Полный отжиг: Отжиг стали: процесс, виды, преимущества, недостатки и области применения
Содержание
Отжиг стали: процесс, виды, преимущества, недостатки и области применения
Отжиг стали — это процесс термообработки, при котором сталь нагревают выше температуры рекристаллизации, а затем дают ей остыть в регулируемой среде.
Это повышает пластичность, снижает твердость и снимает внутренние напряжения, что делает сталь пригодной для сложной механической обработки и усталостных нагрузок.
В этой статье представлено подробное руководство по процессу отжига стали с описанием его типов, преимуществ, ограничений и областей применения.
Что такое отжиг стали?
| Параметр | Оптимальное значение |
| Температура отжига сталей | 400 °C — 900 °C (673,12 К — 1073,15 К) |
| Время выдержки при температуре отжига | 1 час на каждый 1 дюйм (25,4 мм) толщины |
| Скорость охлаждения (в час) | 15 °C — 22 °C (288,15 K — 295,15 K) |
Стальные заготовки могут подвергаться различным процессам термообработки, таким как нормализация, отжиг, отпуск, горячее цинкование и другие процессы обработки поверхности, например, анодирование.
Однако отжиг является одним из наиболее распространенных процессов термообработки стальных заготовок для улучшения их обрабатываемости.
Процесс отжига требует нагрева стали в печи выше температуры рекристаллизации, поддержания тепла в течение определенного промежутка времени и, наконец, охлаждения заготовки в контролируемой атмосфере.
Такие металлы, как медь, серебро и латунь, обычно требуют закалки в воде для охлаждения, в то время как сталь охлаждается внутри печи после отключения источника тепла.
Нагрев материала изменяет структуру зерна и уменьшает количество дислокаций/неоднородностей, что повышает пластичность и снижает твердость.
Медленная скорость охлаждения при отжиге стали способствует правильному развитию зернистой структуры, что приводит к минимальным внутренним напряжениям в заготовке.
Процесс отжига стали
Процесс отжига стали подразделяется на стадии восстановления, рекристаллизации и стадию роста зерна.
Стадия восстановления
На этапе восстановления стальная заготовка нагревается в печи до температуры рекристаллизации.
Как правило, отжиг стали для крупных заготовок производится в промышленных печах. Однако более дешевой альтернативой для любительского применения является использование газовой горелки для нагрева заготовки.
На этом этапе зерновая структура измельчается, чтобы минимизировать дислокации (неровности), тем самым устраняя внутренние напряжения.
На этом этапе микроструктура стали проходит через два механизма: аннигиляцию и перестройку.
Во время аннигиляции дислокации, присутствующие в структуре зерна, объединяются и тем самым уменьшаются в количестве.
В процессе нагрева кинетическая энергия стальной заготовки увеличивается, что повышает вероятность взаимодействия и слияния дислокаций.
Стадия восстановления также включает перестройку дислокаций таким образом, что напряжения взаимодействуют и гасят друг друга, уменьшая внутреннюю энергию материала.
Как правило, более высокая температура рекристаллизации приводит к выделению большего количества тепла, что приводит к эффективному взаимодействию между дислокациями, повышая эффективность стадии восстановления.
Стадия рекристаллизации
Вторая стадия — рекристаллизация, которая включает в себя нагрев стали до температуры отжига, которая примерно на 37,8 °C (310,9 К) выше температуры рекристаллизации.
Как правило, температура рекристаллизации для различных типов стали варьируется между 400 °C (673,12 К) и 900 °C (1073,15 К).
Например, при полном отжиге стали AISI типов 1018, 1020 и 1025 средняя температура отжига 877,5 °C (1150,65 К), в то время как сталь типа 1030 имеет температуру отжига около 865 °C (1138,15 К).
Аналогично, сталь AISI типов 1060, 1070, 1080 и 1090 имеет среднюю температуру отжига около 817,5 °C (1090,65 К), а 1040 и 1050 — около 830 °C (1103,15 К).
Стадия рекристаллизации также изменяет структуру зерна, уменьшая любые деформации, присутствующие в стали, тем самым снижая ее твердость и повышая пластичность.
Температура рекристаллизации материала зависит от размера зерна. Чем больше размер зерна, тем ниже температура рекристаллизации.
Более низкая температура рекристаллизации приводит к снижению потребности в тепле для перехода на стадию роста зерна, что сокращает общее время цикла.
Таким образом, стадия рекристаллизации зависит от образования зерен на стадии восстановления.
После достижения температуры отжига, о чем свидетельствует оранжево-красный цвет поверхности заготовки, она поддерживается в течение определенного периода.
Общий принцип заключается в поддержании этой температуры в течение приблизительно 1 часа на каждый 1 дюйм (25,4 мм) толщины стальной заготовки.
Например, если толщина стальной заготовки составляет 2″ (50,8 мм), то температуру отжига необходимо поддерживать не менее 2 часов.
Стадия роста зерна
На этом этапе происходит охлаждение стали внутри печи после отключения источника тепла. Cовершается полное развитие зерновой структуры и уменьшение внутренней энергии за счет уменьшения общей площади границ зерен.
