Подключение сварочного инвертора: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как выполняется подключение сварочного аппарата?
Автор На чтение 7 мин Просмотров 4.2к. Опубликовано
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Самодельный сварочный аппарат для сварки на постоянном токе.
Содержание
- Основные рекомендации и техника безопасности
- Пошаговая инструкция по подключению сварочного аппарата
- Особенности подключения в зависимости от типа аппарата
- Возможные проблемы после подключения
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Положение электрода при сварке.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой.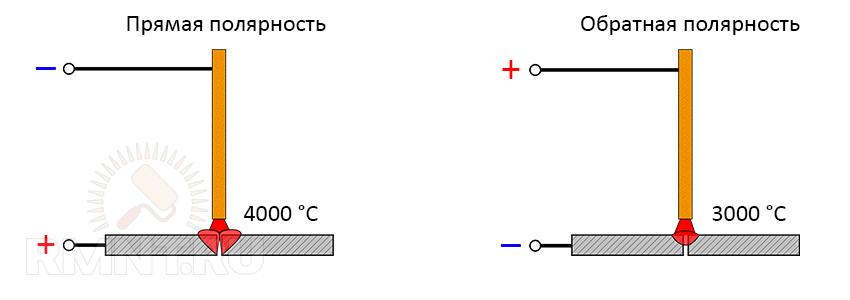 Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать.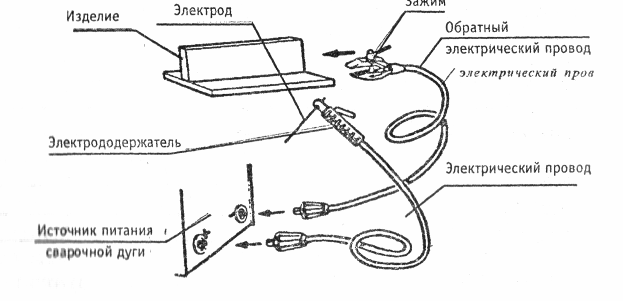 В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Возможные проблемы после подключения
Рисунок 4. Схема подключения сварочного трансформатора.
После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
Подключение сварочного аппарата в обычной сети
При работе по хозяйству, как на даче, так и в частном доме или квартире, может понадобиться сварочный аппарат. Поскольку это довольно мощный электроприбор, его эксплуатация может стать серьёзным испытанием для бытовой электропроводки. Чтобы избежать неприятных последствий от эксплуатации подобной техники, следует заранее изучить ряд технических нюансов домашней электросети. Данную статью мы посвятили разбору таких моментов и советам по оптимизации работы со сварочным аппаратом от опытных мастеров.
Практика показывает, что использование сварочника в быту вполне может быть безопасно, но для этого необходимо соблюдение ряда условий, главнейшими из которых будут подходящие провода и электрофурнитура. На рынке сегодня можно отыскать модели сварочных аппаратов, мощность которых составляет от 3 до 5 кВт, что вполне по силам выдержать бытовой проводке. К большому сожалению, в большинстве технических паспортов и инструкций по пользованию, предлагающихся к подобной продукции, вообще отсутствуют какие-либо рекомендации в отношении политики безопасного подключения к электросети. Безусловно, производители в основном исходят из того, что техника подобной мощности будет подключаться в мастерских и гаражах, где проводка более приспособлена к высоким нагрузкам, однако необходимость применить сварочный аппарат даже в квартире многоэтажки также периодически возникает. Зачастую общие рекомендации по работе с изделием сведены к тому, какие циклы эксплуатации и отдыха нужно выдерживать, а также как необходимо использовать органы управления на лицевой панели, но, к сожалению, мало кто уделяет внимание корректному подключению к сети 220 В. Именно эту оплошность мы и хотели бы далее устранить.
Именно эту оплошность мы и хотели бы далее устранить.
Как и в большинстве других случаев, начинать детальный разбор политики эксплуатации прибора следует с того, как он устроен. На сегодняшний день в продаже можно отыскать всего два типа сварочников: трансформаторные и инверторные. Они отличаются по габаритам, удобству и влиянию на электросеть при эксплуатации. Рассмотрим оба типа подробнее.
- Трансформаторные сварочные аппараты принадлежат к уже морально устаревающей группе устройств. Они не просто более громоздкие и тяжёлые, но и имеют гораздо меньше удобных в работе регулировок и способов защиты электросетей. Однако частота их работы совпадает с сетевой и составляет 50 Гц, что позволяет обойтись без преобразования хотя бы этого параметра тока. Если взять некую усреднённую модель такого прибора, то её мощность составит 2,5-5 кВт при силе сварочных токов в диапазоне от 30 до 160 А. В подобных моделях могут применяться электроды от 0,5 до 1,5 мм, позволяющие производить довольно скромный перечень сварочных работ.
