Порошковая сварочная проволока для полуавтоматов: подробно о видах и особенностях
Содержание
особенности использования и эффективность применения
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Общие сведения
- Сердечник проволоки
- Эффективность применения
- Особенности использования
- Интересное видео
Порошковая сварочная проволока является удачным решением при использовании современных технологий. Порошковая проволока для сварки применяется в тех случаях, когда предстоит монтаж сложных конструкций непростой конфигурации. Большим преимуществом является возможность работать с ней на открытом пространстве, а также проводить сварку без применения газа в труднодоступных местах.
Общие сведения
Порошковая проволока для сварки без газа внешне выглядит, как металлическая полая трубка. Внутри нее находится наполнитель, представляющий собой просто флюс или флюс, перемешанный с металлическим порошком. Под стальной оболочкой подразумевается холоднокатаная лента, изготовленная из мягкой стали, содержащей небольшое количество углерода. Размеры ленты выбираются в зависимости от того, какой диаметр должна иметь оболочка.
Внутри нее находится наполнитель, представляющий собой просто флюс или флюс, перемешанный с металлическим порошком. Под стальной оболочкой подразумевается холоднокатаная лента, изготовленная из мягкой стали, содержащей небольшое количество углерода. Размеры ленты выбираются в зависимости от того, какой диаметр должна иметь оболочка.
Такой тип проволоки находит применение при полуавтоматической сварке, во время которой не требуется защита с помощью газа. Самозащитная сварочная проволока может применяться без использования газового баллона, что служит несомненным преимуществом. Это обеспечивается нахождением внутри стальной оболочки флюса, который при начале плавления проволоки постепенно освобождается наружу и образует своеобразное облако, которое обладает такими же защитными свойствами, что и газ.
Внутри трубки содержатся мелкие фракции таких элементов, как железо, фосфор, хром. Это гарантирует такие обстоятельства:
- достижение подходящей температуры возле дуги и ванны и стабилизация ее;
- усиление перемешивания расплавленного металла;
- равномерное покрытие шва;
- отсутствие разбрызгивания металла;
- равномерность кипения расплавленного металла.

Также происходит увеличение скорости прохождения процесса. Имеется возможность осуществлять не только сварку, но и наплавку металлов. Порошковая проволока для полуавтоматической сварки находит широкое применение в автомобилестроении и ремонте различных металлических изделий. Особо следует отметить возможность потолочного вида сварочных работ.
Сердечник проволоки
Сердечник проволоки представляет собой комбинацию из различных элементов, минералов, ферросплавов. Их совокупность гарантирует получение соединений с заданными эксплуатационными свойствами. Все добавки, входящие в сердечник, разделяются на следующие виды:
- Раскисляющие. Входят активные компоненты.
- Стабилизирующие. Обеспечивают стабильность горения дуги.
- Газообразующие. Входят компоненты, помогающие образовывать газовое облако вокруг сварочной ванны.
- Легирующие. Содержат легирующие компоненты, придающие металлу нужные качества.
- Шлакообразующие.
- Специальные.
 Как правило — это железный порошок.
Как правило — это железный порошок.
Наиболее часто применяется порошковая самозащитная сварочная проволока, относящаяся к группе «специальные».
Эффективность применения
Проволока порошковая для дуговой сварки завоевала хорошую репутацию благодаря тому, что применяя ее, можно решить многочисленные проблемы и облегчить процессы сваривания и наплавки. С ее помощью такие работы можно осуществлять в полевых условиях и на производственных площадках, находящихся на открытом воздухе. Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Качество образуемого соединения является достойным. За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
К достоинствам относится сопротивление появлению в шве шлаковых включений, а также образованию таких дефектов, как поры. Сварочные работы можно производить в различных положениях.
Особенности использования
Применение порошковой проволоки проводится приблизительно так же, как сварка обычными электродами с использованием флюса. Порошковую проволоку можно держать в руке и подавать ее самостоятельно в зону сварки. Также ее можно заправлять в полуавтомат, чтобы она двигалась с помощью подающего механизма оборудования.
При работе с этим видом расходного элемента рекомендуется устанавливать постоянный ток, а полярность выставлять обратного типа. При работе необходимо следить за длиной вылета порошковой проволоки. Он должен составлять 1,5-2 сантиметра.
Перед началом сварки требуется прогрев проволоки в течение длительного времени. Рекомендуется предварительно делать пробный шов и в зависимости от результатов корректировать устанавливаемый режим.
Интересное видео
Рубрика статьи
Назад
Вперёд
виды, применение, сравнение лучших марок. Подбор проволоки по размеру, диаметру, составу
О чем статья:
Кому подойдёт порошковая проволока, а кому ее лучше не использовать
Сварка полуавтоматом имеет ряд весомых преимуществ. Во-первых, существенно увеличивается скорость проведения сварочных работ. Во-вторых, отсутствует шлак при сварке. Можно варить длинными швами и без перерыва. В-третьих, это более тонкая работа с заготовками, которые имеют очень малую толщину.
Единственное что нужно для полуавтоматической сварки, это защитный газ. Но что делать, если защитного газа нет? Как варить полуавтоматом без газа? На самом деле выход есть, и имя ему «порошковая проволока».
Порошковая самозащитная проволока самостоятельно берет на себя задачу по защите сварочной ванны. То есть, если в обычном случае при сварке полуавтоматом для этого нужен газ, то, без его использования можно варить одной порошковой проволокой.
Типы и разновидности сварочной проволоки
Первое, что стоит знать, что в качестве сварочной смеси применяются разные виды металлов. Наибольшей популярностью пользуются стальные, алюминиевые, латунные, из нержавеющего сплава. Также стоит отметить, что проволока может быть покрыта небольшим слоем меди.
Все расходные материалы подвергаются обязательной сертификации, они должны полностью соответствовать госту 2246. Рассмотрим несколько разновидностей:
Сплошное сечение
Обладают наибольшей популярностью ввиду того, что имеют самую низкую стоимость на рынке. Представляют собой твердотельный расходник, с которым достаточно удобно работать.
Критерии при выборе зависят от типа металла и его толщины. Нужно помнить, что тонкий тонкая сталь с низким содержаниему углерода не имеет шлаков в процессе работы, при этом шнур значительно быстрее охлаждается.
Порошковая проволока
По типу работы она используется точно также, как и обычные электроды.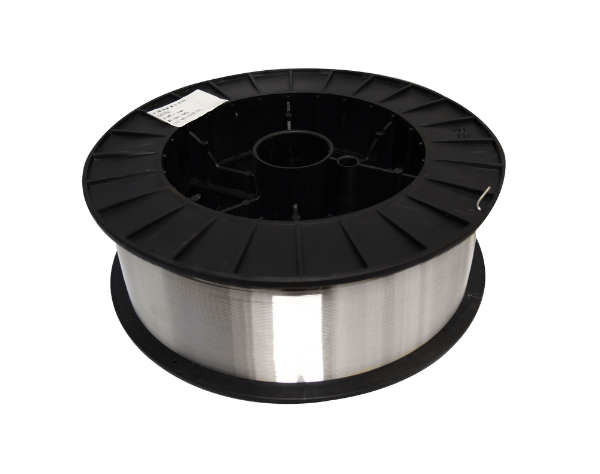 Такая проволока состоит из оболочки металлического типа, имеет полое пространство внутри, которое заполнено флюсом для сварки.