Скорость охлаждения обычно поддерживается медленной, чтобы способствовать постепенному развитию зернистой структуры, сводя к минимуму хрупкость стали.
Любители могут воспользоваться изоляционным одеялом или песок, поместив их над горячей заготовкой, чтобы охладить ее, поскольку этот метод дешевле и проще в исполнении.
Как правило, оптимальная скорость охлаждения для отжига стали составляет от 15 °C (288,15 К) в час до 22 °C (295,15 К) в час.
Параметры, влияющие на процесс отжига
Температура отжига стальной заготовки также зависит от ее толщины, углеродного состава и геометрии.
Стали с более высоким содержанием углерода имеют более низкую температуру отжига, и наоборот.
Кроме того, температура отжига увеличивается по мере увеличения толщины заготовки.
Аналогично, стальные заготовки с большей площадью поверхности и объемом требуют большего количества тепла, что повышает температуру отжига.
Виды отжига стали
Отжиг стали классифицируется на семь типов в зависимости от степени нагрева заготовки.
| Тип отжига | Температура отжига | Период поддержания тепла | Скорость охлаждения |
| Полный | Выше температуры рекристаллизации | Умеренный | Умеренная |
| Изотермический | Выше температуры рекристаллизации | Умеренный | Умеренная |
| Неполный | Выше температуры рекристаллизации | Короткий | Медленная |
| Диффузия | Выше температуры рекристаллизации | Длительный | Медленная |
| Сфероидизация | Выше температуры рекристаллизации | Короткий | Медленная |
| Рекристаллизация | Ниже температуры рекристаллизации | Умеренный | Медленная |
| Отжиг для снятия напряжений | Ниже температуры рекристаллизации | Умеренный | Умеренная |
Каждый тип процесса отжига стали снижает твердость и улучшает пластичность, но в результате каждого из них определенные свойства преобладают над другими.
Основные области применения полного и изотермического отжига стали включают снижение твердости, получение мелкозернистой и однородной структуры, устранение внутренних напряжений и улучшение обрабатываемости.
Неполный отжиг стали в основном снижает твердость, устраняет внутренние напряжения и улучшает обрабатываемость.
Кроме того, диффузионный и сфероидизирующий отжиг стали приводят к равномерному расположению зерен.
Аналогично, рекристаллизация и отжиг для снятия напряжений направлены на снижение внутренних напряжений в материале.
Тип стали диктует период поддержания тепла, скорость охлаждения и, в конечном итоге, тип отжига, который лучше всего подходит для конкретного применения.
Например, рекристаллизационный отжиг больше подходит для низкоуглеродистых сталей, а полный отжиг предпочтителен для высокоуглеродистых сталей.
Это связано с тем, что стали с более высоким содержанием углерода требуют больше тепла для измельчения зернистой структуры.
Популярные станки для обработки металла:
Преимущества отжига стали
Улучшение механических свойств
Отжиг повышает пластичность стали, одновременно снижая ее твердость. Это полезно в тех случаях, когда стальная конструкция подвергается усталости или тяжелым нагрузкам.
Например, балочный мост со сквозными фермами, состоящий из отожженных стальных стержней высокой пластичности, будет успешно сопротивляться деформации, вызванной усталостью или тяжелыми нагрузками.
С другой стороны, стальные стержни с низкой проводимостью будут иметь более высокую вероятность разрушения и последующего обрушения моста.
Улучшенная обрабатываемость
Процесс отжига также улучшает обрабатываемость стали, что делает ее пригодной для применения в тех случаях, когда на стальной заготовке необходимо выполнить несколько операций механической обработки.
Например, если вы хотите обработать сложную стальную деталь, такую как коническая шестерня, из стальной заготовки, отжиг заготовки будет способствовать высокой скорости резания при низком износе инструмента и низком энергопотреблении.
Таким образом, вы сможете ускорить процесс и продлить срок службы инструмента.
Снятие внутренних напряжений
Внутренние напряжения могут вызвать нестабильность размеров, трещины и деформации, что приводит к разрушению стальных деталей во время эксплуатации.
Однако их устранение повышает общую механическую прочность детали, снижая вероятность разрушения.
Например, стальной пруток с внутренними напряжениями неизбежно выйдет из строя из-за трещин. Однако отжиг стального прутка приведет к улучшению механических свойств и сделает его менее склонным к разрушению под действием напряжения.
Улучшенные магнитные свойства
Улучшение магнитных свойств стальных изделий может быть полезно для использования в электромагнитных датчиках, магнитном экранировании или электромагнитах.