 Вдобавок вес изделия в среднем составляет 25-30 кг при габаритах корпуса 60 х 40 х 40 см. Основным недостатком столь внушительного во всех смыслах электроприбора является скачок тока в сети при его включении. Даже при условии, что в квартире установлена новая проводка и подходящие по номиналу автоматические выключатели, всё же существует риск их периодического срабатывания. Кроме того, обычная розетка подключение такого изделия скорее всего не выдержит и уже после второго-третьего запуска попросту сгорит. Таким образом, для обеспечения хотя бы минимальной безопасности при эксплуатации сварочных аппаратов трансформаторного типа обязательно использовать специальные розетки – например, такие, как применяются для стационарного подключения электроплиты. Кроме того, следует позаботиться о прокладке до неё отдельной линии питания: непосредственно от распределительного щитка до предполагаемого места будущей эксплуатации сварочника. Рекомендуемый ампераж розетки, устанавливаемой в данном случае, начинается от 40 А.
Вдобавок вес изделия в среднем составляет 25-30 кг при габаритах корпуса 60 х 40 х 40 см. Основным недостатком столь внушительного во всех смыслах электроприбора является скачок тока в сети при его включении. Даже при условии, что в квартире установлена новая проводка и подходящие по номиналу автоматические выключатели, всё же существует риск их периодического срабатывания. Кроме того, обычная розетка подключение такого изделия скорее всего не выдержит и уже после второго-третьего запуска попросту сгорит. Таким образом, для обеспечения хотя бы минимальной безопасности при эксплуатации сварочных аппаратов трансформаторного типа обязательно использовать специальные розетки – например, такие, как применяются для стационарного подключения электроплиты. Кроме того, следует позаботиться о прокладке до неё отдельной линии питания: непосредственно от распределительного щитка до предполагаемого места будущей эксплуатации сварочника. Рекомендуемый ампераж розетки, устанавливаемой в данном случае, начинается от 40 А. Если для подключения прибора придётся задействовать удлинители и сетевые фильтры, это должны быть самые дорогие и надёжные модели среди имеющихся в Вашем хозяйстве, иначе риск нагрева, искрения или даже возгорания в месте соединения звеньев электрической цепи будет чрезвычайно высок.
Если для подключения прибора придётся задействовать удлинители и сетевые фильтры, это должны быть самые дорогие и надёжные модели среди имеющихся в Вашем хозяйстве, иначе риск нагрева, искрения или даже возгорания в месте соединения звеньев электрической цепи будет чрезвычайно высок. - Инверторные сварочные аппараты, напротив, являются наиболее технически продвинутыми моделями. Несмотря на название, в них тоже есть трансформатор, но работает он по-другому, что позволяет производителям снизить вес и габариты без ущерба для основных эксплуатационных характеристик. Почти все модели такого типа позволяют варьировать частоту в диапазоне от 50 до 100 Гц, за счёт чего изменяется и скорость, и качество сварки. При этом вес среднего изделия такого рода составляет всего 2,5-5 кг, а размеры более, чем скромны – около 30 х 20 х 20 см. Более выигрышно он смотрится и в других отношениях: сварочный ток здесь часто варьируется от 3-5 до 160 А, изделие позволяет использовать электроды диаметром от 0,5 до 5 мм, не вызывает опасных резких скачков в питающей сети при включении и эксплуатации, а также практически всегда имеет встроенный механизм принудительного охлаждения.
 Безусловно, инверторы тоже нуждаются как в заранее выделенной линии электропроводки, выполненной при помощи провода или кабеля с верно рассчитанным сечением, так и в розетке, способной выдержать силу тока выше обычных для быта величин.
Безусловно, инверторы тоже нуждаются как в заранее выделенной линии электропроводки, выполненной при помощи провода или кабеля с верно рассчитанным сечением, так и в розетке, способной выдержать силу тока выше обычных для быта величин.
Вернёмся к наиболее общим моментам, которым обязательно следует уделить внимание, какой бы тип сварочного аппарата Вы ни использовали. К примеру, в домах старой постройки, где ни разу не производилась капитальная замена проводки или новые кабеля проложены лишь фрагментарно, подключать современные сварочники без комплекса подготовительных работ нельзя ни в коем случае. Самое безобидное последствие такого действия – у вас выбьет пробки и немного оплавятся гнёзда розетки, в которую был подключён аппарат. Куда более вероятно – автоматика в щитке не просто сработает, а выйдет из строя и её придётся заменять. Также велики шансы на то, что пострадает и другая бытовая техника, стационарно подключённая к сети – например, холодильник или телевизор. Весьма нередки случаи, когда последствия безответственного отношения домашних мастеров чувствуют даже соседи: у них начинают мигать лампочки в люстрах, а иногда может сработать и автоматика.
Весьма нередки случаи, когда последствия безответственного отношения домашних мастеров чувствуют даже соседи: у них начинают мигать лампочки в люстрах, а иногда может сработать и автоматика.