Такая проволока состоит из оболочки металлического типа, имеет полое пространство внутри, которое заполнено флюсом для сварки.
Такой тип проволоки выбирают в том случае, если предстоит работать с толстыми материалами. Это обусловлено тем, что в процессе работы такая проволока оставляет шлак, что способствует более медленному охлаждению.
Активированная модель
Во многом схожа с предыдущим вариантом, однако имеет несколько отличий. Первое заключается в более низком содержании флюса внутри проволоки.
Общее количество гранулированных добавок не превышает 7%. Такая проволока, как правило, может применять только при сварке в СО2 а также при сварке его смесей.
В продаже все эти разновидности представлены в виде барабанов разного диаметра. Существуют 0.8, 1.0, 1.2, 1.6 мм.
Опытные сварщики рекомендуют выбирать проволоку с медным покрытием. Это объясняется тем, что расходники с таким покрытием позволяют более качественно осуществлять сварку. Кроме того они защищают от окисления и значительно облегчает электрический контакт.
Кроме того они защищают от окисления и значительно облегчает электрический контакт.
Особенности применения
Если у вас уже есть обычно классической дуговой сварки электродами, то применение порошковой проволоки не будет для вас затруднительным. Поскольку использование порошковой присадки во многом напоминает обычную сварку электродами и с применением флюса. Вы можете держать проволоку в руке и самостоятельно подавать ее в сварочную зону. А можете заправить ее в подающий механизм и упростить работу.
В большинстве случаев, для сварки порошковой проволокой вам нужно установить постоянный ток и обратную полярность. Некоторые марки проволоки допускают сварку на переменном токе, но это случается редко. Поскольку постоянный ток дает лучшее качество швов и практически не разбрызгивает металл. В отличие от переменного. Следите за вылетом проволоки. Он должен быть от 1.5 до 2 сантиметров. Более точные рекомендации по вылету проволоки можно найти в сертификате. Также не забудьте о горелке. Ее выходное отверстие должно быть немного большего диаметра, что сама проволока. Наконечник горелки должен быть из меди или медных сплавов.
Ее выходное отверстие должно быть немного большего диаметра, что сама проволока. Наконечник горелки должен быть из меди или медных сплавов.
При формировании шва совершайте плавные колебательные движения горелкой. И не забывайте и прогреве проволоки. Перед сваркой ее нужно подогреть в печи или с помощью горелки до температуры 250 градусов. Прогревайте присадочный материал в течение 2-3 часов. Если в составе проволоки есть органические компоненты, то ее не нужно прогревать.
Рекомендации
Нужно понимать, что для каждого типа сварочной проволоки существует большое количество классификаций. Это зависит от условий применения, защитного газа и множества других факторов. Все это необходимо учитывать при выборе расходников и дальнейшей работе.
Если принято решение использовать твердотельный шнур, нужно чтобы его состав был схож с составом металла, с которым предстоит работать. Все потому, что смесь имеет в своем составе разное количество раскислителей, поэтому нужно тщательно подбирать разновидность.
При использовании порошковых электродов, нужно учитывать что они представляют собой углеродные и низколегированные стали и чугун. Их классификация осуществляется на основе механических свойств металла, используемого для сварки.
Когда от сварки самозащитной проволокой лучше отказаться
Здесь всего два недостатка — это высокая стоимость и более низкое качество сварного шва, чем при сварке полуавтоматом в среде защитного газа. Довольно плохо зарекомендовала себя порошковая проволока и при сварке труб под давлением. Поэтому данный способ совсем не подходит для выполнения этих работ.
В общем, как видно, при использовании самозащитной проволоки есть свои плюсы и минусы. Преимущества связаны с возможностью сварки в труднодоступных местах и при любой погоде, а недостатки, с высокой ценой и более низким качеством шва.
Как выбрать нужный материал
Чтобы правильно сварить нужные детали или исправить недостаток, нужно применить подходящую проволоку для сварки.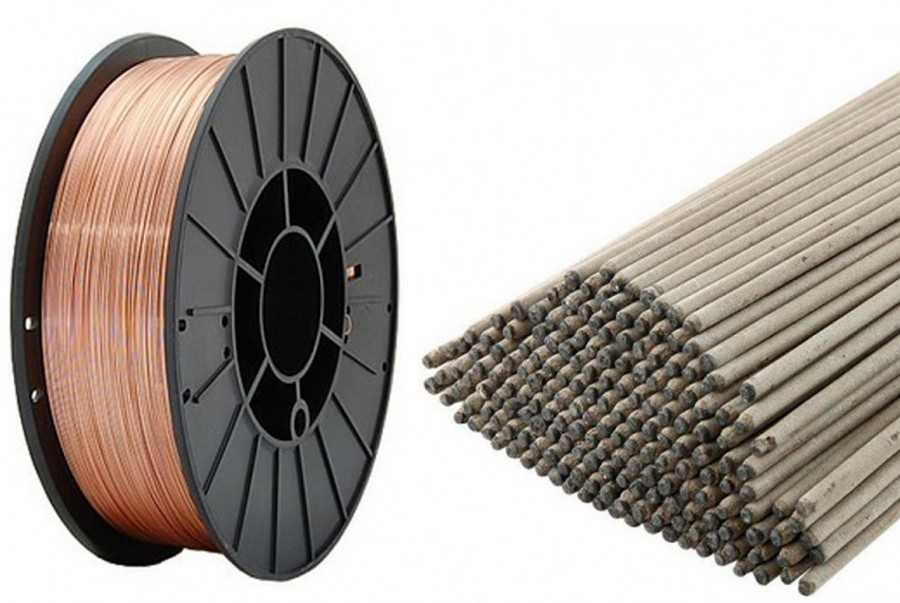
- Если необходимо соединить детали с низким содержанием углерода в стали, рекомендуется использовать проволоку также с низким содержанием углерода.
- Ее можно узнать по маркировке, она будет иметь цифры 080. Также в ее составе может быть кремений.
- Конструкции из такого материала нужно сваривать при помощи проволоки, используя для этих целей полуавтомат без применения газа.
Для сварки нержавеющей или легированной стали, также необходимо обращать большое внимание на маркировку расходника. В том случае, если будет использован неправильный материал, качество сварки будет значительно хуже, что в свою очередь создает вероятность разрушения шва.
Сварка деталей из алюминия может происходить исключительно в защитной среде из Аргона. Таким образом необходимо использовать твердотельный материал сплошного сечения.
