Порошковая сварочная проволока для полуавтоматов: Порошковая проволока для сварки: купить в каталоге самозащитной порошковой проволоки для сварочного полуавтомата, цены от производителя
Содержание
Самозащитная порошковая проволока
Сварка, как процесс соединения двух металлических заготовок, все время усовершенствуется. Необходимость создать уникальную технологию, приводит инженеров и ученых к различным открытиям, которые повышают качество проводимого сварочного процесса. К примеру, сварка в среде защитных газов с использованием присадочной проволоки. И это подчас единственное оптимальное решение для многих сварочных операций, которое связано именно с качеством используемой проволоки. Так вот в середине прошлого столетия специалисты изобрели новое изделия, которое представляло собой трубчатую конструкцию со специальным порошком внутри. В 1957 году на рынке появилась газозащитная модель, а в 1961 году самозащитная порошковая проволока.
Чем же порошковая модель отличается от сплошной в плане повышения качества процесса сваривания двух металлических заготовок.
- Во-первых, это увеличение скорости самой сварной операции.
- Во-вторых, это уменьшение разбрызгивания металла.

- В-третьих, сварку можно проводить в любом положении.
- В-четвертых, увеличение качества металла, которым заполняется зазор между двумя деталями. К тому же соблюдается химический его состав.

Последняя позиция определяется возможностью закладывать в трубку различных присадок, что позволит отойти от некоторых сложностей проведения самой сварки. К примеру, можно в порошок добавить раскислители, которые хорошо соединяются с кислородом, тем самым удаляют его из зоны сварки, образуя свои оксиды. Они представляют собой шлаковые отложения, которые легко удаляются с поверхности сварочного шва.
Или закладываются в порошок стабилизаторы, обеспечивающие ионизацию процесса, что приводит к стабилизации электрической дуги. Есть легирующие добавки (никель, хром и так далее), которые улучшают заполняемый проволокой металл. Шлакообразующие добавки – это компоненты, которые образуют на поверхности шва шлаки. По сути, это своеобразный защитный слой. Но самое главное – это газообразующие элементы. Их назначение – создать газовый защитный слой, который бы предохранял сварочную ванну от негативного воздействия азота, водорода и кислорода. Кстати, последние две добавки и делают порошковую проволоку самозащитной. К ним можно отнести целлюлозу, древесную муку, мрамор, соду кальцинированную, щелочные металлы и карбонаты.
Их назначение – создать газовый защитный слой, который бы предохранял сварочную ванну от негативного воздействия азота, водорода и кислорода. Кстати, последние две добавки и делают порошковую проволоку самозащитной. К ним можно отнести целлюлозу, древесную муку, мрамор, соду кальцинированную, щелочные металлы и карбонаты.
Необходимо отметить, что самозащитная модификация проволоки порошковой позволяет проводить сварку даже под открытым небом при ветреной погоде. И при этом никакого дополнительного оборудования использовать не надо.
Классификация порошковой проволоки для сварки
Разделений проволоки по критериям проведения сваривания немало. Но чаще всего классификацию проводят по типу добавленных в порошок компонентов. Отсюда и марки проволоки.
К примеру, порошковую проволоку для полуавтоматов марки Е71Т-1 используют для соединения ответственных конструкций. Все дело в том, что данная марка обеспечивает быстрое застывание шлака, который покрывает ванну. С помощью этой проволоки увеличивается производительность процесса, особенно, когда сварка производится на подъем. Показатель производительности в данном случае равен 3 кг/ч. Ни одна из других проволок и электродов таким показателем не обладают (имеется в виду именно сварка на подъем). Поэтому Е71Т-1 является самой популярной присадочной проволокой в мире.
Показатель производительности в данном случае равен 3 кг/ч. Ни одна из других проволок и электродов таким показателем не обладают (имеется в виду именно сварка на подъем). Поэтому Е71Т-1 является самой популярной присадочной проволокой в мире.
Если необходимо сварить две металлические пластины с толстой стенкой в нижнем положении, то рекомендуется использовать в полуавтоматической сварке проволоку марки Е70Т-4. В таком положении данный вид электродного проводника обладает самой высокой производительностью – 18 кг/ч. Единственное к ней условие – это сварка толстостенных стальных изделий, к которым предъявляются минимальные требования по ударным нагрузкам. Кстати, все вышеописанные присадочные материалы относятся к категории самозащитных.
А вот марка Е70Т-1 – это газозащитная проволока с самой высокой производительностью в своей группе – 14 кг/ч. Зато сварка с ней – это стабильная дуга и прекрасная ударная вязкость металла, заплавленного в зазор между свариваемыми заготовками. Плюсом может выступать и возможность варить детали, которым не требуется очистка. К примеру, такой проволокой легко варятся ржавые заготовки или загрязненные. Эту марку чаще всего используют для сооружения различного рода металлоконструкций.
Плюсом может выступать и возможность варить детали, которым не требуется очистка. К примеру, такой проволокой легко варятся ржавые заготовки или загрязненные. Эту марку чаще всего используют для сооружения различного рода металлоконструкций.
Оцинкованные или хромированные стальные заготовки лучше всего сваривать самозащитной проволокой марки Е71Т-14. В ее состав входят специальные вещества, которые в пламени дуги просто взрываются, тем самым сбивая защитный покрывающий слой с заготовки. Этим минимизируется растрескивания сварочного шва. Чаще всего данная марка применяется в машиностроении.
Для трудносвариваемой стали чаще используют марку Е70Т-5. В состав ее порошка входят шлакообразующие элементы, которые из зоны сварки удаляют серу и фосфор. А именно эти химические элементы приводят расплавленный металл к растрескиванию и пористости, а соответственно и к снижению прочностных характеристик. К тому же такое соединение обеспечивает высокую ударную прочность стыка.
Вертикальные швы лучше варить проволокой марки ПП-АН7 или ПП-АН11. В состав порошка входят добавки, которые быстро кристаллизуют шлак. А это говорит о том, что расплавленный металл не будет двигаться вниз под действием собственной массы. Специалисты рекомендуют сварку этим видом проводить со скоростью 120 м/мин, при этом выдерживать ток силой 130-170 ампер.
В состав порошка входят добавки, которые быстро кристаллизуют шлак. А это говорит о том, что расплавленный металл не будет двигаться вниз под действием собственной массы. Специалисты рекомендуют сварку этим видом проводить со скоростью 120 м/мин, при этом выдерживать ток силой 130-170 ампер.
