Подключение инвертора сварочного: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как можно подключать сварочный инвертор? | Часто задаваемые вопросы
Читайте также
Какие могут быть неисправности и поломки сварочных инверторов?
Какие варианты оборудования для плазменной резки металла есть в наличии?
Хочу купить трехфазный сварочный инвертор. Что можете о них сказать?
2
Как можно подключать сварочный инвертор?
Этот, на первый взгляд простой вопрос, требует немалых знаний по электротехнике. Конечно, большинство пользователей при подключении сварочного аппарата довольствуются чужими подсказками и нередко сталкиваются с тяжелыми последствиями. Малой неприятностью будет выход из строя электросети, средней – поломка инвертора, а большой — пожар.
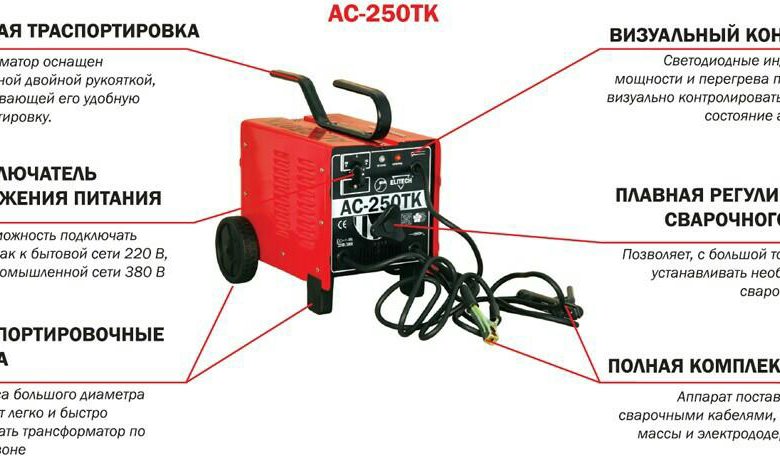
Штатная домашняя розетка рассчитана на ток 10 А. Более современные (евророзетки) на 16 А. Самый слабый бытовой инвертор имеет мощность около 5 кВт и потребляет максимальный ток около 25 А. При таком токе вы не сможете варить без остановок. Но, есть еще такое понятие, как ПВ (продолжительность включения). И если следовать рекомендациям по соблюдению ПВ аппарата для его оптимального охлаждения, то даже бытовым инвертором можно варить 4-х мм. электродом.
При сварке 2-х мм электродом можно варить практически без перерывов. Отсюда вывод – забудьте про включение сварочного инвертора в розетку, рассчитанную на ток 10 А. Включение в 16А розетку допустимо, но не желательно. Лучшим вариантом будет устройство подключения инвертора к домашней сети через промышленный разъем или автоматический выключатель, рассчитанные на коммутацию переменного тока до 30 -50 ампер.
Удлиняем питающий кабель
Эта необходимость появляется повсеместно, ведь штатная длина кабеля не бывает более 2,5 метра. Бытовой инвертор потребляет примерно 25 ампер. Для передачи такого тока достаточно медного провода сечением 2,5 квадратных миллиметра.
Бытовой инвертор потребляет примерно 25 ампер. Для передачи такого тока достаточно медного провода сечением 2,5 квадратных миллиметра.
Полевые работы
Под полевыми условиями будем подразумевать место сварки, не обеспеченное питанием от электрической сети. В таких случаях чаще всего используют автономные бензогенераторы. При этом порой совершают ошибку, полагая, что можно обойтись генератором небольшой мощности. Простые расчеты показывают, что для сварки 3-х миллиметровым электродом, с учетом КПД инвертора, необходим генератор мощностью 6 кВт.
В противном случае, не избежать провалов напряжения на входе инвертора. Слабое место сварочных инверторов: их чувствительность к скачкам напряжения на входе, от которых они могут выходить из строя.
