Порошковая проволока для полуавтомата как варить: Как варить полуавтоматом без газа порошковой проволокой, видео
Содержание
Как варить полуавтоматом без газа порошковой проволокой, видео
Сваривание деталей полуавтоматом без газа уже не является чем-то из ряда вон выходящим. Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей. В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Сварка полуавтоматом по сравнению с электродуговой имеет важные преимущества. С ее помощью шов получается более качественным, а закрыть за один проход длинный стык — это уже не проблема. Плюс к этому оборудование отлично справляется с задачами сваривания листовых материалов толщиной 1,5 мм и меньше.
Наряду с приличным перечнем достоинств полуавтоматический сварочный аппарат имеет и недостаток. Он заключается в необходимости защитной среды, которая формируется специальным газом. Поэтому приходится тащить увесистые баллоны, что тяжело и очень неудобно. Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной — порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной — порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
СОДЕРЖАНИЕ
- Особенности сварки без газа
- Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
- Особенности порошковой проволоки
- Видео: Как правильно варить полуавтоматом без газа
Особенности сварки без газа
Как работать с электродуговой сваркой, знают не только специалисты, но и любознательные люди со стороны. По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Газовая среда необходима для того, чтобы защитить расплавленный металл от окисления. В окружающем воздухе много паров влаги и других активных элементов, которые будут взаимодействовать с расплавом. Подаваемый в рабочую зону газ вытесняет атмосферный, создавая тем самым защитную среду. Это и есть слабое место полуавтоматической сварки. Для ее работы нужен газ, который не всегда есть под рукой. И что делать, если баллона нет? Ответ прост: можно воспользоваться проволокой с флюсом внутри.
Читайте также: Сварка полуавтоматом для начинающих
Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Порошок можно назвать тем же самым защитным газом или электродной обмазкой. В любом случае их роли идентичны: обеспечение защитной среды для сварочной ванны. В состав порошка включен рутил и флюорит. Более точный состав можно узнать на этикетке или сопроводительной документации.
Вот и получается, что выполняется сварка флюсовой проволокой без газа. Точнее без баллонов — громоздких и тяжелых. Благодаря этому оборудование можно использовать в сложных и труднодоступных местах: в узких проходах, тоннелях; на высоте и т.д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
Особенности порошковой проволоки
На рынке представлена присадочная проволока разных диаметров, начиная от 0,8 мм. Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Как правильно варить полуавтоматом без газа
Оцените, пожалуйста, статью
12345
Всего оценок: 91, Средняя: 2
Как варить порошковой проволокой: основные проблемы и их решение
Технология
Дуговая сварка порошковой проволокой применяется во многих отраслях для сваривания различных сталей. Она обеспечивает высокую скорость сварки и отличные химические и механические свойства шва.
У многих сварщиков может возникнуть вопрос: как варить порошковой проволокой. И это не удивительно, так как сварка порошковой проволокой сопряжена с некоторыми трудностями. Всё это можно предотвратить на практике и получить качественное сварное соединение.
И это не удивительно, так как сварка порошковой проволокой сопряжена с некоторыми трудностями. Всё это можно предотвратить на практике и получить качественное сварное соединение.
Чтобы дать ответ на вопрос, как варить порошковой проволокой, необходимо рассмотреть основные проблемы, которые могут возникнуть при сварке. А также, дадим совет, как эту проблему можно устранить.
Если вы задались вопросом: как правильно варить порошковой проволокой, значит, у вас есть определённые проблемы с этим. Эти проблемы могут быть разного характера. Поэтому сегодня мы рассмотрим самые распространённые проблемы, связанные со сваркой порошковой проволокой.
Проблема 1. Проволока плавится в шарик на конце контактного наконечника горелки.
Такое расплавление проволоки свидетельствует о слишком низкой скорости подачи проволоки. Также такое расплавление может происходить, если слишком близко держать сварочную горелку к изделию.
Решение проблемы.
Выставите правильную скорость подачи проволоки. Обычно режимы можно прочесть на корпусе вашего полуавтомата. Также, следует увеличить вылет проволоки, путём увеличения расстояния горелки от изделия.
Проблема 2. Заломы и спутывание проволоки.
Проволока постоянно заламывается и спутывается в подающем механизме. Это происходит если использовать неправильный подающий ролик.
Решение проблемы.
Так как порошковая проволока слишком мягкая, необходимо применять специальные ролики. Обычно это V или U-образные ролики.
Ели такие ролики у вас нет в наличии, тогда ослабьте натяжение на приводных валках. Методом подбора выставите оптимальную скорость подачи.
Проблема 3. Пористость шва.
Возникает тогда, когда расплавленная ванна плохо защищена от попадания кислорода в металл.
Решение проблемы.
Зачистить поверхность изделия от загрязнений: масла, ржавчины, краски и влаги.
Уменьшить расстояние от горелки до изделия. Это поможет уменьшить вылет проволоки из горелки.
Это поможет уменьшить вылет проволоки из горелки.
Проблема 4. Подрезы.
Подрезы возникают из-за неправильного угла наклона горелки во время сварки. Также подрезы образуются из-за нарушения режимов сварки.
Решение проблемы.
Выберите нужный угол наклона горелки. Горелка должна идти перпендикулярно направлению разделки шва.
Выставите оптимальный ток и уменьшите скорость шва. Это позволит полностью заполняться разделке расплавленным металлом.
Проблема 5. Сплавление металла.
Расплавленный сварочный материал не полностью сплавляется с металлом изделия.
Решение проблемы.
Очистите изделие от загрязнения. Отрегулируйте режимы: силу тока и скорость подачи. Скорость подачи проволоки не должна опережать скорость сварки.
Откорректируйте угол наклона горелки. Оптимальный угол должен быть в пределах от 15 до 45 градусов.
Проблема 6. Прожиг или не провар.
Происходит из-за неверно выставленной силы тока. При завышенных показателях, происходит прожиг изделия.
Решение проблемы.
Если дуга прожигает металл, следует уменьшить силу тока.
Если происходит не провар, тогда нужно повысить ток.
При необходимости выполнить подготовку металла: выполнить разделку кромок. Это поможет выполнить полный провар шва за один проход (толщиной до 8 мм).
Проблема 7. Шлаковые включения.