Обратите внимание, проволоку из алюминия для полуавтомата рекомендуется использовать сразу после вскрытия защитной упаковки. Это обусловлено тем, что при длительном хранении на такой проволоке появляется окисление из-за контакта с атмосферным кислородом.
Это обусловлено тем, что при длительном хранении на такой проволоке появляется окисление из-за контакта с атмосферным кислородом.
Медь, равно как и алюминий необходимо сваривать в Аргоне, либо использовать любой другой подходящий газ для этого. В этом случае проволока делится на несколько видов по предназначению.
- Для сварки чистых медных деталей, либо малолегированных
- Для сварки бронзы, других низколегированных сплавов на основе этого металла
- Для создания сварного соединения прокатных и литых видов меди
Очень часто бывает так, что нужно при помощи сварки соединить два разных вида металла, с этой целью нужно использовать наплавочную проволоку, она имеет обозначение “НП”.
Подготовка к работе
Одной из особенности сварки без подачи газа является обратная полярность источника тока. При настройке подачи проволоки необходимо убедиться, что диаметр подающего гнезда в ролике подающего механизма соответствует диаметру проволоки. Прижимной ролик не нужно сильно закручивать, так как мягкая оболочка может замяться, для того чтобы этого не произошло, при подаче наконечник горелки необходимо прикручивать к корпусу только после появления конца катанки из отверстия канала. Только после этого нужно устанавливается наконечник. Сопло настраивать не нужно так – как при работе подачи газа через него не будет.
Прижимной ролик не нужно сильно закручивать, так как мягкая оболочка может замяться, для того чтобы этого не произошло, при подаче наконечник горелки необходимо прикручивать к корпусу только после появления конца катанки из отверстия канала. Только после этого нужно устанавливается наконечник. Сопло настраивать не нужно так – как при работе подачи газа через него не будет.
На что обратить внимание при выборе сварочной проволоки
Когда нужный вид сварочной проволоки уже подобран. необходимо обратить внимание на качественную подготовку рабочего места и условий, в которых будет осуществляться сварка.
В первую очередь нужно позаботиться о чистоте металла, с которым планируется производить сварочные работы.
- Его нужно тщательно очистить от пыли, с этой целью используют губки или щетки.
- Если на его поверхности есть заусенцы или сколы, их нужно аккуратно зачистить при помощи наждачной бумаги.
- После этого материал нужно обезжирить, чтобы качество сварки было выше.

- Обезжиривание производится при помощи растворителя. На этом этапе стоит внимательно выбирать растворитель, руководствуясь конкретным типом металла.
Только после подготовительных процедур и проверки электродов на целостность и качество, можно начинать сварку деталей.
Когда нужно варить порошковой проволокой без газа
В принципе варить можно всегда, в таких случаях потребности в защитном газе нет. Единственный недостаток это цена, она на самозащитную проволоку для полуавтомата довольно высокая, поэтому варить порошковой проволокой каждый день могут позволить себе не все.
Второй момент связан с тем, что не всегда, получается, доставить газовые баллона к месту сварки. Ну, допустим, нужно варить на высоте. Как туда доставить баллон с углекислотой? Правильно, лучше и быстрее будет сварить полуавтоматом при помощи порошковой проволоки.
Следующий момент связан с погодными условиями. Как известно самый главный враг для полуавтоматической сварки — это ветер. Если на улице ветреная погода, то защитный газ будет просто сдувать, что негативным образом скажется на качестве сварки полуавтоматом.
Если на улице ветреная погода, то защитный газ будет просто сдувать, что негативным образом скажется на качестве сварки полуавтоматом.
Следовательно, избавиться от данной проблемы, также поможет порошковая проволока, варить которой можно даже в сильно ветряную погоду.
Фото сварочной проволоки
Печи для намотки проволоки Keen
Электроды из порошковой проволоки бывают двух типов: газозащитные и самозащитные. Как следует из названия, порошковая проволока в среде защитного газа требует внешнего защитного газа. У самозащитного сорта нет.
Флюсовое покрытие на порошковых проволоках в среде защитных газов затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает расплавленную ванну при сварке над головой или вертикально вверх. Флюсовые проволоки в среде защитного газа хорошо подходят для сварки более толстых металлов. Они также хорошо подходят для сварки в нерабочем положении. С этим типом проволоки удаление шлака выполняется легко.
Самозащитные порошковые проволоки не требуют внешнего защитного газа. С этим типом электрода сварочная ванна защищена, так как при сгорании флюса из проволоки образуется газ. Поскольку самоэкранирующий провод создает собственный защитный экран и не требует внешнего газового баллона, его легче носить с собой.
Преимущества электродов с порошковой проволокой
Использование электродов с порошковой проволокой имеет несколько преимуществ. Эти преимущества включают, но не ограничиваются:
- Обеспечивают высокую скорость осаждения.
- Они хорошо работают на открытом воздухе и в ветреную погоду.
- С правильными присадочными материалами эти электроды могут сделать процесс FCAW «всепозиционным».
- Как правило, порошковая проволока обеспечивает чистые и прочные сварные швы.
Недостатки электродов с порошковой проволокой
Есть проблемы с любым методом сварки. Независимо от процесса и типа используемого электрода существует вероятность непровара между основными металлами. Также могут появиться шлаковые включения или трещины в сварных швах.
Независимо от процесса и типа используемого электрода существует вероятность непровара между основными металлами. Также могут появиться шлаковые включения или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании электродной проволоки с флюсовой сердцевиной, включают:
- Оплавление контактного наконечника может произойти, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться отверстия и стать пористым.
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? Каковы преимущества и недостатки каждого типа проволоки?
Электроды из сплошной проволоки
Электроды из сплошной проволоки
используются при сварке металлов в среде инертного газа. Для таких электродов требуется защитный газ, который подается из газового баллона под давлением. Защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений.
Защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из мягкой стали, покрытой медью для предотвращения окисления и повышения электропроводности. Медное покрытие также помогает увеличить срок службы сварочного контактного наконечника.
Сплошные проволоки — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны производить хорошие, чистые сварные швы.
Электроды из сплошной проволоки плохо работают на ветру. Воздействие защитного газа на ветер может нарушить целостность сварного шва.
Какой провод лучше выбрать?
Сравнивая порошковую проволоку со сплошной проволокой, было бы разумно отметить, что лучший выбор зависит от сварочного задания и места. Оба типа проволоки могут производить качественные сварные швы с хорошим внешним видом сварного шва, если все сделано правильно.
Для более толстых металлов и наружных работ лучше всего подходят электроды с порошковой проволокой. Для более тонких металлов и работ, выполняемых без ветра, электроды из сплошной проволоки могут работать достаточно хорошо.
Для более тонких металлов и работ, выполняемых без ветра, электроды из сплошной проволоки могут работать достаточно хорошо.