В жилых домах старого фонда используются провода и розетки, которые зачастую способны выдерживать силу тока не более 10 А, и то весьма краткий период времени. Некоторые хрущёвки позднего периода и квартиры в новостройках имеют предел уже в 16 А и 25 А, соответственно, что подтверждается автоматами в щитках именно с таким номиналом. Важно понимать, что для нормальной работы сварочного аппарата способ защиты проводки должен быть ничуть не хуже самих проводов. К примеру, в переоборудованных коммуналках не редкостью является такая ситуация, когда все провода в квартирах заменены на новые, а сечение некоторых из них позволяет выдерживать токи даже свыше 16 А, но при этом общие этажные шкафы, в которых заперты счётчики с устройствами защиты, всё ещё оснащены лишь старыми керамическими пробками, автоматическими выключателями образца начала 2000-х годов или вовсе «жучками». В такой сети эксплуатировать сварочный аппарат вообще нельзя, пока не будет произведена полная реконструкция щитка с проверкой подходящих к нему проводов. Нарушение этого правила – прямой путь не просто к поломке чего-то мелкого, а к пожару, который может затронуть далеко не одну квартиру!
В такой сети эксплуатировать сварочный аппарат вообще нельзя, пока не будет произведена полная реконструкция щитка с проверкой подходящих к нему проводов. Нарушение этого правила – прямой путь не просто к поломке чего-то мелкого, а к пожару, который может затронуть далеко не одну квартиру!
Сварка сама по себе – это весьма кропотливое и ответственное занятие. В некоторых случаях даже при формально корректно оборудованных электрокоммуникациях возможны неприятные последствия. Например, к домам из двух-трёх этажей, даже расположенным в черте города, часто подходят именно воздушные линии питания. При малейшем несоблюдении правил подключения сварочника есть вероятность вызвать возгорание проводов, повреждение жил или отгорание клеммы в месте подвода. Кроме того, вполне реально нагрузить проводку до такой степени, что у всех в доме вольтаж просядет до 150-180 В. При этом и хозяин сварочного аппарата не сможет нормально варить, и другие люди рискуют остаться без света или какое-то время делать домашние дела при тусклом свете лампочек.
Как уже упоминалось ранее, существенное внимание следует уделять и промежуточным звеньям в питающей цепи, коими зачастую выступают разные удлинители. Хотя для подключения сварочника в доме зачастую и прокладывают отдельную линию, подобрать такое место, откуда был бы удобен доступ к любой точке дома, невозможно. Собственный шнур питания устройства обычно имеет длину, не превышающую 1,5-2 метра, а потому удлинитель пригодится мастеру примерно в 50% случаев. Здесь действуют те же правила, что и в обычном электромонтаже: сечение изделия определяет его максимально допустимый ток. Кабель в 1,5 кв. мм можно эксплуатировать под нагрузкой с силой тока в 16 А, а при сечении в 2,5 кв. мм – до 25 А. Второго бывает практически всегда более, чем достаточно при выполнении огромного многообразия сварочных работ в быту.
Опытные мастера советуют новичкам использовать только фирменные удлинители на бобинах, а не пытаться собрать переноску самостоятельно. При этом, приступая к работе, настоятельно рекомендуется размотать провод полностью и разложить на полу. Так он будет быстрее охлаждаться и риск перегрева минимизируется. Дабы лишний метраж не мешал под ногами, правильнее всего будет изначально покупать удлинитель не со слишком большой длиной. Зачастую в квартире хватает 10 м, а в частном доме – 20 м. Для крупного коттеджа предел составляет 30 м, и то в большей степени из-за того, что техническая розетка с повышенным токовым пределом обычно ставится в гараже на нижнем этаже. Лишний в данных обстоятельствах метраж лучше всего разложить по полу в противоположном конце помещения, чтобы и его случайно не повредить, и работать было удобнее. Разматывать бобину также нужно и для того, чтобы предотвратить в ней образование индуктивного сопротивления и наводок. В определённых обстоятельствах, особенно при обилии металлического инструмента поблизости и длительной работе сварочника, такая катушка рискует стать подобием электромагнита. Кроме того, обращаем внимание читателей, что для безопасной эксплуатации сварочного оборудования домашняя сеть должна быть заземлена.
Так он будет быстрее охлаждаться и риск перегрева минимизируется. Дабы лишний метраж не мешал под ногами, правильнее всего будет изначально покупать удлинитель не со слишком большой длиной. Зачастую в квартире хватает 10 м, а в частном доме – 20 м. Для крупного коттеджа предел составляет 30 м, и то в большей степени из-за того, что техническая розетка с повышенным токовым пределом обычно ставится в гараже на нижнем этаже. Лишний в данных обстоятельствах метраж лучше всего разложить по полу в противоположном конце помещения, чтобы и его случайно не повредить, и работать было удобнее. Разматывать бобину также нужно и для того, чтобы предотвратить в ней образование индуктивного сопротивления и наводок. В определённых обстоятельствах, особенно при обилии металлического инструмента поблизости и длительной работе сварочника, такая катушка рискует стать подобием электромагнита. Кроме того, обращаем внимание читателей, что для безопасной эксплуатации сварочного оборудования домашняя сеть должна быть заземлена. Как трансформаторники, так и инверторы подключать допускается только в розетки с заземлением, рассчитанные на требуемый ампераж.
Как трансформаторники, так и инверторы подключать допускается только в розетки с заземлением, рассчитанные на требуемый ампераж.
