Порошковая сварочная проволока характеристики виды особенности: Советы профессионалов и обзоры на продукцию Кедр
Содержание
Советы профессионалов и обзоры на продукцию Кедр
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
применение, характеристики, особенности, плюсы и минусы
Сварочная проволока – это важная часть любых работ, связанных с металлообработкой. Если речь идет о сварке полуавтоматом, тогда без этого аксессуара сварка невозможна.
Чтобы улучшить качество работ, есть несколько видов проволоки. Она нужна многих видов металла. Проволоку изготавливают из меди, алюминия или стали.
Она нужна многих видов металла. Проволоку изготавливают из меди, алюминия или стали.
Порошковый значительно выделяется среди остальных. Возможно работать, не используя газ. При этом возможна металлообработка в разных локациях.
В нашей статье поговорим о том, какими могут быть провода на основе порошка. Пойдет речь о том, в чем преимущество работы с таким материалом при металлообработке.
Содержание статьиПоказать
- Общие данные
- Плюсы работы
- Минусы работы
- Как применять порошковую проволоку
- Подведём итоги
Общие данные
Порошковый кабель считается пустым тоннелем, который выпускают из металла. Внутри неё может быть флюс, который соединен с порошком из металла. С этим видом проводов можно работать, если речь идет о полуавтоматике без использования газа.
С этим видом проводов можно работать, если речь идет о полуавтоматике без использования газа.
Если проволока изготовлена в странах СНГ, она нужна для определённой стали. Речь идет о прочном черном металле и низкоуглеродистой вариантах. Остальных видов меньше.
Кабель может иметь специфику работы, либо быть обыкновенным. Проволока – это примесная материя. С ними можно работать, когда есть металлообработка при любых мастерских видах сварки. Общие провода применяют на заводе и для повседневных целей.
Порошковая проволока работает так, что арка зажигается легко и горит стабильно. При этом кабели плавятся медленно и не происходит их разбрызгивания.
Отделение шлака происходит во внутренней части проволоки. Он легко отделяется, когда нужно очистить поверхность. Для этого важно снизить температуру детали. Соединение получится ровным, если у вас уже был опыт работы со сварочным инвертором.
Плюсы работы
В первую очередь нужно знать, что вы можете работать с полуавтоматом, не работая с газом. Баллон, работающий на газовой установке, не нужен. Проволока предназначена для металлообработки без газа.
Баллон, работающий на газовой установке, не нужен. Проволока предназначена для металлообработки без газа.
Она содержит флюсы в своей внутренней части. Во время сгорания проволоки, он выходит во внешнюю часть аппарата. При этом появляется облако, которое имеет характеристики газовых соединений.
При этой технологии возможна металлообработка в любых локациях, даже в труднодоступных. Не стоит перевозить тяжёлые баллоны. Единственное, что нужно сделать – это заправить проволоку в аппарат и подать его самостоятельно в сварочную ванну.
Вторая рука вам нужна, чтобы направить горелку. Соединение будет видно. Вы сможете наблюдать, как оно формируется.
Самозащитные провода, предназначенные для металлообработки, применяют в промышленности в целях наплавки. Использование порошковых проводов помогает в получении металла с аналогичным составом деталей.
Нужно купить проволоку, которая состоит из флюса и порошка из металла. Проволока подбирается исходя из того, какой металл применяется при работе.
Минусы работы
Порошковая проволока имеет недостатки. Они могут быть как важными, так и второстепенными при металлообработке. Но всё же на них нужно обращать внимание.
Мастера отмечают хрупкость проволоки, которая предназначена для арочной металлообработки. Речь идет именно о порошковых видах. Если она заправится в механизм и при этом совершится большое усилие, то она может сломаться.
Еще одним минусом при работе считается ограниченность в размещении. Вы можете проводить металлообработку по вертикали или снизу.