Вывод
Сварочные инверторы не без основания приобрели широкую популярность, как в промышленности, так и в домашних условиях. Можно считать безосновательными разговоры о том, что их нельзя подключать к бытовой сети. При грамотном подходе, они прекрасно работают в таких условиях.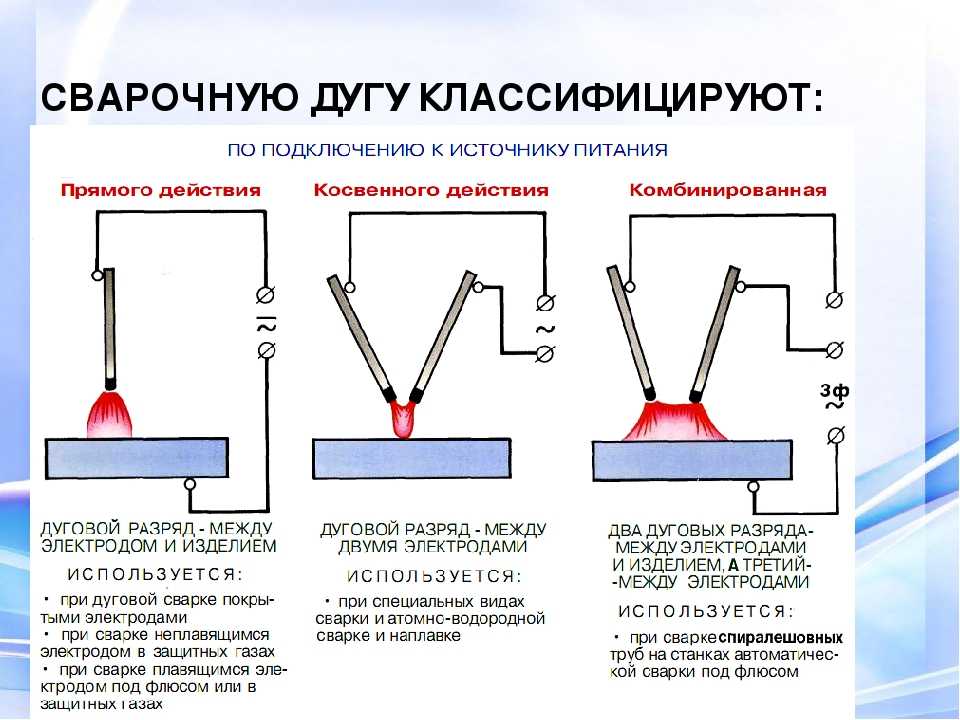
Как правильно подключить сварочный аппарат к сети?
Время чтения: ≈5 минут
Итак, вы приобрели свой первый инверторный сварочный аппарат. Наверняка в комплекте с ним вы найдете инструкцию по эксплуатации. Внимательно изучив ее вы обнаружите, что о правильном включении сказано всего несколько общих фраз. Неужели все так просто? Включить вилку в розетку и все? Увы, но нет.
Сварочный аппарат инверторного типа — это сложный прибор со своими нюансами и особенностями. Бездумно подключив его в бытовую розетку вы рискуете лишиться самого аппарата или проводки в доме. Так как подключить сварочный инвертор правильно?
В этой статье мы кратко расскажем, как подключить сварочный аппарат к домашней сети 220 Вольт и что стоит учитывать.
Содержание
Предварительная проверка
Перед тем, как вы узнаете, как правильно подключить сварочный аппарат, вам нужно убедиться, что проводка в доме способна выдержать сварочные работы. Осмотрите розетки, насколько они старые? Если розетки не менялись более 25 лет, скорее всего и вся проводка в доме тоже старая. Это не критично, если она способна выдерживать большие значения тока. Но зачастую старая проводка не приносит ничего кроме проблем. У вас вряд ли получится использовать современные сварочные провода вместе с аппаратом, если электроснабжение в доме далеко от идеала.
Это не критично, если она способна выдерживать большие значения тока. Но зачастую старая проводка не приносит ничего кроме проблем. У вас вряд ли получится использовать современные сварочные провода вместе с аппаратом, если электроснабжение в доме далеко от идеала.
Не нужно быть электриком, чтобы понять, что будет, если подключить мощный современный сварочник в старые розетки. В лучшем случае вы останетесь без электричества. В худшем случае — все ваши соседи останутся без света, а ваши электроприборы просто выйдут из строя.
Словом, проверьте предварительно, сможет ли ваша проводка выдержать нагрузку. Если вы убедитесь, что не сможет, не отчаивайтесь. Эту проблему можно решить. Об этом мы расскажем позже. А пока ниже представлена схема подключения сварочного аппарата.