Порой случается и так, что не хватает длины выводных проводов аппарата. Крайне не рекомендуется мастерить промежуточные соединения, даже при использовании самых технологичных способов. Правильнее будет приобрести новый многожильный провод нужного метража, разобрать сварочник или штекер, а затем присоединить отвод к клемме. Здесь следует быть очень внимательным: рассчитывая на ток в 140 А, необходимо запасаться отрезком толстого кабеля диаметром около 7 мм, чтобы площадь его сечения составляла не менее 35 кв. мм.
Иногда достойной альтернативой подключению к бытовой сети является использование генераторов. К сожалению, такой способ неприемлем для квартир и применяется только в частных домовладениях. Часто маломощный бензиновый генератор действительно отлично помогает избежать ненужных скачков вольтажа в сети, уберечь себя и соседей от потенциальных опасностей электротока. Важно лишь, чтобы мощность такого устройства была не менее 5 кВт, иначе работать сварочником будет очень неудобно и даже простой шов отнимет очень много времени. При заведомо слабой и уязвимой сети иногда имеет смысл приобрести комбинированное изделие – сварочный аппарат, оснащённый собственным генератором. Такое решение никак не назовёшь бюджетным, однако в определённых обстоятельствах подобные затраты намного разумнее в сравнении с ремонтом половины домашней техники или устранением последствий пожара. Как видим, избежать неприятностей при работе со сварочником вполне реально, если подойти к вопросу обстоятельно и заранее подготовить домашнюю электросеть для эксплуатации столь мощного прибора.
Важно лишь, чтобы мощность такого устройства была не менее 5 кВт, иначе работать сварочником будет очень неудобно и даже простой шов отнимет очень много времени. При заведомо слабой и уязвимой сети иногда имеет смысл приобрести комбинированное изделие – сварочный аппарат, оснащённый собственным генератором. Такое решение никак не назовёшь бюджетным, однако в определённых обстоятельствах подобные затраты намного разумнее в сравнении с ремонтом половины домашней техники или устранением последствий пожара. Как видим, избежать неприятностей при работе со сварочником вполне реально, если подойти к вопросу обстоятельно и заранее подготовить домашнюю электросеть для эксплуатации столь мощного прибора.
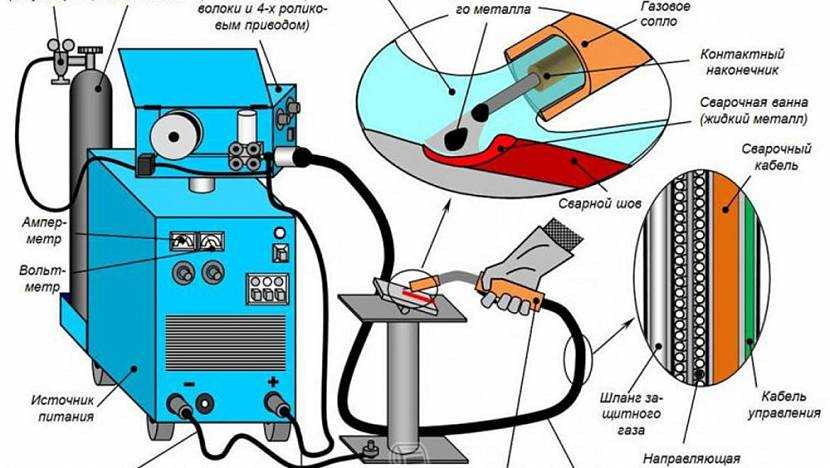
Направляющая сварочного кабеля
Что такое сварочный кабель? Кабель сварочный предназначен для использования в аппаратах электродуговой сварки для питания электрода, металлического стержня специальной конструкции, проводящего заряд. Сварочный кабель чрезвычайно прочный и гибкий . Дуговая сварка требует, чтобы человек перемещал электрод по цеху и вдоль свариваемых стыков, поэтому очень важно иметь гибкий сварочный кабель, обеспечивающий легкость перемещения. Большое количество жил и резиновая изоляция повышают гибкость кабеля. Прочный кабель важен в промышленных условиях, где истирание, порезы, ожоги от искр, а также воздействие масла и воды могут быстро привести к износу более слабого кабеля. Сварочный кабель TEMCo представляет собой очень гибкий многожильный провод № 30 из неизолированной меди с изоляцией из высококачественного черного EPDM. Бумажный сепаратор используется для улучшения стираемости. Максимальная рабочая температура проводника составляет 105°С в цепях напряжением не более 600 вольт. Минимальная рабочая температура -50°C. | Индекс Размеры и области применения |