Ограничения отжига стали
Высокая стоимость
Высокие первоначальные и эксплуатационные затраты на отжиг стали делают его подходящим для крупномасштабных производств, без возможности или с минимальными возможностями для использования малым бизнесом и любителями.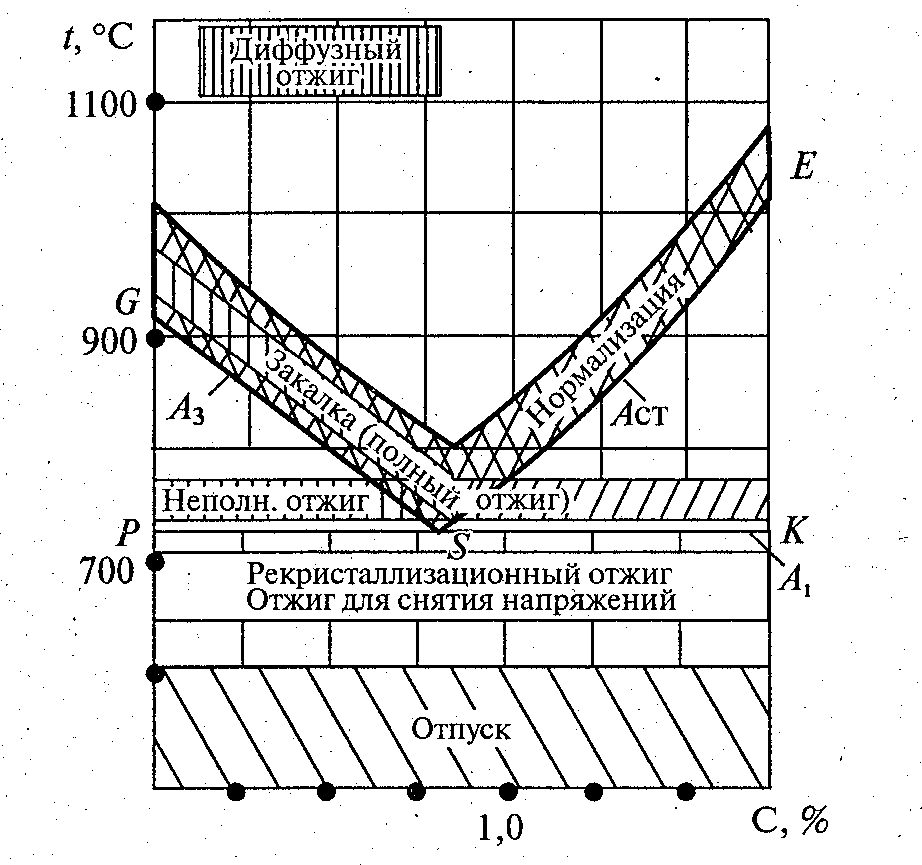
Хотя для любительского отжига стали можно использовать пламенную горелку, затраты на ресурсы при этом остаются высокими, а полученные результаты будут сравнительно хуже, чем при профессиональном отжиге стали.
Затраты времени
Трудоемкий процесс отжига может стать недостатком для крупных производств, где быстрое время цикла имеет первостепенное значение.
Процесс отжига может быть опасен для здоровья
Процесс отжига стали требует обращения с горячими заготовками и источниками тепла, что может привести к серьезным травмам, если не будут соблюдены надлежащие протоколы безопасности.
Для проведения крупномасштабного процесса отжига стали требуется опытный оператор с хорошей подготовкой или сертификацией.
Крупнозернистая/неравномерная структура зерна
Отжиг требует хорошего контроля на протяжении всего процесса, поскольку даже незначительное изменение температуры может привести к образованию крупнозернистой структуры стали с неоднородными механическими свойствами.
Это снижает прочность стальной заготовки и делает ее склонной к разрушению при больших или циклических нагрузках.
Применение отожженной стали
Отожженная сталь играет важную роль в различных отраслях промышленности.
| Область | Применение |
| Инфраструктура | Несущие конструкции зданий, фермы, балки |
| Автомобильная промышленность | Рамы, двери, оси, подшипники |
| Железнодорожная промышленность | Рамы и опоры |
| Аэрокосмическая промышленность | Рамы и опоры |
| Коммунальное хозяйство | Холодильники, оборудование HVAC, котлы, лопасти турбин |
Благодаря благоприятным механическим свойствам, таким как повышенная пластичность, улучшенная обрабатываемость, пониженная твердость, минимальные остаточные напряжения и повышенная прочность, отожженная сталь имеет огромный потенциал в различных отраслях промышленности.
Отожженная сталь лучше всего подходит для использования в различных компонентах, связанных с автомобильной, железнодорожной и аэрокосмической промышленностью.
Применение в инфраструктуре также связано с усталостью, чрезмерными нагрузками и высокими вибрациями, которые могут стать сейсмическими в результате землетрясения.
Отожженная сталь обеспечивает структурную целостность инфраструктуры благодаря своей высокой прочности и долговечности.
Кроме того, отожженная сталь также используется в коммунальном хозяйстве, например, для изготовления инструментов и бытовой посуды.
Заключение
Отжиг повышает пластичность стали и улучшает ее обрабатываемость, что делает ее благоприятной для производственных операций.
Различные типы процессов отжига вызывают различные механические свойства стали, поэтому перед выбором оптимального процесса отжига рекомендуется определить свои требования.
Хотя существуют различные процессы обработки металлов, такие как отпуск, нормализация, анодирование и т. д., отжиг стали дает наилучшие результаты в тех случаях, когда требуется значительная механическая обработка заготовок.