Образованный шлак остаётся в нутрии шва. Происходит «смешивание» металла со шлаком.
Решение проблемы.
Необходимо очистить деталь от загрязнений.
Следует откорректировать скорость движения и угол наклона горелки (от 15 до 45 градусов). Выставите нужные параметры, рекомендованные производителем сварочной проволоки.
Вообще, шлаковые включения могут образовываться из-за некачественной защиты расплавленной ванны от окружающей среды. В этом и есть большой недостаток порошковой проволоки.
Эти советы помогут вам правильно варить порошковой проволокой и избежать многих проблем.
МеткиКак варить порошковой проволокойКак правильно варить порошковой проволокой
Дуговая сварка FCAW или порошковой проволокой — изучите основные методы сварки, настройки аппарата, типы электродов, газы и подготовку швов для керамической подложки.
Что такое дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовым сердечником была представлена в 1950-х годах. Технически введение этого процесса не было чем-то новым. Это был просто новый тип электрода, который можно использовать на сварочном аппарате MIG. Дуговая сварка с флюсовой проволокой аналогична сварке MIG. Оба процесса используют непрерывную подачу проволоки и аналогичное оборудование. Источник питания для FCAW и сварочного аппарата MIG — это одна и та же машина. Оба они считаются полуавтоматическими процессами и имеют очень высокую производительность.
Разница между сваркой MIG и сваркой FCAW заключается в шлаковом покрытии. На этом снимке видно, как шлак отслаивается сам по себе.
На этом снимке видно, как шлак отслаивается сам по себе.
В чем разница между сваркой FCAW и сваркой MIG?
Основное различие между дуговой сваркой с флюсовой проволокой и сваркой MIG заключается в способе защиты электрода от воздуха. Дуговая сварка с флюсовой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, похожую на конфету, называемую «пикси-палочки». Как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW получает защиту от флюсового сердечника, что позволяет оператору сваривать на открытом воздухе, где дует ветер. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка МИГ защищается баллоном с газом, что имеет серьезные недостатки при сварке на открытом воздухе или в условиях сквозняка.
Источник питания MIG, который можно использовать для сварки проволоки FCAW. Это система подачи проволоки Miller, которая используется для дуговой сварки порошковой проволокой на открытом воздухе в ветреную и дождливую погоду.
Сколько времени нужно, чтобы научиться дуговой сварке порошковой проволокой?
Если вы уже знаете, как выполнять сварку MIG и умеете сваривать электродами во всех положениях, вам потребуется всего несколько часов практики, чтобы освоить сварку FCAW. Я буквально практиковался в течение 2 часов и прошел сертификацию 3G по дуговой сварке порошковой проволокой.
Насколько быстрее дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовой проволокой является наиболее производительной ручной сваркой! При сравнении сварки MIG с дуговой сваркой под флюсом наблюдается огромный разрыв в производстве по количеству сварных швов в час. Сварщик MIG обычно может производить от 5 до 8 фунтов сварного шва в час, по сравнению со сварщиком FCAW, производящим 25 с лишним фунтов сварного шва в час. Кроме того, сварка под флюсом позволяет сваривать листы толщиной 1/2 дюйма за один проход с полным проплавлением с обеих сторон. По этой причине дуговая сварка под флюсом в основном используется в судостроении. Корабли сделаны из толстого листа и требуют бесконечного количества сварочных работ. Сварка с флюсовой сердцевиной обеспечивает высокое качество сварных швов, быстро и даже в ветреную погоду.
Корабли сделаны из толстого листа и требуют бесконечного количества сварочных работ. Сварка с флюсовой сердцевиной обеспечивает высокое качество сварных швов, быстро и даже в ветреную погоду.
Сварка FCAW использовалась в проекте отражателя волн Oasis of the Sea. Мы сварили так быстро, как только могли, круглосуточно, потому что у нас было всего 72 часа, чтобы завершить проект, и дуговая сварка с флюсовой проволокой была тем, что мы использовали для большинства сварных швов. Корабль имеет высоту более 25 этажей (253 фута над водой) и в то время был самым большим в мире.
Что можно сваривать FCAW?
Сварка электродами с флюсовым сердечником имеет ряд серьезных недостатков, когда речь идет о свариваемости металлов. На сегодняшний день дуговая сварка порошковой проволокой была усовершенствована для большинства углеродистых сталей, чугуна, сплавов на основе никеля и некоторых нержавеющих сталей. К сожалению, большинство экзотических цветных металлов нельзя сваривать, включая алюминий. С другой стороны, для большинства любителей электрод с флюсовым сердечником может быть отличным выбором для общих работ в гараже, потому что при использовании в сварочном аппарате MIG для некоторых электродов не требуется защитный газ.
С другой стороны, для большинства любителей электрод с флюсовым сердечником может быть отличным выбором для общих работ в гараже, потому что при использовании в сварочном аппарате MIG для некоторых электродов не требуется защитный газ.
Сварка FCAW на мягкой стали, сварка большого зазора в резервуаре для воды. Сварной шов легко заполнил зазор в 1 дюйм, и это было сделано за 1/2 часа.
Как работает дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовой проволокой, как и сварка MIG, требует трех основных компонентов: электричества, присадочного металла и защиты от воздуха. Как и при сварке MIG, сварка с флюсовой проволокой заключается в непрерывной подаче электрода к соединению. Сначала сварщик нажимает на курок, затем механизм подачи проволоки начинает подавать электрод в стык, при этом электрод получает электрический заряд. Как только электрод касается металлического соединения, происходит короткое замыкание электричества, которое нагревает электрод до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения.
Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения.
В чем разница между самозащитой и двойной защитой FCAW?
Дуговая сварка флюсовой проволокой имеет два типа защиты. Первое отличие заключается в самом электроде, это трубчатая проволока с защитным порошком в центре. С технической точки зрения это называется «Самозащита» или иногда называется «Внутренний щит». Второй — тот же тип электрода, но с добавлением другого ингредиента. Баллон с газом используется в дополнение к защите флюсового сердечника. Технический термин для этого — «двойной щит». В случае двойной защиты у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварки.