ППТ-7 используется в основном для соединения трубопроводов. Изготавливают проволоку этой марки из стальной ленты толщиною 0,3 мм. В состав порошка входит двуокись циркония. Это вещество является преградой для проникновения азота в зону сварки. Сделанный этим материалом шов обладает высокой гладкостью, полным отсутствием чешуек и характерным металлическим блеском. Правда, специалисты рекомендуют сварку этой проволокой проводить только в нижнем положении.
Проволока порошковая марки ПП-2ДСК – это материал, в состав которого входят шлакообразующие компоненты. А именно алюминиевый порошок и плавиковый шпат. Кстати, последнего в порошке почти 50%. Это дает возможность легко отделить шлак от заплавленного в зазор материала. Скорость выполнения сварочных операций с этой проволокой – 337 м/ч, при этом устанавливается ток – 200-450 ампер.
Скорость выполнения сварочных операций с этой проволокой – 337 м/ч, при этом устанавливается ток – 200-450 ампер.
Для автоматической сварки обычно применяется присадка марки ПП-2ВДСК. У нее очень сложная порошковая композиция, которая предназначается для того, чтобы нейтрализовать оксидные и нитридные соединения внутри расплавленного металла. Именно в этих соединениях и размещается азот и кислород. Основной ингредиент сварочного порошка – никель.
Технология производства
Сварочная проволока порошкового типа производится по следующей технологии.
- Для изготовления трубки используется стальная лента шириною 10-15 см.
- Ее разрезают на отрезки, из которых будут скручиваться трубные изделия.
- Заготовки наматываются на специальные кассеты, при этом сразу же выполнятся чистка изделия и его сушка.
- Готовится сам порошок по необходимой рецептуре. Его обязательно просеивают и сушат. Важно, чтобы гранулы ингредиентов не были очень большими, потому что именно от этого зависит плотность наполнения трубчатой конструкции.

- Готовую шихту отправляют на волочильный станок, где происходит формовка трубки. Смесь поступает в засыпное устройство стана.
- Далее подготовленный порошок поступает на ленту, из которой будет формироваться сама проволока.
- Производится формовка трубки, внутри которой сразу же формируется и порошковая смесь.
- После чего проволоку протаскивают через шесть волочильных барабанов. На каждом она уменьшается в диаметре и увеличивается в длину. Кстати, скорость волочения проволоки достаточно большая – 300 м/мин.
После этого готовое изделия проходит несколько видов контроля. Основных два. В первую очередь проверяется порошковая присадочная проволока на коэффициент заполнения. Он рассчитывается, как отношение веса одного метра проволоки на вес всей бухты. Оптимальный диапазон: 25-40% (все зависит от марки). Второй вид контроля – определение механических и сварочно-технологических характеристик. Для этого просто производится сварка небольшим отрезком проволоки, после чего шов проверяется и тестируется.
Проволока порошковая для полуавтомата. Проволока для сварки
Технология сварочного процесса постоянно развивается и совершенствуется. Инженеры и ученые разрабатывают новые уникальные способы, чтобы улучшить качество и надежность сварочного процесса. Одним из таких достижений стало изобретение в середине прошлого столетия трубчатой порошковой проволоки для полуавтомата. Это значительно облегчило работу сварщикам. Проволока для сварки газозащитной модели появилась на рынке продукции для соединения металла в 1957 году, а уже в 1961 году была разработана и запущена в производство самозащитная порошковая проволока.
Сказать, что конкретный вид сварки является самым лучшим — нельзя, каждый имеет свои преимущества и недостатки. Применение определенного вида сварки выбирается в зависимости от поставленной задачи проведения работы. Работа с порошковой проволокой является популярным видом сварки, позволяющим качественно соединять различные металлы.
Конструкция порошковой проволоки
Порошковая проволока для полуавтомата представляет собой электрод, который имеет стальную оболочку, заполненную деоксидирующими, защитными и шлакообразующими присадками. Основной составляющей материала является железный порошок, по содержанию которого определяется марка проволоки.
Основной составляющей материала является железный порошок, по содержанию которого определяется марка проволоки.
Выбор расходного материала производится в зависимости от количества присадочных компонентов, характеристики которых и область применения должны совпадать с показателями сварочного стержня, а также диаметром проволоки для сварки.
В плане повышения качества проволока с наполнителем отличается от обыкновенного прутка следующими критериями:
- эффективно уменьшает разбрызгивание металла;
- увеличивает скорость процесса сварки;
- предоставляет возможность проводить сварочный процесс в любом положении деталей;
- увеличивает качество металла сварочной ванны, сохраняя при это химический состав соединения.
Преимущества порошковой сварки
Этот вид сварки становится очень популярным среди мастеров, даже и не очень высокой квалификации. Обусловлено это рядом преимуществ по сравнению с другими видами. Так, при флюсовой сварке трудно точно направлять электрод к месту соединения. При стыковке металлов в среде защитного газа простой сквозняк затрудняет соединение, ослабляя защиту и разбрызгивая расплавленный метал. Такие неприятности исключены при использовании порошковой проволоки для полуавтомата.
При стыковке металлов в среде защитного газа простой сквозняк затрудняет соединение, ослабляя защиту и разбрызгивая расплавленный метал. Такие неприятности исключены при использовании порошковой проволоки для полуавтомата.
Основными преимуществами применения проволоки с присадками являются следующие:
- нет необходимости применять газовое оборудование для защиты сварочной ванны от вредного воздействия кислорода;
- простота ведения процесса сварки;
- низкая цена проволоки для сварки;
- соединение угловых деталей в один проход;
- возможность работы на открытом воздухе.
Недостатки сварочного процесса проволокой
Наряду с многими положительными моментами применения порошковой проволоки для полуавтомата есть и некоторые недостатки этого типа соединения, которые могут сказываться как в заводских, так и в домашних условиях работы.
К ним можно отнести:
- требовательность к соблюдению строгих параметров напряжения, силы тока, а также длины рабочей зоны электрода;
- повышенный уровень вредных выделяемых газов и веществ;
- в некоторых случаях необходимость создания дополнительной защиты.

Виды проволоки
Конструктивно сварочная проволока может быть:
- трубчатой;
- двухслойной;
- с загибами внешней оболочки.