Электроды из сплошной проволоки, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как электроды из сплошной проволоки, так и электроды из порошковой проволоки относительно просты в использовании. Однако электроды с порошковой проволокой более дорогие.
О процессе дуговой сварки порошковой проволокой (FCAW)
Дуговая сварка флюсовой проволокой
была представлена в 1950-х годах. Это процесс, который очень тесно связан со сваркой металлов в среде инертного газа. В обоих процессах используется одинаковое оборудование и непрерывная подача проволоки, а в MIGW и FCAW используется один и тот же тип источника питания. При дуговой сварке порошковой проволокой обычно используется защитный газ, аналогичный процессу MIGW. Однако дуговая сварка порошковой проволокой также может выполняться без защитного газа. Кроме того, этот тип сварки является гораздо более производительным процессом, чем сварка MIG. Фактически, FCAW является наиболее продуктивным из процессов ручной сварки.
Кроме того, этот тип сварки является гораздо более производительным процессом, чем сварка MIG. Фактически, FCAW является наиболее продуктивным из процессов ручной сварки.
Как работает FCAW
В процессе дуговой сварки порошковой проволокой электрическая дуга используется для соединения непрерывного электрода из присадочного металла с основным материалом. (Примечание. В методе сварки MIG используется сплошной металлический электрод, тогда как в процессе сварки FCAW используется полый трубчатый электрод, заполненный флюсом.) Заполненный флюсом металлический проволочный электрод автоматически подается через центр горелки с использованием того же типа оборудование, которое используется в металлической сварке инертным газом. Использование газовой защиты, поставляемой горелкой, защищает сварочную ванну от окисления в процессе сварки. Флюс, находящийся внутри электрода, образует шлак (отходы плавки), который покрывает и защищает сварной шов от атмосферы. Экран, обеспечиваемый флюсом, упрощает процедуру сварки на открытом воздухе, даже на ветру.
Экран, обеспечиваемый флюсом, упрощает процедуру сварки на открытом воздухе, даже на ветру.
Пригодность дуговой сварки порошковой проволокой
Дуговая сварка порошковой проволокой — очень гибкий метод сварки. Этот тип сварки подходит для сварки во всех положениях с соответствующим составом присадочного металла и флюса. Высокая скорость наплавки FCAW способствует производительности этого процесса, что обеспечивает качественные сварные швы с превосходным внешним видом. Он часто используется для сварки более толстых профилей и позволяет производить сварной шов с полным проплавлением с обеих сторон полудюймовой пластины за один проход.
Материалы, которые лучше всего подходят для дуговой сварки порошковой проволокой, — это углеродистая сталь, нержавеющая сталь и низколегированная сталь. К сожалению, большинство цветных металлов, включая алюминий, нельзя сваривать методом FCAW.
Из-за высокой скорости сварки и возможности проводить сварку на открытом воздухе, даже в ветреную погоду, дуговая сварка порошковой проволокой часто используется в строительной отрасли.
Аспекты дуговой сварки порошковой проволокой
Как следует из названия, дуговая сварка с флюсовой проволокой представляет собой тип процесса автоматической или полуавтоматической дуговой сварки, в котором используется трубчатый электрод, содержащий флюс, а не твердый электрод. Этот электрод с флюсовой сердцевиной делает FCAW идеальным выбором для многих современных требований к сварке.
Существует два типа дуговой сварки порошковой проволокой: один требует внешней подачи защитного газа, а другой — самозащитный. Самозащитный тип FCAW получает защитный газ от трубчатого электрода с непрерывной подачей. Мало того, что этот электрод содержит флюс, он также содержит ингредиенты, которые выделяют защитный газ, когда электрод вступает в контакт с сильным нагревом сварщика. Газ защищает дугу и расплавленный металл от атмосферы.
Дуговая сварка порошковой проволокой (FCAW) и сварка металлов в среде инертного газа (MIG)
Дуговая сварка порошковой проволокой — это метод сварки, несколько уникальный по сравнению со сваркой металлом в среде инертного газа. Что в первую очередь отличает FCAW от сварки MIG, так это тип используемого проволочного электрода и способ защиты расплавленного металла от атмосферы.
Что в первую очередь отличает FCAW от сварки MIG, так это тип используемого проволочного электрода и способ защиты расплавленного металла от атмосферы.
В процессе сварки MIG используется непрерывный сплошной проволочный электрод, обычно изготовленный из мягкой стали. Для создания экрана, защищающего ванну расплава, требуется внешний источник газа. Обычно это обеспечивается газовым баллоном высокого давления.
Как и в случае с MIG, для FCAW требуется электричество, присадочный металл и какой-либо способ защиты расплавленного металла от воздуха. В отличие от процесса MIG, в методе с флюсовой сердцевиной используется проволока, которая содержит внутренний сердечник из материалов, выделяющих флюсы и защитные газы при сгорании под действием тепла сварочной дуги. Этот тип провода исключает необходимость внешнего подвода газа, поскольку обладает внутренними экранирующими свойствами.
Использование метода FCAW
Дуговая сварка порошковой проволокой работает лучше, чем сварка MIG, при работе с более толстыми материалами. Фактически, FCAW рекомендуется только для материалов толщиной не менее 20. При использовании процесса FCAW на более толстых металлах хороший, прочный сварной шов может быть получен за один проход.
Фактически, FCAW рекомендуется только для материалов толщиной не менее 20. При использовании процесса FCAW на более толстых металлах хороший, прочный сварной шов может быть получен за один проход.
Поскольку в процессе сварки порошковая проволока вырабатывает собственный защитный газ, FCAW гораздо лучше работает на открытом воздухе, чем метод MIG. Это внутреннее экранирование может выдержать даже сильный ветер. Нет необходимости возить к месту сварки отдельный газовый баллон, что делает FCAW более удобным.
Одним из недостатков использования FCAW является то, что сварочная дуга образует брызги. В результате готовый шов покрывается шлаком, который, возможно, придется удалять.
Чтобы начать процесс сварки порошковым методом, сварщик сначала нажимает на курок, который начинает непрерывную подачу электрода в стык. Когда электрод проходит через устройство подачи проволоки, он становится электрически заряженным. Когда проволока достигает металлического соединения, происходит короткое замыкание, из-за чего электрод нагревается и начинает плавиться. Когда проволочный электрод плавится, металл тоже начинает плавиться. Вместе плавящийся электрод и металл образуют ванну расплава. Ванна одновременно расплавляет флюсовую сердцевину электрода, создавая защитный экран от окружающей среды и шлак, защищающий сварной шов от загрязнения.
Когда проволочный электрод плавится, металл тоже начинает плавиться. Вместе плавящийся электрод и металл образуют ванну расплава. Ванна одновременно расплавляет флюсовую сердцевину электрода, создавая защитный экран от окружающей среды и шлак, защищающий сварной шов от загрязнения.