Тип напряжения FCAW — Полярность сварки — Источник питания
Источник питания для сварки с флюсовой проволокой также является источником питания для сварки MIG, это одно и то же устройство. Это «Источник постоянного напряжения». Источники постоянного напряжения поддерживают напряжение близким или на том же уровне. В отличие от TIG или аппаратов для сварки стержнями, в них поддерживается постоянная сила тока. В аппарате для сварки порошковой проволокой сила тока изменяется в зависимости от скорости подачи проволоки. Чем быстрее подается проволока, тем больший контакт имеет электрод, производя больше силы тока и тепла.
Это «Источник постоянного напряжения». Источники постоянного напряжения поддерживают напряжение близким или на том же уровне. В отличие от TIG или аппаратов для сварки стержнями, в них поддерживается постоянная сила тока. В аппарате для сварки порошковой проволокой сила тока изменяется в зависимости от скорости подачи проволоки. Чем быстрее подается проволока, тем больший контакт имеет электрод, производя больше силы тока и тепла.
Используемый тип напряжения — постоянный ток постоянного тока, аналогичный типу тока, создаваемого батареей. Полярность, используемая в промышленной дуговой сварке с сердечником под флюсом, обычно является положительной (+) электродом D/C. Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично при использовании больших электродов. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
Основное различие между аппаратами для сварки FCAW и MIG заключается в том, что источники питания для дуговой сварки с флюсовой проволокой обладают гораздо большей мощностью! По сути, это чрезвычайно мощный сварочный аппарат MIG! Некоторые аппараты для дуговой сварки с флюсовой сердцевиной могут работать при очень горячем токе более 1000 ампер! Вот где они оставляют сварку MIG в пыли для производства.
ESAB ORIGO 652 Промышленный источник питания для сварки толстолистового металла. Эти блоки питания свариваются так сильно, что кожаные перчатки начинают скручиваться.
Какой защитный газ используется для дуговой сварки порошковой проволокой?
При сварке «самозащитным» электродом защитный газ не требуется. Самозащитные электроды хорошо работают на ветру и прожигают прокатную окалину, ржавчину и почти все, поэтому защитный газ не требуется.
В случае использования двойного экранирования с порошковым электродом выбор защитных газов ограничен. Варианты следующие:
- CO2 – двуокись углерода
- Ar – аргон
- CO2/Ar – смесь двух
- Ar/Ox (кислород) – смесь двух
C25 – наиболее распространенный сварочный газ, используемый для Dual Shield FCAW. Это комбинация 75% аргона и 25% углекислого газа.
Характеристики сварки в среде защитного газа CO2 при двойной защите FCAW
CO2 сам по себе обеспечивает наиболее глубокое проплавление сварного шва, но имеет некоторые недостатки. Механические свойства сварного шва не самые лучшие из-за того, что флюс в проволоке вступает в реакцию с защитным газом. Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Механические свойства сварного шва не самые лучшие из-за того, что флюс в проволоке вступает в реакцию с защитным газом. Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Характеристики сварки аргоном в защитном газе при двойной защите FCAW
Аргон сам по себе также может сваривать порошковым электродом, но, как и CO2, он неблагоприятно реагирует с флюсом. И аргон, и углекислый газ могут сделать приличный сварной шов, если их использовать сами по себе. То, как выглядит сварной шов, и реальное качество сварного шва — это две разные истории.
Характеристики сварки защитным газом C25 при FCAW с двойной защитой
Наиболее распространенными газами, используемыми для FCAW с двойной защитой, являются смеси двуокиси углерода и аргона или аргона и кислорода. Наиболее популярным является C25/25% углекислого газа и 75% аргона. Этот газ обеспечивает стабильную дугу, меньшее количество брызг и позволяет лучше распылять металл. Недавно я использовал эту смесь при получении сертификата по дуговой сварке с флюсовой проволокой 3G. В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
Недавно я использовал эту смесь при получении сертификата по дуговой сварке с флюсовой проволокой 3G. В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В конечном счете, при использовании двойного экрана всегда лучше ознакомиться с рекомендациями производителей электродов или обратиться к поставщику газа за подходящим газом.
Какие типы электродов можно использовать с FCAW?
Электроды, используемые для сварки порошковой проволокой, визуально почти не отличаются от электродов для сварки MIG. Разница в том, что порошковые электроды имеют трубчатую или полую трубку с флюсом в центре. Электроды для сварки MIG изготовлены из твердого металла.
Порошковые электроды стандартных размеров. Некоторые из них имеют такой же размер, как и большинство электродов для сварки MIG, но другие сопоставимы по толщине со сварочным электродом. Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
- .035
- .045
- .052
- 1/16
, как у большинства Electrodes на A -STANKER ANTAPATION ON SPOLATE ON SPOLATE ON SPOLATE ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON SPOLATO ON. Чтобы лучше понять классификации, важно знать некоторые основы того, чем отличаются коды классификации.
Довольно распространенным сварочным электродом с флюсовой сердцевиной является «E71T – 1» . Как и во всех электродах, цифры и буквы что-то означают. Определения отождествлений следующие:
Этикетка электрода с флюсовым сердечником 71T-1
- E – Подставки для электрода.
- 7 – Минимальная прочность на растяжение. В данном случае это 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва.
 Это число получается путем прибавления к нему четырех нулей.
Это число получается путем прибавления к нему четырех нулей. - 1 – Обозначает положение, в котором можно приваривать этот электрод. Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
- T – Стойки для трубчатого электрода. Когда используется «T», всегда предполагается, что это электрод с флюсовой сердцевиной.
- 1 – Последнее обозначение типа защитного флюса.
Обратите внимание, что все порошковые электроды необходимо хранить в сухом месте. В противном случае может впитаться влага, что приведет к серьезным дефектам сварки.
Что вызывает червоточины, следы и пористость в FCAW?
Одной из наиболее распространенных проблем при использовании проволоки для дуговой сварки с флюсовой сердцевиной является пористость, червоточины и червячные дорожки. Причиной этих дефектов является неправильное хранение электрода. Электрод впитывает влагу внутри проволоки и, когда сварщик начинает сварку, создает червоточины, пористость и червячные дорожки. Способ исправить это — отрезать не менее 10 футов электрода, а затем начать сварку. Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемой сумке.
Способ исправить это — отрезать не менее 10 футов электрода, а затем начать сварку. Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемой сумке.