Загибы создаются для увеличения жесткости готового материала и предотвращения высыпания наполнителя при сдавливании проволоки роликами сварочного аппарата.
По способу защиты материал разделяется на:
- порошковую проволоку для полуавтомата с использованием в среде защитного газа;
- электродную проволоку с самостоятельной защитой, без применения газа.
Работа с проволокой, имеющей самостоятельную защиту, значительно упрощает процесс соединения металлов, так как не требуется применение баллонов с газом.
Применение проволоки для сварки в облаке защитного газа намного повышает механические свойства сварного шва.
Марки порошковой проволоки
Существует множество специальных критериев, по которым производители изготавливают расходный материал. Марка проволоки для сварки чаще всего определяется по составу входящих в порошок компонентов.
Именно правильный выбор марки применяемого электрода и решает эффективное выполнение поставленной задачи:
- Порошковая проволока марки Е71Т-1 применяется для сварки сложных, ответственных изделий, так как она способствует быстрому застыванию шлака, покрывающего сварочную ванну. Это свойство материала увеличивает скорость выполнения операции, Производительность такой сварки на подъем равна 3 кг/ч, чем не может похвастаться другой вид соединения. Эта проволока выполнена с самостоятельной защитой.
- При сварке толстостенных изделий в нижнем положении часто используется проволока марки Е70Т-4. В этом положении показатель производительности составляет 18 кг/ч, что является самой быстрой сваркой. Этот материал также считается самозащитным.
- Газозащитная проволока Е70Т-1 позволяет показывать самую высокую производительность в своем классе оборудования — до 14 кг/ч. Сварка этим материалом позволяет поддерживать стабильную электрическую дугу, даже при работе с деталями, не прошедшими механическую очистку.
 Ими легко сваривать загрязненные или ржавые металлические конструкции.
Ими легко сваривать загрязненные или ржавые металлические конструкции. - Марка Е70Т-5 очень практична при работе с трудно свариваемыми металлами, так как содержит шлакообразующий порошок, который удаляет с места сварки фосфор и серу.
- Швы в вертикальном положении рекомендуется делать электродами марок ПП-АН7 или ПП-АН11. Присадки, которые входят в состав этой проволоки, быстро кристаллизуют шлак, что исключает движение расплавленного металла вниз.
- Для соединения трубопроводов применяется проволока для сварки марки ППТ-7, в состав которой входит двуокись циркония. Этот компонент преграждает путь азоту в зону сварки.
Особенности порошковой сварки
Чаще всего проволока с присадками применяется для работы шлангового полуавтомата. Поэтому визуальный обзор сварочного шва имеет хорошую доступность. Сам процесс соединения мало чем отличается от ручной дуговой сварки плавящимся электродом.
Однако если сварка осуществляется в несколько слоев, то придется удалять шлак с предыдущего слоя. Не очень большая прочность порошковой проволоки требует применения автоматической системы подачи материала с регулируемым усилием сжатия. Выполнение операций стандартной проволокой для сварки, диаметром 2,6 мм, требует использования электрической дуги непрерывного горения.
Не очень большая прочность порошковой проволоки требует применения автоматической системы подачи материала с регулируемым усилием сжатия. Выполнение операций стандартной проволокой для сварки, диаметром 2,6 мм, требует использования электрической дуги непрерывного горения.
Для выполнения сварочных работ повышенного качества нужно прибегать к защите сварочной ванны углекислым газом.
Конечно, применение полуавтоматов в домашних условиях часто становится экономически невыгодным занятием, но существуют другие способы использования порошковой проволоки. Совпадение химических свойств металлов сварки и электродов позволяет применять этот метод для наплавки изношенных деталей.
Проволока порошковая для полуавтомата. Проволока для сварки
Технология сварочного процесса постоянно развивается и совершенствуется. Инженеры и ученые разрабатывают новые уникальные способы, чтобы улучшить качество и надежность сварочного процесса. Одним из таких достижений стало изобретение в середине прошлого столетия трубчатой порошковой проволоки для полуавтомата. Это значительно облегчило работу сварщикам. Проволока для сварки газозащитной модели появилась на рынке продукции для соединения металла в 1957 году, а уже в 1961 году была разработана и запущена в производство самозащитная порошковая проволока.
Это значительно облегчило работу сварщикам. Проволока для сварки газозащитной модели появилась на рынке продукции для соединения металла в 1957 году, а уже в 1961 году была разработана и запущена в производство самозащитная порошковая проволока.
Сказать, что конкретный вид сварки является самым лучшим — нельзя, каждый имеет свои преимущества и недостатки. Применение определенного вида сварки выбирается в зависимости от поставленной задачи проведения работы. Работа с порошковой проволокой является популярным видом сварки, позволяющим качественно соединять различные металлы.
Конструкция порошковой проволоки
Порошковая проволока для полуавтомата представляет собой электрод, который имеет стальную оболочку, заполненную деоксидирующими, защитными и шлакообразующими присадками. Основной составляющей материала является железный порошок, по содержанию которого определяется марка проволоки.
Выбор расходного материала производится в зависимости от количества присадочных компонентов, характеристики которых и область применения должны совпадать с показателями сварочного стержня, а также диаметром проволоки для сварки.
В плане повышения качества проволока с наполнителем отличается от обыкновенного прутка следующими критериями:
- эффективно уменьшает разбрызгивание металла;
- увеличивает скорость процесса сварки;
- предоставляет возможность проводить сварочный процесс в любом положении деталей;
- увеличивает качество металла сварочной ванны, сохраняя при это химический состав соединения.
Преимущества порошковой сварки
Этот вид сварки становится очень популярным среди мастеров, даже и не очень высокой квалификации. Обусловлено это рядом преимуществ по сравнению с другими видами. Так, при флюсовой сварке трудно точно направлять электрод к месту соединения. При стыковке металлов в среде защитного газа простой сквозняк затрудняет соединение, ослабляя защиту и разбрызгивая расплавленный метал. Такие неприятности исключены при использовании порошковой проволоки для полуавтомата.
Основными преимуществами применения проволоки с присадками являются следующие:
- нет необходимости применять газовое оборудование для защиты сварочной ванны от вредного воздействия кислорода;
- простота ведения процесса сварки;
- низкая цена проволоки для сварки;
- соединение угловых деталей в один проход;
- возможность работы на открытом воздухе.