Применение генератора тока
Итак, вы проверили свою проводку и оказалось, что подключение сварочного аппарата 220в просто невозможно. Что делать в данной ситуации? Можно использовать сторонний генератор тока.
И вот на этом моменте многие сразу начинают вспоминать, что хранят на даче старый бензиновый генератор, который не раз спасал их от внезапного отключения электричества. С виду применение таких генераторов кажется вполне неплохой идеей, но на практике все иначе. Зачастую все бензиновые генераторы маломощны и не способны длительное время обеспечивать напряжение более 5 кВт.
Как вы понимаете, подключение сварочного инвертора к маломощному бензогенератору просто бессмысленно. Чтобы узнать, какая мощность вам необходима, просто умножьте силу тока, с которой будете варить, на значение напряжения.
Возьмем самую популярную ситуацию: вы варите электродом 3 мм с силой тока в 120 Ампер и напряжением около 40В. Умножаем 120 на 40, получаем 4.8 кВт. Это минимальная мощность, которую должен обеспечивать бензогенератор. Но в расчетах мы не учли КПД сварочного аппарата, которое менее 100%. Чтобы обеспечить бесперебойную работу инвертора нужно как минимум 6 кВт.
В общем, бензогенератор — это выбор для тех, у кого больше нет никакой возможности получить дополнительный источник тока. В идеале необходимо еще перед покупкой инвертора проверить всю проводку и в случае ее непригодности купить сварочник со встроенным генератором. Да, эти модели стоят недешево и очень громоздкие. Но это наиболее удобное решение проблемы.
В идеале необходимо еще перед покупкой инвертора проверить всю проводку и в случае ее непригодности купить сварочник со встроенным генератором. Да, эти модели стоят недешево и очень громоздкие. Но это наиболее удобное решение проблемы.
Если и это решение для вас неудобно, то можно купить специальный стабилизатор тока для сварочного аппарата. Он подключается прямо к сварочному инвертору. Такое решение подойдет для более-менее стабильной электросети.
Применение удлинителей
Тема удлинителей не относится к подключению сварочного аппарата, но два этих вопроса связаны. Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Зачем нужны удлинители? Ведь в комплекте уже есть достаточно длинные провода, обычно до 2.5 метров. Поначалу этого может и будет достаточно, но со временем вы захотите больше свободы для своих действий. Особенно, если аппарат тяжелый, а вам нужно перемещаться по всему дачному участку или варить на высоте.
Поэтому мы решили заодно рассказать вам и про подключение проводов удлинителей. Прежде всего запомните, что их нельзя использовать бездумно. Нужно точно рассчитать, какое должно быть сечение у удлинительного провода. От этого будет зависеть предельная мощность, которую способен выдерживать провод.
Приведем простой пример, используя все те же цифры из прошлого примера. Допустим, нам нужен сварочный ток 120А. Сечение провода 2.5 кв.мм. дает нам 16А. Соответственно, для сварки с током 120А нам нужен провод сечение не менее 12 кв.мм. Мы рекомендуем выбирать удлинительные провода с запасом по сечению. Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не стоит покупать несколько коротких проводов-удлинителей и подключать их вместе. Лучше заранее определитесь с необходимой длинной, и купите один провод. Так вы снизите вероятность снижения КПД сварочного аппарата, К тому же, контактные соединения удлинителя прослужат вам гораздо дольше.
Вместо заключения
Как вам статья?
КОНСТРУКЦИЯ И КОНСТРУКЦИЯ АППАРАТА ДЛЯ ОДНОФАЗНОЙ ДУГОВОЙ СВАРКИ ТИПА 3 КВА, 50 ГЦ Выпуск 5, май 2015 г. 931
ISSN 2229-5518
Проектирование и конструкция инверторного типа
3 кВА, 50 Гц, однофазная дуговая сварка
Машина
Инж. Овбиагеле У; инж. Obaitan B
Abstract: Сварка служит множеству целей в разных областях. Производство машин и оборудования, сварка трубопроводов и коллекторов, сварка конструкций, морская сварка и декоративная сварка — вот примеры сварки, которые имеют место в бизнесе и промышленности. Сварочное оборудование стало одним из наиболее важных инструментов, которыми может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов.
 Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
—————————— ——————————
Сварка — это метод соединения металлов, при котором тепло и/или давление воздействуют на область контакта между двумя компонентами ; присадочный металл может быть добавлен в соединение в зависимости от процесса сварки [1].
Существует множество видов сварки, включая дуговую сварку, контактную сварку, газовую сварку и другие. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель этой конструкции. При дуговой сварке электрическая дуга возникает между основным металлом и электродом. Тепло дуги расплавляет основной металл и сварочный материал с получением металла шва для соединения элементов конструкции [2].
При дуговой сварке электрическая дуга возникает между основным металлом и электродом. Тепло дуги расплавляет основной металл и сварочный материал с получением металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем оператора сварки, известно как сварочный аппарат. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо разработать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем питание 50 Гц или 60 Гц для трансформатора, используемого при сварке. Таким образом, трансформатор гораздо меньшей массы используется для обеспечения гораздо большей выходной мощности. Выбор рабочей частоты выше человеческого слуха снижает шум сварки, производимый обычным аппаратом для дуговой сварки [1]. Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Цепь управления, используемая для управления выходным сварочным током, предназначена для управления выключателем питания на высокой частоте. Силовой ключ на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен отказам, чем силовой ключ на МОП-транзисторах.
Вес и размер трансформатора обычного аппарата дуговой сварки так же велики, как и шум при сварке.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является разработка и изготовление аппарата для дуговой сварки, работающего на
48В постоянного тока с переменной частотой. Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный аппарат для дуговой сварки, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание экономичного, прочного, портативного и мобильного аппарата для дуговой сварки.
Сварочный источник питания трансформаторного типа преобразует электроэнергию высокого напряжения и слабого тока из электросети в сильноточный и низковольтный (обычно от 17 до 45 вольт и от 55 до 590 ампер). Выпрямитель используется для преобразования переменного тока в постоянный для получения на выходе постоянного тока. Перемещение магнитного шунта в сердечник трансформатора и из него помогает изменять выходной ток. Последовательный реактор на вторичной обмотке управляет выходным напряжением от набора отводов на вторичной обмотке трансформатора. Этот тип источника питания является наименее дорогим, но громоздким. Именно низкочастотные трансформаторы должны иметь максимально высокую намагничивающую проводимость, чтобы избежать расточительных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (полевой транзистор на основе оксида металла и полупроводника), стало возможным создание импульсного источника питания, способного выдерживает высокие нагрузки дуговой сварки. Эти конструкции известны как инверторные сварочные аппараты. Сеть переменного тока сначала выпрямляется до постоянного тока; затем переключатель мощности постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения желаемого сварочного напряжения или тока. Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения значительно уменьшает объем понижающего трансформатора. Масса магнитных компонентов (трансформатора и проводников) быстро уменьшается по мере увеличения рабочей (переключаемой) частоты. Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Наш подход к этому проекту реализуется посредством проектирования и строительства входной подсистемы, блока управления и выходной подсистемы. Сварка металла происходит при соединении блока управления и выходной подсистемы через свариваемый токопроводящий объектив. Сварка – это процесс соединения двух или более одинаковых или разнородных материалов с применением или без применения тепла и/или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
933
ISSN 2229-5518
При проектировании мы начали с общей системы и приступили к разделению ее на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом. Аппаратный прототип был реализован или реализован на экспериментальной макетной плате. Это было достигнуто за счет реализации инверторного входа
в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Блок-схема системы инверторного сварочного аппарата показана на рис.1.
Буфер генератора
Усилитель мощности
Трансформатор
O/P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, спроектированный как источник тока, соответствующий блок-схеме, показанной на рис. 1, который состоит из следующих этапов.
для чередования источника постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013).
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. полевой транзистор с Vгс большим пороговым напряжением. Частота, на которой работает схема, определяется каскадом генератора.
Сварочные трансформаторы рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, определяется формулой
В = C + DL [5]…………………………….. …………………………………………. …………………………………………. … (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет от 2 до 4 мм Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Спецификация конструкции
Спецификация конструкции
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Тл 106 А/м2
Коэффициент площади Kw = 0,3
Вольт на виток
Vt = K кВА [6] …………………….. …………………………………………. ………….. (2)
Для прямоугольной волны,
Расчет площади сердечника, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44fBm Ai [6] ………………….. …………………………………………. …………………………………………. …….. (3)
A1 =
0,78
4,44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
International Journal научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 . ………………………. …………………………………………. …………………………… (4)
………………………. …………………………………………. …………………………… (4)
29,28 = 32,53 см2
0,9
Предположим, 0,9 в качестве коэффициента суммирования.