Следы червячных отверстий и пористость сварных швов FCAW вызваны наличием влаги в электроде.
Типы переноса порошковой проволокой
При сварке порошковым электродом используются два типа переноса металла! Типы переноса: перенос распылением и шаровидный. Перенос распылением является наиболее распространенным. Как следует из названия, металл электрода нагревается до такой степени, что он буквально распыляет присадочный металл на соединение. Шаровидный перенос нагревает электрод до такой степени, что комки металла стекают с электрода на сварной шов. Что отличает два типа передачи, так это настройки напряжения, скорость подачи проволоки и используемые газы, если таковые имеются.
Как подготовить сварное соединение для FCAW?
Подготовка шва под флюсовую сердцевину не так критична, как при сварке MIG. FCAW обычно может прожигать прокатную окалину и незначительную ржавчину. Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
FCAW обычно может прожигать прокатную окалину и незначительную ржавчину. Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
Как выполнять сварку с керамической подложкой?
Обычно используется в судостроительной промышленности, многие соединения свариваются с одной стороны с использованием керамической подкладочной ленты. Керамическая подкладочная лента — это сварка с открытым корнем, которую очень легко выполнить. Керамическая подложка подобна форме для заливки металла, но в этом случае электрод заполнит эту форму. Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением обратной стороны сварного шва.
Это керамическая подложка. Это набор керамических плиток, которые формируют форму сварного шва и прикреплены к высокотемпературной алюминиевой ленте, которая приклеивается прямо к сварному шву. Это лицевая сторона керамической подложки, показывающая форму сварного шва. Белая бумага по бокам отклеивается, и вы приклеиваете ее к задней части открытого сварного шва. Это обратная сторона керамической подкладочной ленты, прижатой к задней стороне корня сварного шва. Все, что вам нужно сделать, это отклеить бумагу и приклеить ленту на место.
После завершения сварки керамическая лента просто снимается и выбрасывается. Преимущество использования керамической подкладочной ленты заключается в том, что это похоже на сварку стыкового соединения с открытым корнем, но требует гораздо меньших навыков! На фотографиях ниже показано, как я впервые использовал керамическую подложку на сварном соединении 3G. Хитрость использования керамической подкладочной ленты заключается в том, чтобы протолкнуть как можно больше сварного шва в соединение. Нет проблем с чрезмерным проникновением, и в худшем случае размер вашей лужи увеличивается. Это действительно легко, пока вы держите дугу в луже!
Нет проблем с чрезмерным проникновением, и в худшем случае размер вашей лужи увеличивается. Это действительно легко, пока вы держите дугу в луже!
Так выглядит керамическая подложка с точки зрения сварщика. Поскольку подкладочная лента не удерживает пластины, сварной шов необходимо скрепить другим способом. Вот керамическая защитная лента, отслоившаяся после сварки. Плитки все еще на месте, и вы просто сбиваете их. Провар корня дуговой сварки с флюсовой проволокой, оставленный керамической подложкой.
Как настроить станок FCAW?
Это таблица настроек MillerMatic 250 FCAW. В нем приведены основные рекомендации по настройке сварочного аппарата в зависимости от размера электрода и защитного газа..
При настройке аппарата для дуговой сварки с флюсовой проволокой нет простого ответа! Основы настройки машины с флюсовой проволокой такие же, как и при сварке MIG. На некоторых сварочных аппаратах, таких как Millermatic 250, на внутренней панели имеется таблица настроек сварочного аппарата. На рисунке слева показана внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения, скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных компонента: настройки напряжения и скорость подачи проволоки. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков.
На рисунке слева показана внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения, скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных компонента: настройки напряжения и скорость подачи проволоки. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков. Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас!
Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас!
Это MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат на нужную толщину металла, и вам не нужно ничего настраивать.
Вышеупомянутый станок — это MillerMatic 211, и новые станки требуют только настройки циферблата на правильную толщину металла и игры с ним. Новые машины становятся очень простыми в настройке, но всегда полезно знать, как правильно настроить машину.
Как настроить защитный газ для двойной защиты FCAW?
C25 является наиболее распространенным сварочным газом, используемым для двойной защиты FCAW. Это комбинация 75% аргона и 25% углекислого газа.
Иногда существует третий ингредиент, когда электрод с флюсовой сердцевиной представляет собой электрод с двойным экраном. Это расход газа для защитного газа. Это зависит от типа используемого размера провода, размера чашки и ветреных условий.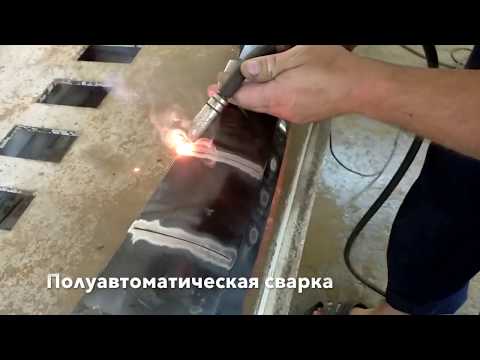 Для получения сертификата по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке в условиях сквозняка мне приходилось поднимать скорость до 60 кубических футов в час на газе.
Для получения сертификата по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке в условиях сквозняка мне приходилось поднимать скорость до 60 кубических футов в час на газе.
Как преобразовать сварочный аппарат MIG в FCAW?
В случае, если используется сварочный аппарат MIG; ролики должны быть изменены на правильный размер. В дополнение к правильному размеру роликов, настройки натяжения роликов не должны быть слишком тугими. В противном случае электрод раздавится роликами и вызовет проблемы со сварным швом.
Замена роликов на MillerMatic 350P для сварки дуговой сваркой с флюсовой проволокой.
При настройке натяжения роликов они должны быть достаточно ослаблены, чтобы ролики могли легко проскальзывать при остановке проволоки. С другой стороны, натяжение должно быть достаточно сильным, чтобы обеспечить подачу проволоки в соединение без каких-либо нарушений скорости проволоки, обеспечивающих стабильную дугу. Не забудьте наконечник, носик и лайнер (при необходимости).
Замена роликов для FCAW.