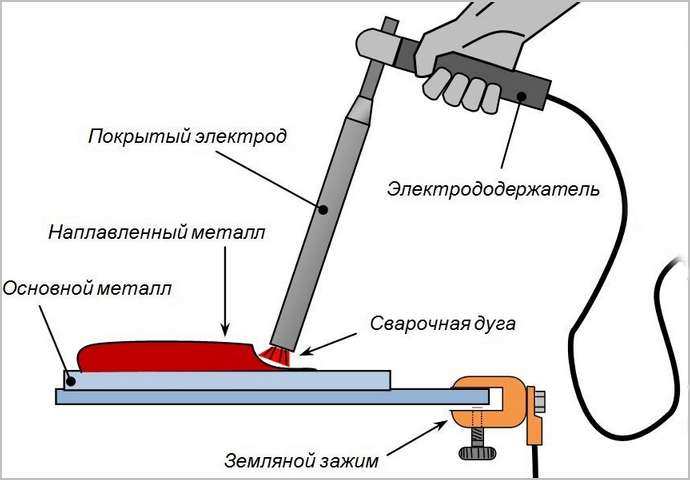
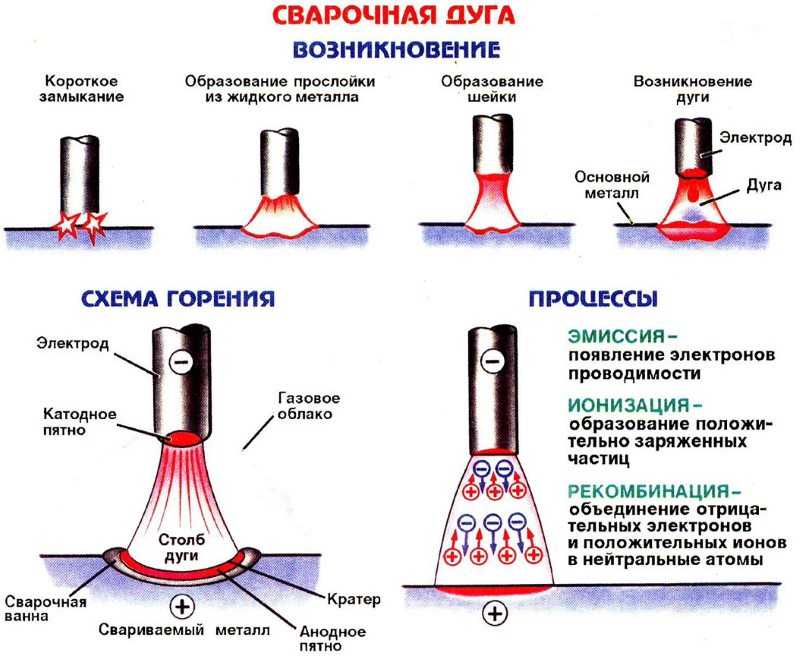
 Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла, между электродом и свариваемыми металлами.
Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла, между электродом и свариваемыми металлами. Посмотрите наше руководство ниже, чтобы узнать больше о размерах сварочных кабелей и их применении. Наша полная линейка продуктов также доступна ниже.
Посмотрите наше руководство ниже, чтобы узнать больше о размерах сварочных кабелей и их применении. Наша полная линейка продуктов также доступна ниже.Размеры и области применения
Это руководство предназначено для информирования и поддержки при правильном выборе и использовании сварочного кабеля. Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с размерами и выбором деталей для вашего конкретного применения.
Размер
Для сварочных работ необходимо учитывать следующие характеристики:
Допустимая нагрузка: Допустимая нагрузка относится к максимальному току, который ваш кабель может безопасно выдержать. Для получения дополнительной информации см. раздел о допустимой нагрузке сварочного кабеля.
Длина: Кабель должен быть достаточно длинным, чтобы достать до каждого угла пространства, в котором вы будете выполнять сварку. Вам необходимо помнить, что (1) один кабель подключается от сварочного аппарата к электроду и (2) другой кабель будет подключаться от сварочного аппарата к свариваемой детали (также известному как рабочий зажим или заземляющий провод).
Калибр: Чем длиннее и тоньше сварочный кабель, тем меньше допустимая нагрузка, поэтому, если вам нужен длинный кабель, вы можете выбрать более толстый кабель, чтобы компенсировать длину и предотвратить повреждение вашего аппарата.
Изоляция: Изоляция сварочного кабеля обычно изготавливается из неопрена, EPDM или ПВХ. И неопреновые, и EPDM-куртки гибкие, устойчивые к неблагоприятным погодным условиям, истиранию, влаге и воде. Однако они плохо подходят для воздействия газа или другой жидкости на нефтяной основе. ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
Гибкость: Чем больше количество жил, тем гибче кабель.
Цвет: Возможно, вам понадобятся дополнительные цвета изоляции, чтобы различать разные кабели.
| Манометр | Максимальный ток | Номинальный внешний диаметр (дюймы) | Диаметр проводника (дюймы) | Скрутка проводника |
| 6 AWG | 115 | 0,303 | 0,2 | 260/30 |
| 4 AWG | 150 | 0,331 | 0,228 | 364/30 |
| 2 AWG | 205 | 0,413 | 0,3 | 624/30 |
| 1 AWG | 240 | 0,481 | 0,343 | 767/30 |
| 1/0 | 285 | 0,526 | 0,373 | 975/30 |
| 2/0 | 325 | 0,564 | 0,426 | 1196/30 |
| 3/0 | 380 | 0,621 | 0,465 | 1547/30 |
| 4/0 | 440 | 0,686 | 0,56 | 1950/30 |
Применение
Дуговая сварка: Для сварки требуются два кабеля: один соединяет аппарат с электродом, а другой соединяет аппарат со свариваемой деталью, и эти два кабеля образуют полная схема.
