Полуавтомат применение: Сварка полуавтоматом – от А до Я | СОВЕТЫ
Содержание
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки -
Выбираем газ для сварки полуавтоматом -
Проволока для сварки полуавтоматом -
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат -
Настройка полуавтомата для сварки на живом примере -
Подготовительный этап и процесс сварки аппаратом -
Направление и скорость движения для идеального сварочного шва -
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат -
Горелка для сварки полуавтоматом -
Баллон с газом и редуктором -
Газовый шланг -
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПОЛЕЗНЫЙ СОВЕТ.При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
|
|
|
|
|
|
|
|
|
|
|
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.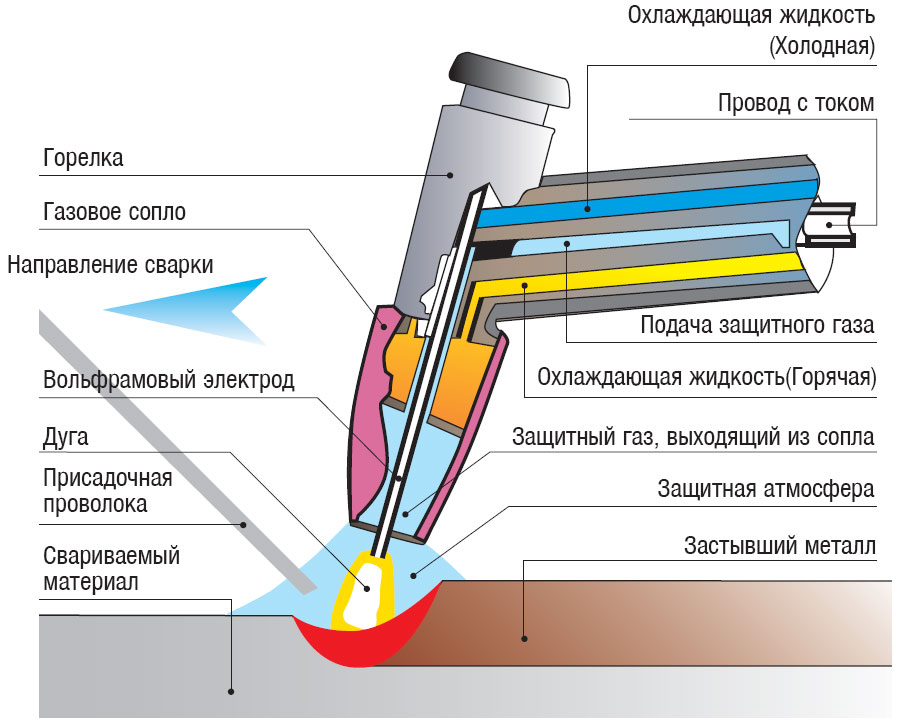
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.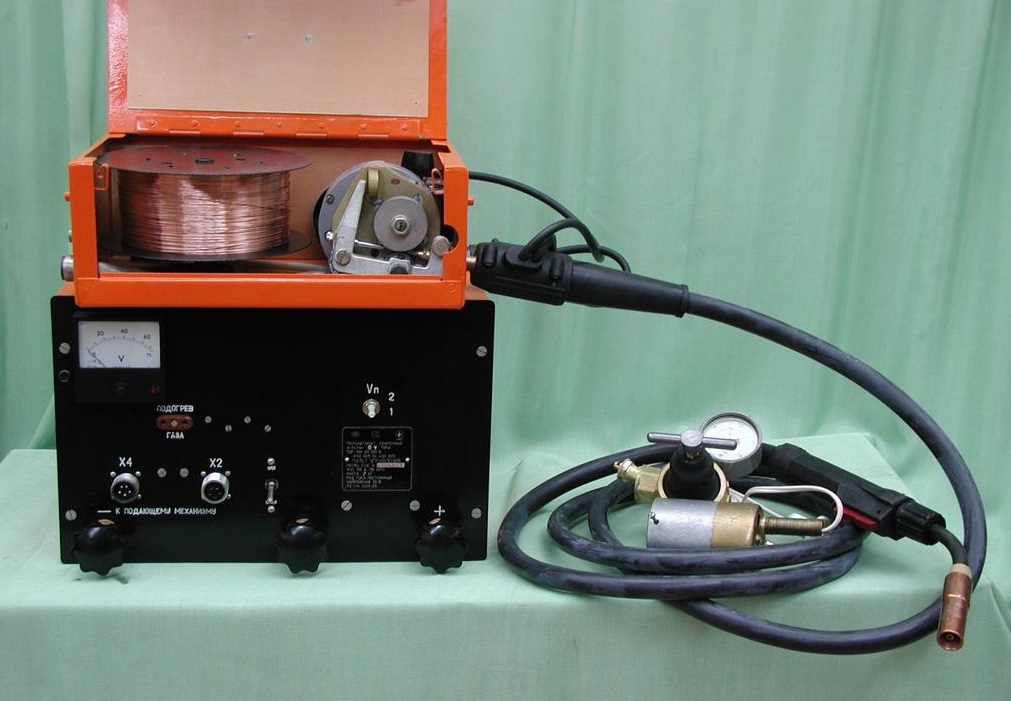
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN -
Выбираем газ – смесь аргона и углекислоты -
Выбираем диаметр сварочной проволоки – 0,8 мм -
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.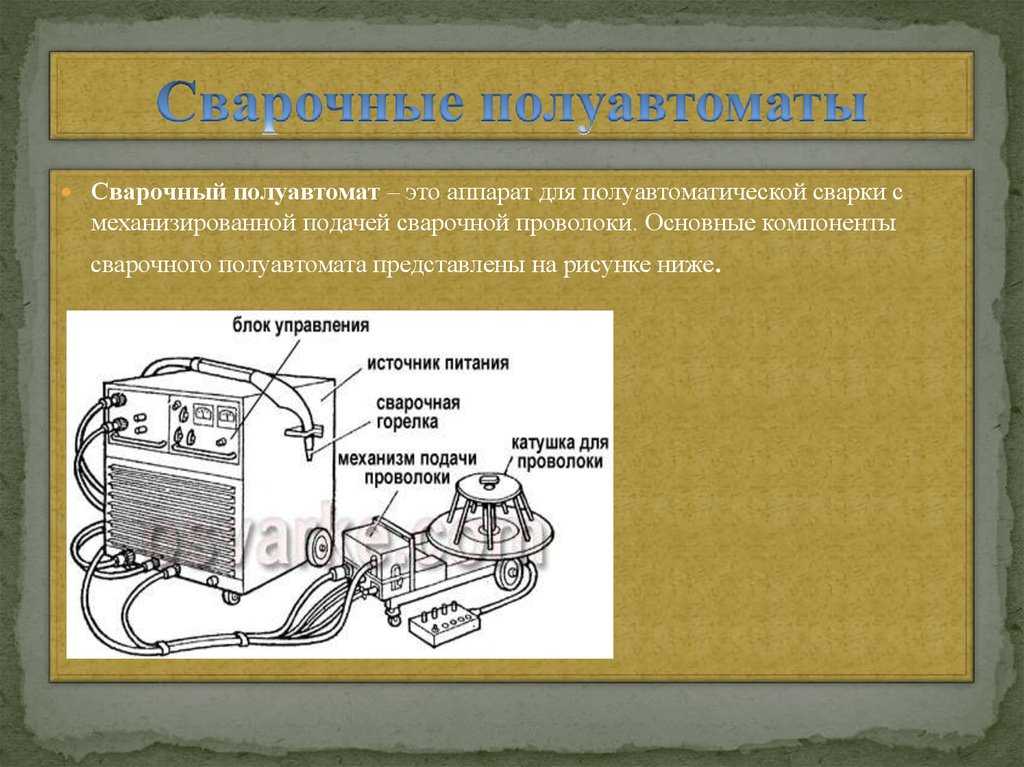
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным.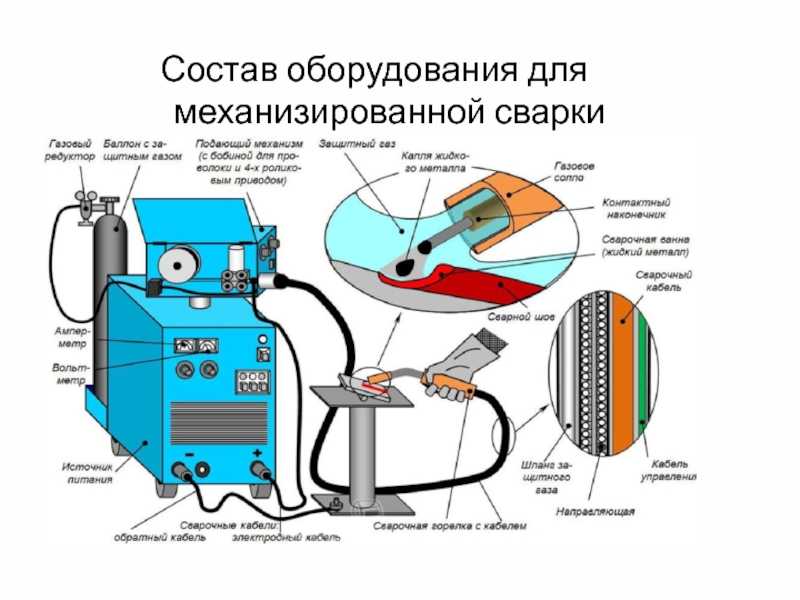 Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки. -
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Что лучше для сварки полуавтоматом — углекислота или аргон
При выполнении сварки полуавтоматом (сварка MIG/MAG) дуга горит между изделием и проволокой. Проволока подается непрерывно с катушки, а сварщик манипулирует горелкой. Непрерывная подача проволоки позволяет прокладывать швы большой длины. На проволоку через токосъемный наконечник подается напряжение. Из сопла горелки параллельно на сварочную ванну подается защитный газ. Полуавтоматическая сварка характеризуется удобством и повышенной производительностью — одна из рук сварщика свободна, поскольку не нужно периодически менять электроды.