Методы дуговой сварки порошковой проволокой
Прежде чем приступить к сварке порошковым электродом, сначала необходимо узнать обозначение на этикетке. Помните, что электроды с флюсовой сердцевиной имеют два обозначения положения. Первый — «0», и это ТОЛЬКО для плоской и горизонтальной сварки! Второе обозначение «1» для сварки во всех положениях! Всегда знайте, для чего предназначен электрод.
FCAW очень похож на сварку MIG, когда речь идет о методах сварки! Основное отличие заключается во внешнем виде ванны и в том, что сварные швы покрываются флюсом, как при сварке электродом.
Сварка сзади и спереди
Первое, на что следует обратить внимание, — это сварка слева или спереди. Любой метод можно использовать для любой позиции, и помните, что это всего лишь рекомендации !
Сварочные брызги являются серьезной проблемой при сварке FCAW, и сварщик должен знать, как их избежать. Форсунка показывает размер брызг.
Сварка на тыльной стороне — это когда ручка сварочного аппарата перетаскивается, как у сварочного аппарата. Техника обратной руки распространена при сварке флюсовой проволокой в плоском и горизонтальном положениях. Единственный другой раз, когда вы можете захотеть рассмотреть технику обратной руки, — это сварка в положении 4G. Это делается для того, чтобы избежать попадания брызг на себя. Я попытался сварить шов с канавкой в верхнем положении, используя технику справа, и быстро обжегся несколькими искрами, которые попали внутрь моей кожи. На изображении выше показаны брызги, полученные соплом при сварке в верхнем положении, это типично и неизбежно. Недостатком ручной сварки сзади является то, что сварочную ванну немного сложнее увидеть. Кроме того, при сварке над головой настройка машины должна быть идеальной! Если вы менее опытны, вы можете обнаружить, что свариваете чудеса из сварного соединения, даже не подозревая об этом. Обычно вы сосредотачиваетесь на размере сварочной ванны за кратером, как при сварке электродом. Этот метод позволяет получить очень глубокий, высокий и узкий шов.
Этот метод позволяет получить очень глубокий, высокий и узкий шов.
Потолочный сварной шов FCAW с использованием стрингерной техники.
На этом изображении выше показан сварной шов, который я сделал в положении 4G, несмотря на то, что метод обратной руки дает высокий шов, он выглядит так, как будто он был сварен в плоском положении. Передний метод – это когда сварочная ручка толкается в направлении движения. Этот метод обычно используется для более тонких металлов, вертикально вверх и для потолочных угловых швов (4F). Передний метод также хорошо работает в плоском или горизонтальном положении. Этот способ передвижения позволяет легко увидеть сварочную ванну. Это позволяет вам лучше видеть сварной шов, а вероятность того, что шов будет отходить от шва, очень мала. Недостатком этого метода является то, что брызги иногда могут стать чрезмерными, если угол перемещения неправильный.
На сколько должен торчать электрод FCAW?
Пористость сварного шва Дуговая сварка флюсовой проволокой
При FCAW удлинение или вылет электрода больше по сравнению со сваркой MIG. Для сварки MIG требуется, чтобы удлинение электрода обычно составляло ¾ дюйма или меньше; в противном случае защитный газ не будет выполнять свою работу. При двойном экранировании вылет ¾ или меньше применим во многих ситуациях. При FCAW с самозащитным электродом расширение должно сохраняться примерно на ¾ дюйма или более, в зависимости от типа и стороны электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Для сварки MIG требуется, чтобы удлинение электрода обычно составляло ¾ дюйма или меньше; в противном случае защитный газ не будет выполнять свою работу. При двойном экранировании вылет ¾ или меньше применим во многих ситуациях. При FCAW с самозащитным электродом расширение должно сохраняться примерно на ¾ дюйма или более, в зависимости от типа и стороны электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Когда речь идет о методах сварки с флюсовой проволокой, простых ответов не существует. Большинство методов такие же, как и во всех процессах сварки. Например, хлыст сварного шва, выполнение кругов и методы плетения, используемые для более широких сварных швов. Когда дело доходит до выполнения сварных швов с более широким переплетением, это наименее распространено. Большинство электродов с флюсовым сердечником обычно предназначены для стрингерных шариков. Много раз на более широких сварных швах флюс отслаивался сам по себе без сколов. На рисунках ниже показана крышка сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать отбойным молотком, и флюс просто упадет на пол!
Когда дело доходит до выполнения сварных швов с более широким переплетением, это наименее распространено. Большинство электродов с флюсовым сердечником обычно предназначены для стрингерных шариков. Много раз на более широких сварных швах флюс отслаивался сам по себе без сколов. На рисунках ниже показана крышка сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать отбойным молотком, и флюс просто упадет на пол!
Вертикальная дуговая сварка порошковой проволокой вверх с отслаиванием шлака. Вид спереди на отслоение флюса от электрода E71T-1 Dual Shield FCAW. Все, что потребовалось, это постучать отбойным молотком и почувствовать флюс на полу.
Углы сварки в разных положениях аналогичны сварке MIG! Что меняется при использовании сварки с флюсом, так это комбинация многих различных факторов, таких как типы электродов, типы флюса, защитный газ (если есть) и толщина свариваемого металла! Все сводится к практике с определенным типом электрода, на одинаковой толщине металла методом проб и ошибок. То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что сварка над головой требует идеального угла и точно настроенного аппарата, чтобы выполнить работу. Угол над головой составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. В противном случае будет казаться, что получить хороший сварной шов невозможно. Все остальные положения не так критичны, когда речь идет об угле хода. Как и при любом другом процессе сварки, лучше всего взять кусок металлолома, похожий на свариваемый кусок, и перед сваркой быстро потренироваться!
То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что сварка над головой требует идеального угла и точно настроенного аппарата, чтобы выполнить работу. Угол над головой составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. В противном случае будет казаться, что получить хороший сварной шов невозможно. Все остальные положения не так критичны, когда речь идет об угле хода. Как и при любом другом процессе сварки, лучше всего взять кусок металлолома, похожий на свариваемый кусок, и перед сваркой быстро потренироваться!
Обзор дуговой сварки с флюсовой проволокой
Реальность дуговой сварки с флюсовой проволокой заключается в использовании типичного сварочного аппарата MIG и в основном того же оборудования, за некоторыми небольшими исключениями! Хотя они считаются двумя разными типами сварочных процессов, их разделяет только тип электрода и тип защиты. Изучение и понимание сварки с флюсовой проволокой заключается в обучении использованию другого типа электрода в сварочном аппарате MIG. Это все, что действительно нужно для дуговой сварки под флюсом.