Другое применение: Сварочные кабели прочны и гибки и являются популярным выбором для кабелей развлекательного или сценического освещения, систем освещения и звука, а также фургонов связи. Они также могут использоваться в качестве аккумуляторных кабелей для автомобилей, инверторных кабелей и в качестве более экономичной альтернативы подвесным (или наматываемым) кабелям на подъемниках и кранах.
Это учебное пособие по портативному сварочному аппарату является прекрасным примером того, как вы можете использовать сварочный кабель TEMCo для своих личных проектов. В этом конкретном проекте используется сварочный кабель 1/0 длиной 50 футов для создания соединительного кабеля от аккумуляторов/автомобиля к сварочному аппарату.
Сила тока
Сила тока или сила тока — это максимальное количество электрического тока, которое может безопасно проводить сварочный кабель. Различные сварочные кабели, работающие при одном и том же напряжении, будут иметь разные номинальные значения силы тока в зависимости от нескольких факторов, в том числе: длины кабеля, размера провода (калибра), номинальной температуры изоляции и типа машины, к которой подключены кабели.
Что влияет на допустимую нагрузку сварочного кабеля?
Электрическое сопротивление (в омах) и номинальная температура изоляции: Чем больше ампер проходит через кабель, тем горячее он становится. Чем выше номинальное сопротивление сварочного кабеля, тем меньше ампер вы можете безопасно использовать, не перегревая его. Перегрузка сварочного кабеля приведет к его перегреву, что приведет к повреждению изоляции.
Размер и длина кабеля: Номинальная сила тока уменьшается по мере того, как кабель становится длиннее и тоньше.
Температура окружающей среды: Электрическое сопротивление увеличивается при более высоких температурах. Температура окружающей среды влияет на способность кабеля рассеивать тепло. Несколько кабелей, расположенных слишком близко друг к другу или поверх друг друга, рассеивают меньше тепла.
Таблица размеров AWG
Размер сварочного кабеля измеряется по стандарту American Wire Gauge (AWG). Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
См. приведенную ниже справочную таблицу AWG, где указаны размеры и размеры сварочного кабеля.
| AWG | Диаметр (дюймы) | Диаметр (мм) | Круговой мил |
| 4/0 | 0,4600 | 11.6840 | 211593.92 |
| 3/0 | 0,4096 | 10.4038 | 167767.34 |
| 2/0 | 0,3648 | 9.2659 | 133075.22 |
| 1/0 | 0,3249 | 8.2525 | 105556.98 |
| 1 | 0,2893 | 7.3482 | 83692.09 |
| 2 | 0,2580 | 6.5532 | 66562. 09 09 |
| 3 | 0,2290 | 5.8166 | 52439.49 |
| 4 | 0,2040 | 5.1816 | 41614.80 |
| 5 | 0,1820 | 4.6228 | 33123.05 |
| 6 | 0,1620 | 4.1154 | 26250.70 |
| 7 | 0,1443 | 3,6648 | 20817.56 |
| 8 | 0,1285 | 3,2639 | 16511.78 |
| 9 | 0,1144 | 2,9058 | 13086,98 |
| 10 | 0,1019 | 2,5883 | 10383.31 |
| 11 | 0,0907 | 2.3038 | 8226.25 |
| 12 | 0,0808 | 2.0523 | 6528.45 |
| 13 | 0,0720 | 1,8288 | 5183,85 |
| 14 | 0,0641 | 1. 6281 6281 | 4108.69 |
| 15 | 0,0571 | 1.4503 | 3260.32 |
| 16 | 0,0508 | 1.2903 | 2580,57 |
| 17 | 0,0453 | 1.1506 | 2052.03 |
| 18 | 0,0403 | 1.0236 | 1624.04 |
| 19 | 0,0359 | 0,9119 | 1288,77 |
| 20 | 0,0320 | 0,8128 | 1023,97 |
| 21 | 0,0285 | 0,7239 | 812.23 |
| 22 | 0,0253 | 0,6426 | 640.07 |
| 23 | 0,0226 | 0,5740 | 510,75 |
| 24 | 0,0201 | 0,5105 | 404.00 |
| 25 | 0,0179 | 0,4547 | 320.40 |
| 26 | 0,0159 | 0,4039 | 252,80 |
| 27 | 0,0142 | 0,3607 | 201,63 |
| 28 | 0,0126 | 0,3200 | 158,76 |
| 29 | 0,0113 | 0,2870 | 127,69 |
| 30 | 0,0100 | 0,2540 | 100. 00 00 |
| 31 | 0,0089 | 0,2261 | 79.21 |
| 32 | 0,0080 | 0,2032 | 64.00 |
| 33 | 0,0071 | 0,1803 | 50,41 |
| 34 | 0,0063 | 0,1600 | 39,69 |
| 35 | 0,0056 | 0,1422 | 31,36 |
| 36 | 0,0050 | 0,1270 | 25.00 |
| 37 | 0,0045 | 0,1143 | 20,25 |
| 38 | 0,0040 | 0,1016 | 16.00 |
| 39 | 0,0035 | 0,0889 | 12.25 |
| 40 | 0,0031 | 0,0787 | 9,61 |
Ассортимент продукции
Токопроводящая жила: Полностью отожженная медная оболочка в соответствии с ASTM B-172
:
08 Высококачественный EPDM
Высокая гибкость
Устойчивость к порезам, разрывам, истиранию и влаге.