д., отжиг стали дает наилучшие результаты в тех случаях, когда требуется значительная механическая обработка заготовок.
Отжиг и нормализация углеродистой стали :: Технология металлов
Отжиг стали.
Отжигом называется операция термической обработки, при которой путем нагрева, выдержки при установленных температурах и последующего медленного охлаждения в стали получают устойчивую структуру, свободную от остаточных напряжений. Цель отжига стальных изделий — снять внутренние напряжения, устранить структурную неоднородность, улучшить обрабатываемость резанием и подготовить к последующей термической обработке.
Отжиг стали может быть с фазовой перекристаллизацией: полный, изотермический, на зернистый перлит и диффузионный, а также без фазовой перекристаллизации — рекристаллизационный.
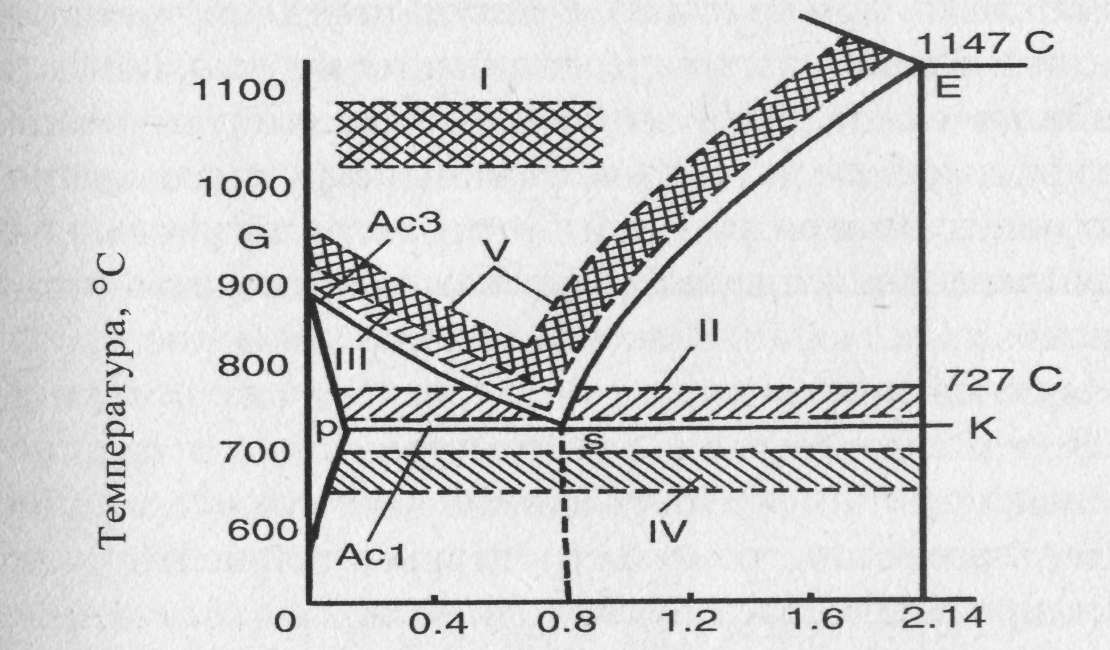
Рис. 1. Интервалы температур для различных видов отжига и нормализации углеродистой стали
Отжиг включает следующие операции.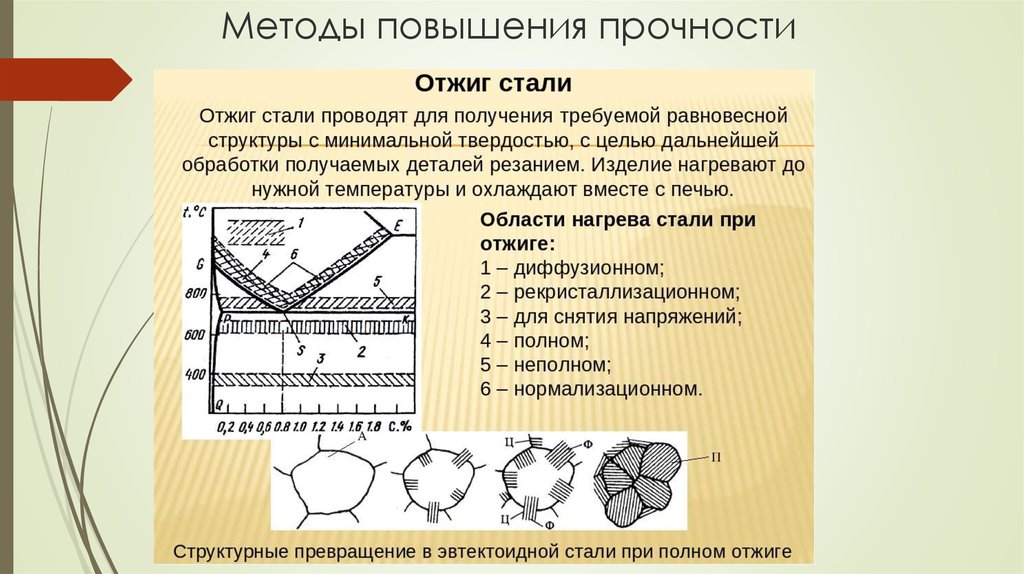
1. Нагрев стали до температур, на 20—30° превышающих верхнюю критическую точку АС1, т. е. лежащих выше линии GS, — полный отжиг для доэвтектоидных сталей (рис. 1), или нагрев стали до температур, на 30—40° превышающих нижнюю критическую точку AC1 т. е. расположенных выше линии PSK, — неполный отжиг.