Это все, что действительно нужно для дуговой сварки под флюсом.
Далее Сварка TIG
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Полное руководство по дуговой сварке порошковой проволокой (FCAW)
Вы думаете о карьере в области промышленной сварки или технологии сварки? Если вы хотите войти в сварочную отрасль в качестве способного техника или просто хотите обновить свои навыки, программа технологии сварочного производства поможет вам достичь этих профессиональных целей.
Сварка требует определенного набора навыков, знаний, опыта и таланта. Хотя существует множество сварочных процессов, дуговая сварка порошковой проволокой (FCAW) является особенно популярным методом, используемым в этой области. В приведенном ниже списке вы найдете все, что вам нужно знать о процессе дуговой сварки с флюсовой проволокой.
Содержание
Дуговая сварка с флюсовой проволокой или FCAW, как ее обычно называют, является одним из наиболее продуктивных процессов ручной или полуавтоматической сварки.
Дуговая сварка с флюсовой проволокой, впервые представленная в 1950-х годах в качестве альтернативы ручной дуговой сварке металлическим электродом или электродуговой сварке, с тех пор стала предпочтительным сварочным механизмом для различных областей применения в различных отраслях промышленности.
Как работает дуговая сварка порошковой проволокой
- Подайте заявку на получение степени в области профессионального строительства в NEIT!
Загрузка…
Процессы FCAW
включают использование электрода с непрерывной подачей проволоки, источника сварочного тока постоянного напряжения и того же оборудования, которое используется для сварки металлов в активном газе (сварка MAG). Дуговая сварка флюсовой проволокой выполняется с защитным газом или без него и является более производительной и экономичной, чем сварка MAG.
Дуговая сварка флюсовой проволокой выполняется с защитным газом или без него и является более производительной и экономичной, чем сварка MAG.
FCAW использует тепло, создаваемое электрической дугой, для сплавления основного металла в области сварного соединения. В нем используется полый или трубчатый электрод, заполненный флюсом (также называемым порошковой проволокой), который защищает сварочную ванну, образуя газ.
Благодаря проникающим свойствам порошковых проволок и высокой скорости наплавки процесс FCAW широко используется при сварке на открытом воздухе или при сварке загрязненных материалов. Дуговая сварка с флюсовой проволокой не требует внешнего защитного газа для защиты сварного шва от атмосферных воздействий.
Использование FCAW для толстых материалов приводит к образованию «шлака». Позже вы можете обточить его, чтобы придать ему чистый и отполированный вид.
Дуговая сварка порошковой проволокой (FCAW) Использование и методы
Процесс дуговой сварки порошковой проволокой происходит двумя способами. В основном он делится на два типа в зависимости от метода экранирования:
В основном он делится на два типа в зависимости от метода экранирования:
Метод 1: FCAW с использованием внешнего защитного газа
Метод «сварки с двойным экраном» включает использование двуокиси углерода с флюсом для обеспечения дополнительной защиты. Наиболее распространенные защитные газы включают двуокись углерода и смеси аргона (75%) и двуокиси углерода (25%).
Защитный углекислый газ, подаваемый извне с помощью газового баллона высокого давления, защищает сварочную ванну от окисления. Защищает металл и шлак, образовавшийся в результате плавки флюса.
Этот процесс обычно применяется, когда требуется сварка более толстых металлов или материалов. Цилиндрический электрод с непрерывной подачей обеспечивает высокую скорость наплавки и повышенную производительность (по сравнению со сплошной проволокой или стержневым электродом).
Возможно, единственным недостатком этого процесса является то, что сильный ветер может нарушить защиту от углекислого газа и повлиять на качество сварки в суровых условиях окружающей среды.
Метод 2: FCAW с использованием флюсовой сердцевины для защиты зоны сварки
Этот метод основан на газообразной защите и шлаке, образованном электродом с флюсовой сердцевиной, чтобы покрыть и защитить расплавленный материал или металл в сварном шве. Сердечник присадочной проволоки состоит из агентов, которые создают защитные газы, когда их сжигает тепло сварочной дуги.
Этот тип сварки широко используется в тяжелых наружных работах, независимо от погодных условий. Самым большим преимуществом здесь является то, что вам не нужен внешний защитный газ, так как ветреные условия не мешают процессу сварки, что делает его идеальным для внешних (наружных) применений.
Оборудование, необходимое для сварки FCA
Основное оборудование, необходимое для дуговой сварки порошковой проволокой, включает:
- Источник питания: Источник питания или сварочный аппарат обеспечивают подачу напряжения и силы тока, которые помогают поддерживать сварочную дугу.

- Сварочная горелка: Для этого типа сварки использовались горелки как с воздушным, так и с водяным охлаждением. Пистолетами с воздушным охлаждением легче маневрировать, но пистолеты с водяным охлаждением обладают более высокой степенью эффективности.
- Сварочные кабели: Соединительные кабели (обычно из меди) помогают подключить сварочную горелку к источнику питания.
- Устройство подачи проволоки: Двигатель подачи проволоки приводит в движение электрод через кабель и сварочную горелку и имеет электрический ротор, соединенный с коробкой передач, содержащей приводные ролики.
- Оборудование для защитного газа: Хотя дуговая сварка с флюсовой проволокой может выполняться без защитного газа, в некоторых случаях вам может понадобиться шланг подачи газа, регулятор, регулирующие клапаны и шланг подачи.
Электроды для дуговой сварки с флюсовой проволокой
Электроды — это то, что отличает дуговую сварку с флюсовой проволокой от сварки MIG. В то время как в последнем в качестве присадочного материала или присадочного металла используется сплошная проволока, в первом используется электродная проволока с полым центром, заполненным флюсом. Электродные проволоки заполняются флюсом, защищая сварной шов от коррозии или загрязнения природными элементами.
В то время как в последнем в качестве присадочного материала или присадочного металла используется сплошная проволока, в первом используется электродная проволока с полым центром, заполненным флюсом. Электродные проволоки заполняются флюсом, защищая сварной шов от коррозии или загрязнения природными элементами.