Ширина центрального плеча = 2 x ширина бокового плеча
= 2 x a…………………………… …………………………………………. …………………………………………. …………….. (5) Глубина ядра, b = 2,5 х ширина центрального отростка = 2,5 х 2а = 5а
Ag = b x 2a = 5a x 2a = 10a2……………………………….. …………………………………………. …………………….. (6)
Следовательно, 10 a2 = 32,53
Так как a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердцевины, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина бокового плеча = 1,80 см
Aw =
кВА
2,22 x f x В х А х К х j х 10−3
[7] . ……………………………….. ………………………………………. (7)
……………………………….. ………………………………………. (7)
Aw =
3
2,22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww)
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] …………………….. …………………………………………. …………………………………………. ( 8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г.
3
Отсюда Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ………………………….. …………………………………………. ……………………………….. (9)
= 15,6 + (2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww ) + (4 x a) …………………. …………………………………………. ……….. …………… (10)
…………… (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки Т1 =
Вт
……………………………………… …………………………………………. ……………. (11)
48 = 62
0,78
Общее количество витков на первичной обмотке 124 (с центральным отводом)
Ток первичной обмотки
I1 =
Мощность ……………………………….. …………………………………………. …… (12)
В1
= 3000
48
= 62,5 А
Принимая ток 3,2 А/мм2 для первичной обмотки, площадь проводника
а1 =
62,5
3,2
= 21 К 9002 мм рассчитать диаметр проводника,
a1 =πr =
πd2
4
……………………………. …………………………………………. …………………………………………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
=4,996 мм
Витки вторичной обмотки T2 =
V2 . ………….. …………………………………………. ……………………………….. (14)
………….. …………………………………………. ……………………………….. (14)
Вт
IJSER © 2015 http ://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
При расчете числа витков вторичной обмотки выбирается допуск 5%, чтобы компенсировать падение напряжения в обмотке.
Поэтому
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
Мощность. …………………………………………. ………………………… (15)
V2
= 3000
25
= 120 А
Принимая ток 3,2 А/мм2 для вторичной обмотки, площадь проводника
а = 120
= 40 мм2
2 9 3,2
а 2 =πr =
πd2
4
………………………………… ……………….. ………. (16)
………. (16)
Где a2 = площадь вторичного провода, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… …………………………………………. ………………………………………. (17)
Предположим, что C1 = 0,1 x 10-6 Ф и требуемая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10-6 x 50
= 236 кОм
IC SG3524 используется в секции колебаний этого инвертора. Эта микросхема используется для генерации частоты 50 Гц, необходимой для подачи переменного тока инвертором. Чтобы запустить этот процесс, питание от батареи подается на вывод 15 SG3524 через NPN-транзистор (TIP41). D3 у основания Q3, как показано на рис. 2. Используется для регулирования напряжения питания микросхемы SG3524. Вывод 8 соединен с минусовой клеммой аккумулятора. Выводы 6 и 7 микросхемы являются выводами секции колебаний. Частота, создаваемая микросхемой, зависит от емкости конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
2. Используется для регулирования напряжения питания микросхемы SG3524. Вывод 8 соединен с минусовой клеммой аккумулятора. Выводы 6 и 7 микросхемы являются выводами секции колебаний. Частота, создаваемая микросхемой, зависит от емкости конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20К) подключается к земле с вывода 6 микросхемы. Эта предустановка используется для того, чтобы значение выходной частоты можно было отрегулировать до постоянных 50 Гц. Фиксированная
сопротивление 220К подключено последовательно с переменным резистором, как показано на рис. 3. по соотношению:
3. по соотношению:
F = 1,30
C1CT
[9]. …………………………………………. …………………………………………. …………………………… (18)
Где F — частота в кГц, RT — полное сопротивление на выводе 6, а CT — общая емкость на выводе 7. Следовательно, для получения частоты 50 Гц
Учитывая CT = 0,1 мкФ
F = 1,30·
50 x (0,1 X 10−6 )
= 260 кОм
Следовательно, RT необходимо изменять на 100K, чтобы получить частоту 50 Гц. В нашей конструкции мы использовали постоянный резистор на 200К и переменный резистор на 100К.