Недостатки сварочного процесса проволокой
Наряду с многими положительными моментами применения порошковой проволоки для полуавтомата есть и некоторые недостатки этого типа соединения, которые могут сказываться как в заводских, так и в домашних условиях работы.
К ним можно отнести:
- требовательность к соблюдению строгих параметров напряжения, силы тока, а также длины рабочей зоны электрода;
- повышенный уровень вредных выделяемых газов и веществ;
- в некоторых случаях необходимость создания дополнительной защиты.
Виды проволоки
Конструктивно сварочная проволока может быть:
- трубчатой;
- двухслойной;
- с загибами внешней оболочки.
Загибы создаются для увеличения жесткости готового материала и предотвращения высыпания наполнителя при сдавливании проволоки роликами сварочного аппарата.
По способу защиты материал разделяется на:
- порошковую проволоку для полуавтомата с использованием в среде защитного газа;
- электродную проволоку с самостоятельной защитой, без применения газа.

Работа с проволокой, имеющей самостоятельную защиту, значительно упрощает процесс соединения металлов, так как не требуется применение баллонов с газом.
Применение проволоки для сварки в облаке защитного газа намного повышает механические свойства сварного шва.
Марки порошковой проволоки
Существует множество специальных критериев, по которым производители изготавливают расходный материал. Марка проволоки для сварки чаще всего определяется по составу входящих в порошок компонентов.
Именно правильный выбор марки применяемого электрода и решает эффективное выполнение поставленной задачи:
- Порошковая проволока марки Е71Т-1 применяется для сварки сложных, ответственных изделий, так как она способствует быстрому застыванию шлака, покрывающего сварочную ванну. Это свойство материала увеличивает скорость выполнения операции, Производительность такой сварки на подъем равна 3 кг/ч, чем не может похвастаться другой вид соединения. Эта проволока выполнена с самостоятельной защитой.

- При сварке толстостенных изделий в нижнем положении часто используется проволока марки Е70Т-4. В этом положении показатель производительности составляет 18 кг/ч, что является самой быстрой сваркой. Этот материал также считается самозащитным.
- Газозащитная проволока Е70Т-1 позволяет показывать самую высокую производительность в своем классе оборудования — до 14 кг/ч. Сварка этим материалом позволяет поддерживать стабильную электрическую дугу, даже при работе с деталями, не прошедшими механическую очистку. Ими легко сваривать загрязненные или ржавые металлические конструкции.
- Марка Е70Т-5 очень практична при работе с трудно свариваемыми металлами, так как содержит шлакообразующий порошок, который удаляет с места сварки фосфор и серу.
- Швы в вертикальном положении рекомендуется делать электродами марок ПП-АН7 или ПП-АН11. Присадки, которые входят в состав этой проволоки, быстро кристаллизуют шлак, что исключает движение расплавленного металла вниз.
- Для соединения трубопроводов применяется проволока для сварки марки ППТ-7, в состав которой входит двуокись циркония.
 Этот компонент преграждает путь азоту в зону сварки.
Этот компонент преграждает путь азоту в зону сварки.
Особенности порошковой сварки
Чаще всего проволока с присадками применяется для работы шлангового полуавтомата. Поэтому визуальный обзор сварочного шва имеет хорошую доступность. Сам процесс соединения мало чем отличается от ручной дуговой сварки плавящимся электродом.
Однако если сварка осуществляется в несколько слоев, то придется удалять шлак с предыдущего слоя. Не очень большая прочность порошковой проволоки требует применения автоматической системы подачи материала с регулируемым усилием сжатия. Выполнение операций стандартной проволокой для сварки, диаметром 2,6 мм, требует использования электрической дуги непрерывного горения.
Для выполнения сварочных работ повышенного качества нужно прибегать к защите сварочной ванны углекислым газом.
Конечно, применение полуавтоматов в домашних условиях часто становится экономически невыгодным занятием, но существуют другие способы использования порошковой проволоки. Совпадение химических свойств металлов сварки и электродов позволяет применять этот метод для наплавки изношенных деталей.
Совпадение химических свойств металлов сварки и электродов позволяет применять этот метод для наплавки изношенных деталей.
Порошковая проволока – Знайте об их типах и областях применения
FCAW или дуговая сварка с флюсовой проволокой является подкатегорией сварки MIG. Как следует из названия, в этом методе используется электрод с флюсовой сердцевиной, который обеспечивает присадочный материал для сварного шва. Дуговая сварка с флюсовой проволокой является жизнеспособным методом для тяжелых применений. Производители порошковой сварочной проволоки предлагают сварочные материалы различного назначения. Некоторые из них включают ремонт тяжелого оборудования, монтаж металлоконструкций и строительство мостов. Удобство и наилучший результат порошковой сварки обеспечивают более производительное и экономичное решение.
Сварка флюсовой сердцевиной называется сваркой трубчатым электродом, которая является развитием сварки MIG. Это процесс дуговой сварки, при котором сварщики обеспечивают тепло для сварки дугой, образованной между подаваемой трубчатой электродной проволокой и рабочим материалом. Это помогает улучшить действие дуги, свойства металла сварного шва и внешний вид сварного шва.
Это помогает улучшить действие дуги, свойства металла сварного шва и внешний вид сварного шва.
В процессе экранирования используется флюс, содержащийся в трубчатой электродной проволоке, или через флюс и защитный газ, подаваемый извне. На рис. 10-55 показана блок-схема процесса.
Порошковая сварочная проволока также называется электродом. Это полая трубка, содержащая смесь флюсов, раскислителей, металлических порошков и ферросплавов. Замыкающий шов является единственным заметным отличием между сплошной холоднотянутой проволокой и порошковой проволокой .
Производители порошковой сварочной проволоки предлагают два метода сварки порошковыми электродами:
1. Для обеспечения дополнительной защиты к флюсу добавляют углекислый газ.
2. Флюсовая сердцевина может самостоятельно обеспечить все шлакообразующие материалы и защитный газ.
Защита от углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучший сварной шов, чем внешняя газовая защита. Хотя дуговая сварка порошковой проволокой работает тремя способами: полуавтоматическим, автоматическим или машинным.
Хотя дуговая сварка порошковой проволокой работает тремя способами: полуавтоматическим, автоматическим или машинным.