Такое положение вещей объясняется относительным показателем размера ванны при металлообработке. В верхней части металла будет появляться шлак, который собирает свою негативную роль в этом деле.
Вертикальная металлообработка может быть затруднительной. Вопрос не решится даже тогда, если вы уменьшите показатели силы тока.
Это связано с диаметром порошковых проводов и их выпуском от 2,5 мм. Для того, чтобы такая проволока функционировала правильно, нужно применять высокие показатели тока. Кабель при этом будет расплавляться бесперебойно.
Кабель при этом будет расплавляться бесперебойно.
Мастера также говорят о том, что соединения получаются низкого качества. Порошковые кабели имеют пустоту внутри. Флюс невозможно поместить внутрь так, чтобы он пролегал к конструкции плотно.
При есть большие поры. Новички, не имеющие большого опыта в сварочном деле, сталкиваются со значительными трудностями.
Как применять порошковую проволоку
Если вы однажды работали с естественной сваркой при помощи электродов, то новый метод не принесёт для вас трудностей. Присадка из порошка похожа на обычную металлообработку при помощи электродов. При этом используется флюс.
Можно работать несколькими способами. Возможна самостоятельная подача проводов, а также удерживание их в руках. Другой вариант состоит в том, что вы помещаете провода в устройство и делаете процесс простым.
В 9 случаях из 10 при работе с порошковыми проводами необходимо использовать статический ток и противоположную полярность. Определенные модели кабеля предполагают использование активного тока.
Определенные модели кабеля предполагают использование активного тока.
Это происходит в редких случаях. Так случается, потому что постоянный ток создает прочные сварочные швы. При этом металл не разбрызгивается.
Нужно следить за тем, как вылетает кабель. Показатель должен быть от полутора до двух сантиметров. Точную цифру вы найдете в инструкции к аппарату.
Нужно помнить о том, что горелка должна соответствовать параметрам. Дыра на выходе должна быть большего диаметра, чем провод. Конец светоча должен быть медным или таким, который состоит из медного сплава.
Когда создается соединение, не делайте никаких резких перемещений горелкой. Всё должно происходить плавно и с использованием небольших колебаний. Помните о том, как должна разжигаться проволока.
Перед тем, как проводить металлообработку, она подогревается в печи или с использованием горелки. Температура на выходе должна быть 250 градусов.
Примесный материал нагревается в течение 120 минут или более. Проволоку не стоит нагревать, если она состоит из органических элементов.
Проволоку не стоит нагревать, если она состоит из органических элементов.
Подведём итоги
Провода, используемые для сварки при помощи полуавтомата, изготавливаются из металла, если речь идет о защитном газе. Они могут быть из флюса, который будет работать по аналогии с газом.
Использование таких проводов приведет к получению некачественных швов. Но иногда порошковые присадки незаменимы в работе.
Во многих случаях у мастера не получается перемещать габаритное устройство. Если металлообработка производится в трудной локации, тогда порошковые кабели будут незаменимыми.
Несмотря на то, что у этой проволоки есть плюсы и минусы в работе, иногда они не сравнимы с другими материалами. Если у вас был опыт работы с такой проволокой, тогда пишите об этом в комментариях. Желаем успехов в работе!
Желаем успехов в работе!
Начните с основ: Понятие о порошковой проволоке
Вооружившись некоторыми базовыми знаниями, вы сможете уверенно выбирать и использовать порошковую проволоку для собственных сварочных работ.
Проволока для дуговой сварки с флюсовой сердцевиной (FCAW), конечно, не нова, но, как и в любой части процесса сварки, понимание их может быть запутанным — без правильной информации. Знакомство с некоторыми основами, включая наиболее подходящие области применения, общие классификации и характеристики, а также преимущества и ограничения порошковых проволок, может дать значительные результаты. Обладая дополнительными знаниями, вы сможете уверенно выбирать и использовать порошковую проволоку для собственных сварочных работ.