Какие металлы можно сваривать FCAW?
FCAW является одним из самых популярных процессов сварки из-за его гибкости и универсальности. Такие металлы, как чугун, нержавеющая сталь, углеродистая сталь, сплавы с высоким содержанием никеля и низколегированные стали, можно легко сваривать с помощью гибкого процесса FCAW.
Каковы преимущества и недостатки FCAW?
Преимущества
Процесс дуговой сварки с флюсовой проволокой находит применение в таких отраслях, как строительство, ремонт тяжелого оборудования, монтаж металлоконструкций, судостроение и т. д. Основная причина этого заключается в том, что, в отличие от большинства других сварочных процессов, FCAW работает со всеми видами материалов, даже если они загрязнены (за исключением работы с загрязняющими веществами, такими как масла, вода и краска).
Может также растворять прокатную окалину и ржавчину.
Вот некоторые из наиболее значительных преимуществ дуговой сварки с флюсовой проволокой и факторы, которые делают ее незаменимой в современном мире:
- Этот метод сварки имеет более высокую скорость наплавки (в час) по сравнению с другими методами.
- Процесс сварки с флюсовым сердечником отлично подходит для сварки грязных, ржавых или загрязненных металлов.
- Этот процесс сварки идеально подходит для всех положений сварки и сварки на открытом воздухе благодаря защите от флюса.
- Процесс дуговой сварки с флюсовой проволокой довольно прост в освоении и освоении.
- Этот метод сварки не требует высокого уровня ловкости рук (как при сварке TIG).
- FCAW требует очень небольшого (дополнительного) оборудования, что делает метод сварки удобным.
- FCAW обеспечивает лучшую механическую стабильность, прочные сварные соединения и меньшее количество дефектов сварки.

- Идеально подходит для таких металлов, как нержавеющая сталь, углеродистая сталь, сплавы с высоким содержанием никеля и низколегированные стали.
Недостатки
Несмотря на то, что процесс FCAW обеспечивает высокое осаждение, защиту от ветра и других атмосферных явлений, а также множество других преимуществ, существует несколько ограничений, о которых вам следует знать.
- Поскольку процесс сварки FCAW [процесс не полностью автоматизирован, может быть недостаточно точности из-за ручных или механических ошибок
- Работа вблизи токсичных паров или дыма может быть опасной, и, следовательно, этот тип сварки должен выполняться в помещение, которое хорошо проветривается.
- Стоимость проволоки FCAW (электродной проволоки) больше, чем стоимость сплошной электродной проволоки.
- Удаление шлака необходимо для получения гладкой, законченной поверхности сварного шва.
- Метод сварки FCAW предполагает использование дорогостоящего оборудования (по сравнению с другими процессами сварки).

Распространенные проблемы и устранение неполадок
Такие факторы, как угол наклона электрода, скорость подачи проволоки, напряжение дуги, удлинение электрода и скорость перемещения, могут доказать разницу между идеальным качеством сварного шва и дефектным. Вот некоторые из наиболее распространенных проблем, с которыми вы, вероятно, столкнетесь при работе со сварным швом с флюсовой проволокой, и способы их решения или предотвращения:
- Обычные проблемы с подачей проволоки, такие как гнездование птиц или обратное возгорание, могут привести к запутыванию или гашению дуги в процессе сварки. Лучше всего обеспечить соответствующую скорость подачи проволоки и расстояние менее 1,25 дюйма между заготовкой и контактным наконечником.
- Неправильное натяжение приводного ролика также может привести к запутыванию или сплющиванию проволоки. Вы можете использовать U-образные или V-образные канавки в механизме подачи проволоки, а затем установить правильное натяжение.

- Шлаковые включения могут препятствовать полному проплавлению сварного шва из-за неправильной скорости перемещения, тепловложения или угла перемещения. Всегда очищайте сварочные работы между проходами и соблюдайте соответствующие методы тепловложения и перемещения.
- Когда газ от нагретого электрода из порошковой проволоки застревает в металле, это может привести к пористости. Убедитесь, что вы избегаете чрезмерного напряжения и удалите грязь, пыль, краску, масло, ржавчину или влагу, накопившиеся на основном металле.
Различия между FCAW, GMAW и SMAW
FCAW по сравнению с GMAW
Сварка в среде инертного газа (MIG), GMAW или газовая дуговая сварка включает использование непрерывного электрода из сплошной проволоки вместе с защитным газом.
Дуговая сварка металлическим газом — это распространенный процесс сварки, используемый в автомобилестроении, промышленном производстве, строительстве и аэрокосмической отрасли. Поскольку при этом типе сварки используется внешний газ, ветер может помешать процессу. GMAW находит свое применение как полуавтоматическая или полностью автоматическая технология сварки.
GMAW находит свое применение как полуавтоматическая или полностью автоматическая технология сварки.
Хотя FCAW очень похож на GMAW, самое большое отличие состоит в том, что он не требует наличия внешнего защитного газа. Он вращается вокруг непрерывного процесса подачи проволоки. Существует два отдельных процесса, связанных с дуговой сваркой с флюсовой проволокой, один из которых включает использование защитного газа.
Другой основан на самозащитных веществах (образующихся при разложении флюса в сварочной проволоке).
FCAW по сравнению с SMAW
Дуговая сварка металлическим электродом в среде защитного газа SMAW, также называемая «стержневой сваркой», представляет собой метод сварки, используемый для всех черных металлов. Покрытие электрода способствует раскислению зоны сварки. При этом образуется защитный газ, который защищает зону сварки от атмосферных загрязнений.
SMAW находит свое применение как в помещении, так и на открытом воздухе для сварки низколегированных и высоколегированных сталей, никелевых сплавов, углеродистой стали и чугуна (например, FCAW).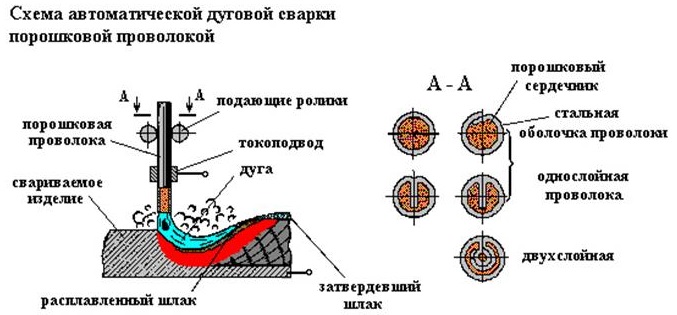 Как и дуговая сварка с флюсовой проволокой, SMAW также создает слой, который впоследствии можно отколоть.