Механизм подачи проволоки продолжает подавать электродную проволоку, а источник питания сохраняет длину дуги при полуавтоматической сварке. Сварщик изменяет параметры сварки и манипулирует сварочным пистолетом.
При машинной сварке используется дуговая сварка с флюсовой проволокой, при которой оборудование подает проволоку, поддерживает длину дуги и обеспечивает перемещение стыка. По этой причине оператор сварки постоянно контролирует процесс сварки и регулирует параметры сварки. Автоматическая сварка обеспечивает крупносерийное производство.
Почему следует использовать порошковую проволоку?
Благодаря оптимизации порошковой проволоки можно добиться высоких характеристик. Порошковая проволока может работать лучше и быстрее во многих областях сварки. Поставщики сварочной проволоки с флюсовой сердцевиной предоставляют материалы для плоской сварки, сварки вертикально вверх и сварки трудносвариваемых сталей. Однако он имеет ограничения и недостатки. GMAW, например, медленная сварка в нерабочем положении. Он ограничен передачей короткого замыкания из-за риска отсутствия плавления или передачи импульса. Следовательно, для этого требуется специализированный источник сварочного тока. Это также требует безупречной стали. Возможность добавления различных объектов в центр сварочной проволоки обеспечивает многочисленные улучшения производительности. Шлакообразователи защищают сварочную ванну, формируют и поддерживают сварной шов. Железный порошок помогает увеличить скорость процесса осаждения. Точно так же порошкообразные сплавы создают низколегированные отложения или улучшают механические свойства. Действительно, поглотители и флюсы полезны для очистки металлов сварного шва.
Однако он имеет ограничения и недостатки. GMAW, например, медленная сварка в нерабочем положении. Он ограничен передачей короткого замыкания из-за риска отсутствия плавления или передачи импульса. Следовательно, для этого требуется специализированный источник сварочного тока. Это также требует безупречной стали. Возможность добавления различных объектов в центр сварочной проволоки обеспечивает многочисленные улучшения производительности. Шлакообразователи защищают сварочную ванну, формируют и поддерживают сварной шов. Железный порошок помогает увеличить скорость процесса осаждения. Точно так же порошкообразные сплавы создают низколегированные отложения или улучшают механические свойства. Действительно, поглотители и флюсы полезны для очистки металлов сварного шва.
Гибкая форма и размер
Самозащитный электрод выполняет именно то, что следует из его названия. Защитный газ не требуется для защиты горячего сварного шва. Для изготовления электрода FCAW используется флюс, обеспечивающий достаточную защиту от атмосферы. В результате это идеальный выбор для общего ремонта и один из лучших вариантов сварки на открытом воздухе. Поскольку электроды с двойной защитой не требуют защитного газа, процесс является более простым и требует минимальных затрат.
В результате это идеальный выбор для общего ремонта и один из лучших вариантов сварки на открытом воздухе. Поскольку электроды с двойной защитой не требуют защитного газа, процесс является более простым и требует минимальных затрат.
Защитный газ требуется для двойной защиты электрода от ржавчины и коррозии. Свяжитесь с производителями сварочной проволоки с флюсовой сердцевиной в Мумбаи, чтобы выбрать идеальный защитный газ. Кроме того, в большинстве случаев будет достаточно смеси 25% углекислого газа и 75% аргона. Поэтому убедитесь, что вы сделали лучший выбор, чтобы избежать переделок для удаления дефектных и некачественных сварных швов.
На современном рынке существует два типа порошковых проволок: газозащитные порошковые проволоки (FCAW-G) и самозащитные порошковые проволоки (FCAW-S).
Порошковая проволока в среде защитного газа:
Основные ингредиенты для этой категории порошковой проволоки разработаны для достижения высоких эксплуатационных характеристик. Защитный газ защищает материалы сердечника, поэтому выбор материала становится жизненно важным. Кроме того, идеальный материал может оптимизировать определенную область характеристик сварки. Это включает в себя достижение плавного распылительного переноса со 100% защитным газом двуокиси углерода. Кроме того, скорость сварки в вертикальном положении удваивается.
Защитный газ защищает материалы сердечника, поэтому выбор материала становится жизненно важным. Кроме того, идеальный материал может оптимизировать определенную область характеристик сварки. Это включает в себя достижение плавного распылительного переноса со 100% защитным газом двуокиси углерода. Кроме того, скорость сварки в вертикальном положении удваивается.
Самозащитная порошковая проволока:
Примерно в 1961 г. после порошковых проволок в среде защитного газа на рынке появились самозащитные порошковые проволоки (FCAW-S). Что отличает их от проволоки с сердечником Gas Shield Flux? Конечно, самозащитные порошковые кабели не требуют защитных газов. Действительно, материалы сердечника провода производят защитные газы. Кроме того, он очищает сварочную ванну.
Идеально подходит для использования вне помещений
Простота самозащитных порошковых проволок является одним из их преимуществ. Кроме того, они должны иметь возможность использовать его на открытом воздухе при сильном ветре без необходимости использования палаток или дополнительного оборудования для защиты от газов.
Кроме того, они должны иметь возможность использовать его на открытом воздухе при сильном ветре без необходимости использования палаток или дополнительного оборудования для защиты от газов.
Вы ищете надежных производителей порошковой сварочной проволоки?
Свяжитесь с нами!
Доля рынка порошковой сварочной проволоки, размер до 2022 г. Обзор регионального роста, спрос, развитие, возможности, последние тенденции и анализ основных ключевых игроков до 2028 г.
Рекламное объявление
Пресс-релиз
Комментарии
Отчет о рынке порошковой сварочной проволоки содержит анализ доходов на основе ключевых факторов рынка, показателей роста, возможностей, тенденций и проблем. Он также предоставляет прогнозы доли рынка и доходов для различных сегментов и регионов.

Новостной отдел MarketWatch не участвовал в создании этого контента.
10 июля 2022 г. (Экспрессвайр) —
Отчет «Рынок порошковой сварочной проволоки» дает всестороннее представление об объеме рынка, доле, тенденциях роста и географической сегментации на основе анализа выручки, объема продаж и цепочки создания стоимости. Основное внимание уделяется качественному анализу будущих масштабов, региональных разработок, технологических достижений и деловой среды в мировой промышленности. В отчете о рынке порошковой сварочной проволоки освещаются основные растущие возможности, проблемы, факторы риска, объем спроса и сценарий импорта-экспорта в каждом регионе. Он также предоставляет ключевые факторы роста и новых игроков отрасли с конкурентной средой, технологиями, динамикой, статусом и точкой зрения на рынок.
