезы обеспечивает стабильное резание за счет того, что несколько зубьев врезаются в материал во время фрезерования
Особенности пластин
HM390 TPKT 0502PDR
-
Трехгранные односторонние пластины с 3 спиральными режущими кромками -
Прогрессивная режущая геометрия обеспечивает позитивные передние и осевые углы пластин на фрезе -
Выглаживающая кромка Wiper служит для превосходного качества поверхности -
Пластины изготавливаются из самых современных твердых сплавов ISCAR SUMO TEC, которые значительно увеличивают производительность
HM390 TPCT 0502PDR
Периферийные шлифованные пластины с острыми режущими кромками для получистовой и чистовой обработки. Пластины обеспечивают плавную обработку с низкими силами резания и предназначены для фрезерования различных жаропрочных сплавов.
Пластины обеспечивают плавную обработку с низкими силами резания и предназначены для фрезерования различных жаропрочных сплавов.
За счет вышеперечисленных преимуществ, высокая минутная подача может быть применена при фрезеровании с малой глубиной резания для увеличения производительности и снижения производственных издержек.
ISCAR представляет 3 типа фрез HELI3MILL:
HM390 ETP…-05
Концевые фрезы с диаметрами от 10 до 16 мм для трехгранных пластин HM390 TPKT 0502PDR.
HM390 ETP…MM-05
Концевые фрезы с резьбовым соединением MULTI-MASTER с диаметрами 10, 12, 14 и 16 мм для трехгранных пластин HM390 TPKT 0502PDR .
Резьбовое соединение MULTI-MASTER существенно расширяет конфигурации фрез.
Хвостовики доступны в конических и цилиндрических конфигурациях с широким выбором диаметров, длин и материалов. Каждый покупатель может сам выбрать нужный хвостовик в соответствии с необходимыми требованиями обработки.
Замена пластин очень быстрая и удобная за счет резьбового соединения. Поскольку фреза не извлекается из станка, для замены головки требуется минимальное время
Поскольку фреза не извлекается из станка, для замены головки требуется минимальное время
Технические возможности
-
Для черновой и чистовой обработки основных материалов:
ISO P
(сталь),
ISO K
(чугун),
ISO M
(нержавеющая сталь) и
ISO S
(труднообрабатываемые материалы HTSA) -
Фрезерование прямоугольных уступов, плоскостей (особенно рядом с уступами), пазов, а также фрезерование наклонных плоскостей и полостей врезанием или по винтовой интерполяции -
Конструкция фрезы значительно минимизирует и даже исключают несоответствие при многопроходном фрезеровании высоких уступов
Преимущества
-
Высокая производительность с высокой скоростью съема металла -
Экономичные маленькие пластины с 3 спиральными режущими кромками -
Высокоточное фрезерование квадратных уступов 90° -
Низкое энергопотребление позволяет использовать фрезы на маломощных станках, малых обрабатывающих центрах и токарно-фрезерных станках.
-
Новые фрезы серии HELI3MILL предлагают технические преимущества с очень привлекательной ценой за режущую кромку. -
Фрезы HELI3MILL — это экономичная альтернатива твердосплавным фрезам с диаметрами от 10 до 16 мм, предназначенные для фрезерования с большой подачей малых поверхностей. -
Большинство фрез с такими же диаметрами, которые предлагают другие производители, имеют меньшее количество зубьев, что приводит к низкой производительности с небольшим спектром применений -
Фрезы HELI3MILL — это высокопроизводительное решение с очень широким диапазоном различных операций.
Режимы резания
В прилагаемых таблицах содержатся рекомендации по выбору пластины и режимам резания для пластин HM390 TPKT 0502PDR.
Для обработки в нестабильных условиях, рекомендованную нагрузку на зуб следует уменьшить на 20-30%.
Рекомендации по скоростям резания для пластин HM390 TPKT 0502PDR
(1) Закаленная и отпущенная
(2) Группа материалов ISCAR в соответствии со стандартом VDI 3323
Рекомендованные подачи для пластин HM390 TPKT 0502PDR
(1) Закаленная и отпущенная
(2) Группа материалов ISCAR в соответствии со стандартом VDI 3323
В прилагаемых отчетах об эксплуатации показаны преимущества новой серии фрез HELI3MILL.
