Попутное фрезерование: Попутное и встречное фрезерование
Содержание
Образование стружки и качество обработки при фрезеровании
Начнем
разбор стружкообразования и качества обработки
из учебника Босинзона М.А «Обработка деталей
на металлорежущих станках различного вида и типа»
.
СТРУЖКООБРАЗОВАНИЕ И КАЧЕСТВО
ОБРАБОТКИ
Фреза обычно совершает
резание в одном или нескольких направлениях: радиальном, периферийном и осевом
(рис. 11.6). Каждый сложный способ фрезерования можно разложить на эти три
основные перемещения в сочетании с вращением фрезы.
Существует два способа
фрезерования: попутное и встречное, которые определяются направлением движения
заготовки относительно инструмента. Их различие заключается в условиях входа и
выхода зубьев фрезы из резания.
Рис. 11.6. Направление
резания фрез:
а — радиальное; б — периферийное; в — осевое
Попутное фрезерование (рис. 11.7, а), или фрезерование
11.7, а), или фрезерование
по подаче, — это способ, при котором направления движения заготовки и
вектора скорости резания совпадают. При этом толщина стружки на входе зуба в
резание максимальна и уменьшается до нулевого значения на выходе.
Встречное фрезерование (рис. 11.7, б), или традиционное,
наблюдается, когда скорости резания и движение подачи заготовки направлены в
противоположные стороны. При врезании толщина стружки равна нулю, а на выходе —
максимальна.
В случае встречного
фрезерования, когда пластина начинает работу со стружкой нулевой толщины,
возникают высокие силы трения, «отжимающие» фрезу и заготовку друг от
друга. В начальный момент врезания зуба процесс резания больше напоминает
выглаживание, с сопутствующими ему высокими температурами и повышенным трением.
Зачастую это приводит к нежелательному упрочнению поверхностного слоя детали.
Рис. 11.7.
Попутное (а) и встречное (б) фрезерование
При попутном
фрезеровании условия входа пластины в резание более благоприятные. Удается
избежать высоких температур в зоне резания и минимизировать склонность
материала заготовки к упрочнению. Большая толщина стружки является в данном случае
преимуществом. Силы резания прижимают заготовку к столу станка, а пластины в
гнезда корпуса, способствуя их надежному креплению.
В процессе фрезерования
стружка налипает на режущую кромку и препятствует ее работе в следующий момент
врезания. При встречном фрезеровании это может привести к заклиниванию стружки
между пластиной и заготовкой и, соответственно, к повреждению пластины.
Попутное фрезерование позволяет избежать подобных ситуаций.
Попутное фрезерование
является предпочтительным при условии, что жесткость оборудования, крепления и
сам обрабатываемый материал позволяют применять данный метод.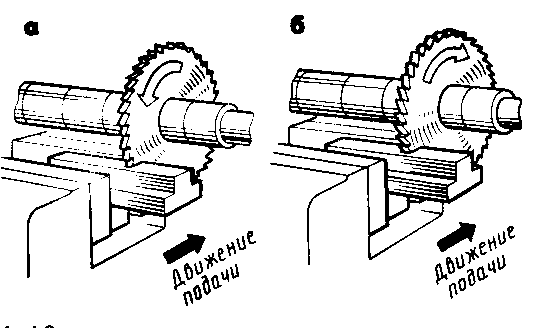 В то же время
В то же время
процесс попутного фрезерования сопряжен с определенными трудностями. Силы
резания стремятся затянуть фрезу на обрабатываемый припуск и прижать
заготовку. Поскольку направление скорости резания и подачи совпадают, требуется
беззазорный привод в механизме подачи стола. Смещение под действием сил резания
стола или заготовки приведет к «подрыву» — внезапному увеличению подачи на зуб,
что чревато поломкой. В случае если есть опасность вибраций, попутное
фрезерование более благоприятно. Правильный выбор размера фрезы и способа
закрепления детали также имеет большое значение. Направление сил резания влияет
на склонность к вибрациям.
Взаимное расположение оси фрезы и заготовки. Выбор диаметра фрезы зависит, как
правило, от ширины обрабатываемой заготовки, а также от мощностных
характеристик оборудования. При этом важным фактором, определяющим успешное
фрезерование, является взаимное расположение обрабатываемой поверхности и
фрезы.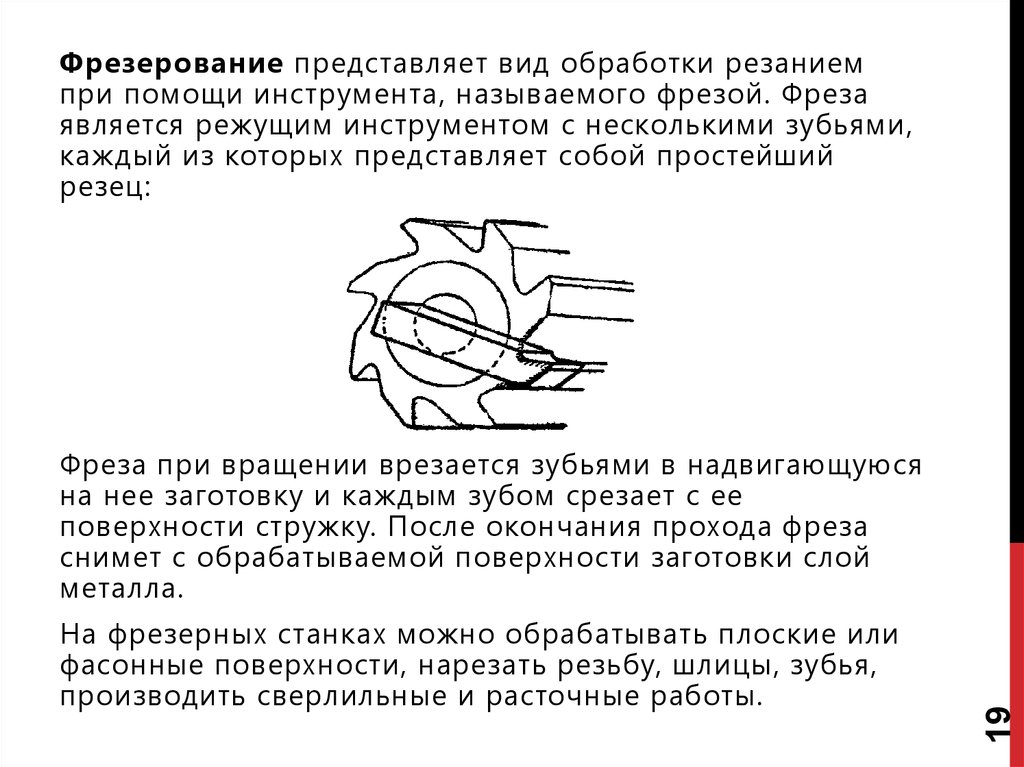
Существует три возможных
варианта соотношения размеров фрезы и заготовки:
■ диаметр фрезы равен
или несколько меньше ширины заготовки, что обуславливает тонкую стружку при
врезании и выходе или же обработка производится за несколько проходов. Это
характерно для случаев, когда заготовка имеет очень большие размеры, а фреза
небольшой диаметр;
■ диаметр фрезы на 20…
50 % больше ширины заготовки, что является наилучшим вариантом
при торцовом фрезеровании;
■ диаметр фрезы
значительно больше ширины заготовки, и ось фрезы находится вне обрабатываемой
поверхности. Этот вариант характерен для торцового фрезерования и обработки
концевыми фрезами.
Ширина фрезерования
особенно сильно влияет на выбор диаметра фрезы при обработке торцовыми
фрезами. В этом случае рекомендуется выбирать диаметр фрезы, превышающий ширину
фрезерования на 20…50%. Если обработка может быть произведена за несколько
проходов, то ширина резания за каждый проход должна быть равной 3/4
диаметра фрезы. При этом формирование стружки и нагрузка на режущую кромку
При этом формирование стружки и нагрузка на режущую кромку
будут оптимальными.
Попутное фрезерование — определение термина
Термин и определение
фрезерование, при котором в месте контакта инструмента и заготовки векторы скоростей главного движения резания и движения подачи заготовки относительно инструмента направлены в одну сторону.
Еще термины по предмету «Энергетическое машиностроение»
Двухдуговая сварка
дуговая сварка, при которой нагрев осуществляется одновременно двумя дугами с раздельным питанием их током.
Местный износ
износ на отдельном участке поверхности трени.
Приплотинная МГЭС
плотинная малая гэс, в которой здание гэс не участвует в создании напора.
Похожие
Фрезерование
Продукты попутные
Попутная продукция
Газ попутный
Фрезерование почвы
Торцевое фрезерование
Встречное фрезерование
Круговое фрезерование
Охватывающее фрезерование
Периферийное фрезерование
Торцовое фрезерование
Интервал попутного следования железнодорожных поездов
Попутные полезные ископаемые россыпных месторождений
Нефтяные (попутные) природные углеводородные газы
Групповая технологическая операция
Крутка лопасти
Местный износ
Теплоснабжение
Чистовая вырубка
Шлифовальный круг
Смотреть больше терминов
Научные статьи на тему «Попутное фрезерование»
Процесс попутного резьбофрезерования червячной цилиндрической фрезой, методом огибания, осуществляется при параллельных (фрезеруется цилиндрическая резьба) и пересекающихся (фрезеруется коническая резьба) осях вращения резьбовой поверхности и поверхности фрезы. Взаимодействие резьбовой поверхности и винтовой поверхности червячной фрезы принято называть «станочное зацепление» инструмента и нарезаемой заготовки. Резьбовая поверхность после резьбофрезерования червячной цилиндрической фрезой при …
Взаимодействие резьбовой поверхности и винтовой поверхности червячной фрезы принято называть «станочное зацепление» инструмента и нарезаемой заготовки. Резьбовая поверхность после резьбофрезерования червячной цилиндрической фрезой при …
Научный журнал
Creative Commons
Рассмотрено образование геометрической шероховатости при цилиндрическом фрезеровании плоскостей, выпуклых и вогнутых поверхностей со встречной и попутной подачей. Показано, что высоты остаточного сечения при встречном фрезеровании меньше, чем при попутном, при фрезеровании выпуклых поверхностей — больше, чем при фрезеровании вогнутых поверхностей. Это связано с формой траектории движения режущей кромки.
Научный журнал
Creative Commons
Повышай знания с онлайн-тренажером от Автор24!
- 📝 Напиши термин
- ✍️ Выбери определение из предложенных или загрузи свое
- 🤝 Тренажер от Автор24 поможет тебе выучить термины, с помощью удобных и приятных
карточек
Возможность создать свои термины в разработке
Еще чуть-чуть и ты сможешь писать определения на платформе Автор24.
Укажи почту и мы пришлем уведомление с обновлением ☺️
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ ПО РАСКРОЮ ПЛАСТИКОВ (ЧАСТЬ 2)
Ход фрезы встречный (Conventional) или попутный (Climb) всего лишь обозначает направления движения, по которым фреза движется в момент резки относительно направления вращения шпинделя. Например, если вы работаете на шпинделе с правосторонним вращением (самый распространенный вариант), то движение вокруг обрабатываемой детали против часовой стрелки будет называться встречным, а по часовой – попутным. Если же шпиндель с левосторонним вращением или вырезается из готовой детали карман или отверстие, то терминология названия направлений обработки изменятся на противоположные.
Встречное фрезерование является наиболее распространенным вариантом резки по металлу. Попутная резка применяется при обработки дерева. При резьбе по пластику оба метода имеют одинаковое распространение. Существует большая разница в качестве кромки между деталями, вырезанными попутным или встречным резом, в зависимости от вида и геометрии фрезы, эта разница может увеличиваться.
Стоит отметить, что мягкие виды пластика (полиэтилен с высокой плотностью — HDPE, полиэтилен сверхвысокомолекулярный — UHMW, полипропилен и т.д.) лучше ведут себя при попутной резке, в то время как некоторые твердые виды пластика (акриловое волокно, поликарбонат, нейлон), порой, ведут себя лучше при встречной резке. Обычно для встречной фрезеровки типичны более высокие результаты при использовании маленьких размеров фрезы (меньше 3/8” (9мм)), но тем не менее, всегда существуют исключения.
Еще одним важным фактором, который стоит принять во внимание, говоря о встречной и попутной резке, является агрессивность фрезера (мощность) и то, какую деталь вы вырезаете. Встречная резка является более агрессивным видом резки и может разболтать или сдвинуть маленькие части, если они закреплены не достаточно хорошо. В большинстве случаев, мягкая стружка, которую достаточно сложно извлечь, будет налипать на фрезу именно при встречной резке, а не при попутной резке. Лучшим подходом будет вырезание двух одинаковых изделий, одно встречной резкой, а другое попутной, соответственно, при одинаковых установках подачи и скорости, и основываясь на результатах делать выбор.
Лучшим способом является использование маскировочной ленты, как источника дополнительной крепежной силы. Точно устанавливая глубину разреза относительно, многие производители добиваются того, что резец проходит сквозь пластик не задевая нижний, маскирующий слой. Благодаря этому, как универсальная, так и традиционная вакуумная система может работать на большой площади, тем самым, предоставляя преимущество по загрузке “лист за листом”.
Единственным недостатком этого метода является сложность в установке точной глубины разреза на большой рабочей площади рабочего стола, чтобы не допустить разреза нижнего маскирующего слоя. В то время как сами фрезерные станки обладают достаточной точностью для установки нужной глубины реза, сам стол может выгибаться на значение большее толщины бумаги (0,254 мм). Обычно это решается с помощью фрезеровки рабочего стола фасонной фрезой c большим диаметром до идеального плоского состояния.
Многие компании производят обработку рабочего стола фрезера перед кА рабочей сменой или даже чаще, в зависимости от уровня влажности и искривления. Чаще всего, достаточно снять не больше 0,254-0,508 мм, что означает достаточно долгий жизненный цикл одного рабочего стола из МДФ обычной толщиной 1,9 см.
Чаще всего, достаточно снять не больше 0,254-0,508 мм, что означает достаточно долгий жизненный цикл одного рабочего стола из МДФ обычной толщиной 1,9 см.
Хотя эти проблемы возникают и при обработке других материалов (металла, дерева), в случае с пластиком их гораздо труднее решить. Накручивание стружки, пожалуй, самая сложная проблема. Во многом она связана с тем, что необходимо управлять скоростью опускания фрезы в материал. В очень мягкой и плотной пластмассе, такой как полипропилен, скорость подачи должна составлять всего 0,010″, чтобы предотвратить возможность накручивания стружки вокруг инструмента. Это может значительно увеличить время выполнения работы. Лучшим методом решения проблемы является программирования программы раскроя таким образом, чтобы фрезерование отверстий выполнялось с использованием подхода к кромке либо с применением спиралевидной траектории движения для фрезерования любого отверстия. Такой же способ помогает избавиться от неровностей края отверстия.