Сигналы, генерируемые в секции генератора ИС, поступают на секцию триггера ИС. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет равен нулю, а когда первый сигнал станет равным нулю, второй будет положительным. Следовательно, для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду, т. е. внутри триггерной секции микросхемы генерируется пульсирующий сигнал с частотой 50 Гц.
е. внутри триггерной секции микросхемы генерируется пульсирующий сигнал с частотой 50 Гц.
Этот переменный сигнал частотой 50 Гц имеет выход на контактах 11 и 14 микросхемы.
Этот пульсирующий сигнал может также называться управляющим сигналом MOS. Этот управляющий сигнал МОП-транзистора на контактах 11 и
14 находится в диапазоне 4,6–5,4 В.
Напряжение на этих контактах должно быть одинаковым, поскольку любое изменение напряжения на этих контактах может повредить
MOSFET на выходе.
Поскольку опорное напряжение для усилителя ошибки (вывод 2) установлено равным 2,5 В с помощью делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, что R4 = 4700 Ом,
Vpin 1 = Vref x
R 4
R 4 + R 3
………………… …………………………………………. …………………………………………. ..(19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER © 2015 http://www. ijser.org
ijser.org
3 9 Научные и инженерные исследования, том 6, выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
……………………. …………………………………………. ………………………………………. (20)
RS = R6 + R7, обратите внимание, что Vout — положительное значение, которое в нашем проекте равно 14,5 В. Требуемое напряжение на контакте 2 равно 2,5 В
Предположим, что R5 = 100 K;
Rs =
Vpin2 x Rs
………………………………… …………………………………………. ………………………………………(21)
Vout
+ VPIN2
R S =
2,5 x 100 000
14,5 — 2,5
= 20,833Kω
Принимая предварительную установку R6, затем R7 = 0,83 K
VPIN 15 = VD3 — VBE (Q3)
VBE 900 21. 13 – 0,7 = 12,3 В
После проектирования и изготовления были проведены испытания на обрыв и короткое замыкание. Также была проведена физическая обработка машины.
Также была проведена физическая обработка машины.
Щипцы электрододержателя плотно захватывают электрод в различных рабочих положениях; следовательно, на ключе не было замечено эффекта дуги. Производство дуги с электродом разного калибра было очень удовлетворительным для металлургических заводов.
Он обладает хорошими характеристиками и высокой эксплуатационной эффективностью, и испытания показали, что конструкция отвечает ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлены конструкция и конструкция инверторного типа 3кВА, 50 Гц, однофазной дуговой сварочной машины.
Успешное завершение этой работы предоставит возможности трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия. Это также уменьшит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = число оборотов на вольт
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (Гц)
U1
D4 D6
+ 48V
D7 D5
PC 123
4. 7 KΩ R1
7 KΩ R1
U2 D3
13V
TIP41
Q3
100 KΩ
R6
20 KΩ
1KΩ
R5
4.7 KΩ
R7
R3
4.7 KΩ
1
2
3 R4 4
5
16
15
14
13 R2
12
330Ω
10 KΩ
D1
R10
T1
9012
Q2
6
R9100K 200 Kom
R8 7
C1 8
0,1 мкл
11
10 10 KOM
9 R14
10 KOM
R11
D2
9012
Q2
T2
0,11,1121 2
121212121212121212121212121212121212121212121212121212121 2
2
2
2
2
2
.
C3
10 кОм
1 мкФ, 50 В
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 941
ISSN 2229-5518
R17
Q4 1KΩ
T2 T1
R24
1KΩ
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1KΩ
R19
1KΩ
R20
1KΩ
R21
1 кОм
R22 48 В
1 кОм
R23
R25
1 кОм
R26
1 кОм
R27
1 кОм
1KΩ
R29
1KΩ
R30
Q12
Q13
Q14
Q15
Q16
Q17
1KΩ D8
D9 1KΩ
a
N1
A2 A1
Primary
Electrode/Holde
N2
U2 U1
Среднее
Работа
IJSER © 2015 http://www. ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александр, Р. Бонарт и Э. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding . Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004 г.