Получите образец отчета по телефону — https://www.marketresearchguru.com/enquiry/request-sample/21038537
Дуговая сварка с флюсовой проволокой (FCAW или FCA) представляет собой полуавтоматическую или автоматическую дуговую сварку. сварочный процесс. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс, и источник постоянного напряжения или, реже, источник сварочного тока постоянного тока.
сварочный процесс. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс, и источник постоянного напряжения или, реже, источник сварочного тока постоянного тока.
Отчет о рынке порошковой сварочной проволоки содержит всесторонний анализ текущих тенденций и разработки новых продуктов на мировом рынке порошковой сварочной проволоки. В нем подробно рассматриваются их бизнес-стратегии, финансовые показатели, портфель продуктов и текущие достижения.
Major Companies covered in this report:
● ITW
● Lincoln Electric
● Kiswel
● Voestalpine
● Kobelco
● Hyundai
● TASETO
● Tianjin Golden Bridge
● Tianjin Мост
● Weld Atlantic
● Jinglei Welding
● Beijing Jinwei
● Shandong Solid Solider
● ATandM
Информация для каждого конкурента включает в себя:
●
Профиль компании с размером отрасли и акцией
●
Основная бизнес-информация
●
Ключевые рыночные сегменты и подсег. и динамика
и динамика
●
SWOT-анализ
●
Продажи, выручка, цена и валовая прибыль
●
Картирование возможностей с точки зрения технологических прорывов
Спросите или поделитесь своими вопросами, если они есть, перед покупкой этого отчета — https://www.marketresearchguru.com/enquiry/pre-order-enquiry/21038537
Разделение рынка по типу, можно разделить на:
● Газозащитные
● Самозащитные
Рынок по применению, можно разделить на:
● Машиностроение
● Производство конструкций
● 900s Судостроение 900s0003
● Другие
В отчете о рынке порошковой сварочной проволоки обсуждается производственный процесс, систематически рассматриваемый по трем пунктам, а именно. поставщики сырья и оборудования, различные производственные затраты (стоимость материалов, стоимость рабочей силы и т. д.) и фактический процесс всего рынка порошковой сварочной проволоки. Отчет об исследовании отрасли порошковой сварочной проволоки представляет собой ресурс, в котором представлены технические и финансовые сведения о рынке порошковой сварочной проволоки (объем и стоимость).
поставщики сырья и оборудования, различные производственные затраты (стоимость материалов, стоимость рабочей силы и т. д.) и фактический процесс всего рынка порошковой сварочной проволоки. Отчет об исследовании отрасли порошковой сварочной проволоки представляет собой ресурс, в котором представлены технические и финансовые сведения о рынке порошковой сварочной проволоки (объем и стоимость).
Основные вопросы, рассмотренные в этом глобальном исследовательском отчете:
● Каковы
секторы, требующие
стимулирования этого глобального рынка Порошковая сварочная проволока?
● Кто является
основными ключевыми игроками
и конкурентами?
● Каким будет
размер рынка
рынка?
● Каковы последние достижения
на рынке порошковой сварочной проволоки?
● Каковы
Ограничения, угрозы и проблемы
перед рынком?
● Какие глобальные
возможности
перед рынком?
● Как цифровой след помогает расширить бизнес-структуру
и добиться экономических результатов
?
Чтобы понять, как влияние Covid-19 отражено в этом отчете — https://www. marketresearchguru.com/enquiry/request-covid19/21038537
marketresearchguru.com/enquiry/request-covid19/21038537
Каков объем нашего отчета?
Этот отчет посвящен порошковой сварочной проволоки на мировом рынке, особенно в Северной Америке, Европе и Азиатско-Тихоокеанском регионе, Южной Америке, Ближнем Востоке и Африке. В этом отчете рынок классифицируется по производителям, регионам, типу и применению. Отчет о рынке порошковой сварочной проволоки дает четкое представление о текущем рыночном сценарии, который включает исторический и прогнозируемый размер рынка с точки зрения стоимости и объема, технологический прогресс, макроэкономические и регулирующие факторы на рынке.
Региональный анализ рынка порошковой сварочной проволоки
● Северная Америка (США, Канада и Мексика)
● Европа (Германия, Франция, Великобритания, Россия и Италия)
● Азиатско-Тихоокеанский регион ( Китай, Япония, Корея, Индия и Юго-Восточная Азия)
● Южная Америка (Бразилия, Аргентина, Колумбия и др. )
)
● Ближний Восток и Африка (Саудовская Аравия, ОАЭ, Египет, Нигерия и Южная Африка)
Очки, отраженные в отчете: —
● Пункты, обсуждаемые в отчете, — это основные игроки рынка, которые участвуют в рынке, такие как участники рынка, поставщики сырья, поставщики оборудования, конечные пользователи, трейдеры, дистрибьюторы и так далее.
● Приводится полный профиль компаний. И мощность, производство, цена, выручка, стоимость, валовая и валовая прибыль, объем продаж, выручка от продаж, потребление, темпы роста, импорт, экспорт, предложение, будущие стратегии и технологические разработки, которые они осуществляют, также включены в отчет. В этом отчете проанализирована история данных за 6 лет и прогнозы.
● Подробно обсуждаются факторы роста рынка, где подробно объясняются различные конечные пользователи рынка.
● Данные и информация по участникам рынка, по регионам, по типам, по приложениям и т. д., а также настраиваемые поиски могут быть добавлены на основе конкретных требований.
д., а также настраиваемые поиски могут быть добавлены на основе конкретных требований.
● Отчет содержит SWOT-анализ рынка. Наконец, отчет содержит заключительную часть, в которой представлены мнения отраслевых экспертов.