2. Выдержка детали в течение времени, достаточного для равномерного прогрева ее по всему сечению до заданных температур и для завершения всех структурных (фазовых) превращений, которые должны полностью закончиться. Законченность структурных превращений в стали при отжиге составляет цель данной операции: лишь в этом случае свойства стали после отжига существенно улучшаются.
3. Медленное охлаждение стали от температур отжига со скоростью, меняющейся (от 10 до 100° в час) в зависимости от марки стали, формы и назначения детали.
Полному отжигу подвергают обычно доэвтектоидные стали, нагревая их до температур выше линии GS, выдерживая при них в течение 1/4 продолжительности нагрева и медленно охлаждая вместе с печью до 600 — 400° С.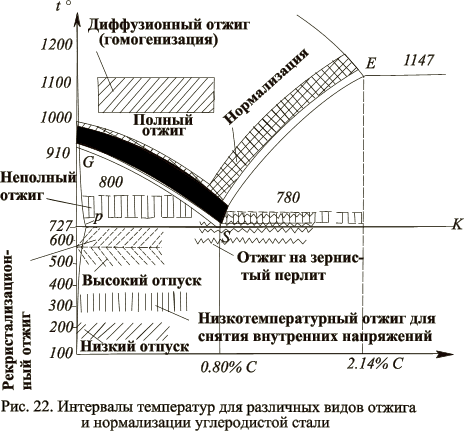 Углеродистые стали охлаждают со скоростью 100—150° в час, легированные — со скоростью 30—50° в час. Полный отжиг сопровождается фазовой перекристаллизацией, в результате чего крупнозернистая сталь получает мелкозернистую структуру, освобождается от внутренних напряжений, становится мягкой и вязкой. Для отжига изделия упаковывают в ящики, трубы или реторты, которые затем наполняют песком, чугунной стружкой или углем, чтобы предохранить поверхность изделий от обезуглероживания и окисления. Наилучшие результаты дает применение защитной атмосферы. Отжиг в защитной атмосфере называют светлым, так как при этом способе обезуглероживания и окисления почти не бывает и поверхность изделий остается относительно светлой.
Углеродистые стали охлаждают со скоростью 100—150° в час, легированные — со скоростью 30—50° в час. Полный отжиг сопровождается фазовой перекристаллизацией, в результате чего крупнозернистая сталь получает мелкозернистую структуру, освобождается от внутренних напряжений, становится мягкой и вязкой. Для отжига изделия упаковывают в ящики, трубы или реторты, которые затем наполняют песком, чугунной стружкой или углем, чтобы предохранить поверхность изделий от обезуглероживания и окисления. Наилучшие результаты дает применение защитной атмосферы. Отжиг в защитной атмосфере называют светлым, так как при этом способе обезуглероживания и окисления почти не бывает и поверхность изделий остается относительно светлой.
Неполный отжиг является разновидностью отжига перекристаллизации. При неполном отжиге сталь нагревают до температуры, на 30—40° превышающей нижнюю критическую точку АС1 (см. рис. 1), т. е. до 750—760° С.
Замедленное охлаждение или длительная выдержка стали при температурах 680—750° С способствует образованию крупнопластинчатого перлита, облегчающего обрабатываемость стали резанием. Для мягких доэвтектоидных сталей, содержащих до 0,4—0,5% углерода, этот вид отжига применяют редко, так как они и без отжига достаточно хорошо обрабатываются резанием. Для инструментальных сталей, особенно заэвтектоидных, неполный отжиг является единственным видом отжига. Он способствует снятию внутренних напряжений и улучшению обрабатываемости резанием.
Отжигу на зернистый перлит подвергают эвтектоидные и заэвтектоидные стали. Для отжига сталь нагревают на 20—30° выше критической точки ACi(см. рис. 54) и после выдержки при рабочей температуре в течение 3—5 часов медленно охлаждают (со скоростью 30—50° в час) до 650—600° С. В результате длительной выдержки пластинчатый перлит превращается в зернистый; это явление называется сфероидизацией (округлением). Высокоуглеродистые инструментальные стали, содержащие более 0,65% углерода, со структурой зернистого перлита хорошо обрабатываются резанием и лучше поддаются закалке; они обладают меньшей склонностью к образованию трещин и короблению. В некоторых случаях, чтобы ускорить процесс сфероидизации перлита, нагрев и охлаждение повторяют несколько раз. Такой отжиг называется м а я т н и к о в ы м, или цикличным. При цикличном отжиге инструментальную сталь нагревают до 730—750° С и медленно охлаждают до 650° С; процесс повторяют несколько раз. Все заэвтектоидные (инструментальные) стали отжигают на зернистый перлит.