Какие металлы лучше всего подходят для FCAW
Большинство цветных экзотических металлов, включая алюминий, нельзя сваривать порошковой проволокой. Однако сварка порошковой проволокой хорошо подходит для большинства углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей.
Преимущества FCAW
FCAW имеет ряд преимуществ перед другими методами сварки. Например, при дуговой сварке с флюсовой проволокой скорость отложений выше, чем при сварке МИГ. Фактически, он может наплавлять как минимум в три раза больше сварного шва в час, чем сварка MIG. С FCAW также меньше перезапусков, что снижает вероятность дефектов в области перезапуска.
В дополнение к высокой скорости наплавки дуговая сварка с флюсовой проволокой может выполняться на открытом воздухе, даже в ветреную погоду, и при этом получается прочный и качественный сварной шов. Это преимущество делает FCAW популярным выбором в строительной и сельскохозяйственной отраслях.
Электрод, используемый в FCAW, выступает длиннее, чем проволока, используемая при дуговой сварке в среде защитного газа. Это позволяет сварщику намного легче видеть расплавленную ванну и контролировать ее.
Электроды с флюсовой сердцевиной
содержат раскислители, которые уменьшают или устраняют пористость сварных швов.
Процесс FCAW можно выполнять во всех положениях с правильным расходуемым электродом.
Наконечники FCAW
Флюсовые проволоки для FCAW имеют размеры от 0,035 дюйма до 1/8 дюйма в диаметре. Диаметр наиболее часто используемой проволоки в FCAW составляет 0,045 дюйма. Проволока большего размера позволяет сварщику выполнять сварку при более высоком уровне тока.
Пористый сварной шов является слабым сварным швом. Хотя проволока FCAW содержит раскислители, рекомендуется правильно очищать зону сварки, чтобы предотвратить пористость сварного шва. Это означает удаление грязи, масла, ржавчины, краски или покрытия, жира и любого другого мусора с металла.
Чтобы получить желаемые результаты сварки, обычно необходимо поддерживать надлежащий подвод тепла. Этого можно достичь, поддерживая постоянную скорость перемещения сварного шва, а также постоянный ток или напряжение.
Дополнительные аспекты FCAW
Дуговую сварку порошковой проволокой нельзя использовать для сварки цветных экзотических металлов, включая алюминий. Однако FCAW хорошо работает с большинством углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей.
Самозащитные электроды выделяют токсичные пары. При работе с этим типом электрода сварщик должен иметь надлежащую вентиляцию в рабочей зоне или использовать защитную герметичную маску, обеспечивающую приток свежего воздуха.
Методы дуговой сварки порошковой проволокой
Методы, используемые при дуговой сварке порошковой проволокой, во многом аналогичны методам, используемым при других методах сварки, особенно при сварке MIG. Тип электрода, тип флюса, толщина металла и положение сварки помогут определить, какой метод лучше всего подходит для конкретного проекта.
Техника удара слева
Техника обратной сварки часто используется при дуговой сварке самозащитной проволокой с флюсовой проволокой. Этот прием достигается проведением электрода по месту сварки в направлении, противоположном направлению сварки.
При использовании техники «наотмашь» рукоятка сварочного аппарата перетаскивается, как палочный сварочный аппарат. Этот метод хорошо работает при сварке в плоском и горизонтальном положениях. Это также может быть вариантом при сварке в положении 4G, чтобы избежать попадания брызг.
Метод сварки наотмашь создает высокий и узкий шов, который проникает глубоко. Недостаток метода «наотмашь» заключается в том, что сварочную ванну немного сложнее увидеть. Как и при сварке электродом, необходимо следить за размером сварочной ванны за кратером.
Недостаток метода «наотмашь» заключается в том, что сварочную ванну немного сложнее увидеть. Как и при сварке электродом, необходимо следить за размером сварочной ванны за кратером.
Техника удара справа
При дуговой сварке порошковой проволокой в защитных газах часто используется метод сварки спереди. Предварительный процесс требует, чтобы электрод перемещался по рабочей площадке в том же направлении, что и сварка.
Передний метод часто используется при работе с более тонкими металлами. Это может быть лучший метод для использования при сварке в вертикальном положении вверх и для потолочных угловых швов (4F). Техника удара справа также может использоваться в горизонтальном и горизонтальном положениях.
В отличие от метода сварки слева, метод сварки справа позволяет легко увидеть сварочную ванну. В результате также легче увидеть сварной шов и не допустить отклонения от стыка.
При использовании техники «вперед» важно стараться поддерживать правильный угол хода, чтобы предотвратить чрезмерное накопление брызг.
Техника плетения и плетения
Техника сварки стрингерным валиком — это метод, при котором сварные валики наплавляются по прямой линии. При использовании метода плетения швы наплавляются зигзагообразно.
Скорость перемещения сварного шва вперед при использовании метода стрингерного валика выше, чем при методе плетеного валика. Эта более высокая скорость перемещения снижает количество подводимого тепла, что желательно при сварке сталей Т-1.
Техника прямой бусины хорошо работает в любом положении. Однако при сварке в вертикальном положении может быть предпочтительнее частичное переплетение. Хотя частичное переплетение может облегчить процесс сварки в этом положении, общее переплетение не должно превышать удвоенный диаметр электрода.
В FCAW чаще используется метод стрингерного валика. Время от времени можно использовать метод плетения валиков, но большинство электродов с флюсовой сердцевиной предназначены для нанизывания валиков.
Каталожные номера:
Линкольн Электрик Ко
Wikipedia.org
www.millerwelds.com (The Miller Electric Manufacturing Co.)
http://en.wikipedia.org/wiki/Flux-cored_arc_welding
www.gowelding.org
Чтобы получить дополнительную информацию или найти ближайшего к вам дистрибьютора Keen:
Звоните: (888) 512-2870 (только в США)
Электронная почта: [email protected]
Анализ рынка производителей порошковой сварочной проволоки Прогноз на 2028 год
Новостной отдел MarketWatch не участвовал в создании этого контента.
01 марта 2023 г. (Экспрессвайр) —
Отчет за 2023 год предлагает всесторонний анализ рынка Порошковая сварочная проволока , включая его размер, размер сегмента (охватывающий тип продукта, область применения и географию), конкурентную среду, недавнее состояние и тенденции развития. Отчет также включает подробный анализ цепочки поставок и затрат. Исследование охватывает как региональные, так и глобальные рынки и дает обзор перспектив роста рынка. Кроме того, в отчете представлена панель ведущих компаний с указанием их успешных маркетинговых стратегий, вклада в рынок и последних изменений в историческом и текущем контексте. В целом отчет представляет собой подробное и профессиональное исследование, проведенное отраслевыми экспертами, с акцентом на наиболее важные детали рынка. Запросите образец отчета
Исследование охватывает как региональные, так и глобальные рынки и дает обзор перспектив роста рынка. Кроме того, в отчете представлена панель ведущих компаний с указанием их успешных маркетинговых стратегий, вклада в рынок и последних изменений в историческом и текущем контексте. В целом отчет представляет собой подробное и профессиональное исследование, проведенное отраслевыми экспертами, с акцентом на наиболее важные детали рынка. Запросите образец отчета
Отчет об исследовании рынка порошковой сварочной проволоки предлагает обновленную информацию о бизнес-стратегиях, включая слияния, поглощения, партнерство, исследования и разработки, планы расширения и сотрудничество, принятые этими основными мировыми игроками, доход по типу ( Газозащитная, самозащитная ), Прогнозируемый размер рынка по приложениям ( Машиностроение, Конструкционное производство, Судостроение, Мосты, Прочее ) Глобальный отчет об исследовании рынка порошковой сварочной проволоки за 2023 год распространяется по 113 страниц и обеспечивает размер, долю, рост и прогноз с эксклюзивной статистикой естественного движения населения, данными, информацией, тенденциями и деталями конкурентной среды в этом нишевом секторе.