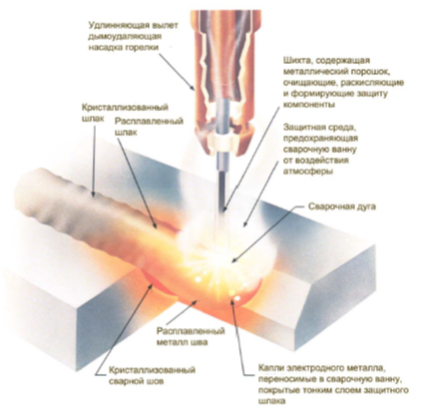
Порошковая проволока используется с 1950-х годов и доступна в двух основных версиях: газозащитной и самозащитной. Оба типа состоят из внешней оболочки и заполнены флюсом, составом, представляющим собой смесь сплавов и раскислителей, последние из которых необходимы для защиты сварного шва от загрязнений.
Как следует из названия, для порошковых проволок в защитных газах требуется внешняя подача защитного газа для защиты сварного шва; самоэкранированные провода не делают. Флюс в самозащитной проволоке генерирует защитный газ, что делает эти проволоки очень портативными и идеальными для сварки на открытом воздухе, например, при сварке конструкционной стали, судостроении и строительстве мостов. Общие области применения порошковых проволок в защитных газах включают общее производство, сосуды под давлением, нефтехимические трубопроводы и производство тяжелого оборудования.
Начните с самого начала
Доступны газозащитные и самозащитные порошковые проволоки для плоской/горизонтальной или во всех положениях сварки основных материалов, начиная от мягкой и низколегированной стали и заканчивая нержавеющей сталью и специальными легированными металлами, такими как хром. молибден Также доступны порошковые проволоки для наплавки новых деталей с целью защиты их от ударов и истирания, а также для восстановления старых или изношенных деталей. Обратите внимание, что проволоки с твердым покрытием не имеют классификации согласно Американскому обществу сварщиков (AWS), но все другие порошковые проволоки с газовой и самозащитой имеют ее.
Обратите внимание, что проволоки с твердым покрытием не имеют классификации согласно Американскому обществу сварщиков (AWS), но все другие порошковые проволоки с газовой и самозащитой имеют ее.
Например, порошковая проволока в среде защитных газов, предназначенная для сварки низкоуглеродистой стали, имеет классификацию AWS E70T-1C. В этой классификации:
- E означает электрод
- 7 означает прочность на растяжение (здесь 70 000 фунтов на квадратный дюйм [PSI])
- 0 означает плоское и горизонтальное положение (1 означает, что проволока может сваривать во всех положениях)
- Т означает трубчатую (порошковую) проволоку
- 1 указывает на удобство использования и эксплуатационные характеристики проволоки, включая ее рабочие параметры
- C означает, что продукт должен использоваться со 100% CO 2 , только с защитным газом
аргон/СО 2 (обозначается буквой М в конце классификации). Использование CO 2 обеспечивает хорошее проплавление, но может привести к большему разбрызгиванию и менее стабильной дуге; смесь аргона/CO 2 обеспечивает хорошее качество дуги и более низкий уровень разбрызгивания, но обычно обеспечивает меньшее проплавление. Самозащитные порошковые проволоки, опять же, не требуют внешней подачи защитного газа. См. Рисунок 1 для других классификаций порошковой проволоки и рабочих характеристик.
Самозащитные порошковые проволоки, опять же, не требуют внешней подачи защитного газа. См. Рисунок 1 для других классификаций порошковой проволоки и рабочих характеристик.