Сколы или трещины появляются, в результате возникновения больших усилий при прохождении нижней кромки фрезы во время погружения. Плавное увеличение скорости движения фрезы по вертикали позволит не допустить появления в нижней части пластика растрескиваний в результате стрессовых напряжений. Если такой функции в вашем станке нет, можно попробовать более высокую частоту вращения шпинделя или уменьшить скорость подачи. Эффект Замочная скважина возникает в результате того, что ваша фреза может «гулять», когда он погружается. Сверла в отличии от фрез имеют острый конус для центрирования в процессе сверления, что дает высокую точность соответствия диаметра сверла и диаметра отверстия. Фрезы не имеют никакого центрирования и всегда активно пытаются двигаться в боковом направлении. Из-за этого отверстие на входе часто немного больше, чем диаметр сверла. Это заметно если после первого погружения вы сразу переходите к фрезеровке контура детали. Отметим еще раз, плавная интерполяция позволит предотвратить любые заметные изменения в ширины по всей кромке фрезеровке.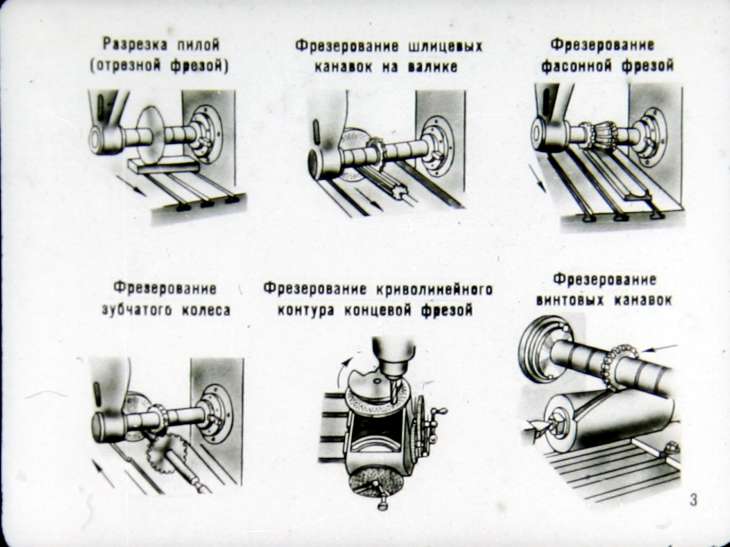
Первая причина объяснена выше. Когда фреза погружается в материал, она имеет особенность “гулять” и, соответственно, создавать отверстия диаметром больше, чем предполагается. Однозначно использование интерполяции при создании отверстий лучше, чем создание этого самого отверстия с помощью погружения фрезы сразу нужного диаметра. Отверстия, созданные с помощью метода интерполяции будут отличаться более постоянным диаметром, нежели отверстия, созданные с помощью погружения.
Второй важный фактор это перегрев. Отверстию, созданному с помощью погружения, в исключительных случаях может быть меньше фрезы, с помощью которой оно было создано. Это результат тепловыделения и термического расширения стенок отверстия. Это особенно заметно при использовании мягкого пластика, и существует несколько способов решения этого вопроса. Поскольку тепловыделения центр проблемы, стоит сосредоточиться на снижении тепловыделения. Уменьшите скорость вращения шпинделя, увеличьте скорость погружения, используйте обдув воздухом либо, смазочно-охлаждающей эмульсией. Все это снизит эффект расширения стенок. Режим сверления со ступенчатой подачей и режим сверления в режиме стружколома может быть решением, в зависимости от фрезы и материала. Иногда это будет решать проблему, а иногда усугублять.
Все это снизит эффект расширения стенок. Режим сверления со ступенчатой подачей и режим сверления в режиме стружколома может быть решением, в зависимости от фрезы и материала. Иногда это будет решать проблему, а иногда усугублять.
Встречное фрезерование. Попутное фрезерование при нарезании зубчатых колес на зубофрезерном станке. Особенности технологий встречного и попутного фрезерования Mastercam х5 попутное и встречное фрезерование контуров
При обработке металлов резанием с помощью цилиндрических и дисковых фрез имеется возможность выбора направления подачи инструмента относительно движения заготовки – попутное и встречное. У каждого из способов обработки есть свои достоинства и недостатки, выбор направления движения зависит от характера обработки детали.
Попутное фрезерование
При попутном режиме резания движение детали совпадает с направлением перемещения фрезы. Главной особенностью данного способа является скачкообразное погружение зуба в заготовку и, соответственно, сильная ударная нагрузка и повышенный износ режущей части. Это наиболее заметно при обработке поверхностно уплотненных деталей, а также при использовании цилиндрического прямозубого инструмента.
Это наиболее заметно при обработке поверхностно уплотненных деталей, а также при использовании цилиндрического прямозубого инструмента.
Важным эффектом попутного реза является уплотнение поверхности детали. В зависимости от технологических требований это может быть как достоинством, так и недостатком метода. Уплотнение происходит по причине пластинчатой деформации срезаемого слоя. Преимуществом попутной обработки является давление фрезы на заготовку, что увеличивает жесткость сопряжения и точность фрезерования.
Основные достоинства метода:
- Простое удаление стружки благодаря тому, что она образуется позади инструмента.
- Нет необходимости в применении специальных прижимных механизмов, для обеспечения жесткости сопряжения достаточно силы резания.
- Плавный съём металла и, соответственно, высокое качество поверхности.
- Медленный и равномерный износ зубьев фрезы, увеличение ресурса работы инструмента.
Одним из недостатков попутного фрезерования является необходимость отсутствия зазоров при передвижении стола.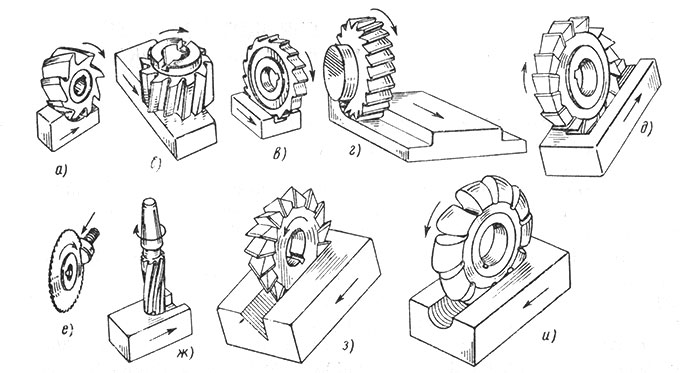 В противном случае обработка будет сопровождаться серьёзными вибрационными нагрузками и уменьшением качества обработки. Второй важный недостаток – ударная нагрузка на зубья фрезы.
В противном случае обработка будет сопровождаться серьёзными вибрационными нагрузками и уменьшением качества обработки. Второй важный недостаток – ударная нагрузка на зубья фрезы.
Все эти ограничения позволяют применять попутное фрезерование только на жестких станках при повышенных требованиях к фиксации заготовки. Большое значение играет и качество поверхности, при низком качестве обработки фреза может быстро выйти из строя. Поэтому данный способ фрезерования не подходит для поковок, штамповок и других заготовок без предварительной черновой обработки.
Особенности встречного метода
При встречном фрезеровании направление вращения фрезы противоположно движению детали. Поэтому если при попутном основной действующей силой реза является сминание поверхностного слоя, то при встречном большую часть работы выполняют растяжение и изгиб. Это обеспечивает плавное погружение зуба и увеличение ресурса эксплуатации инструмента даже при обработке деталей с упрочненным поверхностным слоем. Но при этом возможно и проскальзывание зуба, что приводит к увеличению прочности продавленного слоя металла.
Но при этом возможно и проскальзывание зуба, что приводит к увеличению прочности продавленного слоя металла.
Недостатком метода является сложность удаления стружки, непостоянство её толщины. Вследствие этого возникает вибрация и снижается качество обработки. Поэтому требуется максимально прочная фиксация детали.
Выводы
У каждого из методов есть свои достоинства и недостатки, и выбор зависит от условий фрезерования и требований к качеству поверхности. Попутное фрезерование оптимально для:
- чистовой обработки;
- съёма тонкого слоя за один проход;
- фрезерования деталей без поверхностного упрочнения.
Соответственно встречное более всего подходит для черновой обработки и работы с поверхностно упрочненными деталями. Оба способа широко используются в современной металлообработке.
Встречное и попутное фрезерование
— операции, выполняемые дисковыми или цилиндрическими фрезами и зависящие от направления подачи.
Данные способы фрезерования отличаются не только выбором инструмента и направления подачи, но и толщиной среза. Она может иметь нулевое значение при входе фрезы или, наоборот, максимальное, в зависимости от того, какой тип фрезерования используется.
Она может иметь нулевое значение при входе фрезы или, наоборот, максимальное, в зависимости от того, какой тип фрезерования используется.
Встречное фрезерование
Особенность встречного фрезерования состоит в несовпадении движения фрезы и обрабатываемой заготовки. Фреза и заготовка движутся в противоположных направлениях.
Во время встречного фрезерования изменение толщины среза происходит от минимального значения до максимальной отметки на завершающем этапе.
Плавность встречного фрезерования обусловлена постепенным нарастанием толщины среза и равномерным распределением нагрузки станка.
Попутное фрезерование
Попутное фрезерование означает совпадение движений фрезы и заготовки.
При попутном фрезеровании толщина среза меняется от максимального значения в момент входа фрезы до минимальной отметки при выходе режущего инструмента из обрабатываемой поверхности.
Попутное фрезерование связано с повышенной нагрузкой и на инструмент, и на станок. Это обуславливается резким ударом, возникающим в результате столкновения фрезы и заготовки. Попутное фрезерование рекомендуется выполнять на достаточно жестких и виброустойчивых станках.
Попутное фрезерование рекомендуется выполнять на достаточно жестких и виброустойчивых станках.
Достоинства попутного фрезерования
При всех положительных свойствах встречного фрезерования, попутное фрезерование обладает большими достоинствами — наилучшая фиксация заготовки при помощи стола и направляющих; положительный угол наклона режущей кромки; высокая степень устойчивости фрезы. Во время встречного фрезерования фреза стремится оторвать заготовку от стола, что снижает качество обработки.
Оборудование для фрезерования
Фрезерный станок становится основным оборудованием для осуществления данной операции. Фрезерование можно производить на токарно-фрезерном станке, в котором сочетаются функции токарного станка и фрезерного оборудования. в случае необходимости можно приобрести и как самостоятельное оборудование, не совмещающее функции фрезерного станка.
Каждая из стратегий (попутное и встречное фрезерование) имеют ряд своих плюсов и минусом. В теории, при использовании твердосплавного инструмента, рекомендуют всегда выбирать попутную стратегию. Связано это с особенностью заточки режущих кромок. В отличие от быстрорежущей стали, инструмент из твердого сплава имеет более тупой угол заточки режущих кромок, следовательно встречная стратегия, предусматривающая увеличение толщины сьема от нуля до номинальной, в процессе подачи, может быть чревата вибрациями и отсутствием самого процесса резания, до тех пор, пока толщина припуска не окажется достаточной, в результате непосредственно сьем материала часто происходит уже тогда, когда зуб фрезы прошел почти половину своего пути. А в начале просто давит материал. Как результат — нагрев, наклеп и прочие болячки… Попутная же стратегия, наоборот, подразумевает работу твердосплавного (жесткого) инструмента с в более сбалансированном режиме, когда каждый зуб фрезы получает номинальную нагрузку в самом начале входа в материал. Но у этой медали есть и оборотная сторона: попутная стратегия, больше похожа на скалывания материала, а встречная — именно на его резание.
Связано это с особенностью заточки режущих кромок. В отличие от быстрорежущей стали, инструмент из твердого сплава имеет более тупой угол заточки режущих кромок, следовательно встречная стратегия, предусматривающая увеличение толщины сьема от нуля до номинальной, в процессе подачи, может быть чревата вибрациями и отсутствием самого процесса резания, до тех пор, пока толщина припуска не окажется достаточной, в результате непосредственно сьем материала часто происходит уже тогда, когда зуб фрезы прошел почти половину своего пути. А в начале просто давит материал. Как результат — нагрев, наклеп и прочие болячки… Попутная же стратегия, наоборот, подразумевает работу твердосплавного (жесткого) инструмента с в более сбалансированном режиме, когда каждый зуб фрезы получает номинальную нагрузку в самом начале входа в материал. Но у этой медали есть и оборотная сторона: попутная стратегия, больше похожа на скалывания материала, а встречная — именно на его резание.
Развитие технологии изготовления режущего инструмента позволила на сегодняшний получить доступный твердосплавный инструмент с характеристиками быстрорежущего, при этом, работающего с гораздо большей производительностью, что заставляет нас выбирать разные стратегии на разных этапах обработки.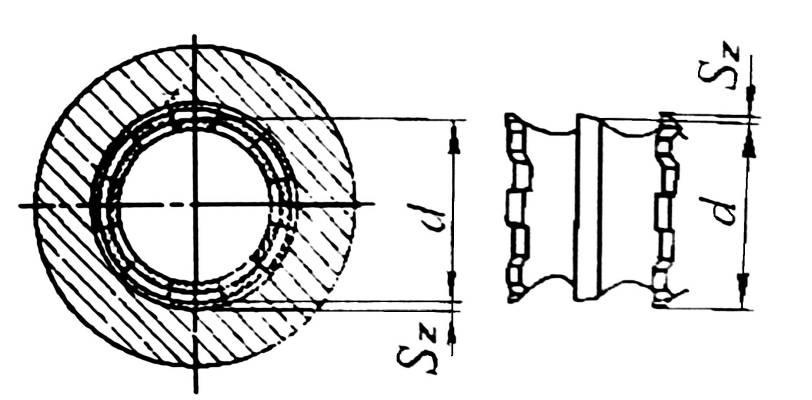
Реалии сегодня таковы: абсолютное большинство станков, имеющихся в распоряжении участников данного форума, да и за его пределами имеют высокооборотные шпиндели, что исключает использование быстрорежущего инструмента. Точно так же, как и сам инструмент, поставляемый известными компаниями — в основном твердосплавный. Но это не означает, что нужно выбирать только попутную стратегию! Из моего опыта рекомендации следующие:
Обработка твердых (сыпучих) материалов (латунь ЛС-59; бронза; алюминий Д16-Т, магний, твердые породы древесины):
— черновая, получистовая обработка — попутная
стратегия, стандартные 2-х, 3-х зубые фрезы (угол заточки кромок — 25* — 35*)
— чистовая обработка — можно те же фрезы, но стратегию в большинстве случаев я бы изменил на встречную (получим более высокое качество поверхности).