Приобрести этот отчет (цена 2900 долларов США за однопользовательскую лицензию) — https://marketresearchguru.com/purchase/21038537
Основные моменты, охватываемые оглавлением:
4 9 Market Coredver Welding 1.1 Обзор продукции и область применения Порошковая сварочная проволока
1.2 Сегмент по типу
1.3 Сегмент по применению
1.4 Перспективы роста мирового рынка
1.5 Размер мирового рынка по регионам
2 Конкуренция на рынке по производителям
2.1GlobalProductionMarketSharebyManufacturers(2017-2022)
2.2GlobalRevenueMarketSharebyManufacturers(2017-2022)
2.3Flux Cored Welding Wire MarketSharebyCompanyType(Tier1,Tier2andTier3)
2. 4GlobalAveragePricebyManufacturers(2017-2022)
4GlobalAveragePricebyManufacturers(2017-2022)
2.5ManufacturersProductionSites,AreaServed,ProductTypes
2.6MarketCompetitiveSituationandTrends
3ProductionbyRegion
3.1 Доля рынка в мире по регионам (2017–2022 гг.)
3.2 Доля рынка в мире по выручке по регионам (2017–2022 гг.)
3.3GlobalProduction,Revenue,PriceandGrossMargin(2017-2022)
3.4NorthAmericaProduction
3.5EuropeProduction
3.6ChinaProduction
4GlobalConsumptionbyRegion
4.1GlobalConsumptionbyRegion
4.2NorthAmerica
4.3Europe
4.4AsiaPacific
4.5LatinAmerica
5Flux Cored Welding Wire Market SegmentbyType
5.1 Глобальная доля рынка производства по типу (2017–2022 гг.)
5.2 Глобальная доля рынка доходов по типу (2017–2022 гг.)
5.3 Глобальная цена по типу (2017–2022 гг.)
6SegmentbyApplication
6.1GlobalProductionMarketSharebyApplication(2017-2022)
6. 2GlobalRevenueMarketSharebyApplication(2017-2022)
2GlobalRevenueMarketSharebyApplication(2017-2022)
6.3GlobalPricebyApplication(2017-2022)
7KeyCompaniesProfiled
7.1Company A
7.1.1 CorporationInformation
7.1.2 ProductPortfolio
7.1.3 Производство, выручка, цена и валовая прибыль (2017-2022)
7.1.4 Основной бизнес и обслуживаемые рынки
7.1.5 Последние разработки/обновления
7.2 Компания B
7.2.1 Информация о корпорации
7.2.2 Портфель продуктов
7.2.3 Производство, выручка, цена и валовая прибыль (2017-2022)
7.2. MainBusinessandMarketsServed
7.2.5RecentDevelopments/Updates
8Flux Cored Welding Wire ManufacturingCostAnalysis
9MarketingChannel,DistributorsandCustomers
10MarketDynamics
11ProductionandSupplyForecast
12ConsumptionandDemandForecast
13ForecastbyTypeandbyApplication(2023-2028)
14ResearchFindingandConclusion
15MethodologyandDataSource
15. 2DataSource
2DataSource
15.3AuthorList
15.4Disclaimer
For Detailed TOC — https://www.marketresearchguru.com/TOC/21038537#TOC
Contact Us:
Специалист по маркетинговым исследованиям
Телефон: США +1 424 253 0807
Великобритания +44 203 239 8187
Эл.0003
Другие наши отчеты:
Рынок койевой кислоты
Рынок бетона без трещин
Рынок полиэтиленовых ретортных пакетов
Рынок подвесных электродвигателей
Рынок порошка цикория
Экспресс-версия 90 на сайте Express Wire визит Доля рынка порошковой сварочной проволоки, размер, обзор регионального роста в 2022 г., спрос, развитие, возможности, последние тенденции и анализ основных ключевых игроков до 2028 г.
COMTEX_409958202/2598/2022-07-10T23:51:59
Проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходного кода Comtex по адресу editorial@comtex. com. Вы также можете связаться со службой поддержки MarketWatch через наш Центр обслуживания клиентов.
com. Вы также можете связаться со службой поддержки MarketWatch через наш Центр обслуживания клиентов.
Новостной отдел MarketWatch не участвовал в создании этого контента.
Рекламное объявление
Рекламное объявление
Рекламное объявление
Рекламное объявление
Рекламное объявление
Рекламное объявление
Рекламное объявление
Рекламное объявление
Рекламное объявление
Поиск
Расширенный поиск
Рекламное объявление
наконечников для сварочной проволоки из нержавеющей стали с флюсовым сердечником
Наконечники для сварочной проволоки из нержавеющей стали с флюсовым сердечником
Сварочная проволока с флюсовым сердечником — отличный вариант сварки, особенно когда речь идет о сварке с использованием присадочного металла.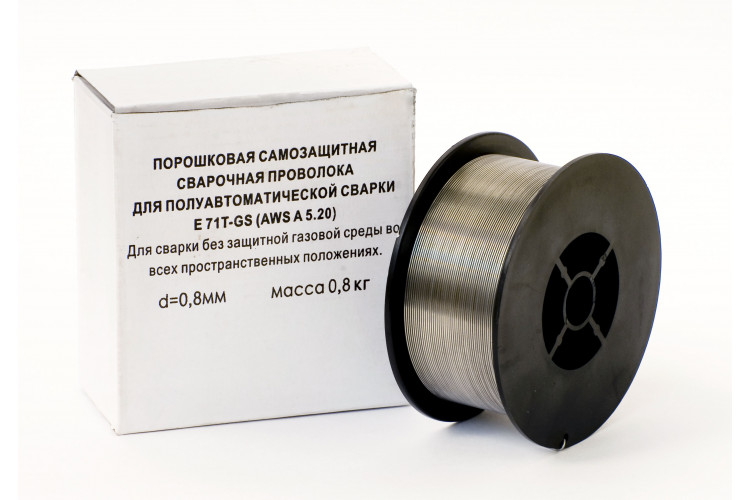 Solid Wire также является популярным выбором в этом случае, но у него есть ограничения. Например, сплошную посуду нельзя использовать для сварки вертикально вверх, плоской сварки, в случае трудносвариваемой стали и т.д. В таких ситуациях лучше подходит сварочная проволока с флюсовым сердечником.
Solid Wire также является популярным выбором в этом случае, но у него есть ограничения. Например, сплошную посуду нельзя использовать для сварки вертикально вверх, плоской сварки, в случае трудносвариваемой стали и т.д. В таких ситуациях лучше подходит сварочная проволока с флюсовым сердечником.
В настоящее время, главным образом, для сварки нержавеющей стали, сварочная проволока для нержавеющей стали с флюсовым сердечником считается лучшей альтернативой. Проволока обеспечивает не только скорость и качество, но и более прочный сварной шов, обеспечивающий более высокую прочность на растяжение.