AWS | Shielding | Welding Position | Current & | Minimum Tensile |
E70T-1C | CO 2 , | Flat/Horizontal | DCEP | 70,000 |
E71T-1C/M | CO 2 ,or Ar/CO 2 , | All | DCEP | 70,000 |
E70T-2C/M | CO 2 ,or Ar/CO 2 , | Flat/Horizontal | DCEP | 70,000 |
E70T-3 | None | Flat/Horizontal | DCEP | 70,000 |
E70T-4 | None | Flat/Horizontal | DCEP | 70,000 |
E70T-5C/M | CO 2 ,or Ar/CO 2 , | Flat/Horizontal | DCEP | 70,000 |
E70T-7 | None | Flat/Horizontal | DCEN | 70,000 |
E71T-8 | None | All | DCEN | 70,000 |
E71T-9C/M | CO 2 ,or Ar/CO 2 , | All | DCEP | 70,000 |
E71T-11 | None | All | DCEN | 70,000 |
E71T-12C/M | CO 2 ,or Ar/CO 2 , | All | DCEP | 70,000 |
Figure 1
Другими факторами, которые следует учитывать при выборе газозащитных и самозащитных порошковых проволок, являются их шлаковые системы, которые классифицируются как рутиловые (Т-1) или основные (Т-5). Порошковая проволока с рутиловым шлаком обеспечивает хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и хороший контроль сварочной ванны), но ее механические свойства, как правило, не так хороши, как у проволоки с основным шлаковым составом.
Порошковая проволока с рутиловым шлаком обеспечивает хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и хороший контроль сварочной ванны), но ее механические свойства, как правило, не так хороши, как у проволоки с основным шлаковым составом.
Как газозащитные, так и самозащитные порошковые проволоки доступны в нескольких стандартных отраслевых диаметрах, включая 0,035, 0,045, 0,052, 1/16, 5/64 и 3/32 дюйма, и работают при налипании проволоки.
Несколько замечаний по диаметру и вылету проволоки: Во-первых, проволока большего диаметра не обязательно означает больший, лучший сварной шов или, более в частности, большее наплавление (сколько металла шва наносится за заданный промежуток времени). Следуйте рекомендациям производителя для достижения желаемого наплавления для данной порошковой проволоки и области применения. Во многих случаях проволока меньшего диаметра может обеспечить лучший результат.
Во-вторых, для проволоки меньшего диаметра обычно требуется меньший вылет, но точная классификация данной порошковой проволоки и сила тока, при которой она используется, также определяют длину вылета.
Порошковая проволока работает от источников постоянного напряжения постоянного напряжения (CV). В зависимости от состава провода источник питания необходимо настроить на прямую полярность (отрицательный электрод постоянного тока, или DCEN) или обратную полярность (положительный электрод постоянного тока, или DCEP). Состав проволоки также определяет возможность ее использования для однопроходной или многопроходной сварки. Лучше всего проконсультироваться с производителем или дистрибьютором присадочного металла и прочитать этикетку на упаковке или спецификацию проволоки, чтобы узнать точные рабочие параметры.
Вы также можете обратиться к этим ресурсам за инструкциями по хранению и обращению. Однако, как правило, газозащитные и самозащитные порошковые проволоки должны быть хорошо защищены от влаги, так как воздействие влаги может привести к ухудшению качества сварки и аннулированию гарантии производителя.
Учитывайте преимущества и недостатки
Как и любая сварочная проволока или процесс сварки, порошковая проволока (как в газовой, так и в самозащитной среде) имеет свои преимущества и недостатки.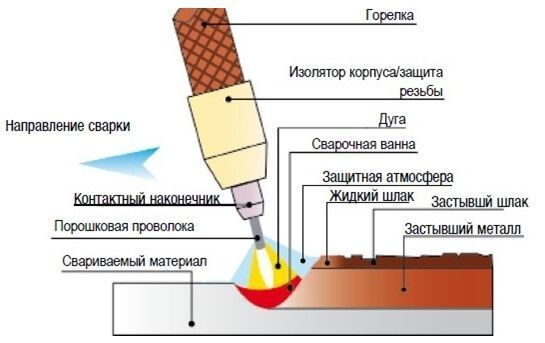 Преимущества обоих включают более высокую скорость наплавки, чем сплошная проволока или стержневой электрод, красивый внешний вид сварного шва и возможность сваривать толстые материалы.