Для проводов контактной сварки вторичным напряжением и источников питания, не превышающих 600 вольт переменного тока.
6 AWG
Проводник Stranding: 259/0,01 дюйма
Номинальный наружный диаметр (дюйм): 0,32
Max Amps: 115
4 AWG
Проводник Стренинг: 364/0,016 4. 40009
Проводник: 364/0,011 в AWG
Drivinator: 364/0,011 в AWG
.
Номинальный наружный диаметр (дюймы): 0,348
MAX AMPS: 150
2 AWG
Проводник Стренинг: 624/0,01 дюйма
Номинальный наружный диаметр (дн.) проводник Stranding: 780/0,01 дюйма
Номинальный наружный диаметр (дюйм): 0,503
Max Amps: 240
1/0
Проводя Диаметр (дюйм): 0,533
MAX AMPS: 285
2/0
Проводник Стренинг: 1235/0,01 дюйма
Номинальный наружный диаметр (дюйм): 0,586
Max AMPS: 325
9 3/586
Max Amps: 325
9
69 3/586
. AWG
AWG
Проводник Stranding: 1539/0,01 дюйма
Номинальный наружный диаметр (дюйм): 0,675
Max Amps: 380
4 AWG
Проводник: 364/0,01 в. Номинальный внешний диаметр (дюймы): 0,348
Максимальный ток: 150
Различия – ВИГ (постоянный ток) и ВИГ (переменный ток)
Сварка ВИГ постоянным током (постоянный ток) – это когда ток течет только в одном направлении. По сравнению со сваркой TIG на переменном токе, протекающий ток не уменьшится до нуля, пока сварка не закончится. В целом инверторы TIG могут выполнять сварку на постоянном токе или на переменном/постоянном токе, при этом очень немногие машины работают только на переменном токе.
Постоянный ток используется для сварки TIG мягкой стали/нержавеющей стали, а переменный ток используется для сварки алюминия.
Полярность
В процессе сварки ВИГ существует три варианта сварочного тока в зависимости от типа соединения. Каждый способ подключения имеет как преимущества, так и недостатки.
Каждый способ подключения имеет как преимущества, так и недостатки.
Постоянный ток — отрицательный электрод (DCEN)
Этот метод сварки можно использовать для широкого спектра материалов. Сварочная горелка TIG подключается к отрицательному выходу сварочного инвертора, а рабочий обратный кабель — к положительному выходу.
Когда дуга установлена, ток протекает в цепи, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (сварочная горелка) и 67% на положительной стороне дуги (заготовка). ).
Этот баланс обеспечивает глубокое проникновение дуги в заготовку и снижает нагрев электрода.
Такое пониженное тепловыделение электрода позволяет проводить больший ток через электроды меньшего размера по сравнению с соединениями с другой полярностью. Этот метод соединения часто называют прямой полярностью, и это наиболее распространенное соединение, используемое при сварке постоянным током.
Постоянный ток — положительный электрод (DCEP)
При сварке в этом режиме сварочная горелка TIG подключается к положительному выводу сварочного инвертора, а рабочий обратный кабель — к отрицательному выводу.
Когда дуга устанавливается, ток течет в цепи, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (заготовка) и 67% на положительной стороне дуги (сварочная горелка). ).
Это означает, что электрод подвергается наибольшему нагреву и, следовательно, должен быть намного больше, чем в режиме DCEN, даже при относительно низком токе, чтобы предотвратить перегрев или плавление электрода. Заготовка подвергается более низкому уровню нагрева, поэтому проплавление сварного шва будет неглубоким.
Этот способ подключения часто называют обратной полярностью.
Кроме того, в этом режиме воздействие магнитных сил может привести к нестабильности и явлению, известному как продувка дуги, когда дуга может блуждать между свариваемыми материалами. Это также может произойти в режиме DCEN, но более распространено в режиме DCEP.
Может возникнуть вопрос, зачем этот режим при сварке. Причина в том, что некоторые цветные металлы, такие как алюминий, при нормальном воздействии атмосферы образуют оксид на поверхности. Этот оксид создается из-за реакции кислорода воздуха и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед проведением сварки.
Этот оксид создается из-за реакции кислорода воздуха и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед проведением сварки.