Применение:
Фрезерование уступа
Материал:
SAE 4340 — 30 HRC
Охлаждение:
воздух
|
|
ISCAR |
|---|---|
|
Обозначение инструмента |
HM390 ETP D10-02-C10-05-C |
|
Диаметр (мм) |
10 |
|
Количество зубьев |
2 |
|
Тип пластины |
HM390 TPKT 0502PDR |
|
Сплав |
830 |
|
Скорость резания (м/мин) |
170 |
|
Глубина резания (мм) |
2 |
|
Ширина резания (мм) |
7 |
|
Подача на зуб (мм/зуб) |
0.08 |
|
Стойкость инструмента (мин) |
60 |
Операция:
Фрезерование уступа
Материал:
AISI 316 L
Охлаждение:
воздух
|
|
ISCAR |
|---|---|
|
Обозначение инструмента |
HM390 ETP D10-02-C10-05-C |
|
Диаметр (мм) |
10 |
|
Количество зубьев |
2 |
|
Тип пластины |
HM390 TPKT 0502PDR |
|
Сплав |
830 |
|
Скорость резания (м/мин) |
100 |
|
Глубина резания (мм) |
2 |
|
Ширина резания (мм) |
7 |
|
Подача на зуб (мм/зуб) |
0.  06 06 |
|
Стойкость инструмента (мин) |
40 |
HM390 ETP-05
Концевые фрезы 90° для трехгранных пластин HM390 TPKT 0502 с 3 спиральными режущими кромками
• Момент затяжки 0.5 Н*м
(1) Количество пластин
(2) C-цилиндрическийl, W-Weldon
(3) Максимальный угол врезания
HM390 ETP-MM-05
Концевые фрезы 90° с резьбовым соединением MULTI-MASTER для трехгранных пластин HM390 TPKT 0502…
• Момент затяжки 0.5 Н*м
(1) Количество пластин
(2) Размер ключа
(3) Максимальный угол врезания
(4) Вес
HM390 TPKT 0502
Трехгранные пластины с 3 спиральными режущими кромками для фрезерования уступа 90°
Примечание: пластины 3346007 HM390 TPCT 0502PDR IC830 появятся в продаже во второй половине 2018 года.
Файл pdf NPA09-2018:
Смотреть (PDF)
или
Загрузить (ZIP)
Как выбрать режим резания при фрезеровании
Чтобы исключить риск брака в процессе фрезерования, необходимо правильно выбрать соответствующий режим резания заготовок. Для этого следует максимально грамотно произвести соответствующие расчеты.
Понятие оптимального режима
Процесс фрезерования отличается от операции точения прежде всего более высокой сложностью работы. Одно из главных отличий заключается в непосредственном контакте рабочего инструмента с обрабатываемой заготовкой: при фрезеровании за счет оборотов резцы сначала воздействуют на деталь, а затем теряют контакт с ней. Эта цикличность повторяется на протяжении всей работы над изделием. И при каждом прикосновении происходит очень мощный удар, одинаково воздействующий и на заготовку, и на зубья фрезы. Также следует учесть, что и снимаемая стружка может иметь разные параметры, в то время как при точении они не меняются.
Если все эти нюансы учесть в расчетах, то такой режим резания можно будет считать оптимальным. Однако не всегда разработанная технологическая карта может быть использована на новом оборудовании. Оператору придется заново производить расчеты, для чего надо знать основные элементы режимов.
Геометрия и материал режущего инструмента
В изготовлении большинства фрез используется быстрорежущая сталь, а зубцы выполняются из твердых сплавов. Такой инструмент отличается большей эффективностью, однако подходит не для всех станков, так как они имеют разный технический потенциал.
Для старых моделей оптимальными будут обычные фрезы — концевые и другие типы, выполненные из углеродистых и легированных сталей. К примеру, таким образом можно изготавливать детали с высокой точностью и чистотой поверхности, но в ущерб скорости производства.
Форма режущих насадок также является определяющей в выборе режима резания: необходимо брать во внимание геометрию каждого зубца, параметры переходных кромок и углов их размещения на основании, а также степень их воздействия на заготовки из различных металлов, для чего используется специальная таблица.