Преимущества обоих включают более высокую скорость наплавки, чем сплошная проволока или стержневой электрод, красивый внешний вид сварного шва и возможность сваривать толстые материалы.
Порошковая проволока также обладает хорошими механическими свойствами, такими как высокая прочность сварных швов и высокая ударопрочность, и может быть легирована для соответствия различным основным материалам. Эти проволоки, как правило, более устойчивы к грязи и прокатной окалине и могут проваривать такие загрязнения с меньшей предварительной очисткой, чем другие типы сварочных проволок или стержневых электродов. Обратите внимание, однако, что предварительная очистка всегда рекомендуется как наилучшая практика для любого сварочного применения. И, наконец, порошковая проволока относительно щадящая, а это означает, что оператору, как правило, не требуются такие же навыки или хорошая подготовка, как при сварке с другими типами присадочных металлов.
Основным недостатком порошковой проволоки является необходимость очистки после сварки. Как газозащитная, так и самозащитная проволока образуют шлак, который необходимо удалять путем зачистки и/или очистки проволочной щеткой между проходами сварки или после завершения последнего прохода. В некоторых случаях эти провода также могут быть более дорогими за фунт, чем сплошные провода.
Как газозащитная, так и самозащитная проволока образуют шлак, который необходимо удалять путем зачистки и/или очистки проволочной щеткой между проходами сварки или после завершения последнего прохода. В некоторых случаях эти провода также могут быть более дорогими за фунт, чем сплошные провода.
Bottom Line
Прежде чем выбрать газозащитную или самозащитную порошковую проволоку для конкретного применения, рассмотрите некоторые из этих основных сведений. Или, если вы сомневаетесь, помните, что дистрибьюторы сварочных материалов и производители присадочного металла всегда являются хорошими источниками помощи в принятии обоснованного решения о порошковой проволоке или любой другой части сварочного процесса.
Типы сварочной проволоки MIG и характеристики
Проволока MIG и порошковая проволока принципиально различаются. Но они оба используют один и тот же механизм подачи проволоки и служат в качестве присадочного металла и расходуемого электрода в процессах дуговой сварки.
Эта статья расскажет вам об основах сварки MIG и порошковой проволоки, их типах и о том, почему вы должны использовать одну, а не другую.
Мы также кратко обсудим каждый тип проволоки с акцентом на область применения, чтобы вы могли быстро подобрать тип проволоки для своей сварочной работы.
Описание типов проволоки для сварки MIG
Говоря о проволоке для сварки MIG, мы подразумеваем сплошную сварочную проволоку с медным покрытием. А не порошковые проволоки, о которых далее в статье.
Некоторые люди могут называть проволоку FCAW безгазовой проволокой MIG, но лучше разделить эти термины, поскольку они не совпадают.
Сплошная проволока для сварки MIG используется в процессе сварки GMAW и требует наличия защитного газа. Либо смесь 100 % CO2, либо смесь 75 % аргона и 25 % CO2 для низкоуглеродистой стали. Можно использовать другие соотношения и даже добавлять разные газы, но давайте придерживаться основ.
Этот защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений, особенно от азота. Но при сварке на открытом воздухе в ветреную погоду защитный газ будет сдуваться, что сделает сплошную проволоку менее желательной.
Но при сварке на открытом воздухе в ветреную погоду защитный газ будет сдуваться, что сделает сплошную проволоку менее желательной.
Эта сплошная проволока наматывается и подается через сварочную горелку MIG с помощью механизма подачи проволоки. Он используется для сварки низкоуглеродистой стали, нержавеющей стали и алюминия (обычно требуется шпульный пистолет).
При сварке проволокой MIG получаются красивые валики (немного хуже, чем у TIG, но намного лучше, чем у FCAW и дуговой сварки), меньше разбрызгивания и очень хорошее проплавление.