Получить образец отчета в формате PDF — https://www.marketreportsworld.com/enquiry/request-sample/19854160
КЛЮЧЕВЫЕ ИГРОКИ, перечисленные в отчете о рынке порошковой сварочной проволоки: —
● ITW
● Lincoln Electric
● Kiswel
● Voestalpine
● Kobelco
● Hyundai
● TASETO
● Tianjin Golden Bridge
● Tianjin Bridge
● Weld Atlantic
● Jinglei Welding
● Beijing Jinwei
● Shandong Solid Solider
● ATandM
Получить образец отчета о рынке порошковой сварочной проволоки за 2023 г. 0003
0003
Дуговая сварка с флюсовой проволокой (FCAW или FCA) представляет собой полуавтоматический или автоматический процесс дуговой сварки. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс, и источник постоянного напряжения или, реже, источник сварочного тока постоянного тока.
ITW была крупнейшей в мире компанией в отрасли порошковой сварочной проволоки с долей рынка 11 процентов, за ней следовали Lincoln Electric, Kiswel, Voestalpine, Kobelco, Hyundai, TASETO, Tianjin Golden Bridge, Tianjin Bridge, Weld Atlantic, Jinglei Welding. , Beijing Jinwei, Shandong Solid Solider, ATandM. Китай является крупнейшим рынком порошковой сварочной проволоки с долей рынка около 35 процентов. Европа является последователем, на долю которого приходится около 23 процентов рынка.
Анализ рынка и выводы: глобальный рынок порошковой сварочной проволоки
Мировой рынок порошковой сварочной проволоки оценивался в 1628 млн долларов США в 2020 году, и ожидается, что к концу 2027 года он достигнет 2275,5 млн долларов США, при среднегодовом росте 4,9 процента в 2021-2027 годах.
Мировой рынок порошковой сварочной проволоки: движущие силы и ограничения
анализ различных факторов, способствующих росту рынка. Он представляет собой тенденции, ограничения и движущие силы, которые трансформируют рынок как в положительную, так и в отрицательную сторону. В этом разделе также представлены различные сегменты и приложения, которые потенциально могут повлиять на рынок в будущем. Подробная информация основана на текущих тенденциях и исторических вехах. В этом разделе также представлен анализ объема производства на мировом рынке и по каждому типу с 2016 по 2027 год. В этом разделе упоминается объем производства по регионам с 2016 по 2027 год. Анализ цен включен в отчет по каждому типу с 2016 по 2027 год. с 2016 по 2027 год, производитель с 2016 по 2021 год, регион с 2016 по 2021 год и мировая цена с 2016 по 2027 год.
Тщательная оценка средств сдерживания, включенных в отчет, показывает контраст с водителями и дает возможность для стратегического планирования. Факторы, которые омрачают рост рынка, имеют решающее значение, поскольку их можно понять, чтобы разработать различные способы получения прибыльных возможностей, которые присутствуют на постоянно растущем рынке. Кроме того, для лучшего понимания рынка были использованы мнения экспертов по рынку.
Факторы, которые омрачают рост рынка, имеют решающее значение, поскольку их можно понять, чтобы разработать различные способы получения прибыльных возможностей, которые присутствуют на постоянно растущем рынке. Кроме того, для лучшего понимания рынка были использованы мнения экспертов по рынку.
Мировой рынок порошковой сварочной проволоки: анализ сегментов
Сегментация рынка сварочных проводов по потоку. Судостроение
● Мосты
● Прочее
Мировой рынок порошковой сварочной проволоки: объем отчета
В этом отчете представлена комплексная оценка анализа мирового рынка порошковой сварочной проволоки. Рыночные оценки, представленные в отчете, являются результатом углубленных вторичных исследований, первичных интервью и обзоров внутренних экспертов. Эти рыночные оценки были рассмотрены путем изучения влияния различных социальных, политических и экономических факторов, а также текущей динамики рынка, влияющей на рост мирового рынка порошковой сварочной проволоки. 0003
0003
Наряду с обзором рынка, который включает в себя динамику рынка, глава включает анализ пяти сил Портера, который объясняет пять сил: а именно: рыночная власть покупателей, рыночная власть поставщиков, угроза новых участников, угроза заменителей и уровень конкуренции. на мировом рынке порошковой сварочной проволоки. Это объясняет различных участников, таких как системные интеграторы, посредники и конечные пользователи в экосистеме рынка. В отчете также рассматривается конкурентная среда на мировом рынке Порошковая сварочная проволока.
Узнайте больше и задайте вопросы, если таковые имеются, до покупки в этом отчете по адресу — https://www.marketreportsworld.com/enquiry/pre-order-enquiry/19854160
Географически этот отчет разделен на несколько ключевых регионы с продажами, доходами, долей рынка и темпами роста порошковой сварочной проволоки в этих регионах с 2017 по 2028 год, охватывающими
● Северная Америка (США, Канада и Мексика)
● Европа (Германия, Великобритания, Франция, Италия, Россия и Турция и др. )
)
● Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Индия, Австралия, Индонезия, Таиланд, Филиппины, Малайзия и Вьетнам)
● Южная Америка (Бразилия, Аргентина, Колумбия и т. д.)
● Ближний Восток и Африка (Саудовская Аравия, ОАЭ, Египет, Нигерия и Южная Африка)
Мировой рынок порошковой сварочной проволоки: конкурентная среда
Анализ рынка включает в себя раздел, посвященный исключительно основным игрокам на мировом рынке порошковой сварочной проволоки, в котором наши аналитики предоставляют анализ финансовой отчетности всех основных игроков, а также сравнительный анализ ключевых разработок и SWOT-анализ. Раздел профиля компании также включает обзор бизнеса и финансовую информацию. Компании, которые представлены в этом разделе, могут быть настроены в соответствии с требованиями клиента.
