Пресс для правки листа: Пресс листоправильный гидравлический для правки листа 160тн купить в Санкт-Петербурге
Содержание
современные станки и машины для обработки полосы, листа, арматуры и прочих типов заготовок различной толщины, вальцы и пресса
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Содержание
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям. На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
ЛП 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Популярные модели
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
Увеличение длины стола производится за счет установки дополнительных базирующих элементов.
Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Правка листового и профильного материала | Обработка деталей корпуса
Точность и качество разметки и обработки деталей корпуса, а также последующей сборки и сварки корпусных конструкций в значительной мере зависят от степени ровности поверхности листового и профильного материала.
Стальные листы в результате неравномерного охлаждения после прокатки на металлургическом заводе могут иметь местные выпучины или волнистость. Неровности могут возникнуть также в результате механических воздействий и по другим причинам. Поэтому листовой и профильный материал, имеющий недопустимую волнистость поверхности и отклонения от прямолинейности, до обработки подвергают правке. При необходимости правят также детали корпуса, получившие недопустимую волнистость поверхности или криволинейность в процессе обработки.
В местах искривления часть волокон в поперечном сечении листа укорочена по сравнению с другими волокнами. Для выправления листов необходимо уравнять длины волокон, что может быть достигнуто либо за счет укорочения растянутых волокон, либо за счет удлинения сжатых. Правка материала основана на растягивании сжатых волокон.
Наиболее распространенным способом правки листов является правка в холодном состоянии на специальных правильных вальцах. При правке лист пропускают между двумя рядами вращающихся валков (рис. 11.1). Расстояние между верхним и нижним рядами валков принимается несколько меньше толщины выправляемого листа, поэтому в процессе правки лист многократно изгибается; при изгибе сжатые волокна растягиваются. Обычно бухтины располагаются неравномерно по поверхности листа. Поэтому, чтобы создать сосредоточенное давление на сжатые волокна листа, применяют стальные прокладки шириной 100—150 мм, толщина которых выбирается соответственно величине выпучины (бухтины).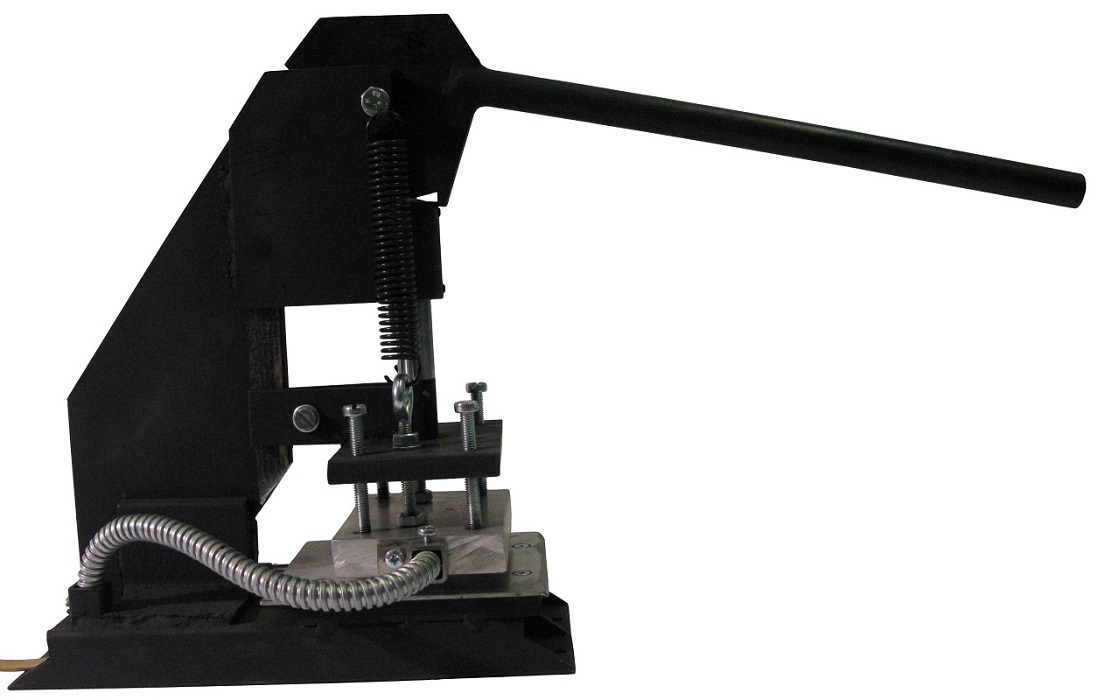 Под воздействием усилий, возникающих в местах расположения прокладок, сжатые волокна растягиваются.
Под воздействием усилий, возникающих в местах расположения прокладок, сжатые волокна растягиваются.