[3] М.Г. Скажем, Производительность и конструкция машины переменного тока , Лондон: Pitman, стр. 176-19.8,
1978
[4] Б. А. Эзекойе, «Характеристика и производительность твердотельного инвертора и его применение в фотогальванике
», Тихоокеанский журнал науки и техники, том 8, нет. 1, стр. 68-72, май 2007 г.
[5] Э. Линколин, Справочник по процедурам дуговой сварки, (14-е издание), Нью-Джерси: Prentice Hall Inc., стр.
1-6, 1994 г.
[6] К. М. Мурти Вишну, Компьютерное проектирование электрических машин , Султан Базар: принтеры Adithya Art, стр. 95-134, 2008.
[7] Б.Л. Терая и А.К. Theraja, Electrical Technology (24-е издание), New Delhi: S.Chand and Company
Ltd, стр. 1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельский, Устройства силовой электроники и теория цепей, (6-е издание), New
Delhi: Prentice Hall, pp.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013 г.
Авторы: инж. Овбиагеле У, инж. Obaitan B Департамент электротехники и электроники Auchi Polytechnic, Auchi
Эл.有限公司
产品中心 Центр продуктов
{{= имя}}
{{еще}}
{{= имя}}
{{/если}}
{{если родитель}}
{{еще}}
{{/если}}
Информация о продукте
Этот продукт заменяет номер продукта: 670398
Особенности
- Аппарат UWI-500TP предназначен для сварки всеми типами и размерами сварочной проволоки, покрытыми электродами, угольными электродами и электродами для сварки TIG в диапазоне токов: 5 — 500А.

- Компенсация линейного напряжения поддерживает постоянную выходную мощность источника питания независимо от колебаний входной мощности от 10% ниже минимального до выше максимального номинального входного напряжения.
- Функция полной защиты со световым индикатором предотвращает повреждение машины в случае выпадения одной из фаз основного источника питания или при подаче на машину перенапряжения.
- Защита от тепловой перегрузки с помощью световых индикаторов помогает предотвратить повреждение машины в случае превышения рабочего цикла или блокировки потока воздуха.
- Безопасен в использовании. Функция устройства снижения напряжения снижает контактное напряжение разомкнутой цепи всего до 9 В, обеспечивая оптимальную безопасность оператора.
- Дистанционное управление силой тока можно использовать для всех процессов, а также для двух параллельно работающих машин до 1000 ампер для строжки воздушно-угольной дугой.
- Отдельные характеристики доступны для сварки стандартными электродами, для целлюлозных электродов, для TIG, для строжки с воздушно-угольной дугой и для сварки проволокой с защитным газом или без него.
 Это обеспечивает оптимальные свойства для всех процессов
Это обеспечивает оптимальные свойства для всех процессов - Регулируемый горячий старт для сварки ММА обеспечивает оптимальное зажигание дуги для всех типов электродов и предотвращает пригорание электрода.
- Регулируемая сила дуги для сварки ММА позволяет изменять характеристики дуги для конкретных применений и электродов.
- Двухступенчатое управление горелкой TIG с функцией Lift-Arc обеспечивает легкий и плавный запуск дуги TIG, а дистанционное управление от 5 А до максимума обеспечивает полный контроль дуги как во время сварки, так и при нисходящем конце сварного шва.
Регулируемая продувка газа предотвращает дефекты в конечной фазе сварки.
Преимущества
UWI-500TP может выполнять обычные стержневые электроды, целлюлозные стержневые электроды, TIG (с подъемной дугой), сварку проволокой и строжку воздушно-угольной дугой.
Диапазон тока от 5 до 500 А охватывает использование сварочных электродов любого размера, а параллельное соединение двух аппаратов обеспечивает 1000 А для самых требовательных к мощности задач по строжке воздушно-угольной дугой.