Обработка вязких материалов (алюминий АД; латунь Л-63; пластики (за исключением модельных), мягкие породы древесины):
— черновая обработка — специализированным инструментом с углом заточки кромок от 45* и выше (однозубые спиральные фрезы с полированными стружкоотводными каналами и т. п.) — попутная стратегия, причем везде, кроме дерева, я бы использовал смазку или СОЖ.
п.) — попутная стратегия, причем везде, кроме дерева, я бы использовал смазку или СОЖ.
— чистовая обработка — теми же спец. фрезами, с остро заточенными кромками, только с количеством зубьев 3-4. и с малым сьемом. — только встречная стратегия.
Естественно, возможны и компромиссные решения, но вышеописанные технологии позволят максимально использовать возможности оборудования и инструмента, повысив эффективность на черновых операциях и качество на чистовых.
Удачи
Ну зачем так жестко.. у старика же пенсии на валидол не хватит) Профессора Стивена Майлса в Оксфорде нет, это художник по костюмам в Голливуде. Виктор, выдыхайте)
Кстати, на выходных посчастливилось побывать в компании с известным медиумом, участником 9 сезона «Битвы экстрасенсов». По моей просьбе был вызван дух профессора Бочарова. Тот поведал, что никакого Турту с его открытием современности не знает и на форумах ничего не писал (?).
@lineyka2 То что согласен, это хорошо и это надо исправлять.
Для начала включить воображение и попытаться построить всё однородно — если это листовой материал, то не стоит без надобности вкраплять туда бобышки (хотя это дело вкуса)
Добиваться полной определённости эскизов
Hide
(чтобы все объекты эскиза были черненькими, а не кое-как)
Во многих случаях для сопряжений в сборке удобно использовать базовую геометрию и в данной конструкции она явно отслеживается — центр вспомогательной окружности.
(вот относительно этого центра и надо всё строить)
Стараться без лишней надобности не использовать дополнительные плоскости.
Для построения базовой кромки в листовом материале достаточно одного контура и не обязательно он должен быть замкнут — это я по поводу детали «панель».
Для лучшего восприятия своего будущего творения можно все детали строить в сборке, опять же используя выбранную базовую геометрию.
И т.д. и т.п.
Учите матчасть.
PS
Пока писал сей опус меня уже опередили но суть та же самая
@lineyka2 Начни с простого постулата — если деталь или сборка имеет хоть малейшую симметрию — располагай ее или детали так, чтобы базовые плоскости были в середине детали. Это сильно упрощает работу. Даже сопряжения в сборках можно делать по базовым плоскостям, если соблюдать этот постулат.
Второй постулат — лучше много простых корректных полностью определенных эскизов и операций, чем мало сложных и витиеватых.
Третий и главный постулат — почитай мануал и пройди упражнения Солидворкс и проектирование твое станет проще и понятнее.
Мир САПРу твоему!
Т.е.Ввы согласны с п.3 ст 1358 Полезная модель признается использованной в продукте, если продукт содержит каждый признак полезной модели, приведенный в независимом пункте содержащейся в патенте формулы полезной модели.
В п.3 ст 1358 речь идёт о независимом пункте формулы и о КАЖДОМ его признаке.
А независимый пункт формулы может включать в себя как признаки общие с прототипом, так и отличительные (что мы и видим в большинстве патентов, за исключением так называемых пионерских изобретений, формулы которых состоят только из отличительных признаков).
Поэтому если хоть один признак из независимого пункта формулы не использован, то патент не использован в объекте.
Здравствуйте. Уверен что где то ответ на мой вопрос уже есть но найти его у меня не получилось. Требуется создать свою деталь в toolbox. Например вот такую http://docs.cntd.ru/document/gost-20862-81. Сделать её необходимо именно в таком виде как в ГОСТе (геометрия, материал, покрытие со всеми возможными вариациями). Но вот чёткого описания как это сделать я не нахожу. Помогите пожалуйста.
Но вот чёткого описания как это сделать я не нахожу. Помогите пожалуйста.
Заготовка подается в направлении вращения инструмента, который производит резку. Часто специалисты называют подобный вид обработки «по подаче». Преимуществом является то, что заготовка прижимается к зажимному устройству сама. Зубья режущего инструмента по задним поверхностям изнашиваются меньше и равномерно. Поэтому стойкость фрезы в разы выше, чем при встречной механической обработке. Снимаемый припуск на заготовке поддается деформации постепенно.
К минусам данного типа фрезерования можно отнести то, что заготовки с грубыми поверхностями, например, литьё, не получится обработать из-за твёрдых включений в корке. Если рискнуть обрабатывать эти заготовки попутным фрезерованием, то режущий инструмент очень быстро придет в негодность. Фреза на станке должна быть надежно зафиксирована, т. к. обработка осуществляется при ударной нагрузке.
Чтобы избежать вибраций, в механизмах стола не должно быть никаких зазоров. Однако часто этого не удается достичь, поэтому работать нужно внимательно.
Однако часто этого не удается достичь, поэтому работать нужно внимательно.
Встречное фрезерование
В данном случае заготовка подается навстречу режущему инструменту. Из плюсов данной технологии можно выделить очень мягкое воздействие на поверхность заготовки и то, что обработанная поверхность упрочняется в ходе деформации металла. К отрицательным моментам относится необходимость применить дополнительные крепления для надежности фиксации заготовки. В противном случае силы резания будут ее отрывать от инструмента. Также при такой обработке инструмент быстрее изнашивается, поэтому не применяют высокоскоростные режимы резания.
Стружка выходит прямо перед фрезой и есть риск ее попадания в зону резания. Если это случится, то на обработанной поверхности будут царапины.
рис.1 Виды фрезеровки
Как видим, токарно фрезерные работы СПб с применением обоих методов имеют свои нюансы. Поэтому выбирать вид фрезеровки следует исходя из начального качества заготовки и требуемого конечного результата.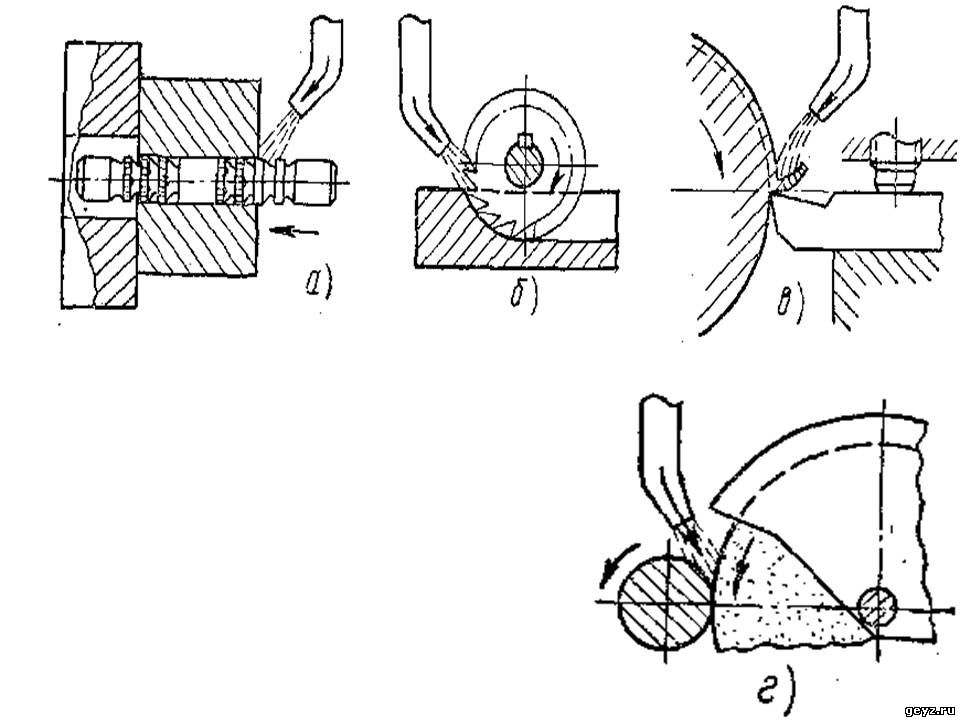
Методы обработки поверхностей — презентация онлайн
Похожие презентации:
Фрезерные станки
Методы обработки плоских и фасонных поверхностей
Методы электрофизической и электрохимической обработки поверхностей заготовок
Обработка металлов резанием. Конструкция режущего инструмента. Металлорежущие станки. Основные виды работ
Обработка плоских поверхностей фрезерованием
Курс ЧПУ. Современные тенденции совершенствования обработки на станках с ЧПУ
Обработка металлов резанием
Методы обработки фасонных поверхностей
Фрезы. Определение, назначение, классификация по различным признакам
Точность обработки и качество поверхности детали
1. МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
2. Методы обработки поверхностей
МЕТОДЫ ФОРМООБРАЗОВАНИЯ ПОВЕХНОСТЕЙ
ДЕТАЛЕЙ МАШИН РЕЗАНИЕМ
Все формообразующие движения на
металлорежущих станках принято называть
движением резания и движением подачи.
Эти движения обеспечивают постепенное
снятие стружки (резание) и удаление припуска;
определяют толщину среза.
(То из них, которое совершается с наибольшей
скоростью называют главным движением резания)
3. Методы обработки поверхностей
МЕТОДЫ ФОРМООБРАЗОВАНИЯ ПОВЕХНОСТЕЙ
ДЕТАЛЕЙ МАШИН РЕЗАНИЕМ
Движение (главное) резания и движением
подачи может быть либо вращательным, либо
прямолинейным.
Движение (главное) резания и движение
подачи сообщается заготовке или режущему
инструменту.
4. Методы обработки поверхностей
ОБЩИЕ СВЕДЕНИЯ
Метод обработки определяет название
процесса обработки конкретной поверхности
заготовки, используемого при превращении
заготовки в деталь.
Название процесса обработки определяется
технологическим оборудованием (станком),
используемым для обработки поверхности
заготовки, и применяемым при этом режущим
инструментом.
5. Методы обработки поверхностей
Выбор метода обработки заготовки
определяется условиями конкретного
производства и требованиями,
предъявляемыми к детали:
— заданными точностью и шероховатостью
обработанной поверхности детали;
— допустимым припуском на обработку
поверхности;
— требуемой производительностью т. е.
е.
временем обработки поверхности
6. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Общие сведения
Фрезерование – метод обработки поверхностей
заготовок режущим инструментом –фрезой.
Фрезерованием обрабатывают плоские и
фасонные поверхности, пазы, шпоночные канавки,
разрезают заготовки и др.
Заготовки устанавливают и закрепляют в
тисках, в приспособлении, на столе станка.
7. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Процесс резания при фрезеровании
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Процесс резания при фрезеровании
Движение (главное) резания при фрезеровании –
это вращательное движение инструмента.
Движение подачи (поступательное движение) –
перемещение стола станка с закрепленной
заготовкой.
Припуск – слой материала, удаляемый с заготовки
в процессе обработки резанием для получения
требуемых размеров и формы.
Глубина резания – толщина срезаемого слоя
металла с поверхности заготовки за один проход.
8. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Виды фрезерования
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Виды фрезерования
При обработке деталей используется два основных
вида фрезерования: торцевое и цилиндрическое.
При торцевом фрезерование ось фрезы
расположена перпендикулярно получаемой
поверхности.
При фрезеровании уступов одновременно обрабатывается две
поверхности, что требует периферийного фрезерования в
сочетании с торцевым фрезерованием (комбинированное)
Торцевое фрезерование
Периферийно- торцевое фрезерование
9. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Виды фрезерования
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Виды фрезерования
При цилиндрическом фрезеровании ось фрезы и
обрабатываемая поверхность параллельны между
собой.
Цилиндрическое фрезерование предназначено для
обработки плоских поверхностей заготовок и
осуществляется на горизонтально-фрезерных станках.
10. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Схемы фрезерования
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Схемы фрезерования
Различают две схемы фрезерования:
-попутное
фрезерование;
-встречное
фрезерование
11. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Схемы фрезерования
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Схемы фрезерования
Попутное фрезерование — направление движения
рабочего инструмента совпадает с перемещением
заготовки.
Толщина среза имеет максимальную величину в
момент входа в заготовку и изменяется до
нулевого значения при выходе из нее
12. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Попутное фрезерование
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Попутное фрезерование
Преимущества:
силы резания прижимают заготовку к рабочему столу,
отсюда более упрощенное использование зажимных
приспособлений;
износ инструмента (задней поверхности зуба)
происходит менее интенсивно, что позволяет вести
фрезерование с большими скоростями резания.
(снижение себестоимости выполнения операций,
увеличение времени эксплуатации инструмента).
стружка без проблем удаляется с заготовки, так как она
остается сзади фрезы;
металл с заготовки снимается плавно, что обеспечивает
ее поверхности отличный показатель шероховатости;
13. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Попутное фрезерование
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Попутное фрезерование
Недостатки:
не может применяться при обработке заготовок с
коркой (литье, поковка), твердая корка с
различными включениями может привести к
повышенному износу и повреждению инструмента;
из-за высокой ударной нагрузки при врезании
режущих зубьев в заготовку, станок и
приспособление должны обладать достаточной
жесткостью (зазор в механизме перемещения стола
должен отсутствовать).
14. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Схемы фрезерования
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Схемы фрезерования
Встречное фрезерование — направление движения
подачи противоположно вращению инструмента.
Толщина среза изменяется от нулевого значения
при входе в заготовку до максимального в
момент выхода из нее.
15. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Встречное фрезерование
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Встречное фрезерование
Преимущества:
плавный и мягкий процесс резания, нагрузка на
станок нарастает постепенно;
может применяться при обработке заготовок с
коркой;
допускается зазор в механизме перемещения стола
16. МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ Встречное фрезерование
МЕТОДЫ ФРЕЗЕРНОЙ ОБРАБОТКИ
Встречное фрезерование
Недостатки:
необходимость надежного закрепления заготовки,
т.к. фреза стремится вырвать ее из приспособления;
более быстрый износ инструмента (задней
поверхности зуба фрезы) из-за высокого трения при
снятии стружки минимальной толщины в начале
резания;
затруднено удаление стружки, т. к. она падает перед
к. она падает перед
фрезой, это приводит к ухудшению обработанной
поверхности.