Рис. 11.1. Схема правки листа. 1—5 — рабочие валки; 6, 7 — вспомогательные валки.
Для правки листов применяют правильные вальцы с числом валков от пяти до двадцати одного. Листы толщиной более 5 мм обычно правят на пяти-, девятивалковых вальцах, листы толщиной 3—5 мм — на одиннадцати- и тринадцативалковых вальцах. Для правки листов толщиной менее 3 мм применяют вальцы с числом валков до двадцати одного. Увеличение количества валков с уменьшением толщины выправляемых листов вызвано тем, что тонкие листы обладают повышенными упругими свойствами (пружинением) и требуют большого количества изгибов при правке.
Листоправильные вальцы (рис. 11.2) устроены следующим образом. В неподвижной станине укреплен нижний ряд валков.
Рис. 11.2. Пятивалковые правильные вальцы.
Верхний ряд валков вместе с поперечной рамой при помощи ползунов в направляющих, установленных в боковых колоннах станины, перемещается вверх и вниз с помощью ручного привода или от вспомогательного электродвигателя. Перемещение верхних валков в вертикальной плоскости необходимо для регулирования давления на лист и зазора между валками при правке листов различной толщины. Вращение валкам передается от электродвигателя. У некоторых вальцов верхние валки вращаются только благодаря трению, возникающему между листом и валками во время правки (прокатки).
Перемещение верхних валков в вертикальной плоскости необходимо для регулирования давления на лист и зазора между валками при правке листов различной толщины. Вращение валкам передается от электродвигателя. У некоторых вальцов верхние валки вращаются только благодаря трению, возникающему между листом и валками во время правки (прокатки).
В дальнейшем предполагается снабдить листоправильные вальцы специальной аппаратурой для автоматической настройки валков и контроля точности правки.
Правят профильный прокат в большинстве случаев на горизонтально-гибочных прессах, роликовых машинах или гидравлических прессах.
Горизонтально-гибочные прессы для правки профилей имеют ползун, к которому присоединяется толкач. Ползун вместе с толкачом могут совершать возвратно-поступательное движение. Против толкача располагаются два упора, расстояние между которыми может изменяться. Упоры могут перемещаться и в продольном направлений. Профильная полоса, подлежащая правке, упирается в упоры (ролики) пресса. Правка осуществляется нажатием на профиль движущимся толкачом (рис. 11.3).
Правка осуществляется нажатием на профиль движущимся толкачом (рис. 11.3).
Рис. 11.3. Схема правки профиля на горизонтально-гибочном прессе.
1 — профильная полоса; 2 — толкач; 3 — упоры пресса.
Принцип действия роликовых машин аналогичен принципу действия правильных вальцов. Эти машины имеют фасонные ролики, соответствующие сечению профиля. При прохождении профиля через ролики реборды последних придают профилю прямолинейную форму. Правильные ролики сменные, что позволяет править профили различного сечения.
Рассмотренные методы правки перегибами имеют ряд существенных недостатков. Не всегда удается достичь требуемой точности правки; время правки листов с одинаковыми размерами и из одинакового материала зависит от первоначального искривления и длины листа; на вальцах с определенными характеристиками можно править листы с относительно узким диапазоном толщин, вследствие чего на заводах устанавливают двое-трое вальцов с разными характеристиками. Качество правки профильного проката зависит также от квалификации правщика, а процесс правки на прессах требует больших затрат труда и пока не поддается автоматизации.
Качество правки профильного проката зависит также от квалификации правщика, а процесс правки на прессах требует больших затрат труда и пока не поддается автоматизации.
Заслуживает внимания процесс правки методом растяжения на специальных растяжных машинах, который лишен указанных выше недостатков. При этом производительность повышается в 3—4 раза и увеличивается диапазон толщин выправляемых листов на одной машине. В рассматриваемом случае лист или профиль зажимают в специальных зажимах. После этого зажимы с помощью гидравлических домкратов раздвигаются и растягивают выправляемую деталь. К сожалению, по ряду обстоятельств растяжные машины не получили пока распространения на судостроительных заводах, хотя и являются весьма перспективными, особенно в условиях комплексно-механизированного корпусообрабатывающего производства.