Полуавтоматическая сварка характеризуется удобством и повышенной производительностью — одна из рук сварщика свободна, поскольку не нужно периодически менять электроды.
Защитный газ, применяемый при сварке, обеспечивает защиту сварочной ванны и дуги от атмосферных газов. Это повышает качество шва, увеличивая его плотность, глубину провара и улучшает микроструктуру металла. Дополнительно защитный газ охлаждает шов после сварки.
В качестве защитных газов при сварке полуавтоматом может использоваться углекислый газ или газ аргон. Углекислый газ — более дешевый вариант, поэтому у сварщиков с небольшим опытом работы может возникнуть вопрос: что лучше для полуавтоматической сварки и можно ли заменить один из этих газов другим.
Углекислота (CO
2) и ее применение
Углекислота (двуокись углерода) — бесцветный активный газ, растворимый в воде, не ядовит, взаимодействует с кислородом. Углекислый газ тяжелее воздуха, благодаря чему он надежно изолирует расплавленный металл от контакта с ним. Это единственный активный газ, который используют при сварке как защитный в чистом виде, то есть не добавляя к нему инертный газ.
Это единственный активный газ, который используют при сварке как защитный в чистом виде, то есть не добавляя к нему инертный газ.
Углекислота широко применяется при полуавтоматической cварке методом MAG. Этот вариант защиты привлекателен невысокой ценой, но для него характерна не особо высокая стабильность дуги и повышенное разбрызгивание металла.
Углекислоту применяют при сварке деталей из углеродистых и низколегированных сталей. Использование углекислоты позволяет получить хороший тепловой эффект, который необходим при работе с заготовками из металла большой толщины. Из-за невысокой стабильности дуги использовать углекислоту рекомендуется только при сварке на короткой дуге.
Чаще всего углекислоту в чистом виде применяют в строительстве, в машиностроении при кузовном ремонте, холодной посадке деталей машины, и т.п.
Аргон (Ar) — область применения
Инертный газ аргон остается пассивным ко всем веществам. Не имеет цвета и запаха. Аргон тяжелее воздуха, поэтому аналогично углекислоте эффективно вытесняет его из сварочной ванны, обеспечивая надежную защиту. Он существенно дороже углекислоты.
Он существенно дороже углекислоты.
Ar в чистом виде применяется в качестве защитного газа в процессе аргонодуговой TIG сварки. При полуавтоматической MIG/MAG сварке аргон используется для защиты при работе с легированными сталями, медью, алюминием, тугоплавкими металлами или входит в состав защитных газовых смесей.
Аргон как защитный газ применяется в машиностроении и в строительстве для сварки деталей из высоколегированной стали, для оперативной резки металлов, в том числе и толстых листов тугоплавких металлов.
Таким образом, на вопрос, поставленный в заголовке статьи, нельзя дать однозначного ответа. Все зависит от поставленной задачи, однако при полуавтоматической сварке использование углекислого газа можно назвать предпочтительным с точки зрения себестоимости при работе с определенными материалами.
Аргонодуговая (TIG) сварка выполняется инверторным сварочным аппаратом. Дуга образуется между изделием и вольфрамовым электродом. Аргонодуговая сварка медленнее полуавтоматической, но ее можно применять для сварки очень тонких металлов и получать аккуратные швы. Если при MAG сварке можно использовать и углекислоту, и аргон, то TIG сварка требует применения аргона. Это связано с тем, что углекислота — активный газ и под действием высокой температуры распадается на кислород и оксид углерода. Кислород насыщает сварочную ванну. При полуавтоматической сварке этот эффект нейтрализуется добавлением в сварочную проволоку раскислителей.