СПАСИБО
ЗА ВНИМАНИЕ
English
Русский
Правила
Форматирование комплексного текстового документа
жүктеу/скачать 69,44 Kb.
|
1 2 3 4
Байланысты:
laba 1 Sitkin
ДИФ СЫНАҚ іс жүзіндегі психология двк 41,42, Гарри Поттер и философский камень ( PDFDrive ), Гарри Поттер и философский камень ( PDFDrive ), 0,Жас зерттеушілер Вариативтік 5 (копия), Физика лабка 39, www.ZHARAR.com- 5 кызыкты, Дәріс 3
- Бұл бет үшін навигация:
- Оглавление
- Процесс фрезерования
|
Санкт-Петербургский политехнический университет Петра Великого
Дисциплина: информатика
Студент гр.
Санкт-Петербург
Таблица 2 — Параметр форматирования заголовков
Таблица 3 — Параметр форматирования абзацев и номеров страниц
Шрифты:
Основы металлообработки
Оглавление
Процесс фрезерованияСуществуют различные виды механической обработки: точение, фрезерование, сверление, строгание и т. д. Несмотря на конструкционные отличия станков и особенности технологий, управляющие программы для фрезерных, токарных, электроэрозионных, деревообрабатывающих и других станков с ЧПУ создаются по одному принципу. В этой книге основное внимание будет уделено программированию фрезерной обработки. Освоив эту разностороннюю технологию, вероятнее всего, вы самостоятельно разберетесь и с программированием других видов обработки. жүктеу/скачать 69,44 Kb. Достарыңызбен бөлісу: |
 13331/2 С. А. Соколов
13331/2 С. А. Соколов 1 Попутное фрезерование, или фрезерование по подаче 5
1 Попутное фрезерование, или фрезерование по подаче 5
 Вспомним некоторые элементы теории фрезерования, которые вам обязательно пригодятся при создании управляющих программ и работе на станке. Процесс фрезерования заключается в срезании с заготовки лишнего слоя материала для получения детали требуемой формы, размеров и шероховатости обработанных поверхностей. При этом на станке осуществляется перемещение инструмента (фрезы) относительно заготовки или, как в нашем случае, перемещение заготовки относительно инструмента. Для осуществления процесса резания необходимо иметь два движения — главное и движение подачи. При фрезеровании главным движением является вращение инструмента, а движением подачи — поступательное движение заготовки. В процессе резания происходит образование новых поверхностей путем деформирования и отделения поверхностных слоев с образованием стружки. При обработке различают встречное и попутное фрезерование.
Вспомним некоторые элементы теории фрезерования, которые вам обязательно пригодятся при создании управляющих программ и работе на станке. Процесс фрезерования заключается в срезании с заготовки лишнего слоя материала для получения детали требуемой формы, размеров и шероховатости обработанных поверхностей. При этом на станке осуществляется перемещение инструмента (фрезы) относительно заготовки или, как в нашем случае, перемещение заготовки относительно инструмента. Для осуществления процесса резания необходимо иметь два движения — главное и движение подачи. При фрезеровании главным движением является вращение инструмента, а движением подачи — поступательное движение заготовки. В процессе резания происходит образование новых поверхностей путем деформирования и отделения поверхностных слоев с образованием стружки. При обработке различают встречное и попутное фрезерование.
1 2 3 4
©engime. org 2022
org 2022
әкімшілігінің қараңыз
попутное фрезерование против. Традиционное фрезерование
Блог
Подъемное фрезерование — стружка удаляется за пропилом, поэтому вам не нужно повторно резать ее, что приводит к лучшему качеству поверхности.
Как слесарь, вы слышите множество технических терминов. Старые ребята называют это одним, а молодые — другим. Если вы не машинист или только начинаете заниматься механической обработкой, это может сбить вас с толку. Сегодня я собираюсь обсудить два из этих запутанных терминов – фрезерование с восхождением и обычное фрезерование. Знание разницы между ними и правильное применение может выделить вас среди коллег и поднять общее качество ваших деталей на новый уровень.
Прежде всего, давайте установим некоторые основные правила. Мы будем вращать наш шпиндель вперед (по часовой стрелке) и использовать стандартную концевую фрезу — мы поговорим о концевых фрезах и многих других инструментах в следующем посте в блоге. На данный момент мы используем стандартные инструменты и рассмотрим преимущества и недостатки как ручных станков, так и станков с ЧПУ.
На данный момент мы используем стандартные инструменты и рассмотрим преимущества и недостатки как ручных станков, так и станков с ЧПУ.
При вращении инструмента по часовой стрелке попутное фрезерование идет ВМЕСТЕ с вращением. Думайте о канавках или зубьях фрезы, как о вытягивании материала или о КАЗАНИИ сквозь материал. При попутном фрезеровании канавка ударяется о материал в верхней части реза, и толщина стружки уменьшается по мере того, как канавка режет. Это приводит к тому, что стружка откладывается ЗА резом, что очень важно. Стружка очищается от резака, что означает, что вы не нарезаете стружку повторно. Поскольку вы не срезаете стружку повторно, результатом является лучшее качество поверхности и более длительный срок службы инструмента. Меньшая мощность требуется от шпинделя для подъемной фрезы, а результатом резания является прижимная сила к материалу, что может упростить работу с зажимами. Кроме того, при чистовой обработке пола элемента или торцевом фрезеровании тонкого материала прижимная сила может способствовать стабилизации детали.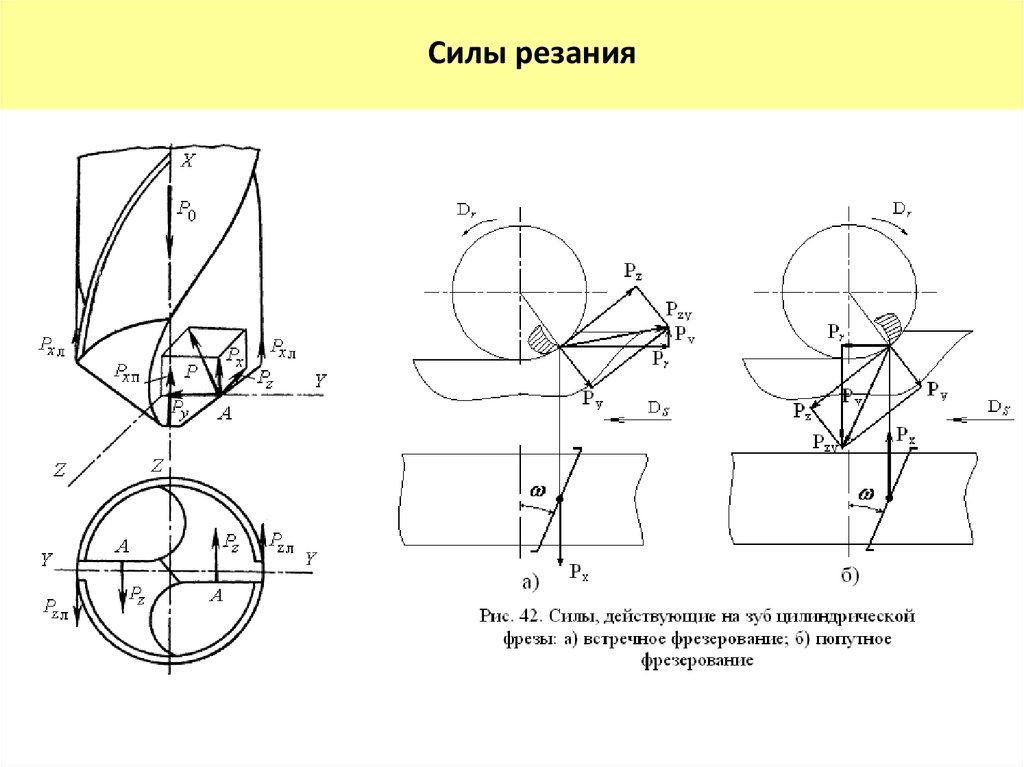
Попутное фрезерование — стружка удаляется за пропилом, поэтому ее не нужно повторно резать, что приводит к лучшему качеству поверхности.
Однако у попутного фрезерования есть и недостатки, самые серьезные из которых встречаются на ручных машинах. При выполнении подъемной мельницы на 60-летнем Бриджпорте вы можете столкнуться с некоторыми серьезными проблемами с люфтом. Из-за тянущего действия инструмента на материал, если вы используете станок с большим люфтом, инструмент захватит материал, и стол переместится на любое расстояние, на которое будет рассчитан этот люфт — на некоторых станках это может быть не только катастрофическим. со стороны, но невероятно опасен для машиниста. Отклонение инструмента (которое мы рассмотрим в другом посте) на подвижной фрезе будет перпендикулярно инструменту, то есть в сторону и внутрь вашей детали, что повлияет на толщину вашей стружки и потенциально поставит под угрозу вашу точность.
При вращении инструмента по часовой стрелке обычное фрезерование идет ПРОТИВ вращения. Канавки вашего фрезы ударяются о материал и противодействуют вращению, откладывая стружку ПЕРЕД пропилом. Как и ожидалось, это приведет к повторному срезанию стружки, что приведет как к увеличению износа инструмента, так и к ухудшению качества поверхности. Поскольку инструмент ударяет по нижней части детали, а канавка срезает вверх, а стружка становится все тяжелее по мере резания, вы создаете направленное вверх усилие на деталь, что может вызвать проблемы с зажимом.
Канавки вашего фрезы ударяются о материал и противодействуют вращению, откладывая стружку ПЕРЕД пропилом. Как и ожидалось, это приведет к повторному срезанию стружки, что приведет как к увеличению износа инструмента, так и к ухудшению качества поверхности. Поскольку инструмент ударяет по нижней части детали, а канавка срезает вверх, а стружка становится все тяжелее по мере резания, вы создаете направленное вверх усилие на деталь, что может вызвать проблемы с зажимом.
Традиционное фрезерование — предлагает значительные преимущества при обработке твердых материалов, таких как чугун или горячекатаная сталь.
Точно так же, как у фрезерования с восхождением есть недостатки, у обычного фрезерования есть и преимущества. При обработке таких материалов, как черновой чугун или горячекатаная сталь, предпочтительным методом является обычное фрезерование. Особенно для горячекатаной стали из-за твердого черного слоя на внешней поверхности. Выполнение подвижного стана на горячекатаной стали может привести к выкрашиванию режущих кромок из-за твердости этого внешнего слоя и более агрессивного способа контакта инструмента с шероховатой поверхностью, вызывая больший прогиб и потенциально более тяжелую стружку. Поскольку отклонение инструмента на обычной фрезе имеет тенденцию быть параллельным инструменту, он взаимодействует с шероховатой поверхностью с более щадящей скоростью. Еще одна сильная сторона обычного фрезерования — чистовые проходы. Если вы сделаете черновую обработку профиля с помощью подъемно-поступательной фрезы, которая с самого начала даст вам хорошую чистоту поверхности, а затем переключите ее на чистовую обработку с помощью обычной фрезы, вы будете удивлены результатами. Из-за отклонения инструмента, наблюдаемого при попутном фрезеровании, обычный чистовой проход фрезой обеспечит хорошую чистовую обработку на легком проходе. Другим вариантом является «призрачный проход» или «пружинный проход», который представляет собой разрез в противоположном направлении, в данном случае обычный, без фактического выполнения более тяжелого прохода. Вы увидите количество удаляемого материала, оставшегося после отклонения инструмента, и он оставит отличный результат, пока вы смазываете.
Поскольку отклонение инструмента на обычной фрезе имеет тенденцию быть параллельным инструменту, он взаимодействует с шероховатой поверхностью с более щадящей скоростью. Еще одна сильная сторона обычного фрезерования — чистовые проходы. Если вы сделаете черновую обработку профиля с помощью подъемно-поступательной фрезы, которая с самого начала даст вам хорошую чистоту поверхности, а затем переключите ее на чистовую обработку с помощью обычной фрезы, вы будете удивлены результатами. Из-за отклонения инструмента, наблюдаемого при попутном фрезеровании, обычный чистовой проход фрезой обеспечит хорошую чистовую обработку на легком проходе. Другим вариантом является «призрачный проход» или «пружинный проход», который представляет собой разрез в противоположном направлении, в данном случае обычный, без фактического выполнения более тяжелого прохода. Вы увидите количество удаляемого материала, оставшегося после отклонения инструмента, и он оставит отличный результат, пока вы смазываете.
Надеюсь, я хоть немного прояснил для вас вопрос попутного фрезерования по сравнению с обычным фрезерованием.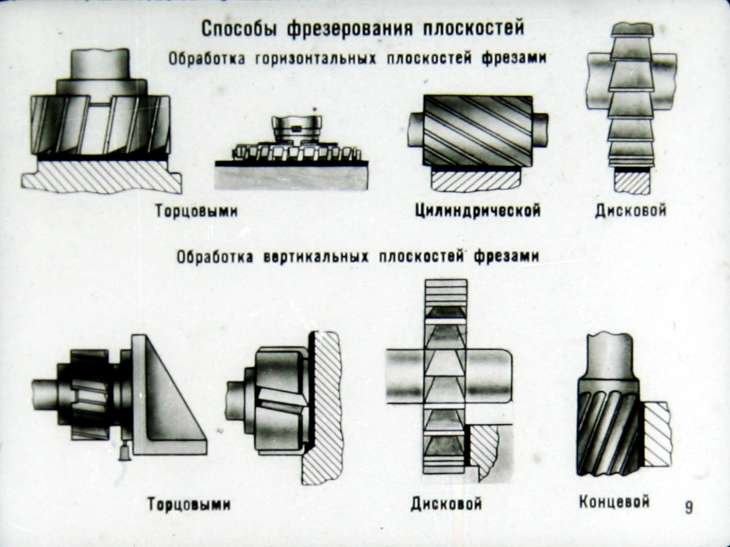 Обе стратегии полезны, когда применяются в соответствующей ситуации. Всегда помните, что когда дело доходит до обработки, все решают мелкие детали, какими бы маленькими они ни казались.
Обе стратегии полезны, когда применяются в соответствующей ситуации. Всегда помните, что когда дело доходит до обработки, все решают мелкие детали, какими бы маленькими они ни казались.
Попутное фрезерование по сравнению с обычным фрезерованием (подлые трюки с ЧПУ)
Что такое попутное фрезерование по сравнению с обычным фрезерованием (попутное фрезерование по сравнению с встречным фрезерованием)?