Глубина и ширина фрезерной обработки
Глубина или толщина удаляемого слоя указывает на разницу между обрабатываемой и уже обработанной поверхностями. Этот показатель устанавливается максимально большим, чтобы снизить количество проходов инструмента. Но если в приоритете будет чистота поверхности, то количество проходов увеличивается. В одних случаях их может быть два (черновой и чистовой), в иных — больше. В таких ситуациях определяющим параметром становится качество выработки.
Шириной фрезерования принято считать ширину обрабатываемой заготовки, в работе с несколькими изделиями их соответствующие параметры суммируются.
Выбор диаметра фрезы
С учетом параметров срезаемого слоя и ширины изделия устанавливается диаметр режущей части. Это также влияет на величину срезаемой стружки. Прямая взаимосвязь приводит к тому, что на первый взгляд малое сечение фрезы будет целесообразнее. Однако при этом придется подбирать зажим с малой жесткостью, чтобы не повредить фрезу, и это снова будет отрицательно влиять на величину стружки из-за уменьшения давления.
Выбор подачи для фрезерования
Чистовая обработка оценивается по качеству поверхности. В черновой работе руководствуются следующими факторами:
- жесткостью схемы «деталь–фреза–станок»;
- материалом детали;
- углами заточки;
- мощностью привода;
- материалом режущего инструмента.
Скорость резания
Для расчета скорости используется таблица со специальными нормативами согласно типу фрезы, обрабатываемому материалу, мощности фрезерного станка и другим параметрам.
Расчет ведется в соответствии с минутной подачей и количеством оборотов режущей части. Оптимальным считается результат, при котором сохраняется производительность со снижением риска повреждения зубьев.
Подача фрезерования (подача стола)
« Назад к словарю Глоссарий Указатель
Подача фрезерования (также называемая подачей стола и скоростью подачи) — это линейная скорость фрезы относительно заготовки, измеренная в [мм/мин] или [дюйм/мин]. Он рассчитывается следующим образом:
Он рассчитывается следующим образом:
- Умножение подачи на зуб на количество зубьев, а затем на скорость вращения шпинделя.
- Умножение подачи на оборот на скорость вращения шпинделя.
Это фактический параметр, который вводится в станок как скорость подачи. Подача стола не зависит от приложения или фрезы, и ее необходимо рассчитывать на основе нагрузки на стружку, геометрии фрезы, радиальной глубины резания и скорости резания.
Основные формулы подачи таблицы
\( \large \unicode{86}_f= F_n \times n\)
\( \large \unicode{86}_f= F_z \times Z \times n\)
Vf — Подача стола [мм/мин или дюйм/мин]
Fn- Подача на оборот [мм/об или дюйм/об]
Fz- Подача на зуб [мм/зуб или дюйм/зуб]
n- Скорость вращения шпинделя [об/мин]
Как рассчитать скорость подачи при фрезеровании на основании исходных данных?
Для расчета скорости подачи при фрезеровании сначала необходимо подготовить следующие основные данные:
- Форма фрезы [90°, сферическая, с фаской, круглая и т.
.thumb.jpg.1d165c314089e277c01ccf829de547f5.jpg) д.]
д.] - Диаметр фрезы [D] — Если вы используете фрезу (не 90°), используйте эффективный диаметр фрезы .
- Номер зуба [Z]
Пользователь всегда знает эти три.
- Радиальная глубина резания [Ae] — зависит от того, как вы планируете преформировать свое приложение.
- Скорость резания [Vc] – Воспользуйтесь нашим калькулятором скорости и подачи или из каталога/веб-сайта поставщика инструмента.
- Нагрузка на стружку [CL] – Воспользуйтесь нашим калькулятором нагрузки на стружку или из каталога/веб-сайта поставщика инструмента.
С указанными выше параметрами можно перейти к расчету подачи фрезерования (подача стола)
- Рассчитать коэффициент утончения стружки , чтобы получить подачу на зуб.