Если при MAG сварке можно использовать и углекислоту, и аргон, то TIG сварка требует применения аргона. Это связано с тем, что углекислота — активный газ и под действием высокой температуры распадается на кислород и оксид углерода. Кислород насыщает сварочную ванну. При полуавтоматической сварке этот эффект нейтрализуется добавлением в сварочную проволоку раскислителей.
Процесс получения разрешения на полуавтоматическую винтовку
уже вступил в силу Любое лицо, имевшее полуавтоматическую винтовку до 4 сентября 2022 года, не обязано получать лицензию, но для покупки или вступления во владение любой новой полуавтоматической винтовкой она вам понадобится.
В округе Монро это будет работать следующим образом:
Если вам сейчас имеют разрешение на ношение пистолета/револьвера и хотят подать заявку на получение разрешения на полуавтоматическую винтовку:
-Автоматическое одобрение.
— Вам необходимо заполнить форму поправки и оплатить сбор в размере 12 долларов США.
— Процесс может быть завершен во время вашего визита или в течение 7–10 дней, если вы отправляете или сдаете свои документы по почте.
– Разрешения на полуавтоматическую винтовку не могут быть выданы на бумаге Разрешения на пистолет/револьвер. Вам нужно будет заполнить форму преобразования пластиковой карты с заполненной поправкой. Для замены бумажных разрешений на пластиковые потребуется личная встреча.
Если в настоящее время у вас есть заявка на получение разрешения на ношение пистолета/револьвера и вы хотите подать заявку на получение разрешения на полуавтоматическую винтовку: сотрудник по лицензированию.
— Вам необходимо заполнить форму поправки и оплатить сбор в размере 12 долларов США.
— Процесс будет завершен с рассмотрением вашего заявления на получение разрешения на оружие, в зависимости от его статуса в процессе.
-Если судья уже утвердил ваше заявление, вам необходимо будет выполнить процедуру, описанную в пункте 1 выше.
Если в настоящее время у вас НЕТ , у вас есть разрешение на ношение пистолета/револьвера, но вы хотели бы подать заявление на получение разрешения на ношение полуавтоматической винтовки:
– Вам необходимо заполнить заявление на получение пистолета/револьвера/полуавтоматической винтовки и представить его для стандартной процедуры проверки биографических данных и рассмотрения сотрудником по лицензированию.
— Вам не нужно подавать заявку на получение лицензии на пистолет/револьвер, чтобы получить разрешение на полуавтоматическую винтовку, но у вас есть такая возможность.
— Не заполняйте части заявления, относящиеся к разрешению на скрытое ношение, если вы не хотите подать заявление на его получение.
— Для получения разрешения на ношение полуавтоматической винтовки не требуется обучение, однако заявки, указывающие на желание подать заявку на получение разрешения на ношение как скрытого, так и полуавтоматического ружья, должны соответствовать всем новым требованиям закона штата для скрытого ношения пистолета/револьвера. Разрешение (включая 18 часов обучения)
Разрешение (включая 18 часов обучения)
— Процесс займет от 6 до 12 месяцев и будет стоить от 129 до 140 долларов.
Вещи становятся немного более запутанными, когда дело доходит до продления этих разрешений: «Местные органы отвечают за повторную сертификацию полуавтоматической винтовки, полиция штата отвечает за часть этого пистолета / пистолета», — объясняет клерк округа Монро Джейми Ромео. .
Во многих случаях будут разные сроки для каждой части разрешения, «если у вас есть разрешение на ношение и полуавтоматическое ружье, вы должны делать каждые 3 года с государством для скрытого ношения, у вас есть Чтобы получить 5 лет от округа за вашу полуавтоматическую винтовку, — объясняет Ромео, — если у вас есть разрешение на владение помещением и разрешение на полуавтомат, то они оба должны продлеваться каждые 5 лет, но опять же, вы делаете владеть помещением с государством и полуавтоматом у нас».
Monroe County, NY — Разрешения на полуавтоматическую винтовку
С 4 сентября 2022 года жители Нью-Йорка смогут подать заявку на получение разрешения на полуавтоматическую винтовку. Есть 3 способа получить это разрешение.
Есть 3 способа получить это разрешение.
ПРИМЕЧАНИЕ. Лицензия на полуавтоматическую винтовку требуется для покупки полуавтоматической винтовки 4 сентября 2022 г. или после этой даты. Полуавтоматические винтовки, приобретенные после 4 сентября 2022 г., не нужно регистрировать или указывать в вашем разрешать.