Хотя многие операторы ЧПУ имеют привычку всегда указывать попутное фрезерование, бывают случаи, когда попутное фрезерование предпочтительнее, а есть случаи, когда предпочтение отдается обычному фрезерованию. Прежде чем мы перейдем к тому, когда использовать каждый из них, давайте кратко рассмотрим различия. Первое, на что следует обратить внимание, это терминология. Некоторые скажут: «Попутное фрезерование против обычного фрезерования», в то время как другие скажут: «Попутное фрезерование против фрезерования вверх». Это одно и то же:
Это одно и то же:
- Попутное фрезерование = попутное фрезерование
- Обычное фрезерование = встречное фрезерование
Попутное фрезерование — это когда направление резания и вращение фрезы объединяются, чтобы попытаться «всосать» фрезу вверх (отсюда это называется «попутное» фрезерование) или в сторону от обрабатываемой детали. Обеспечивает наилучшее качество поверхности. Вот диаграмма, показывающая подъем по сравнению с обычным фрезерованием для ряда ориентаций: Стрелки показывают движение заготовки, а не движение шпинделя! Имейте в виду, что на этой иллюстрации движется заготовка, а не шпиндель. На некоторых машинах, таких как портальный фрезер, шпиндель перемещается, поэтому этикетки переворачиваются. Я придерживаюсь прямолинейности, думая о шпинделе как о прижимном ролике, который может либо помочь перемещать заготовку в направлении, в котором она уже двигалась (попутное фрезерование), либо препятствовать этому движению (стандартное или обычное фрезерование). Попробуйте поэкспериментировать на своем фрезерном станке с двусторонним фрезерованием, и вы увидите, что попутное фрезерование получается намного более гладким и дает лучшее качество поверхности (в большинстве случаев; бывают случаи, когда обычное фрезерование дает лучшее качество — см. ниже). Обратите внимание, что в зависимости от того, каким образом вы фрезеруете, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Попробуйте поэкспериментировать на своем фрезерном станке с двусторонним фрезерованием, и вы увидите, что попутное фрезерование получается намного более гладким и дает лучшее качество поверхности (в большинстве случаев; бывают случаи, когда обычное фрезерование дает лучшее качество — см. ниже). Обратите внимание, что в зависимости от того, каким образом вы фрезеруете, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Преимущества и недостатки встречного и попутного фрезерования (обычное по сравнению с попутным)
Преимущества обычного (встречного фрезерования):
- Ширина стружки начинается с нуля и увеличивается по мере того, как фреза заканчивает нарезку.
- Зуб встречается с заготовкой в нижней части выреза.
- Создаются направленные вверх силы, стремящиеся поднять заготовку во время торцевого фрезерования.
- Для обычного фрезерного станка требуется больше энергии, чем для подъемного.
- Чистота поверхности хуже, потому что стружка поднимается зубьями вверх и падает перед фрезой.
 Там много переделки чипов. Потоковое охлаждение может помочь!
Там много переделки чипов. Потоковое охлаждение может помочь! - Инструменты изнашиваются быстрее, чем при попутном фрезеровании.
- Обычное фрезерование предпочтительно для шероховатых поверхностей.
- Отклонение инструмента при обычном фрезеровании будет иметь тенденцию быть параллельным резу (дополнительную информацию см. на ).
Преимущества попутного (попутного) фрезерования:
- Ширина стружки начинается с максимума и уменьшается.
- Зуб встречается с заготовкой в верхней части реза.
- Стружка сбрасывается за фрезой — меньше перерезки.
- Меньший износ, инструменты служат на 50 % дольше.
- Улучшенное качество поверхности из-за меньшего количества дорезов.
- Требуется меньше энергии.
- Попутное фрезерование создает прижимную силу во время торцевого фрезерования, что упрощает крепление и крепление. Прижимная сила также может помочь уменьшить вибрацию в тонких полах, потому что она помогает удерживать их на поверхности под ними.

- Попутное фрезерование снижает деформационное упрочнение. Однако это может привести к выкрашиванию при фрезеровании горячекатаных материалов из-за закаленного слоя на поверхности.
- Отклонение инструмента во время попутного фрезерования будет иметь тенденцию быть перпендикулярным резанию, поэтому это может увеличить или уменьшить ширину реза и повлиять на точность.
Попутное фрезерование люфт
Существует проблема с попутным фрезерованием, которая заключается в том, что могут возникнуть проблемы с люфтом, если усилия фрезы достаточно велики. Проблема в том, что стол будет втягиваться в фрезу при попутном фрезеровании. Если есть какой-либо люфт, это позволяет увеличить величину люфта. Если люфта достаточно, а фреза работает на пределе своих возможностей, это может привести к поломке и потенциальной травме от разлетающихся осколков. По этой причине многие магазины просто запрещают попутное фрезерование на любых ручных станках, имеющих люфт. Некоторые машины даже оснащены «компенсатором люфта», основной задачей которого является обеспечение возможности фрезерования с попутным движением и его преимуществ. Один из способов подумать об этом — рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зуб концевой фрезы. Типичные значения для чистовой обработки составляют от 0,001 до 0,002 дюйма на зуб. Для черновой работы это может увеличиться до 0,005 дюйма. Теперь, в худшем случае, попутное фрезерование может захватить стол и врезать заготовку в фрезу на полную величину люфта в тот момент, когда один зуб режется. Таким образом, вы можете добавить люфт к нагрузке чипа, чтобы увидеть, какой может быть ваша новая эффективная нагрузка чипа в этом наихудшем случае. Предположим, вы выполняете черновую обработку 0,005 дюйма на зуб и имеете люфт 0,003 дюйма. В худшем случае загрузка вашего чипа возрастет до 0,008 дюйма. Возможно, это не конец света, но напряжение. Теперь предположим, что у вас есть более старая машина с 0,020-дюймовым люфтом и нагрузкой на стружку 0,005 дюйма. Если там произойдет самое худшее, ваша стружкообразование поднимется до 0,025 дюйма, что, вероятно, сломает концевую фрезу, что очень опасно.
Один из способов подумать об этом — рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зуб концевой фрезы. Типичные значения для чистовой обработки составляют от 0,001 до 0,002 дюйма на зуб. Для черновой работы это может увеличиться до 0,005 дюйма. Теперь, в худшем случае, попутное фрезерование может захватить стол и врезать заготовку в фрезу на полную величину люфта в тот момент, когда один зуб режется. Таким образом, вы можете добавить люфт к нагрузке чипа, чтобы увидеть, какой может быть ваша новая эффективная нагрузка чипа в этом наихудшем случае. Предположим, вы выполняете черновую обработку 0,005 дюйма на зуб и имеете люфт 0,003 дюйма. В худшем случае загрузка вашего чипа возрастет до 0,008 дюйма. Возможно, это не конец света, но напряжение. Теперь предположим, что у вас есть более старая машина с 0,020-дюймовым люфтом и нагрузкой на стружку 0,005 дюйма. Если там произойдет самое худшее, ваша стружкообразование поднимется до 0,025 дюйма, что, вероятно, сломает концевую фрезу, что очень опасно.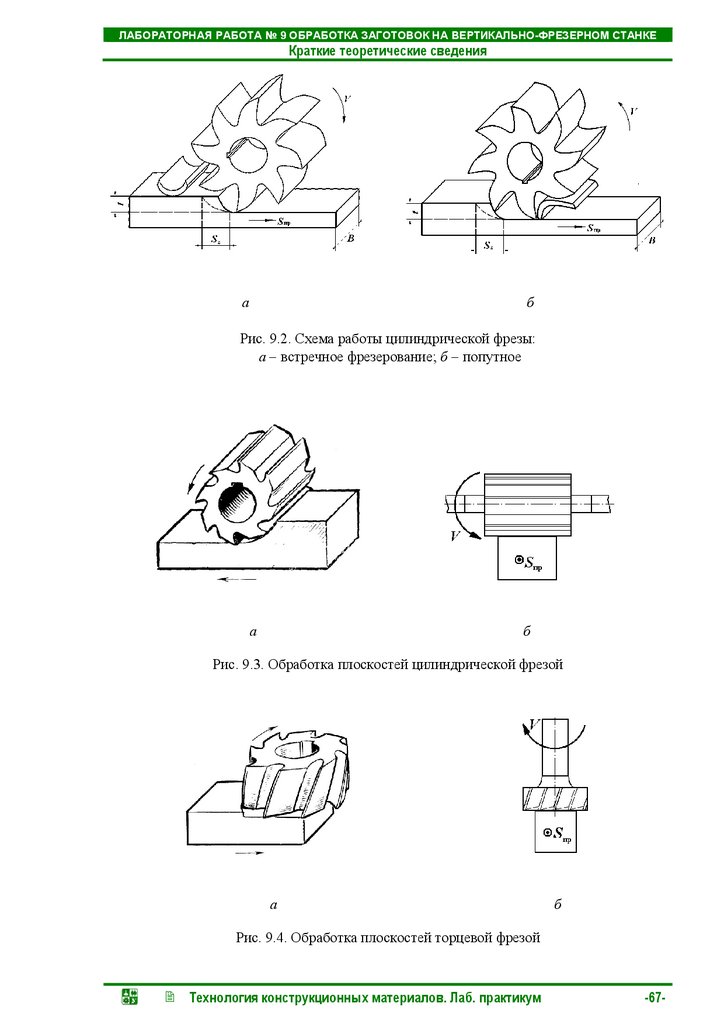 Во-вторых, необходимо учитывать, достаточно ли велика сила резания, чтобы в первую очередь протянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть причудливая линейная машина с низким коэффициентом трения, она может легко схватиться. Если у вас в столе много железа, и, возможно, вы бежите с немного затянутыми жгутами, будет сложнее. Есть способы рассчитать усилие фрезы, но, как правило, концевые фрезы меньшего размера, меньшая глубина резания, меньшая подача и более низкая скорость шпинделя уменьшают силу резания и снижают вероятность того, что фреза утащит люфт с вашего стола. и создать проблему. В целом станки с ЧПУ не должны иметь заметного люфта, так что это больше для ручных станков.
Во-вторых, необходимо учитывать, достаточно ли велика сила резания, чтобы в первую очередь протянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть причудливая линейная машина с низким коэффициентом трения, она может легко схватиться. Если у вас в столе много железа, и, возможно, вы бежите с немного затянутыми жгутами, будет сложнее. Есть способы рассчитать усилие фрезы, но, как правило, концевые фрезы меньшего размера, меньшая глубина резания, меньшая подача и более низкая скорость шпинделя уменьшают силу резания и снижают вероятность того, что фреза утащит люфт с вашего стола. и создать проблему. В целом станки с ЧПУ не должны иметь заметного люфта, так что это больше для ручных станков.
При определенных условиях попутное фрезерование приводит к отрицательной геометрии резания
До сих пор у вас, вероятно, возникала мысль о том, что попутное фрезерование следует делать всегда. В конце концов, он оставляет более качественную поверхность, требует меньше энергии и с меньшей вероятностью отклонит фрезу. И наоборот, ручных машинистов часто учат никогда не подниматься на фрезу, потому что это опасно делать на машине с люфтом. Истина где-то посередине. Компания AB Tools, производитель популярных ножей Aluma-Hog и Shear-Hog, указывает на некоторые важные практические правила:
И наоборот, ручных машинистов часто учат никогда не подниматься на фрезу, потому что это опасно делать на машине с люфтом. Истина где-то посередине. Компания AB Tools, производитель популярных ножей Aluma-Hog и Shear-Hog, указывает на некоторые важные практические правила:
- При резке половины диаметра фрезы или меньше, вам обязательно следует подняться на фрезу, при условии, что ваш станок имеет низкий или нулевой люфт, и это безопасно!
- До 3/4 диаметра фрезы, не имеет значения, каким способом вы режете.
- При резке от 3/4 до 1 диаметра фрезы предпочтение отдается обычному фрезерованию.
Причина в том, что геометрия фрезы приводит к эквиваленту резания с отрицательным передним углом для тяжелых резов диаметром от 3/4 до 1x. Похоже, что корпорация Dapra впервые заговорила об этом явлении еще в 19 веке.71. G-Wizard теперь напоминает вам с небольшой подсказкой, какой из них вы должны использовать:
Подсказки G-Wizard говорят вам, что делать: «Использовать попутное фрезерование». Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, воспользуйтесь моментом прямо сейчас, чтобы подписаться на 30-дневную пробную версию.
Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, воспользуйтесь моментом прямо сейчас, чтобы подписаться на 30-дневную пробную версию.
Отклонение инструмента и точность резания при попутном и обычном фрезеровании
Как попутное и обычное фрезерование влияет на отклонение и точность инструмента? На следующем рисунке показаны маленькие стрелки (часто называемые векторами), показывающие направление отклонения инструмента при перемещении фрезы по траектории:
Стрелки показывают, где сила резания пытается отклонить резак.
Обычный вырез вверху, подъемный вырез внизу. Обратите внимание, что вектор силы отклонения более близок к резанию при обычном фрезеровании (хотя стрелки длиннее, что указывает на более высокие силы резания). При попутном фрезеровании стрелка почти перпендикулярна пропилу. Если ваш резак отклоняется на 0,001 дюйма, не лучше ли вам, чтобы он был почти в направлении движения? В качестве альтернативы фреза может врезаться глубже в стену или отходить от стены. В любом случае будет больше ошибок в обрабатываемой детали. Противоположный момент заключается в том, что длина векторов больше при обычном фрезеровании. Это говорит о том, что силы резания больше, и инструмент с большей вероятностью отклонится. Попробуйте набор высоты для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а влияние отклонения инструмента на точность не имеет значения — точность обеспечит чистовой проход. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль стружки от толстой к тонкой отводит тепло на стружку. Этот переход от толстого к тонкому + отвод тепла особенно важен для жестких материалов, подвергающихся деформационному упрочнению, таких как нержавеющая сталь. Это также приводит к более качественному покрытию, если вы можете позволить себе подняться на финишный проход.
В любом случае будет больше ошибок в обрабатываемой детали. Противоположный момент заключается в том, что длина векторов больше при обычном фрезеровании. Это говорит о том, что силы резания больше, и инструмент с большей вероятностью отклонится. Попробуйте набор высоты для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а влияние отклонения инструмента на точность не имеет значения — точность обеспечит чистовой проход. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль стружки от толстой к тонкой отводит тепло на стружку. Этот переход от толстого к тонкому + отвод тепла особенно важен для жестких материалов, подвергающихся деформационному упрочнению, таких как нержавеющая сталь. Это также приводит к более качественному покрытию, если вы можете позволить себе подняться на финишный проход.
Рассмотрите традиционное фрезерование для чистовых проходов
Этот вариант противоречит здравому смыслу многих машинистов, которые на протяжении большей части своей карьеры обучались тому, что подъем обеспечивает лучшую чистовую обработку, чем обычная. При прочих равных условиях это верно, но все прочие редко бывают равными! Проблема в том, что прогиб также влияет на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллели», очень мала. Таким образом, инструмент будет иметь небольшую склонность отклоняться и создавать волны на стене, которую вы отделываете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабые! Таким образом, вам следует переключиться на обычное фрезерование для чистового прохода, если вы испытываете трудности с отклонением (используйте G-Wizard, чтобы увидеть, приводят ли диаметр вашего инструмента и вылет к достаточно малому отклонению для чистового прохода). По крайней мере, избегайте слишком большой глубины резания при попутном фрезеровании, чтобы не вызвать отклонение. В той же статье предлагается, чтобы, когда отклонение должно быть сведено к минимуму, используйте не более 30 процентов диаметра фрезы для обычного фрезерования и 5 процентов для попутного фрезерования.