Не подходит для грязного металла, поэтому перед сваркой необходимо тщательно очистить металл. Скорость осаждения присадочного металла ниже, чем у FCAW, но меньше вероятность прожога тонкого листового металла.
Существует множество различных размеров и типов сварочной проволоки MIG. Итак, давайте быстро пройдемся по спецификациям проволоки MIG, а затем рассмотрим каждый тип, чтобы помочь вам найти подходящую проволоку MIG для вашего проекта.
Система классификации проволоки AWS MIG
Американское общество сварщиков классифицирует сплошную проволоку MIG в своем коде AWS A5.18. Итак, давайте разберем эту систему классификации с помощью одного из наиболее часто используемых электродов из сплошной проволоки, такого как ER70S-6.
ER70S-6 обозначает следующее:
- ER – Электродный стержень (электрод и присадочный металл)
- 70 – Указывает в приращениях на 1000 PSI минимальную прочность на растяжение металла сварного шва, создаваемую электродом при протестировано по спецификации AWS A5.18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.
- S – «S» обозначает сплошную проволоку, а «C» обозначает композитную проволоку (флюсовая проволока).

- Последняя цифра указывает на химические добавки, добавленные в проволоку , которые влияют на получаемый валик и полярность. В данном случае цифра 6 означает, что проволока содержит дополнительные раскислители, помогающие при сварке ржавого или грязного металла.
Наиболее часто используемые сварочные проволоки для сварки MIG
Давайте рассмотрим наиболее часто используемые сплошные проволоки для сварки MIG и кратко объясним их назначение, чтобы вы знали, какую выбрать для своего проекта.
- ER70S-3 – Наиболее часто используемая сплошная проволока общего назначения для сварки низкоуглеродистой стали. Он содержит раскислители кремния и марганца и обычно используется со смесью 75/25% аргона/CO2, но также может использоваться со 100% CO2.
- ER70S-6 – Эта проволока содержит больше раскислителей, чем ER70S-3. Эти раскислители позволяют сваривать чуть более грязный металл и обеспечивают лучшее смачивание сварочной ванны.
 Кроме того, с его помощью можно добиться более высокой скорости движения и более плоского профиля борта. Используется с 75/25 ar/CO2 или 100% CO2.
Кроме того, с его помощью можно добиться более высокой скорости движения и более плоского профиля борта. Используется с 75/25 ar/CO2 или 100% CO2. - ER308, ER308L – Обычно используемая проволока MIG из нержавеющей стали. Буква L обозначает максимальное содержание углерода 0,03%, что повышает стойкость к межкристаллитной коррозии.
- ER4043 – проволока MIG для сварки алюминия. Всепозиционная проволока, используемая для сварки термообрабатываемых основных сплавов. Наиболее часто используется для сварки алюминия серии 6ХХХ.
- ER5356 — алюминиевая проволока MIG для всех положений нетермообрабатываемых сплавов, таких как серия 5XXX, когда не требуется 40 000 фунтов на квадратный дюйм. Это наиболее часто используемая проволока MIG для сварки алюминия.
Таблица толщины проволоки для сварки MIG
Это простая таблица толщины проволоки для сварки MIG с некоторыми основными и общими значениями для каждого сварочного аппарата MIG. Цифры могут немного отличаться при настройке сварочного аппарата, но вы получите общий результат после нескольких попыток.