- Просмотр дополнительных часто задаваемых вопросов о разрешениях на полуавтоматическую винтовку
Назначение или доставка по почте
1) У меня есть разрешение на ношение пистолета/револьвера, и я хочу подать заявление на получение разрешения на ношение полуавтоматической винтовки.
Вам не нужно подавать заявку на получение новой лицензии, но вы можете изменить свою текущую лицензию, включив в нее полуавтоматическую поддержку. Вам потребуется:
- Заполненная форма поправки
- Инструкции по внесению изменений можно найти здесь
- Копия вашего полного разрешения на оружие (включая карточки на огнестрельное оружие)
- Ваш номер телефона, чтобы мы могли связаться с вами по любым вопросам
- Оплата в размере 5 долл.
 США наличными, чеком или кредитной картой
США наличными, чеком или кредитной картой
Этот процесс будет завершен во время вашего визита или в течение 7–10 дней, если вы отправите или сдадите документы по почте.
**Разрешения на полуавтоматическую винтовку не могут быть выданы на бумаге Разрешения на пистолет/револьвер. Вам нужно будет заполнить форму преобразования пластиковой карты с заполненной поправкой. Для замены бумажных разрешений на пластиковые потребуется личная встреча в нашем офисе. Мы свяжемся с вами, когда вы сможете прийти. Не отправляйте поправку для добавления подтверждения, принесите эти документы на встречу, когда получите пластиковую карту.
2) У меня есть ожидающая рассмотрения заявка на получение разрешения на пистолет/револьвер, и я хочу подать заявку на получение разрешения на полуавтоматическую винтовку.
Вам не нужно заполнять другое заявление на получение разрешения, но вы можете добавить запрос для сотрудника по лицензированию. Вам потребуется:
- Заполненная форма поправки
- Инструкции по внесению изменений можно найти здесь
Этот процесс будет завершен при рассмотрении вашего заявления на получение разрешения на оружие, в зависимости от его статуса в процессе.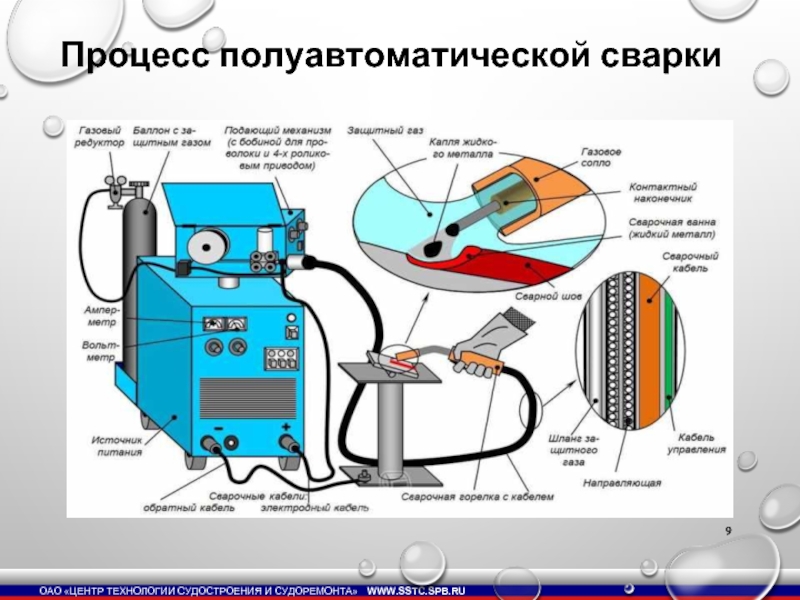 Если судья уже утвердил вашу заявку, вам нужно будет завершить процесс, описанный в варианте 1) выше.
Если судья уже утвердил вашу заявку, вам нужно будет завершить процесс, описанный в варианте 1) выше.
3) У меня нет разрешения на ношение пистолета/револьвера, но я хотел бы подать заявление на получение разрешения на ношение полуавтоматической винтовки.
Вам нужно будет заполнить заявление на получение пистолета/револьвера/полуавтоматической винтовки и представить его для стандартной процедуры проверки биографических данных и рассмотрения сотрудником по лицензированию. Вы не обязаны подавать заявку на получение лицензии на пистолет/револьвер, чтобы получить разрешение на полуавтоматическую винтовку, но у вас есть такая возможность.
Не заполняйте разделы заявления, относящиеся к разрешению на скрытое ношение, если вы не хотите подать заявление на его получение. Для получения разрешения на полуавтоматическую винтовку не требуется обучение, однако заявки, указывающие на желание подать заявку на получение разрешения как на скрытое ношение, так и на полуавтоматическую винтовку, должны соответствовать всем новым требованиям закона штата для разрешения на скрытое ношение пистолета/револьвера.