При прочих равных условиях это верно, но все прочие редко бывают равными! Проблема в том, что прогиб также влияет на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллели», очень мала. Таким образом, инструмент будет иметь небольшую склонность отклоняться и создавать волны на стене, которую вы отделываете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабые! Таким образом, вам следует переключиться на обычное фрезерование для чистового прохода, если вы испытываете трудности с отклонением (используйте G-Wizard, чтобы увидеть, приводят ли диаметр вашего инструмента и вылет к достаточно малому отклонению для чистового прохода). По крайней мере, избегайте слишком большой глубины резания при попутном фрезеровании, чтобы не вызвать отклонение. В той же статье предлагается, чтобы, когда отклонение должно быть сведено к минимуму, используйте не более 30 процентов диаметра фрезы для обычного фрезерования и 5 процентов для попутного фрезерования. Конечно, и здесь, если у вас есть G-Wizard, вы будете знать, какого отклонения ожидать и стоит ли беспокоиться. Восхождение к черновому и обычному к чистовому также соответствует общему мнению Практического Машиниста. Надлежащее управление прогибом может помочь вам избежать необходимости дополнительной пружинной обрезки, что сэкономит время и деньги.
Конечно, и здесь, если у вас есть G-Wizard, вы будете знать, какого отклонения ожидать и стоит ли беспокоиться. Восхождение к черновому и обычному к чистовому также соответствует общему мнению Практического Машиниста. Надлежащее управление прогибом может помочь вам избежать необходимости дополнительной пружинной обрезки, что сэкономит время и деньги.
Рассмотрите возможность обычного фрезерования при микрофрезеровании
По тем же причинам, но с учетом того, что отклонение намного хуже при микрофрезеровании, в большинстве случаев при микрофрезеровании следует использовать обычное фрезерование с попутным перемещением. Посетите нашу страницу Micromachining для получения дополнительной информации. Этот пост изначально появился в блоге CNC Cookbook.
Понимание различий между попутным и обычным фрезерованием
Фрезерование является одним из наиболее распространенных субтрактивных производственных процессов, в которых используется вращающийся инструмент для резки неподвижной плоской поверхности. Перед началом процесса машинисты должны принять во внимание несколько соображений, и общая дилемма для них заключается в том, чтобы выбрать попутное фрезерование по сравнению с обычным фрезерованием.
Перед началом процесса машинисты должны принять во внимание несколько соображений, и общая дилемма для них заключается в том, чтобы выбрать попутное фрезерование по сравнению с обычным фрезерованием.
Как у подъемного, так и у обычного фрезерования есть свои достоинства и недостатки, поэтому явного победителя нет. Лучший выбор для вас зависит от вашего приложения, предпочтений и желаемых характеристик процесса.
Ниже приводится подробный обзор как обычного, так и попутного фрезерования и их сравнение, чтобы дать вам лучшее представление об обоих процессах и помочь вам принять обоснованное решение, когда придет время.
Что такое попутное фрезерование
Попутное фрезерование или попутное фрезерование — это процесс, при котором режущий инструмент с ЧПУ вращается в том же направлении, что и заготовка. Название происходит от того факта, что зубья режущего инструмента взбираются на поверхность заготовки и откладывают стружку позади фрезы, что исключает возможность повторной обработки.
Некоторые другие свойства, которые отличают попутное фрезерование, включают направленные вниз силы, требующие меньших требований к удерживанию, ширину стружки, которая уменьшается во время процесса, и характеристики плоскости сдвига.
Эти свойства создают благоприятные условия процесса и дают ряд ключевых преимуществ попутному фрезерованию. Вот некоторые из них:
Улучшенная обработка поверхности
Толщина стружки начинается с полной толщины, но постепенно уменьшается в процессе попутного фрезерования. Это вызывает меньше отклонений в процессе резки. Кроме того, в процессе попутного фрезерования стружка остается позади фрезы, что предотвращает повторную резку и обеспечивает превосходное качество поверхности деталей, обработанных на станках с ЧПУ.
Низкое тепловыделение и нагрузка при резании
Поскольку ширина стружки постепенно уменьшается, тепло, связанное с процессом обработки, остается внутри заготовки. Кроме того, силы резания в этом процессе направлены вниз, что снижает общие требования к удерживанию заготовки во время процессов горизонтального фрезерования.
Увеличенный срок службы инструмента
Меньшие отклонения и выделение тепла в процессе попутного фрезерования напрямую влияют на срок службы инструмента. Поскольку инструмент не подвергается таким сильным нагрузкам во время использования, он, естественно, имеет лучший срок службы и дольше остается работоспособным.
В то время как фрезерование с подъемом превосходно во многих отношениях. Существуют также некоторые серьезные ограничения процесса. Вот некоторые из основных недостатков попутного резания:
Чрезмерная вибрация
При работе с более толстыми заготовками или при более высоких скоростях подачи вы будете испытывать сильные вибрации из-за удара инструмента о заготовку. Эти чрезмерные вибрации могут вызвать множество проблем, включая отклонение инструмента и его повреждение. В результате будет затронута общая точность вашей заготовки.
Люфт
Другой распространенной проблемой попутного фрезерования является люфт, который возникает, когда силы резания недостаточны. Хотя эта проблема редко встречается на фрезерных станках с ЧПУ, у старых моделей она почти всегда возникает.
Хотя эта проблема редко встречается на фрезерных станках с ЧПУ, у старых моделей она почти всегда возникает.
Основной причиной люфта является то, что фреза тянет стол во время работы. Этот люфт потенциально может привести к травмам из-за разлетающихся осколков, и к нему всегда следует относиться серьезно. Всегда рекомендуется избегать попутного фрезерования на старых станках или использовать компенсатор люфта. Это дополнительный компонент, который поглощает энергию шрапнели и позволяет ощутить все преимущества фрезы с набором высоты.
Непригодность для более твердых материалов
Процесс попутного фрезерования не подходит для твердых или жестких материалов, таких как чугун, сталь и другие, поскольку они могут повредить режущий инструмент. При попутном фрезеровании толщина стружки в начале самая высокая, что может привести к повреждению режущего инструмента при работе с твердыми материалами.
Что такое традиционное фрезерование
Как следует из названия, традиционный процесс фрезерования представляет собой традиционный подход, при котором вращение режущего инструмента направлено против движения заготовки. В этом случае рез идет вверх, поэтому этот метод фрезерования еще называют фрезерованием.
В этом случае рез идет вверх, поэтому этот метод фрезерования еще называют фрезерованием.
Традиционный процесс фрезерования полностью противоположен попутному фрезерованию. В этом случае ширина стружки начинается практически с нуля и постепенно увеличивается. Кроме того, стружка удаляется на пути фрезы из-за ее вращения, а заготовка испытывает подъемную силу из-за действия резания.
Так же, как и попутное фрезерование, традиционное фрезерование также имеет ряд преимуществ и ограничений. Вот некоторые из ключевых преимуществ обычного фрезерования по сравнению с другими методами.
Без люфта
Одним из самых больших преимуществ встречного фрезерования является отсутствие люфта. При встречном фрезеровании вращение фрезы и движение заготовки не тянут стол, поэтому вероятность люфта исключена. Кроме того, для уменьшения люфта перед компонентами, такими как сепаратор, предпочтительным вариантом было обычное фрезерование.
Повышенная стабильность
Одна из проблем попутного фрезерования заключается в том, что заготовка имеет тенденцию тянуть заготовку к оператору, что может повлиять на общую точность станка. Обычные машины этого не имеют, что означает больший контроль и стабильность результатов.
Обычные машины этого не имеют, что означает больший контроль и стабильность результатов.
Кроме того, попутное фрезерование также не создает чрезмерных вибраций при резке более твердых материалов, потому что ширина стружки постепенно увеличивается и обеспечивает стабильность заготовки на протяжении всей операции.
Больше контроля
Во время фрезерных операций режущий инструмент имеет тенденцию отклоняться от заготовки. Хотя это влияет на общую отделку поверхности продукта, оно также имеет преимущество. Вероятность непреднамеренного пореза будет низкой, и порезы не будут слишком глубокими, даже если это произойдет.
Традиционный процесс измельчения также имеет несколько недостатков. Вот наиболее важные из них:
Чрезмерное выделение тепла
При обычном фрезеровании стружка удаляется за счет постепенного увеличения ширины, что означает, что все выделяемое тепло поддерживается инструментом. В результате обычные фрезерные инструменты с большей вероятностью перегреваются, что может сократить срок их службы.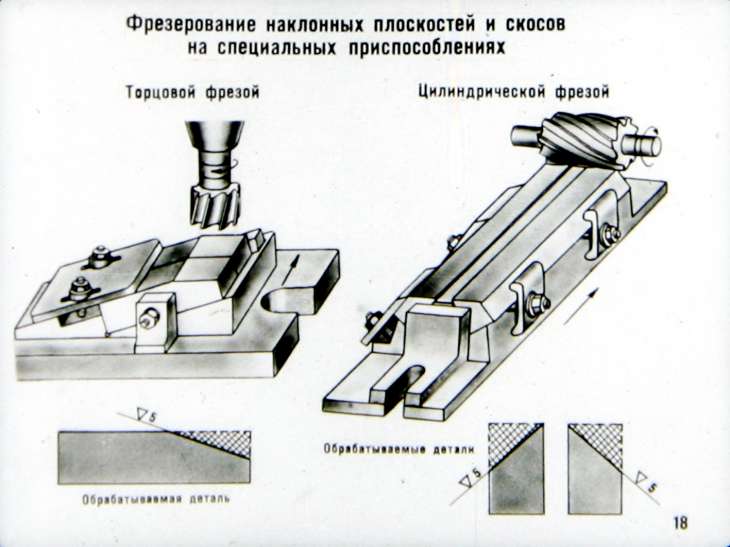
Черновая обработка
Процесс резания при обычном фрезеровании вызывает отклонение как инструмента, так и заготовки. Что приводит к более шероховатой поверхности. Однако это качество также позволяет ему более эффективно справляться с более твердыми материалами. Вот почему обычное фрезерование лучше, если вы работаете с такими материалами, как чугун и высокоуглеродистая сталь.
Повреждение инструмента
Чрезмерный нагрев, а также сила трения и направленная вверх сила вызывают серьезные повреждения инструмента, что влияет на его общий срок службы и может еще больше снизить точность обработки детали.
Подробнее: В чем разница между горизонтальным и вертикальным фрезерованием
Попутное и обычное фрезерование: сравнение отклонения инструмента и точности резания
Всякий раз, когда эксперты говорят о попутном и обычном фрезеровании, шероховатости поверхности или других рабочих параметрах, главное, что они имеют в виду с – отклонение инструмента и точность резания.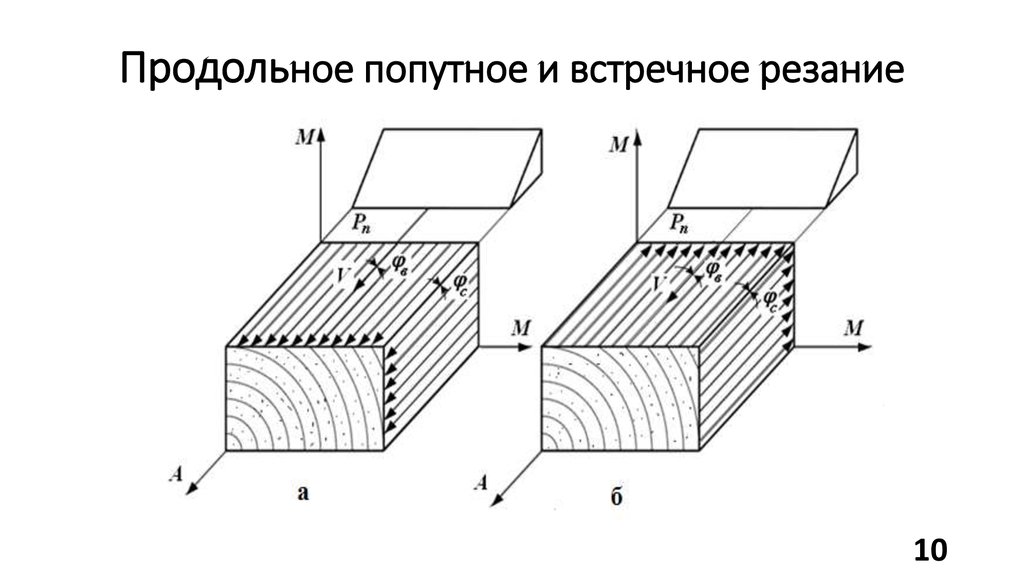 Оба фактора в совокупности оказывают наибольшее влияние на результат и сам процесс. Отклонение инструмента влияет на тепловыделение, а точность резки напрямую влияет на результат.
Оба фактора в совокупности оказывают наибольшее влияние на результат и сам процесс. Отклонение инструмента влияет на тепловыделение, а точность резки напрямую влияет на результат.
Когда речь идет об отклонении инструмента, традиционное фрезерование имеет преимущество перед попутным фрезерованием. Причина в направлении реактивных сил. В случае обычного фрезерования направление сил почти параллельно направлению подачи инструмента, что означает меньшую ошибку и больший контроль над процессом.
Попутное фрезерование, с другой стороны, имеет отклонение, перпендикулярное движению заготовки. Естественно, это приводит к большему отклонению и даже к перемещению заготовки, что влияет на точность ваших результатов.
Вообще говоря, традиционный подход обеспечивает больший контроль и стабильность из-за отклонения инструмента при сравнении обычного и попутного фрезерования . Однако точность — не единственный фактор. Когда дело доходит до обработки поверхности, точности и долговечности инструментов, именно попутное фрезерование берет верх и обеспечивает наилучшие общие результаты.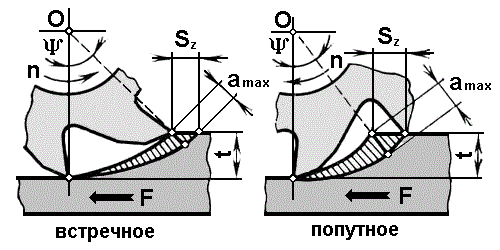
Правильное время для выбора попутного или обычного процесса фрезерования
Правильное время для выбора между встречным и попутным фрезерованием зависит от области применения, требований, материала и некоторых других факторов. Как правило, говоря об обычном и попутном фрезеровании, люди часто предполагают, что попутное фрезерование лучше, потому что оно имеет минимальную нагрузку, обеспечивает лучшее качество поверхности и обеспечивает длительный срок службы инструмента. Однако этот подход не подходит для каждого отдельного случая, поскольку он также имеет серьезные недостатки.