Типы проволоки с флюсовым сердечником
Для сварки различных металлов существует множество типов проволоки с флюсовым сердечником. Эти типы имеют определенные функции и предназначены для использования в особых случаях для обеспечения наилучшей производительности. Некоторые типы порошковой проволоки: E71T-1, E71T-8, E71T-14, E70T-1, E70T-4, E70T-5 и так далее.
Э71Т-1 используется в основном для полуавтоматической и нестационарной сварки, например, вертикальной сварки вверх. Что делает его настолько эффективным, так это быстро замерзающий рутиловый шлак, обеспечивающий высокую скорость осаждения, до 7 фунтов в час. Э71Т-8 также используется для аналогичных видов сварки. Его скорость осаждения может достигать 4,5 фунтов в час.
E70T-4 — это тип проволоки с флюсовым сердечником, который считается лучшим для сварки в плоском положении. Скорость его осаждения может достигать 40 фунтов в час. Использование этой проволоки — самый быстрый способ соединения металлических пластин между собой. При выборе проволоки для сварки большое значение может иметь скорость наплавки.
Скорость наплавки относится к количеству присадочного металла, расплавленного для заполнения зазора между двумя свариваемыми металлами. Как упоминалось выше, он рассчитывается в фунтах в час.
Можно ли сваривать нержавеющую сталь порошковой проволокой?
Многие сварщики задают вопрос, можно ли сваривать нержавеющую сталь порошковой проволокой, ну и ответ да. На самом деле сварка нержавеющей стали порошковой проволокой настоятельно рекомендуется. Плотность стального прутка действительно высока, поэтому для его сварки требуется проволока с высокой скоростью наплавки.
На самом деле сварка нержавеющей стали порошковой проволокой настоятельно рекомендуется. Плотность стального прутка действительно высока, поэтому для его сварки требуется проволока с высокой скоростью наплавки.
Проволока с флюсовым сердечником для сварки нержавеющей стали является правильным выбором, так как проволока для сварки MIG с флюсовой проволокой является более быстрым процессом, а также проволока имеет высокую скорость наплавки. Теперь, в зависимости от типа сварки, которую вы собираетесь выполнять, вы можете выбрать идеальную проволоку с флюсовым сердечником из нержавеющей стали — самозащитную или газозащитную.
Если вы собираетесь сваривать толстые листы из нержавеющей стали, вам следует выбрать самозащитную порошковую проволоку из нержавеющей стали. Однако, если вы хотите выполнить вертикальную сварку, подходящей альтернативой будет проволока с флюсовым сердечником из нержавеющей стали в среде защитного газа.
Причины купить проволоку из нержавеющей стали без газового флюса:
Когда дело доходит до сварки проволокой, у сварщиков есть два варианта: сплошная проволока и проволока с флюсовым сердечником. Сварка сплошной проволокой проста и недорога, что отвечает на вопрос, является ли проволока с флюсовым сердечником из нержавеющей стали дорогой, что ж, проволока с флюсовым сердечником определенно дороже, чем сплошная проволока, и с ней связаны некоторые технические особенности, когда она приходит к его использованию в процессе сварки.
Сварка сплошной проволокой проста и недорога, что отвечает на вопрос, является ли проволока с флюсовым сердечником из нержавеющей стали дорогой, что ж, проволока с флюсовым сердечником определенно дороже, чем сплошная проволока, и с ней связаны некоторые технические особенности, когда она приходит к его использованию в процессе сварки.
Несмотря на все это, существует так много причин для покупки проволоки из нержавеющей стали с флюсовой сердцевиной. Она определенно имеет преимущество перед другими типами сварочной проволоки.
- Одна из лучших причин для покупки проволоки из нержавеющей стали с безгазовым флюсом — это сварка на внешних поверхностях, которые обычно контактируют с экстремальными погодными условиями. Ветер и дождь могут со временем разрушить вашу газовую защиту, ослабив структуру сварного шва.
- Когда вы выбираете проволоку из нержавеющей стали с безгазовым флюсом, вам не нужно доплачивать за установку газа или газовый шланг во время процесса сварки.
 Это сэкономит вам не только значительную сумму денег, но и значительное количество времени.
Это сэкономит вам не только значительную сумму денег, но и значительное количество времени. - Другими недостатками, связанными с газом, являются его ресурсы и поиск идеального места в вашем доме для его хранения до и после его использования.
- Покупка проволоки из нержавеющей стали с газовым флюсом может оказаться выгодной для вас, особенно если вы занимаетесь разовыми или небольшими проектами. Это избавит вас от всех неприятностей, связанных с упомянутым выше газом. Безгазовая порошковая проволока идеально подходит для сварки в домашних условиях.
- Поскольку для сварки проволокой из нержавеющей стали без газового флюса не требуется газовая защита, ее можно использовать для сварки нескольких определенных типов стали, особенно тех, которые относятся к сериям 300 и 308L. Его также можно использовать для сварки стали, подпадающей под серию 403.
Два типа порошковой проволоки из нержавеющей стали
В основном существует два типа порошковой проволоки из нержавеющей стали. Это газозащитная порошковая проволока и самозащитная порошковая проволока. Всякий раз, когда проволока с флюсовым сердечником расплавляется для сварки, она требует своего рода экранирования, чтобы предотвратить разбрызгивание расплавленного металла.
Это газозащитная порошковая проволока и самозащитная порошковая проволока. Всякий раз, когда проволока с флюсовым сердечником расплавляется для сварки, она требует своего рода экранирования, чтобы предотвратить разбрызгивание расплавленного металла.
Самозащитные проволоки с флюсовым сердечником являются независимыми и, таким образом, при плавлении создают собственную газовую защиту вокруг проволоки. Самозащитные проволоки используются в основном для сварки толстых металлических деталей, так как они имеют высокую скорость наплавки. Использование такой проволоки также является более быстрым способом сварки металла, в данном случае нержавеющей стали.
Самозащитная порошковая проволока
С другой стороны, газозащитная порошковая проволока при расплавлении образует вокруг металла защитный шлак. Этот шлак предотвращает разбрызгивание расплавленного металла. После того, как два куска металла будут сварены, сварщику необходимо избавиться от накопившегося шлака, что является довольно простым процессом и может быть выполнено за небольшой промежуток времени.