Как и дуговая сварка с флюсовой проволокой, SMAW также создает слой, который впоследствии можно отколоть.
Дуговая сварка порошковой проволокой представляет собой полуавтоматический или ручной метод сварки, который редко используется внутри помещений. Обычно используется на открытом воздухе или на загрязненных материалах. В этом случае электрическая дуга сплавляет основной материал со сплошным присадочным металлическим электродом. Защитный газ, предлагаемый флюсом, помогает защитить сварочную ванну от атмосферных воздействий.
10 советов по улучшению качества FCAW
Несмотря на то, что технология дуговой сварки с флюсовой проволокой уже несколько лет является жизнеспособной и удобной, это не означает, что в этом процессе нет своих подводных камней. Как отмечалось выше, вы можете столкнуться с определенными проблемами, связанными с площадью сварочной дуги, электродной проволокой, сварочным оборудованием, стабильностью дуги, длиной дуги, защитой, напряжением и т. д.
д.
Вот несколько советов от профессионалов, которые помогут сделать сварное соединение максимально качественным и без осложнений —
- Нанесите спрей от брызг, чтобы расплавленный металл не испачкал поверхность.
- Избегайте обратного прожига, обеспечив соответствующую скорость подачи проволоки и расстояние между горелкой MIG и заготовкой.
- Всегда используйте в механизме подачи проволоки приводные ролики с V- или U-образными канавками, чтобы предотвратить запутывание проволоки.
- Убедитесь, что в сварном шве достаточно места для нескольких проходов.
- Поддерживайте постоянную скорость движения, чтобы избежать нежелательных включений шлака.
- Используйте отбойный молоток или проволочную щетку, чтобы избавиться от шлака, прежде чем переходить к следующему проходу сварки.
- Поддерживайте надлежащий подвод тепла, напряжения и скорость подачи присадочной проволоки, чтобы избежать чрезмерного или не идеального проплавления.

- Предотвратите пористость при сварке, удалив жир, ржавчину, покрытие, масло, грязь, краску или влагу с основного металла перед началом сварки.
- Лучше всего использовать присадочный металл с добавлением раскислителей для предотвращения загрязнения сварных швов.
- Следите за правильным вылетом или удлинением электрода после выполнения описанного выше шага.
Изучение FCAW с помощью программы сварки NEIT
Технологический институт Новой Англии, одна из лучших школ сварки в Род-Айленде, предлагает научного сотрудника в области технологий сварки, который фокусируется на развитии практических навыков сварки. Обеспечивая идеальное сочетание теоретического и практического обучения, эта программа поможет вам понять концепции и передовой опыт, применяемые в сварочной отрасли.
Если вы заинтересованы в анализе, проектировании, изготовлении и испытании сварных металлических конструкций или изделий, эта программа для вас!
В дополнение к популярным сварочным процессам, таким как дуговая сварка с флюсовой проволокой (FCAW), GMAW, SMAW, GTAW, кислородно-ацетиленовая и воздушно-угольная дуговая резка, а также установка трубопроводов, вы также узнаете о применении важных периферийных предметов, таких как:
- Процедуры и политика промышленной безопасности OSHA
- Metallurgy
- Structural design
- CADD
- Destructive and non-destructive testing
- Engineering blueprint reading and interpretation
- Precision measurement
- Materials and manufacturing processes
- Robotic Control Systems
- Workplace Связь
- Базовая математика в колледже с лабораторией
- Техническая математика
- Физика и лаборатория
По окончании учебы вы сможете начать свою карьеру в сварочной отрасли в качестве техника-сварщика начального уровня с солидным опытом проектирования, сварки и производства. Программа получения степени младшего специалиста NEIT помогает студентам после успешного окончания учебы сделать следующее:
Программа получения степени младшего специалиста NEIT помогает студентам после успешного окончания учебы сделать следующее:
- Примените свои знания для анализа, проектирования, изготовления и испытаний сварных металлических конструкций и изделий.
- Быстро адаптируйтесь к новым приложениям математики, науки, техники и технологий.
- Думайте нестандартно и применяйте творческий подход к проектированию сварных металлических конструкций и изделий.
- Выявление, анализ и устранение сложных технических проблем в любом сварочном процессе.
- Работайте с самоотверженностью и полной приверженностью качеству, своевременности и постоянному совершенствованию.
- Используйте компьютер как средство проектирования, решения проблем и профессионального общения.
Нет недостатка в возможностях для квалифицированных и высококвалифицированных выпускников сварочных технологий. По мере того, как вы приобретете больше опыта в отрасли и отточите свои навыки, вы сможете выполнять любую из следующих ролей в сварочных технологиях или смежных областях:
- Welding engineering technician
- Production welder
- Aluminum welder
- Fabrication welder
- Fitter
- Maintenance welder
- Sub arc operator
- Welding industry salesman
- Industrial engineering technician
- Техник по контролю качества
- Разработчик/техник CADD
- Техник по испытанию материалов
- Судовой слесарь
- Слесарь-слесарь по металлоконструкциям
Эта комплексная программа является отличным выбором для взрослых учащихся, тех, кто хочет сменить профессию, или даже для профессионалов отрасли, желающих повысить квалификацию в области сварочных технологий.
Узнайте, как NEIT может помочь вам приобрести необходимые навыки и способности, чтобы добиться успеха в сварочной отрасли.
Запросите дополнительную информацию о нашей программе здесь. Вы также можете позвонить нам, чтобы поговорить с нашей командой сегодня!
Часто задаваемые вопросы
Какие существуют 4 вида сварки?
Несмотря на то, что при сварке используются различные типы и методы (в широком смысле), вот четыре наиболее распространенных:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или сварка в среде инертного газа (MIG)
- Дуговая сварка порошковой проволокой (самозащитная FCAW)
- Дуговая сварка в защитном металле (SMAW)
Прочтите эту статью, чтобы узнать больше о каждом из этих процессов и их применении.