Точно так же и традиционное фрезерование имеет ряд очевидных преимуществ. Однако его ограничение столь же существенно. Вот почему важно иметь глубокое понимание обоих процессов резки, чтобы убедиться, что вы делаете правильный выбор и получаете стабильные результаты.
Вот несколько советов, которые помогут вам выбрать между обычным и попутным фрезерованием.
- Предпочитает попутное фрезерование для небольших деталей, требующих безупречной обработки
- Не используйте попутное фрезерование с ручными фрезерными станками
- Убедитесь, что традиционный станок, который вы используете, имеет компенсатор люфта при попутном фрезеровании
- Используйте обычное фрезерование твердого и жесткого материала или закаленных заготовок
- Не используйте попутное фрезерование на первом проходе, если материал окислен или имеет шероховатую поверхность
- Для достижения наибольшей точности используйте попутное фрезерование для последнего прохода
RapidDirect: ваш надежный партнер для фрезерных и других процессов обработки с ЧПУ
Для обеспечения постоянства и результатов в процессах обработки с ЧПУ требуется сочетание правильных инструментов и опыт. Иногда малый или средний бизнес может не иметь к этому доступа. Услуги по обработке с ЧПУ могут стать идеальным ответом на ваши требования. Первоклассный сервис ЧПУ, такой как RapidDirect, может помочь вам поддерживать согласованность и точность результатов.
Иногда малый или средний бизнес может не иметь к этому доступа. Услуги по обработке с ЧПУ могут стать идеальным ответом на ваши требования. Первоклассный сервис ЧПУ, такой как RapidDirect, может помочь вам поддерживать согласованность и точность результатов.
В компании RapidDirect есть самое современное оборудование, отвечающее всем требованиям механической обработки. Независимо от того, требуется ли вам фрезерование с попутным или обычным фрезерованием, мы справимся со всем этим и предоставим нужные вам результаты по лучшей цене и в кратчайшие сроки.
Помимо всего этого, RapidDirect отличается от других конкурентов своей автоматизированной системой котировок. На производственном онлайн-портале есть все, что вам нужно, чтобы начать работу с фрезерными станками с ЧПУ. Просто загрузите детали вашей детали вместе с требованиями к материалам и другими деталями. Выберите график, который вы предпочитаете, и получите мгновенное предложение от RapidDirect. Это не может быть проще!
Заключение
Попутное фрезерование по сравнению с обычным фрезерованием — это старый спор, в котором нет явного победителя. Общее мнение среди новичков в отрасли состоит в том, что попутное фрезерование лучше из-за простоты и других параметров производительности. Однако у обычного фрезерования есть и свои преимущества.
Общее мнение среди новичков в отрасли состоит в том, что попутное фрезерование лучше из-за простоты и других параметров производительности. Однако у обычного фрезерования есть и свои преимущества.
В конце концов, правильный метод фрезерования зависит от вашего применения и конкретных требований проекта. Однако важно иметь базовые знания об обоих процессах, чтобы убедиться, что вы принимаете обоснованное решение.
Сравнение попутного и обычного фрезерования
Одной из основных концепций, которые необходимо понимать при любой операции фрезерования, является Направление резания . Его можно охарактеризовать тем, как канавки режущего инструмента входят в зацепление с материалом заготовки и образуют стружку , которая удаляется во время резания. Во многих 2½- и 3-осевых стратегиях траекторий MecSoft CAM вы увидите, что Направление резания определяется выбором одного из трех вариантов: Подъем , Обычный или Смешанный . Рассмотрим характеристики каждого варианта.
Рассмотрим характеристики каждого варианта.
Подъем Фрезерование
Рассматривайте каждую удаляемую стружку как клин материала с широким и узким концами. При попутном фрезеровании (также называемом попутным резанием) взаимосвязь между направлением шпинделя и направлением подачи при резке сочетается таким образом, что широкий конец стружки удаляется первым, а узкий конец удаляется последним. Это означает, что когда зуб фрезы впервые соприкасается с заготовкой, он удаляет максимальное количество материала (максимальная ширина стружки). По мере выполнения резания количество снимаемого материала уменьшается, и непосредственно перед тем, как канавка теряет контакт с заготовкой, ширина стружки равна нулю. Это создает эффект подъема режущего инструмента по материалу заготовки, как показано на этом рисунке. Линейное расстояние широкого конца чипа называется Подача на зуб .
Поскольку стружка отбрасывается за фрезой, вероятность того, что фреза повторно нарежет отбракованный материал, снижается. Попутное фрезерование также снижает износ режущего инструмента, поскольку уменьшается трение (т. е. контакт без резания) о заготовку. Кроме того, максимальное усилие на заготовку возникает, когда фреза делает наибольший откус от заготовки. Сила в этой точке направлена прямо вниз на заготовку. Это делает заготовку более стабильной и требует менее жесткого крепления. Однако из-за резкого увеличения силы необходимо активное управление люфтом инструмента.
Попутное фрезерование также снижает износ режущего инструмента, поскольку уменьшается трение (т. е. контакт без резания) о заготовку. Кроме того, максимальное усилие на заготовку возникает, когда фреза делает наибольший откус от заготовки. Сила в этой точке направлена прямо вниз на заготовку. Это делает заготовку более стабильной и требует менее жесткого крепления. Однако из-за резкого увеличения силы необходимо активное управление люфтом инструмента.
Попутное фрезерование является предпочтительным методом резки, так как обеспечивает лучшее качество поверхности. Однако из-за больших усилий, возникающих в начале каждого резания, станки и шпиндели должны быть более жесткими.
Обычная Фрезерование
При обычном фрезеровании (называемом встречным резанием) узкий конец стружки в нижней части реза удаляется первым, а широкий конец удаляется последним. Это создает эффект резания режущего инструмента на заготовке, как показано на этом рисунке.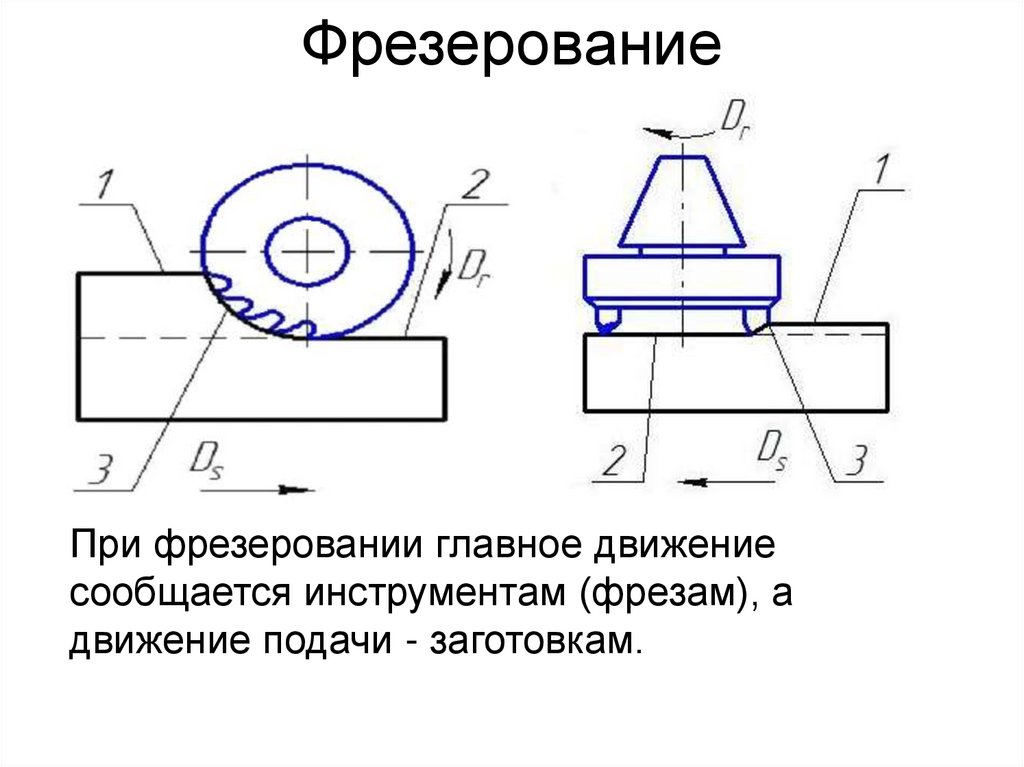 Подача на зуб не реализуется полностью до конца удаления стружки.
Подача на зуб не реализуется полностью до конца удаления стружки.
Поскольку стружка отбрасывается вверх перед фрезой, может произойти повторная резка стружки, что может привести к получению более грубой поверхности. Традиционное фрезерование также может увеличить износ режущего инструмента из-за увеличения трения между инструментом и заготовкой в начале резания, когда фреза не удаляет материал.
Максимальное усилие на заготовку возникает, когда фреза делает самый большой врез, а затем теряет контакт с заготовкой. В этот момент сила на заготовке направлена вверх. Это требует более строгого крепления, чем фрезерование с подъемом. Однако силы резания увеличиваются от нуля до максимума без резкого увеличения, что приводит к меньшему отклонению инструмента.
Несмотря на то, что попутное фрезерование предпочтительнее, бывают случаи, когда используется обычное фрезерование, например, при обработке материалов с шероховатой или закаленной поверхностью. Попутное фрезерование этих материалов может привести к чрезмерным усилиям, когда зубья фрезы вступают в первый контакт с материалом заготовки.
Смешанный (Попутный/Традиционный) Фрезерование
Смешанный вариант просто означает, что программное обеспечение CAM использует комбинацию двух направлений фрезерования в пределах одной и той же траектории. Этот вариант обычно используется при чистовой резке, когда удаляется очень небольшое количество материала. Смешанное направление резания может уменьшить ход инструмента и количество движений отвода и перемещения, тем самым экономя время обработки.
Давайте повторим:
- Рассмотрим каждую удаляемую стружку как клин материала заготовки.
- Расстояние до самого широкого конца стружки — это подача на зуб.
Попутное фрезерование (попутное резание):
- Меньше повторной обработки стружки, более высокое качество обработки поверхности.
- Меньший износ режущего инструмента (увеличивается срок службы инструмента).
- Обнаружено большее отклонение инструмента, но требуется меньшая фиксация (сила резания направлена на заготовку).

- Станки и шпиндели должны быть более жесткими.
Традиционное фрезерование (Up Cut):
- Больше повторной обработки стружки, низкое качество обработки поверхности.
- Повышенный износ режущего инструмента (сокращение срока службы).
- Меньшее отклонение инструмента, но требуется больше фиксации (сила резания направлена от заготовки).
- Станки и шпиндели могут быть менее жесткими.
Смешанное (попутное/традиционное) Фрезерование:
- Комбинация обоих методов используется в одной и той же траектории.
- Обычно используется в траекториях чистовой обработки.
- Может сократить перемещение инструмента и время обработки.
Попутное фрезерование по сравнению с обычным фрезерованием (и когда их использовать на вашем станке — Overnight Carbide Tools Australia
Многие из нас, операторов ЧПУ, имеют привычку всегда попутное фрезерование, но иногда предпочтение отдается обычному фрезерованию, особенно на небольших машины
Чтобы лучше понять, когда их использовать, краткое определение различий.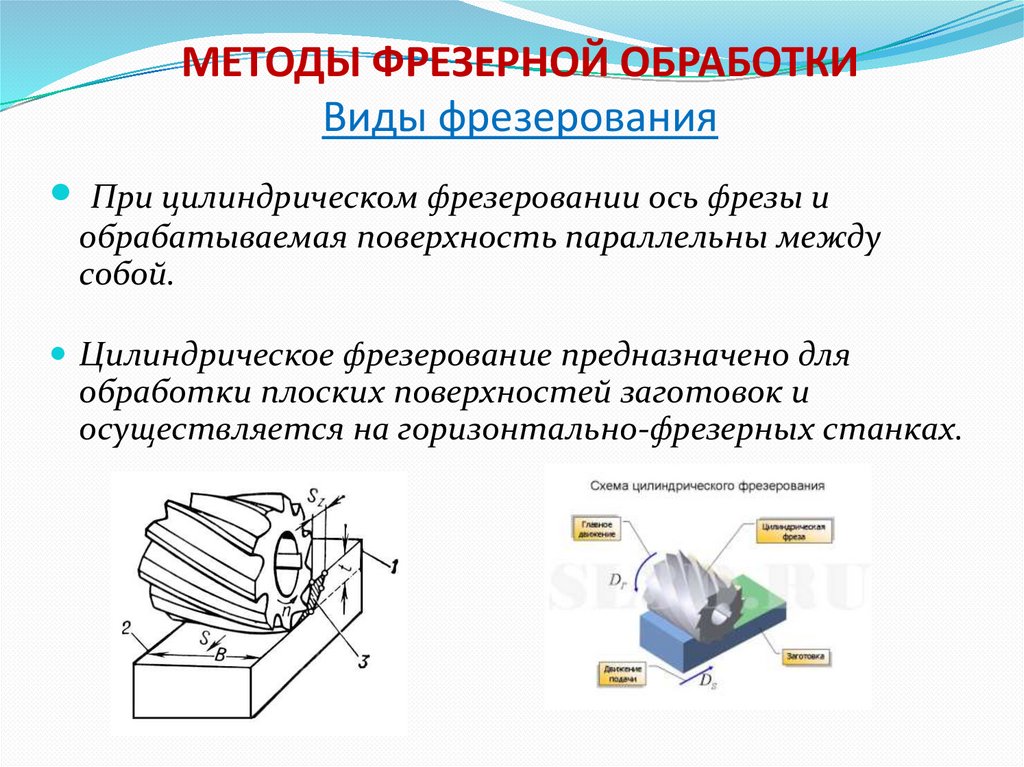
Попутное фрезерование относится к ситуации, когда направление резания и вращение фрезы сочетаются и пытаются «подняться» фрезой вверх (поэтому это называется «попутным» фрезерованием) или в сторону от обрабатываемой детали. Результатом является первоклассная отделка поверхности.
Попутное фрезерование — лучший способ для обработки на жестком станке, поскольку он снижает нагрузку от режущей кромки, улучшает чистоту поверхности и увеличивает срок службы инструмента. При обычном фрезеровании фреза имеет тенденцию врезаться в заготовку, что может привести к вырезанию детали за пределами допуска.