Оксид можно удалить шлифовкой, щеткой или химической очисткой, но как только процесс очистки прекращается, оксид начинает формироваться снова. Поэтому в идеале его нужно было бы зачистить во время сварки. Этот эффект возникает, когда ток протекает в режиме DCEP, когда поток электронов разрушает и удаляет оксид. Поэтому можно предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием такого типа. К сожалению, из-за того, что электрод подвергается воздействию высоких уровней тепла в этом режиме, размер электродов должен быть большим, а проплавление дуги будет низким.
Решением для этих типов материалов будет дуга глубокого проникновения в режиме DCEN плюс очистка в режиме DCEP. Для получения этих преимуществ используется режим сварки переменным током.
Для получения этих преимуществ используется режим сварки переменным током.
Сварка переменным током (AC)
При сварке в режиме переменного тока ток, подаваемый сварочным инвертором, работает либо с положительными и отрицательными элементами, либо с полупериодами. Это означает, что ток течет в одну сторону, а затем в другую в разное время, поэтому используется термин переменный ток. Сочетание одного положительного элемента и одного отрицательного элемента называется одним циклом.
Количество циклов, выполненных за одну секунду, называется частотой. В Великобритании частота переменного тока, подаваемого в сеть, составляет 50 циклов в секунду и обозначается как 50 Герц (Гц)
Это означает, что ток изменяется 100 раз в секунду. Количество циклов в секунду (частота) в стандартной машине определяется частотой сети, которая в Великобритании составляет 50 Гц.
Стоит отметить, что по мере увеличения частоты магнитные эффекты усиливаются, и такие предметы, как трансформаторы, становятся все более эффективными. Кроме того, увеличение частоты сварочного тока делает дугу более жесткой, повышает стабильность дуги и приводит к более контролируемым условиям сварки.
Кроме того, увеличение частоты сварочного тока делает дугу более жесткой, повышает стабильность дуги и приводит к более контролируемым условиям сварки.
Однако это теоретически, так как при сварке в режиме TIG на дугу влияют другие факторы.
На синусоиду переменного тока может влиять оксидное покрытие некоторых материалов, которое действует как выпрямитель, ограничивающий поток электронов. Это известно как выпрямление дуги, и его эффект приводит к обрезанию или искажению положительного полупериода. Последствия для зоны сварки — неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Дуговое выпрямление положительного полупериода
Волны переменного тока (AC)
Синусоидальная волна
Синусоидальная волна состоит из положительного элемента, нарастающего до своего максимума от нуля до падения до нуля (часто называемого как холм).
Когда он пересекает ноль и ток меняет направление в направлении своего максимального отрицательного значения, а затем достигает нуля (часто называемого впадиной), один цикл завершается.
Многие из старых сварочных аппаратов TIG были только машинами с синусоидальным типом волны. С развитием современных сварочных инверторов со все более сложной электроникой произошли изменения в управлении и формировании формы волны переменного тока, используемой для сварки.
Прямоугольная волна
С развитием сварочных инверторов TIG переменного/постоянного тока, включающих больше электроники, было разработано поколение аппаратов прямоугольной формы. Благодаря этому электронному управлению переход с положительного на отрицательный и наоборот может быть выполнен почти мгновенно, что приводит к более эффективному току в каждом полупериоде из-за более длительного периода на максимуме.
Эффективное использование накопленной энергии магнитного поля создает волны, форма которых очень близка к квадратной. Органы управления первых электронных источников питания позволяли управлять «прямоугольной волной». Система позволит контролировать положительные (очистка) и отрицательные (проникновение) полупериоды.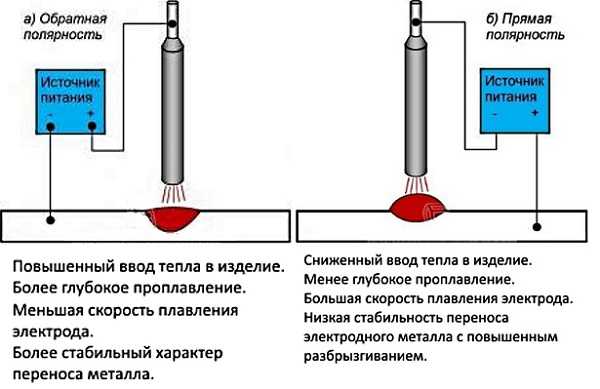
Условие баланса должно быть равным + положительные и отрицательные полупериоды, что обеспечивает стабильное состояние сварки.
Проблемы , с которыми можно столкнуться, заключаются в том, что если очистка произошла менее чем за время положительного полупериода, то часть положительного полупериода не будет продуктивной, а также может увеличить потенциальное повреждение электрода из-за перегрева. Однако этот тип машины также должен иметь контроль баланса, который позволяет изменять время положительного полупериода в пределах времени цикла.
Максимальное проникновение
Этого можно добиться, поместив орган управления в положение, которое позволит проводить больше времени в отрицательном полупериоде по сравнению с положительным полупериодом. Это позволит использовать более высокий ток с электродами меньшего размера, поскольку больше
тепла находится в положительном направлении (работа). Повышение температуры также приводит к более глубокому проплавлению при сварке с той же скоростью перемещения, что и в сбалансированном состоянии.