Ожидается, что рост мирового рынка порошковой сварочной проволоки будет расти значительными темпами в течение прогнозируемого периода, между 2023 и 2028 годами. Ожидается, что рынок будет расти в течение прогнозируемого горизонта. Прогноз рынка порошковой сварочной проволоки по регионам, типу и применению, с продажами и доходами с 2023 по 2028 год.
Ожидается, что рынок будет расти в течение прогнозируемого горизонта. Прогноз рынка порошковой сварочной проволоки по регионам, типу и применению, с продажами и доходами с 2023 по 2028 год.
Отчет о рынке порошковой сварочной проволоки также упоминает долю рынка, приходящуюся на каждый продукт. на рынке порошковой сварочной проволоки, наряду с ростом производства. Проанализированы тенденции развития рынка порошковой сварочной проволоки и каналы сбыта. Наконец, оценивается осуществимость новых инвестиционных проектов и предлагаются общие выводы исследования. Отчет об анализе рынка порошковой сварочной проволоки посвящен ключевым тенденциям рынка порошковой сварочной проволоки и сегментации рынка порошковой сварочной проволоки (типы, применение) и всем регионам.
ПОКРЫТИЕ ОТЧЕТА:
Отчет о рынке порошковой сварочной проволоки предлагает основные факторы роста, сдерживающие факторы, возможности и потенциальные проблемы для рынка. Всестороннее понимание региональных событий подробно объясняется в исследовании. Он также включает в себя список основных игроков рынка, а также стратегии, принятые ими, чтобы оставаться впереди конкурентов. В отчете перечислены последние события в отрасли, такие как запуск продуктов, партнерские отношения, слияния и поглощения. Исследование также предлагает подробное понимание недавней ситуации с COVID-19.пандемия на рынке порошковой сварочной проволоки. Продолжающаяся рецессия и инфляция, а также их влияние на рынок были оценены в нашем последнем исследовательском отчете.
Он также включает в себя список основных игроков рынка, а также стратегии, принятые ими, чтобы оставаться впереди конкурентов. В отчете перечислены последние события в отрасли, такие как запуск продуктов, партнерские отношения, слияния и поглощения. Исследование также предлагает подробное понимание недавней ситуации с COVID-19.пандемия на рынке порошковой сварочной проволоки. Продолжающаяся рецессия и инфляция, а также их влияние на рынок были оценены в нашем последнем исследовательском отчете.
Цели исследования в этом отчете:
● Изучить и проанализировать размер мирового рынка порошковой сварочной проволоки (стоимость и объем) по компаниям, ключевым регионам / странам, продуктам и приложениям, исторические данные с 2017 по 2020 год, и прогноз до 2028 года.
● Чтобы понять структуру рынка порошковой сварочной проволоки, определив его различные подсегменты.
● Чтобы поделиться подробной информацией о ключевых факторах, влияющих на рост рынка (потенциал роста, возможности, движущие силы, отраслевые проблемы и риски).
● Основное внимание уделяется ключевым мировым производителям порошковой сварочной проволоки для определения, описания и анализа объема продаж, стоимости, доли рынка, рыночной конкуренции, SWOT-анализа и планов развития на ближайшие несколько лет.
● Для анализа порошковой сварочной проволоки с точки зрения индивидуальных тенденций роста, будущих перспектив и их вклада в общий рынок.
● Спрогнозировать стоимость и объем субрынков порошковой сварочной проволоки по ключевым регионам (вместе с их соответствующими ключевыми странами).
● Для анализа конкурентных разработок, таких как расширения, соглашения, запуск новых продуктов и приобретения на рынке.
● Стратегический профиль ключевых игроков и всесторонний анализ их стратегий роста.
Порошковая сварочная проволока Прогноз размера рынка (продажи, выручка) по регионам и странам с 2023 по 2028 год для отрасли Порошковая сварочная проволока. Подробная информация основана на текущих тенденциях и исторических вехах. В этом разделе также представлен анализ объема производства на мировом рынке и по каждому типу с 2017 по 2028 год. В этом разделе упоминается объем производства по регионам с 2017 по 2028 год. Анализ цен включен в отчет по каждому типу с 2017 по 2028 год. с 2017 по 2028 год, производитель с 2017 по 2023 год, регион с 2017 по 2023 год и мировая цена с 2017 по 2028 год. Доля рынка порошковой сварочной проволоки, дистрибьюторы, основные поставщики, изменение ценовых моделей и цепочка поставок сырья выделены в отчете.
Подробная информация основана на текущих тенденциях и исторических вехах. В этом разделе также представлен анализ объема производства на мировом рынке и по каждому типу с 2017 по 2028 год. В этом разделе упоминается объем производства по регионам с 2017 по 2028 год. Анализ цен включен в отчет по каждому типу с 2017 по 2028 год. с 2017 по 2028 год, производитель с 2017 по 2023 год, регион с 2017 по 2023 год и мировая цена с 2017 по 2028 год. Доля рынка порошковой сварочной проволоки, дистрибьюторы, основные поставщики, изменение ценовых моделей и цепочка поставок сырья выделены в отчете.
Ключевые заинтересованные стороны
● Поставщики сырья
● Дистрибьюторы/трейдеры/оптовики/поставщики
● Регулирующие органы, включая государственные учреждения и НПО
● Государственные организации, исследовательские организации и консалтинговые фирмы
● Торговые ассоциации и отраслевые организации
● Отрасли конечного использования
Приобрести этот отчет (Цена 2900 долларов США за однопользовательскую лицензию) https://www. marketreportsworld.com/purchase/19854160
marketreportsworld.com/purchase/19854160
Подробное содержание отчета о мировом рынке порошковой сварочной проволоки за 2023 год
1×0002 Обзор рынка Порошковая сварочная проволока
1.1 Обзор продукта и сфера применения Порошковая сварочная проволока
1.2 Сегмент Порошковая сварочная проволока по типам
1.2.1 Анализ темпов роста размера мирового рынка Порошковая сварочная проволока по типам 2021 VS 2027
1.2.2 Газозащитная
1.2.3 Самозащитная
1.3 Порошковая сварочная проволока Сегмент по применению
1.3.1 Мировое потребление порошковой сварочной проволоки Сравнение по применению: 2016 г. VS 2021 г. VS 2027 г.
1.3.2 Машинное оборудование
1.3.2 Машинное оборудование
1.3.1 3 Производство строительных конструкций
1.3.4 Судостроение
1.3.5 Мосты
1.3.6 Прочие
1.4 Перспективы роста мирового рынка
1.4.1 Глобальные оценки и прогнозы доходов от порошковой сварочной проволоки (2016-2027)
1. 4.2 Глобальные порошковые сварочные проволоки Оценка и прогноз мощностей по производству сварочной проволоки (2016-2027 гг.)
4.2 Глобальные порошковые сварочные проволоки Оценка и прогноз мощностей по производству сварочной проволоки (2016-2027 гг.)