Высокоуглеродистые инструментальные стали, содержащие более 0,65% углерода, со структурой зернистого перлита хорошо обрабатываются резанием и лучше поддаются закалке; они обладают меньшей склонностью к образованию трещин и короблению. В некоторых случаях, чтобы ускорить процесс сфероидизации перлита, нагрев и охлаждение повторяют несколько раз. Такой отжиг называется м а я т н и к о в ы м, или цикличным. При цикличном отжиге инструментальную сталь нагревают до 730—750° С и медленно охлаждают до 650° С; процесс повторяют несколько раз. Все заэвтектоидные (инструментальные) стали отжигают на зернистый перлит.
Изотермический отжиг заключается в нагреве стали выше критической точки АС3 и выдержке при этой температуре в течение времени, необходимого для полного и равномерного прогрева. Затем сталь относительно быстро охлаждают до температуры ниже Ar1(650—700° С). При этой постоянной (изотермической) температуре сталь выдерживают определенное время, необходимое для полного распада аустенита с образованием перлита (в доэвтек-тоидной стали — феррита и перлита), и затем охлаждают на воздухе. Изотермический отжиг имеет почти вдвое более короткий цикл,
При этой постоянной (изотермической) температуре сталь выдерживают определенное время, необходимое для полного распада аустенита с образованием перлита (в доэвтек-тоидной стали — феррита и перлита), и затем охлаждают на воздухе. Изотермический отжиг имеет почти вдвое более короткий цикл,
чем обычный отжиг.
Рис. 2. Интервал закалочных температур углеродистой стали
Преимущества изотермического отжига —однородность структуры и ускорение процесса, особенно при отжиге легированной стали. Для сталей, содержащих большое количество хрома, никеля и других элементов, только изотермический отжиг позволяет добиться превращения весьма устойчивого аустенита в перлит и феррит и обеспечить хорошую обрабатываемость стали режущим инструментом. Диффузионный отжиг применяют для слитков и крупных отливок, чтобы выравнять (путем диффузии) химический состав стали, имеющий внутрикристаллическую ликвацию. Сталь нагревают до 1050—1150° С, выдерживают при этой температуре 10—15 часов и затем медленно охлаждают до 600 — 550° С. Диффузионный отжиг приводит к росту зерна стали; этот дефект устраняют повторным отжигом на мелкое зерно (полный отжиг). Сталь, прошедшая гомогенизацию, обладает более высокими меха* ническими свойствами; особенно повышается ударная вязкость.
Сталь нагревают до 1050—1150° С, выдерживают при этой температуре 10—15 часов и затем медленно охлаждают до 600 — 550° С. Диффузионный отжиг приводит к росту зерна стали; этот дефект устраняют повторным отжигом на мелкое зерно (полный отжиг). Сталь, прошедшая гомогенизацию, обладает более высокими меха* ническими свойствами; особенно повышается ударная вязкость.
Рекристаллизационным отжигом называется отжиг стали, прошедшей холодную прокатку, волочение или холодную штамповку, с выдержкой при температуре 680—700° С и последующим охлаждением. Этой температуры достаточно для того, чтобы возвратить стали свойства, которые она имела до холодной обработки давлением. В результате такого отжига понижается твердость и прочность, но повышаются показатели пластичности — относительное удлинение, ударная вязкость.
Нормализация стали.
Нормализацией называется нагрев стали выше линии GSE на 30—50° (см. рис. 1) свыдержкой при этой температуре и последующим охлаждением на воздухе. Нормализацию применяют для устранения внутренних напряжений и наклепа, повышения механических свойств стали.
рис. 1) свыдержкой при этой температуре и последующим охлаждением на воздухе. Нормализацию применяют для устранения внутренних напряжений и наклепа, повышения механических свойств стали.
Слово «нормализация» указывает на то, что сталь после этой операции получает нормальную, однородную, мелкозернистую структуру; перлит приобретает тонкое строение. Нормализации подвергают отливки и поковки. В настоящее время нормализация распространена в машиностроении больше, чем отжиг, так как она более производительна и дает лучшие результаты.