Цифры могут немного отличаться при настройке сварочного аппарата, но вы получите общий результат после нескольких попыток.
| Толщина материала | Размер сплошной проволоки MIG | ||
| 0,023 дюйма | 0,030 дюйма | 0,035 дюйма | |
| 22 Калибр (0,031) | / | / | |
| 20 Калибр (0,037) | / | / | |
| 18 калибр (0,050) | / | / | / |
| Калибр 16 (0,063) | / | / | |
| 14 Калибр (0,078) | / | / | |
| 1/8 дюйма (0,125) | / | / | |
| 3/16″ (0,188) | / | ||
| 1/4 дюйма (0,25) | / | ||
Описание порошковой проволоки
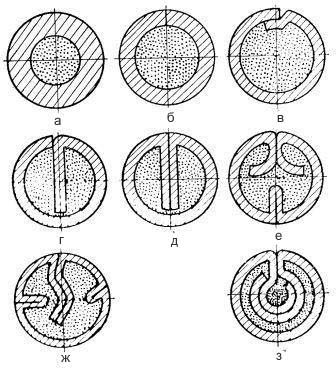
В отличие от сплошной сварки MIG, порошковая проволока представляет собой трубчатое изделие с флюсовым наполнением внутри сердцевины.
В поперечном сечении порошковая проволока состоит из тонких стенок трубки, являющихся присадочным металлом, и флюса внутри нее, выполняющего роль экранирующего агента.
Итак, порошковая проволока — это что-то вроде перевернутого электрода, но FCAW имеет много преимуществ перед электродуговой сваркой.
Для самозащитных порошковых проволок не требуется защитный газ, как для сплошных проволок MIG, потому что флюс внутри образует защитный шлак на поверхности сварочной ванны, который защищает сварной шов от азота в атмосфере и других загрязнения.
Фактически, химический состав флюса связывается с азотом в воздухе с образованием шлака, эффективно превращая агент, создающий пористость, такой как азот, в защитный элемент.
Преимуществом порошковых проволок является возможность сварки на открытом воздухе в ветреную погоду, так как отсутствует защитный газ, который можно сдуть. Отсутствие необходимости в защитном газе также делает процесс FCAW экономичным и портативным. Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Сварочная проволока с флюсовым сердечником не создает красивого валика, как проволока для сварки в среде инертного газа. Таким образом, это не лучший выбор, когда эстетика сварного шва является приоритетом.
Кроме того, он образует гораздо больше брызг и оставляет сверху шлак. Это означает гораздо больше времени на уборку после сварки, что снижает эффективность вашей работы.
За счет тонких трубчатых стенок порошковая проволока имеет меньшую площадь сечения самого металла. В результате сварочный ток подается на меньшую площадь, что приводит к значительно более высокой концентрации тока по сравнению со сплошной проволокой MIG.
Это приводит к тому, что порошковая проволока сильно нагревается, имеет более высокие скорости плавления, более высокие скорости наплавки металла и более глубокое проникновение.
Поэтому порошковая проволока не лучший выбор при сварке тонколистового металла. Это может легко привести к прогоранию. Но это делает его отличным выбором при сварке более толстых материалов, поскольку он обеспечивает гораздо более глубокое проплавление, чем проволока MIG.
Взаимосвязь диапазонов WFS
Простая таблица для установки силы тока в зависимости от размера проволоки MIG.
| Размер проволоки | Диапазон силы тока | Диапазон скорости подачи проволоки |
| 0,023″ | 30-90 | 100-400 |
| 0,030″ | 40-145 | 90-340 |
| 0,035″ | 50-180 | 80-380 |
| 0,045″ | 75-250 | 70-270 |
Система классификации порошковой проволоки AWS
Порошковая проволока классифицируется в соответствии с кодом AWS A5. 20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
E71T-GS означает следующее:
- E – Электрод
- 7 – Минимальная прочность на растяжение, умноженная на 10 000 PSI
- Третья цифра может быть 1. ” означает, что проволока предназначена для сварки во всех положениях, а цифра “0” классифицирует ее для сварки только в плоском и горизонтальном положении.
- T – Трубчатый
- GS – Последняя цифра или буква указывает на удобство использования, производительность или другие уникальные характеристики. GS классифицирует провод как любой «новый» провод на рынке, который не соответствует классификации 1-12 AWS, поэтому он более открыт для конструкции производителя. Другие провода будут иметь здесь номер от 1 до 12, и каждый из них определяет, для чего предназначен провод.
 Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
Таблица толщины проволоки с флюсовым сердечником
Таблица толщины проволоки FC аналогична приведенной выше для проволоки MIG. Опять же, цифры будут немного отличаться от вашего аппарата, потому что они считаются значениями по умолчанию, но этого будет достаточно, чтобы сэкономить время при настройке сварочного аппарата с флюсовым сердечником.
| Толщина материала | Диаметр порошковой проволоки без газа | ||
| 0,030 дюйма | 0,035 дюйма | 0,045 дюйма | |
| 22 Калибр (0,031) | |||
| 20 Калибр (0,037) | / | ||
| 18 калибр (0,050) | / | / | |
| Калибр 16 (0,063) | / | / | / |
| 14 Калибр (0,078) | / | / | / |
| 1/8 дюйма (0,125) | / | / | |
| 3/16″ (0,188) | / | / | |
| 1/4 дюйма (0,25) | / | ||
Обычно используемые сварочные проволоки с флюсом
Благодаря добавкам во флюс флюсовая проволока может обрабатывать большее количество поверхностных загрязнений, чем сплошная проволока для сварки MIG. Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Ниже приведены наиболее часто используемые порошковые проволоки и их спецификации AWS. Как и в случае с проводами MIG выше, их имена ниже являются классификациями AWS, и бренды могут называть их по-разному. Просто найдите эти номера на упаковке, чтобы проверить, какой это провод.
- E71T-GS – Всепозиционная однопроходная порошковая проволока для сварки тонколистовой оцинкованной или малоуглеродистой стали. Он также может сваривать алюминированные поверхности и подпадает под спецификацию «GS» кода AWS, которая определяет его как проволоку, которая более открыта для интерпретации производителем, поэтому вам всегда следует проверять детали.
- E70T-6 – Универсальная порошковая проволока плоского и горизонтального положения с высокой скоростью наплавки. Используется для однопроходной и многопроходной сварки.
- E71T-8 — эта проволока предназначена для сварки важных элементов конструкции, которые должны соответствовать требованиям AWS D1.
 8 по сейсмостойкости, а также требованиям сейсмостойкости Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
8 по сейсмостойкости, а также требованиям сейсмостойкости Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232. - E71T-11 – Обычный выбор проволоки для качественной сварки внахлест или встык, даже в ветреную погоду. Это однопроходная или многопроходная проволока, обеспечивающая плавный перенос струйной дуги по мере плавления проволоки.
Диаметр проволоки и MIG по сравнению с флюсовой проволокой
Предлагаются как сплошные, так и порошковые проволоки определенных диаметров, и каждая толщина проволоки лучше всего подходит для определенного диапазона толщины материала. Проволока большего диаметра предназначена для сварки более толстого металла, а проволока меньшего диаметра предназначена для сварки более тонкого металла.
Это потому, что более толстая проволока передает больше энергии металлу, и если вы используете толстую проволоку для тонкого металла, вы прожжете ее насквозь. Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Количество проволоки
В зависимости от рабочей нагрузки и типа системы подачи проволоки, используемой в установках MIG, существует множество вариантов размеров катушек проволоки.
Например, Lincoln Electric предлагает Innershield NR-232 в катушках с проволокой весом от 13,5 до 50 фунтов. В то время как большинству людей не будет полезен больший размер катушки, экономически целесообразно получить самый большой размер катушки для вашего сварочного аппарата MIG, или аппарат для сварки с флюсовой проволокой, потому что дешевле один раз купить большую катушку, чем продолжать покупать катушки меньшего размера. .
Также можно купить сплошную проволоку в качестве присадочной проволоки для сварки TIG, и они классифицируются под тем же кодом AWS.
Заключение
Это был краткий обзор сварки для сварки в инертном газе и порошковой проволоки, который поможет вам разобраться в их типах и найти правильную проволоку и размер проволоки для вашего проекта.