Однако, несмотря на то, что попутное фрезерование является предпочтительным способом обработки деталей, бывают случаи, когда необходимо использовать обычное фрезерование, особенно на более легком станке. Еще один пример – если ваша машина не нейтрализует люфт. В этом случае следует использовать обычное фрезерование. Кроме того, этот стиль также следует использовать при литье, поковке или при цементации детали (поскольку разрез начинается под поверхностью материала).
Вы можете поэкспериментировать с фрезой, разрезая ее в обе стороны, и вы заметите, что попутное фрезерование выполняется намного проще, а в результате улучшается качество поверхности. Однако, как мы рассмотрим ниже, из этого правила есть исключения. особенно при использовании твердосплавной концевой фрезы с 3 зубьями для обработки алюминия
Преимущества обычного фрезерования (встречное фрезерование):
- Ширина стружки начинается с нуля и увеличивается по мере того, как фреза заканчивает нарезку.
- Зуб встречается с заготовкой у основания выреза.
- При торцовом фрезеровании создаются силы, направленные вверх и стремящиеся приподнять заготовку.
- Для обычной мельницы требуется больше энергии, чем для подъемной мельницы.
- Поверхность не самая лучшая, потому что зубья уносят стружку вверх и бросают ее перед фрезой. чипы часто перекраиваются. Тем не менее, охлаждение потока помогает.
- Инструменты изнашиваются быстрее, чем обычно, при попутном фрезеровании.
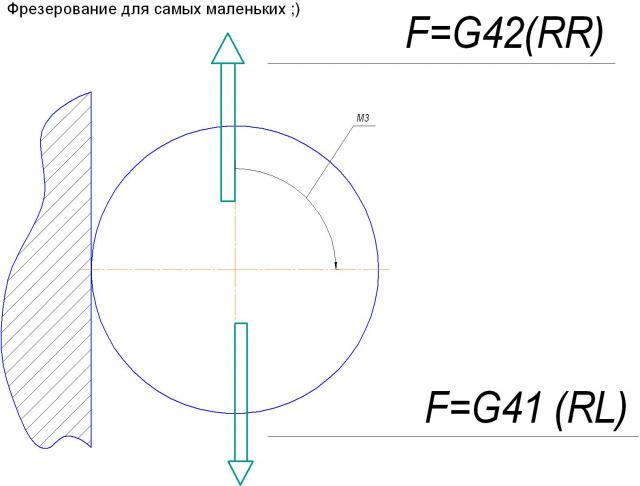
- Обычное фрезерование лучше всего подходит для шероховатых поверхностей.
- Отклонение инструментов при обычном фрезеровании часто происходит параллельно резу (дополнительную информацию см. в разделе «Отклонение инструмента»).
Преимущества попутного фрезерования:
- Ширина стружки начинается в самом широком месте и уменьшается.
- Зуб касается заготовки в верхней части реза.
- Стружка сбрасывается после перерезки без резака.
- Уменьшается эрозия, инструменты могут служить до 50 % дольше.
- Отделка поверхности лучше, потому что требуется меньше повторной резки.
- Требуется меньше энергии.
- При торцовом фрезеровании сила направлена вниз. Это упрощает работу и крепление. Сила, направленная вниз, также может помочь уменьшить вибрацию на тонких полах. Это потому, что это помогает укрепить их на поверхности внизу.
- Попутное фрезерование облегчает работу.

- Однако это может привести к выкрашиванию при фрезеровании материалов, прокатанных при нагревании, из-за жесткого слоя на поверхности.
- Отклонение инструментов при попутном фрезеровании часто происходит перпендикулярно резу. Это может вызвать уменьшение или увеличение ширины реза и, в конечном счете, повлиять на точность.
Проблемы с попутным фрезерованием:
Проблема с попутным фрезерованием заключается в том, что могут возникнуть проблемы с люфтом, если усилия фрезы достаточно велики. Проблема в том, что стол, скорее всего, будет втягиваться во фрезу при попутном фрезеровании. В случае люфта есть место для тяги в зависимости от величины люфта. Если имеется достаточный люфт при работе резака на полную мощность, это может привести к поломке и потенциальной травме из-за разлетающихся осколков.
На этом основании многие мастерские просто полностью запрещают попутное фрезерование на любых ручных станках, имеющих люфт. Некоторые машины даже оснащены «компенсатором люфта», основной задачей которого является обеспечение возможности фрезерования на подъеме.
Некоторые машины даже оснащены «компенсатором люфта», основной задачей которого является обеспечение возможности фрезерования на подъеме.
Об этом можно подумать, исследуя идею загрузки микросхемы. Это показывает, сколько материала пытается срезать каждый зуб концевой фрезы. Типичные значения чистовой обработки могут составлять от 0,001 до 0,002 дюйма на зуб. Для черновых работ он может увеличиться до 0,005″. Попутное фрезерование может захватить стол и ударить заготовку о фрезу при полном люфте в худших случаях, когда режется один зуб. На этом этапе можно добавить люфт к загрузке стружки, чтобы определить, какой может быть новая эффективная стружка. Например, вы выполняете черновую обработку 0,005 дюйма на зуб и имеете люфт 0,003 дюйма. В худшем случае загрузка вашего чипа возрастет до 0,008 дюйма. Это не так страшно, но напрягает. Итак, предположим, что у вас есть менее совершенный станок с 0,020-дюймовым люфтом и нагрузкой 0,005-дюймовой стружки. В худшем случае размер стружки возрастет до 0,025″, что может сломать концевую фрезу, что очень опасно.
Еще один момент, который необходимо проверить, заключается в том, достаточно ли велика сила резания, чтобы в первую очередь протащить стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если доступна линейная машина с низким коэффициентом трения, ее можно легко захватить. Если в столе много железа, и вы, вероятно, бежите с немного затянутыми гибами, будет сложнее. Существуют способы расчета усилия фрезы, но, как правило, меньшие концевые фрезы, меньшая глубина резания, меньшие подачи и более низкая скорость шпинделя регулируют силу резания и снижают вероятность того, что фреза утащит люфт за пределы фрезы. стол и усложнить задачу.
Как правило, станки с ЧПУ не должны иметь явного люфта, поэтому это вызывает больше опасений на станках с ручным управлением и более легких портальных фрезерных станках с ЧПУ
Должен ли я всегда подниматься на фрезерный станок?
До сих пор вы, вероятно, будете склонны всегда карабкаться по мельнице. Кроме того, результатом является лучшее качество поверхности, требуется меньше энергии и меньше вероятность отклонения фрезы. С другой стороны, ручным операторам часто советуют никогда не подниматься на фрезу из-за опасностей, связанных с этим на машине с люфтом.
Кроме того, результатом является лучшее качество поверхности, требуется меньше энергии и меньше вероятность отклонения фрезы. С другой стороны, ручным операторам часто советуют никогда не подниматься на фрезу из-за опасностей, связанных с этим на машине с люфтом.
Несколько советов, когда следует отказаться от попутного фрезерования
— Маленькие и легкие станки, фрезерные станки с ЧПУ, портальные фрезерные станки и китайские станки с ЧПУ начального уровня иногда могут быть более устойчивыми при резке при использовании обычного фрезерования.
– Если вы хотите отрезать половину диаметра фрезы или меньше, вам понадобится альпинистская фреза. (при условии, что у вашей машины низкий люфт или он отсутствует, и это безопасно!).
– До 3/4 диаметра фрезы, не имеет значения, каким способом вы режете.
– При резке от 3/4 до 1 диаметра фрезы следует отдавать предпочтение обычному фрезерованию.
Это связано с тем, что геометрия фрезы вызывает одинаковую величину отрицательного переднего угла для тяжелых резов диаметром от 3/4 до 1x.
Рассмотрите традиционное фрезерование для чистовых проходов
Это противоречит здравому смыслу для многих машинистов, которые были проинструктированы о том, что восхождение дает лучшую чистовую обработку, чем обычная. При прочих равных, это верно, но не всегда при прочих равных!
Проблема в том, что прогиб влияет и на чистоту поверхности. Если вектор почти параллелен пути, вы можете подумать, что часть вектора, которая отталкивает его «от параллели», очень мала. Таким образом, инструмент будет иметь небольшую тенденцию отклоняться и создавать волны на стене, которую вы отделываете. Обратите внимание, что это может быть особенно важно при работе с тонкими стенами, где стены не прочные!
Вам следует использовать обычное фрезерование для чистового прохода, если вы испытываете трудности с прогибом
По крайней мере, следует попытаться уменьшить слишком большую глубину резания при попутном фрезеровании, чтобы это не вызвало отклонение.
Если отклонение необходимо свести к минимуму, используйте не более 30 % диаметра фрезы для обычного фрезерования и 5 % для попутного фрезерования. и время.
Попутное фрезерование по сравнению с обычным фрезерованием: что выбрать для обработки с ЧПУ?
При обработке с ЧПУ направление вращения фрезы обычно постоянно, но направление подачи меняется.
Итак, во фрезеровании есть два распространенных явления: фрезерование с подъемом и традиционное фрезерование.
Режущая кромка фрезы подвергается ударной нагрузке при каждом резе.
Для успешного завершения фрезерования важно учитывать правильный контакт между режущей кромкой и материалом при отдельном проходе, а также режущую кромку при резке.
В процессе фрезерования заготовка подается в том же или противоположном направлении, что и вращение фрезы, что влияет на то, как выполняется фрезерование, а также на то, используется ли попутное или обычное фрезерование.
Содержание
01 Золотое правило фрезерования – от толстого к тонкому
При фрезеровании всегда необходимо учитывать образование стружки.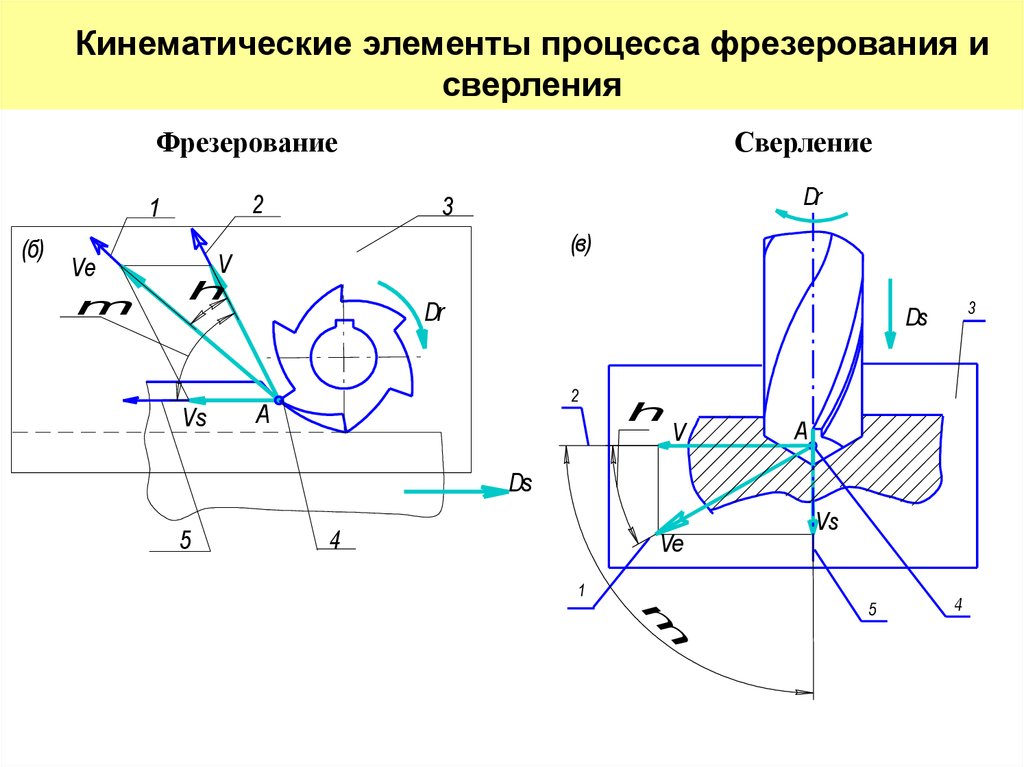
Определяющим фактором для образования стружки является положение фрезы, поэтому необходимо обязательно пытаться формировать толстую стружку, когда лезвие врезается, и тонкую стружку, когда лезвие врезается, чтобы обеспечить стабильный процесс фрезерования.
Необходимо помнить золотое правило фрезерования «от толстого к тонкому», чтобы обеспечить минимально возможную толщину стружки при выходе режущей кромки из фрезы.
02 Попутное фрезерование
При попутном фрезеровании режущий инструмент подается в направлении вращения.
Пока позволяют станок, приспособление и заготовка, попутное фрезерование всегда является предпочтительным методом.
При попутном фрезеровании толщина стружки уменьшается с начала резания и достигает нуля в конце резания.
Предотвращает царапание и трение режущей кромки о поверхность детали перед началом резки.
Высокая толщина стружки является преимуществом, поскольку сила резания стремится втянуть заготовку в фрезу, удерживая режущую кромку в пропиле.
Однако, поскольку фреза легко втягивается в заготовку, станку необходимо устранить зазор подачи стола, устраняя люфт.
Если фреза втягивается в заготовку, подача неожиданно увеличивается, что может привести к чрезмерной толщине стружки и растрескиванию режущих кромок.
В этих случаях считается использование обычного фрезерования.
03 Обычное фрезерование
При обычном фрезеровании режущий инструмент подается в направлении, противоположном его вращению.
Толщина стружки постепенно увеличивается от нуля до конца резания.
Режущая кромка должна быть вдавлена, что приводит к эффекту трения или полировки из-за трения, высоких температур и постоянного контакта с нагартованной поверхностью, вызванного передней режущей кромкой.
Все это сокращает срок службы инструмента.
Более толстая стружка и более высокие температуры, вызванные обрезанием режущей кромки, приводят к высоким растягивающим напряжениям, которые сокращают срок службы инструмента и часто приводят к быстрому повреждению режущей кромки.
Это также может привести к тому, что стружка прилипнет или приварится к режущей кромке, что может привести к ее переносу к началу следующего прохода или к мгновенному разрушению режущей кромки.
Сила резания стремится оттолкнуть фрезу и заготовку друг от друга, а радиальная сила стремится приподнять заготовку со стола.
Когда припуск на механическую обработку значительно изменяется, обычное фрезерование может оказаться более предпочтительным.
Традиционное фрезерование также рекомендуется при обработке жаропрочных сплавов с керамическими вставками, так как керамика чувствительна к удару резания по заготовке.
04 Заготовка F Приспособление
Направление подачи инструмента предъявляет различные требования к приспособлению заготовки.
При обычном фрезеровании он должен выдерживать подъемные силы.
При обычном фрезеровании он должен выдерживать направленную вниз силу.