Источник:
Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Что такое полный отжиг — определение
Полный отжиг создает более мягкую микроструктуру и более податливую другим видам обработки, таким как формование или механическая обработка. Нержавеющие и высоколегированные стали могут подвергаться аустенизации (полному отжигу) и закалке, чтобы свести к минимуму присутствие карбидов по границам зерен или улучшить распределение феррита.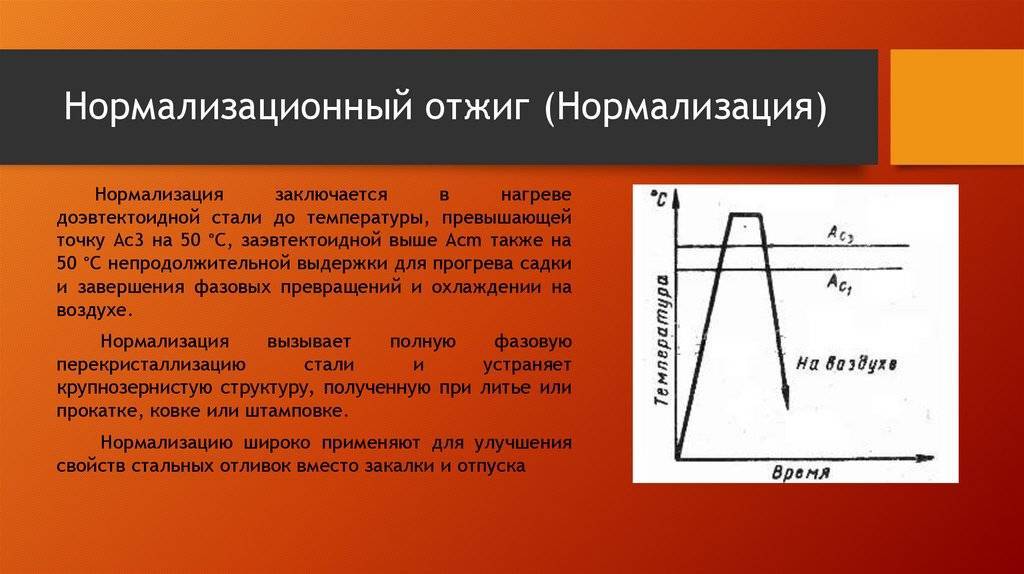
Термин термический отжиг относится к термической обработке, при которой материал подвергается воздействию повышенной температуры в течение продолжительного периода времени, а затем медленно охлаждается. Этот процесс изменяет физические, а иногда и химические свойства материала, чтобы повысить его пластичность и уменьшить твердость, что делает его более пригодным для обработки. При этом атомы мигрируют в кристаллической решетке и количество дислокаций уменьшается, что приводит к изменению пластичности и твердости. Металл избавляется от напряжений и делает зернистую структуру крупной и с мягкими краями, так что при ударе или нагрузке на металл вмятины или, возможно, изгибаются, а не ломаются. Обычно отжиг проводят для снятия напряжений, повышения мягкости, пластичности и ударной вязкости; и/или создавать определенную микроструктуру.
Как правило, в простых углеродистых сталях отжиг приводит к образованию феррито-перлитной микроструктуры. Стали могут быть отожжены для облегчения холодной обработки или механической обработки, для улучшения механических или электрических свойств или для повышения стабильности размеров. Наиболее распространенные производимые конструкционные стали имеют смешанную феррито-перлитную микроструктуру. Их области применения включают балки для мостов и высотных зданий, листы для кораблей и арматурные стержни для дорог. Эти стали относительно недороги и производятся большими тоннами.
Наиболее распространенные производимые конструкционные стали имеют смешанную феррито-перлитную микроструктуру. Их области применения включают балки для мостов и высотных зданий, листы для кораблей и арматурные стержни для дорог. Эти стали относительно недороги и производятся большими тоннами.
Любой цикл отжига состоит из трех стадий:
- нагрев до нужной температуры ,
- выдерживание или «вымачивание» при этой температуре ,
- охлаждение, обычно до комнатной температуры .
Время и температура отжига являются важными параметрами в этих процедурах. В частности, целевая температура определяет термический цикл отжига.
Полный отжиг позволяет получить более мягкую микроструктуру, которая лучше поддается другой обработке, такой как формование или механическая обработка. Температуры полного отжига обычно на 50 °C выше верхней критической температуры (A 3 ) для доэвтектических сталей и нижнюю критическую температуру (А 1 ) для заэвтектоидных сталей.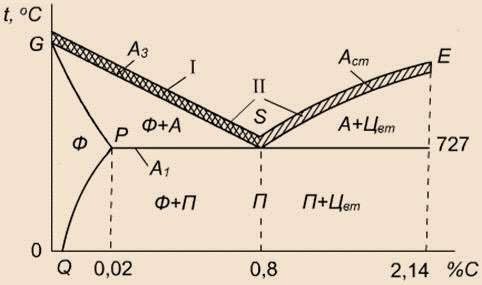 Его называют полным отжигом, потому что он обеспечивает полную аустенизацию доэвтектоидных сталей. Затем сплав охлаждают в печи. То есть термическая печь выключается, и печь и сталь охлаждаются до комнатной температуры с одинаковой скоростью, что занимает несколько часов. Скорость охлаждения стали должна быть достаточно медленной, чтобы аустенит не превратился в бейнит или мартенсит, а полностью превратился в перлит и феррит или цементит. Полный отжиг обычно приводит ко второму наиболее пластичному состоянию, которое металл может принять для металлического сплава. Металл достигает относительно низких уровней твердости, предела текучести и предела прочности при высокой пластичности и ударной вязкости. Полный отжиг часто используется в низко- и среднеуглеродистых сталях, которые будут подвергаться механической обработке или будут подвергаться значительной пластической деформации во время операции формования. Нержавеющие и высоколегированные стали могут подвергаться аустенизации (полному отжигу) и закалке, чтобы свести к минимуму присутствие карбидов по границам зерен или улучшить распределение феррита.