Факторы утончения стружки гарантируют, что фактическая подача на зуб [Fz} будет поддерживать желаемую нагрузку на стружку в соответствии с геометрией инструмента и настройками приложения. 9{2}}} \)
9{2}}} \)- Коэффициент утончения стружки под углом в плане [ACTF] –
Коэффициент утончения стружки под углом в плане должен применяться, если фреза не имеет стандартной формы с углом в плане 90° (например, сферическая или Фаскорез).
Коэффициент утончения стружки для фрез для снятия фаски/подачи:
\( \large ACTF = \)
\( \huge \frac{1}{\sin({K_{apr})}} \ )
Для других форм (таких как сферические, круглые пластины и т. д.) воспользуйтесь нашим Калькулятором уменьшения стружки.
- Рассчитайте подачу на зуб , основываясь на коэффициентах нагрузки на стружку и утончения стружки:
\( \large F_z = CL \times RCTF \times \ ACTF\)
- Рассчитайте число оборотов в минуту из 9 Скорость резания и диаметр фрезы:
\( \large n = \frac{ \huge \unicode{86}_c \times 12}{\huge \pi \times D} \)
* Если ваш Vc в единицах м/мин.
 используйте 1000 вместо 12 в приведенной выше формуле.
используйте 1000 вместо 12 в приведенной выше формуле.- Заключительный этап: Расчет подачи стола:
\( \large \unicode{86}_f = F_z \times n \times Z \)
Синонимы:
Скорость подачи, Подача стола
« Назад к индексу глоссария
Глоссарий Поиск
сообщить об этом объявлении
Начните вводить текст и нажмите Enter для поиска
Поиск …
Калькулятор формулы размола
Калькулятор формулы размолаКалькулятор формулы размола — автоматически рассчитывает количество футов в минуту (SFM),
оборотов в минуту (об/мин), дюймы в минуту подача, дюймы на зуб подача, дюймы
скорости подачи за оборот и скорости съема металла в кубических дюймах в минуту
Формула измельчения
Интерактивный калькуляторРешите для любой предметной переменной, выделенной жирным шрифтом, введя значения
в полях в левой части уравнения и нажав кнопку
Кнопка «Рассчитать».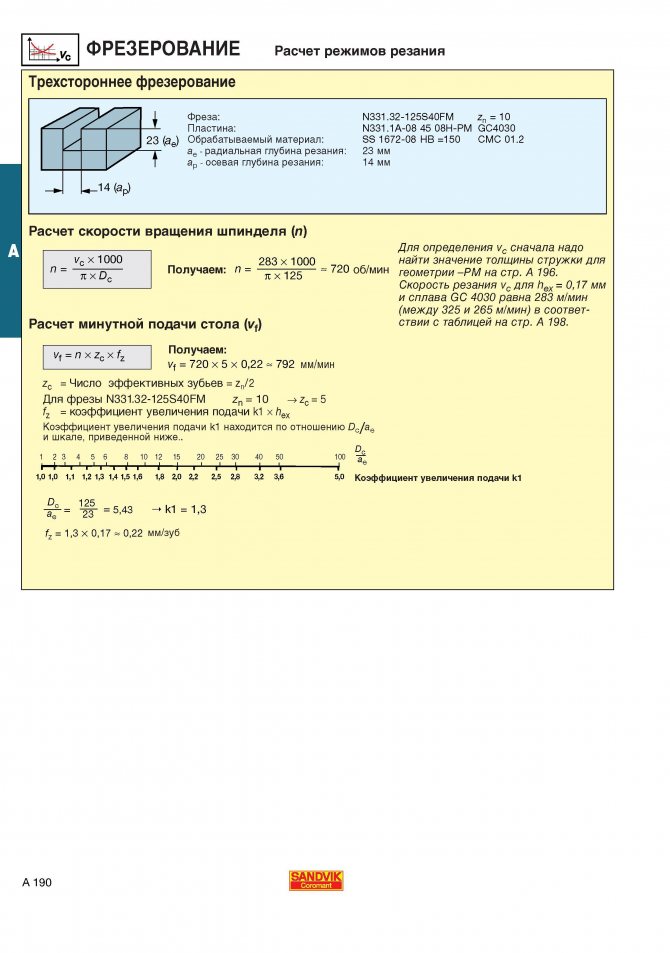
- Коэффициент утончения стружки под углом в плане [ACTF] –