1.4.3 Глобальные оценки и прогнозы производства порошковой сварочной проволоки (2016-2027)
1.5 Размер мирового рынка по регионам
1.5.1 Глобальные оценки размера рынка порошковой сварочной проволоки и прогнозы по регионам: 2016 VS 2021 VS 2027
1.5. 2 Оценки и прогнозы по порошковой сварочной проволоке для Северной Америки (2016-2027)
1.5.3 Европа, оценки и прогнозы по порошковой сварочной проволоке (2016-2027)
1.5.4 Китай, оценки и прогнозы по порошковой сварочной проволоке (2016-2027)
1.5.5 Япония Порошковая сварочная проволока Оценки и прогнозы (2016-2027)
1.5.6 Порошковая сварочная проволока в Южной Корее, оценки и прогнозы (2016-2027 гг.)
2 Конкуренция на рынке производителей
2.1 Доля производственных мощностей Порошковая сварочная проволока в мире Доля рынка производителей (2016-2021 гг.) Выручка Доля рынка по производителям (2016–2021 гг. )
)
2,3 Порошковая сварочная проволока Доля рынка по типу компании (уровень 1, уровень 2 и уровень 3)
2,4 Глобальная средняя цена Порошковая сварочная проволока по производителям (2016–2021 гг.)
2.5 Производители Порошковая сварочная проволока Производственные площадки, обслуживаемая площадь, Типы продукции
2.6 Порошковая сварочная проволока Рынок Конкурентная ситуация и тенденции
2.6.1 Порошковая сварочная проволока Уровень концентрации рынка
2.6.2 5 и 10 крупнейших в мире порошковых сварочных проволок Доля рынка игроков по выручке
2.6.3 Слияния и поглощения, расширение
3 Производство и мощность по регионам
3.1 Глобальная производственная мощность Порошковая сварочная проволока Доля рынка по регионам (2016-2021)
3.2 Мировая выручка Порошковая сварочная проволока Доля рынка по регионам (2016-2021 гг.)
3.3 Глобальная мощность производства Порошковой сварочной проволоки, выручка, цена и валовая прибыль (2016-2021 гг.)
3. 4 Производство Порошковой сварочной проволоки в Северной Америке
4 Производство Порошковой сварочной проволоки в Северной Америке
3.4. 1 Темпы роста производства порошковой сварочной проволоки в Северной Америке (2016-2021 гг.)
3.4.2 Северная Америка Производственная мощность порошковой сварочной проволоки, выручка, цена и валовая прибыль (2016-2021 гг.)
3.5 Европа Производство порошковой сварочной проволоки
3.5.1 Темпы роста производства порошковой сварочной проволоки в Европе (2016-2021 гг.)
3.5.2 Производственные мощности порошковой сварочной проволоки в Европе, выручка, цена и валовая прибыль (2016-2021 гг.)
3,6 Производство порошковой сварочной проволоки в Китае
3,6 .1 Темпы роста производства порошковой сварочной проволоки в Китае (2016–2021 гг.)
3.6.2 Китай Производственные мощности, выручка, цена и валовая прибыль от производства порошковой сварочной проволоки (2016–2021 гг.)
3.7 Производство порошковой сварочной проволоки в Японии
3.7.1 Темпы роста производства порошковой сварочной проволоки в Японии (2016-2021 гг. )
)
3.7.2 Производство порошковой сварочной проволоки в Японии, выручка, цена и валовая прибыль (2016-2021 гг.)
3.8 Производство порошковой сварочной проволоки в Южной Корее
3.8.1 Темпы роста производства порошковой сварочной проволоки в Южной Корее (2016-2021 гг.)
3.8.2 Производство порошковой сварочной проволоки в Южной Корее, выручка, цена и валовая прибыль (2016-2021 гг.)
4 Глобальное потребление порошковой сварочной проволоки по регионам
4.1 Глобальное потребление порошковой сварочной проволоки по регионам
4.1.1 Глобальное Потребление порошковой сварочной проволоки по регионам
4.1.2 Потребление порошковой сварочной проволоки в мире Доля рынка по регионам
4.2 Северная Америка
4.2.1 Потребление порошковой сварочной проволоки в Северной Америке по странам
4.2.2 США
4.2.3 Канада
4.3 Европа
4.3.1 Европа Флюс Потребление порошковой сварочной проволоки по странам
4.3.2 Германия
4.3.3 Франция
4. 3.4 Великобритания
3.4 Великобритания
4.3.5 Италия
4.3.6 Россия
4.4 Азиатско-Тихоокеанский регион
4.4.1 Азиатско-Тихоокеанский регион Потребление порошковой сварочной проволоки по регионам
4.4194 4.3.5 .2 Китай
4.4.3 Япония
4.4.4 Южная Корея
4.4.5 Тайвань
4.4.6 Юго-Восточная Азия
4.4.7 Индия
4.4.8 Австралия
4.5 Латинская Америка
4.5.1 Латинская Америка Потребление порошковой сварочной проволоки по странам
4.5.2 Мексика
4.5.3 Бразилия
5 Производство, выручка, динамика цен по типам
5.1 Глобальная доля производства порошковой сварочной проволоки по типу (2016-2021 гг.)
5.2 Глобальная порошковая сварочная проволока доходов Доля рынка по типу ( 2016-2021)
5.3 Глобальная цена на порошковую сварочную проволоку по типу (2016-2021)
6 Анализ потребления по приложениям
6.1 Мировое потребление Порошковая сварочная проволока Доля рынка по приложениям (2016-2021 гг.)
6.2 Темпы роста глобального потребления Порошковые сварочные проволоки по приложениям (2016-2021 гг. )
)
Продолжение….
Просмотрите полное оглавление по адресу — https://www.marketreportsworld.com/TOC/19854160
О нас:
Market Reports World — надежный источник для получения рыночных отчетов, которые предоставят вас с Lead Your Business Needs. Рынок быстро меняется в связи с продолжающимся расширением отрасли. Прогресс в технологии предоставил сегодняшним предприятиям многогранные преимущества, приводящие к ежедневным экономическим сдвигам. Таким образом, для компании очень важно понимать закономерности движения рынка, чтобы лучше разрабатывать стратегию. Эффективная стратегия предлагает компаниям фору в планировании и преимущество перед конкурентами.
Свяжитесь с нами
Электронная почта: [email protected]
Телефон: US +(1) 424 253 0946 /UK +(44) 203 239 8187
Найдите наши новые обновленные отчеты ниже:
Глобальный рынок коэнзима R
Рынок медицинских нанотехнологий (наномедицина)
Рынок электролизеров
Рынок кардиодефибрилляторов
ДСП для строительства
Глобальный рынок медицинских кислородных концентраторов0003
Рынок сывороточного пермеата
Глобальная индустрия роторных насосов Производство, продажи и потребление Состояние и перспективы Профессиональный рынок
Китайский рынок общественного питания
Рынок плоскопанельных детекторов (FPD)
Пресс-релиз, распространенный The Express Wire
Для просмотра исходная версия на сайте Express Wire.