Его называют полным отжигом, потому что он обеспечивает полную аустенизацию доэвтектоидных сталей. Затем сплав охлаждают в печи. То есть термическая печь выключается, и печь и сталь охлаждаются до комнатной температуры с одинаковой скоростью, что занимает несколько часов. Скорость охлаждения стали должна быть достаточно медленной, чтобы аустенит не превратился в бейнит или мартенсит, а полностью превратился в перлит и феррит или цементит. Полный отжиг обычно приводит ко второму наиболее пластичному состоянию, которое металл может принять для металлического сплава. Металл достигает относительно низких уровней твердости, предела текучести и предела прочности при высокой пластичности и ударной вязкости. Полный отжиг часто используется в низко- и среднеуглеродистых сталях, которые будут подвергаться механической обработке или будут подвергаться значительной пластической деформации во время операции формования. Нержавеющие и высоколегированные стали могут подвергаться аустенизации (полному отжигу) и закалке, чтобы свести к минимуму присутствие карбидов по границам зерен или улучшить распределение феррита.
Ссылки:
Материаловедение:
Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 1 и 2. Январь 1993 г.
Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г.
Уильям Д. Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578.
Эберхарт, Марк (2003). Почему все ломается: понимание мира по тому, как он разваливается. Гармония. ISBN 978-1-4000-4760-4.
Гаскелл, Дэвид Р. (1995). Введение в термодинамику материалов (4-е изд.). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3.
Гонсалес-Виньяс, В. и Манчини, Х.Л. (2004). Введение в материаловедение. Издательство Принстонского университета. ISBN 978-0-691-07097-1.
Эшби, Майкл; Хью Шерклифф; Дэвид Себон (2007). Материалы: инженерия, наука, обработка и дизайн (1-е изд.). Баттерворт-Хайнеманн. ISBN 978-0-7506-8391-3.
ISBN 978-0-7506-8391-3.
Дж. Р. Ламарш, А. Дж. Баратта, Введение в ядерную технику, 3-е изд., Prentice-Hall, 2001, ISBN: 0-201-82498-1.
См. выше:
Термический отжиг
Мы надеемся, что эта статья Полный отжиг поможет вам. Если это так, дайте нам лайк на боковой панели. Основная цель этого веб-сайта — помочь общественности узнать интересную и важную информацию о материалах и их свойствах.
Разница между полным отжигом и технологическим отжигом
ПОИСК В ЭТОМ БЛОГЕ
Разница между полным отжигом и технологическим отжигом
Что такое полный процесс отжига?
Отжиг – это процесс термической обработки, при котором материал подвергается воздействию высокой температуры, выдерживается там некоторое время, а затем охлаждается в печи. Охлаждение производится медленно, чтобы избежать деформации.
Что такое технологический отжиг?
Технологический отжиг — это термическая обработка, которая часто используется для размягчения и повышения пластичности ранее подвергнутого деформационному упрочнению металла. Пластичность важна для формирования и создания более изысканной работы с помощью таких процессов, как прокатка, волочение, ковка, экструдирование, прядение и добавление.
Пластичность важна для формирования и создания более изысканной работы с помощью таких процессов, как прокатка, волочение, ковка, экструдирование, прядение и добавление.
Итак, в этой статье дается основное ключевое различие между полным отжигом и технологическим отжигом, чтобы лучше понять эту тему.
Разница между полным отжигом и технологическим отжигом:
Полный отжиг:
- Нагреть на 30–50 °C выше критической температуры, выдержать некоторое время при этой температуре, а затем медленно охладить.
- Подходит для низкоуглеродистой и высокоуглеродистой стали.
- Фазовое превращение произошло в процессе полного отжига. В результате образуется слоистая кристаллическая структура перлита.
- Полученный металл более пластичен, и этот процесс используется в стали для операции глубокой вытяжки.
Технологический отжиг:
- Сталь нагревается ниже критической температуры, выдерживается при этой температуре некоторое время, затем медленно охлаждается, также называется докритическим отжигом.

- Подходит для низкоуглеродистой стали.
- Фазовое превращение в этом процессе не участвует. Материал находится в одной и той же фазе на протяжении всего процесса.
- Технологический отжиг дешевле полного отжига.
- Используется в производстве листового металла и проволоки.
Новое сообщение
Старый пост
Дом
Разница между ЧПУ и VMC
Полная форма ЧПУ
— это компьютерное числовое управление, а полная форма VMC — вертикальный обрабатывающий центр. ЧПУ — это машина, а VMC — это всего лишь часть ее…
Полый вал и сплошной вал
Полый вал содержит одинаковое количество материала на всех концах, если полый и сплошной вал имеют одинаковый вес, тогда как в так…
Разница между ЧПУ и DNC
Основное различие между ЧПУ и DNC заключается в том, что ЧПУ передает машинные инструкции, а DNC управляет распределением информации…
Преимущества и недостатки системы автоматической коробки передач
Автоматическая трансмиссия, также называемая полностью автоматической коробкой передач, представляет собой полностью автоматизированную коробку передач, которая автоматически изменяет передаточное отношение, как и трансмиссия.