Спецификация
Генерал
| Invent Hazard Material (IMO/EU) классификация | Д-1 |
|---|
Размеры/Вес
| Высота [мм] | 510 |
|---|---|
| Длина | 670 |
| Вес [кг] | 47 |
| Ширина [мм] | 290 |
Технические данные
| Рабочий цикл [%] | 50 при максимальном токе |
|---|---|
| Пылевлагозащита | ИП23С |
| Рекомендуемый предохранитель [А] | 32 медленный |
| Напряжение [В] | 3 фазы 380-440В 50/60Гц электропитание |
| Сварочный ток [А] | 5-500 |
Варианты
| Название продукта | Номер продукта | Высота [мм] | Длина | Вес [кг] | Ширина [мм] | Invent Hazard Material (IMO/EU) классификация | Рабочий цикл [%] | Пылевлагозащита | Рекомендуемый предохранитель [A] | Напряжение [В] | Сварочный ток [А] |
|---|---|---|---|---|---|---|---|---|---|---|---|
ACA-384 15X5X305MM 50 ШТ. 2,1 КГ 2,1 КГ | 758458 (заменяет 699561) | 2.1 | нет данных | ||||||||
| ACA-384 8.0X305MM 50 ШТ. 1,3 КГ | 758466 (заменяет 699553) | 1.3 | нет данных | ||||||||
| ACA-384 8.0X305MM 50 ШТ. 1,3 КГ | 758466 (заменяет 699553) | 1.3 | нет данных | ||||||||
| ВОЗДУШНАЯ ДУГОВАЯ ГОРЕЛКА 600A | 528703 | нет данных | |||||||||
| ВОЗДУШНАЯ ДУГОВАЯ ГОРЕЛКА 600A | 528703 | нет данных | |||||||||
| ВОЗДУШНАЯ ДУГОВАЯ ГОРЕЛКА 600A | 528703 | нет данных | |||||||||
ПРЕОБРАЗОВАТЕЛЬ В СБОРЕ.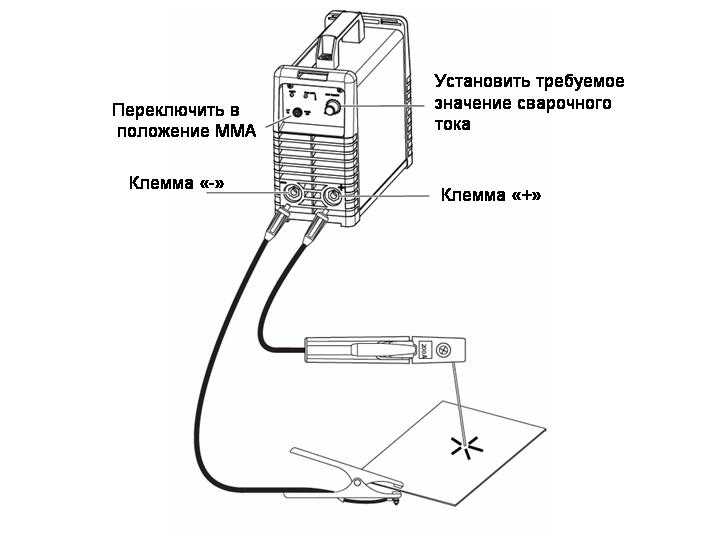 2 шт. 2 шт. | 634121 (заменяет 531137) | нет данных | |||||||||
| ПРЕОБРАЗОВАТЕЛЬ В СБОРЕ. 2 шт. | 634121 (заменяет 531137) | нет данных | |||||||||
| ПРЕОБРАЗОВАТЕЛЬ В СБОРЕ. 2 шт. | 634121 (заменяет 531137) | нет данных | |||||||||
| СВАРОЧНЫЙ ИНВЕРТОР UWI-500TP | 500500 (заменяет 670398) | 510 | 670 | 47 | 290 | Д-1 | 50 | ИП23С | 32 А | 3 фазы 380-440В 50/60Гц электропитание | 5-500 |
未找到相应参数组,请于后台属性模板中添加
{«specs»:[],»skus»:[{«id»:201,»useViewType»:false,»productId»:119,»templateId»:1,»code»:»191-500500″,»name «:»500500 СВАРОЧНЫЙ ИНВЕРТОР UWI-500TP»,»цена»:0,00,»retailPrice»:0,00,»вес»:0,00,»статус»:»1″,»значение по умолчанию»:»1″,»дата создания»:» 2020-12-04 11:19:10″,»updateDate»:»2020-12-04 11:19:10″,»productSkuSpecs»:[],»MOQ»:1,»skuId»:0,»chargedWeight «:0.