Основы правки металла
Каждая компания, которая использует рулонный металл в своей продукции, знает дрель — вы разматываете металл в правильном станке, загружаете его в свой пресс, и вуаля, металлические детали готовы к работе.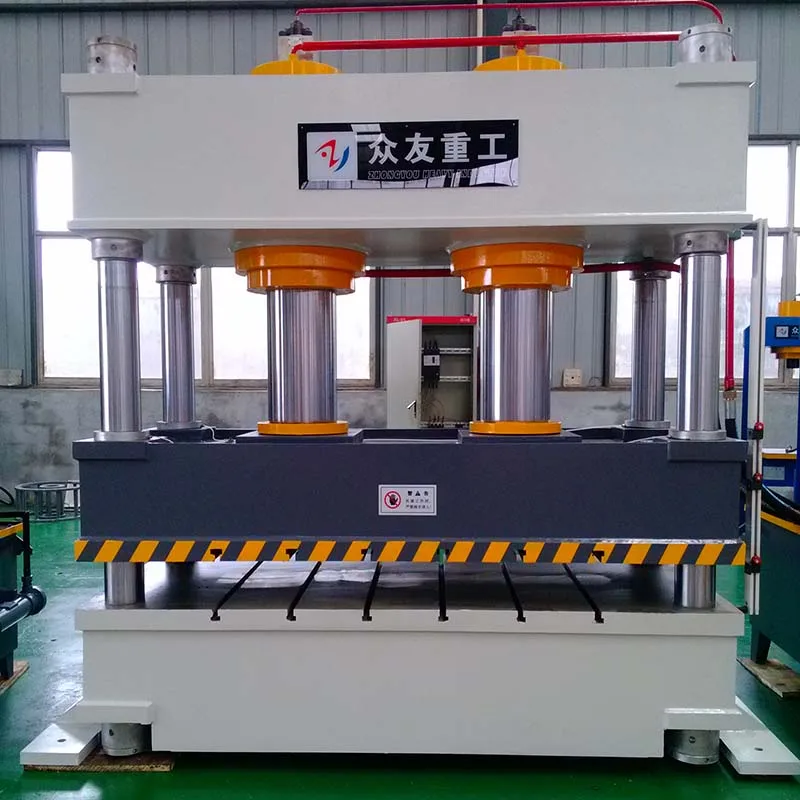 Вы когда-нибудь задумывались о том, чтобы выпрямить металл?
Вы когда-нибудь задумывались о том, чтобы выпрямить металл?
В смысле, нужно ли это вообще? И если да, то как это вообще работает? Почему эта машина такая большая?
Не бойся, дорогой обработчик металла, мы здесь, чтобы ответить на все эти вопросы для тебя.
Начнем с основ правки металла.
С момента изготовления исходного металла до момента его отправки на ваше предприятие он проходит ряд процессов, которые изменяют его. Во-первых, он проходит через ряд роликов, которые делают его все тоньше и тоньше. Он плотно скручен в катушку. Он разматывается и разрезается на более мелкие полосы, а затем перематывается. И каждый шаг дает больше возможностей для внесения дефектов в катушку.
Итак, когда дело доходит до вашего производства, вы не можете просто запустить его прямо с рулона в пресс. Это может привести к заклиниванию вашей машины или повреждению деталей, которые не будут работать с вашим продуктом. В любом случае, вы избегаете этих проблем, а также возможных простоев и потери дохода, правильно пропуская катушку через качественный выпрямитель, который может устранить ряд условий для катушки.
6 Состояние рулона
Существует шесть основных состояний рулона, поступающего с завода.
- Выпуклость (показана выше) – когда машина для продольной резки рулонов смещается и приводит к тому, что один край полосы становится длиннее другого, что приводит к S-образной форме полосы.
- Исправить? Да, с корректирующим выравнивателем.
- Центральная пряжка (показана выше) — когда центр полоски длиннее краев, что приводит к образованию волн по центру
- Поправимо? Да, с корректирующим выравнивателем.
- Набор катушек – искривление полосы металла в продольном направлении из-за натяжения намотки
- Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
- Арбалет – Лук в нижней части полосы
- Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
- Краевая волна (показана выше) — когда края полосы длиннее центра, что приводит к образованию волн по краям
- Поправимо? Да, с корректирующим выравнивателем.

- Поправимо? Да, с корректирующим выравнивателем.
- Конические края/центральная корона (показана выше) – когда края полосы тоньше, чем остальные (конические), а центр толще, чем остальные (корона)
- Исправить? №
Знакомство с правильными и правильными машинами
Теперь, когда вы знаете о различных состояниях рулона, давайте рассмотрим машины, которые могут их исправить. Как отмечалось выше, они делятся на две категории: выпрямители и корректирующие выравниватели.
Оба используют ряд роликов, причем верхний ряд роликов установлен на разной высоте (подробнее об этом позже), которые сгибают и растягивают металлическую полосу, чтобы снова сгладить ее. Ролики обычно изготавливаются из чрезвычайно твердой (и чрезвычайно тяжелой) термообработанной стали 52100. Они доступны с различными покрытиями, такими как матовый хром (наиболее популярный), тефлон, нитрид титана и карбид вольфрама. В зависимости от материала покрытия, они также могут иметь алмазную огранку с рисунком, чтобы еще больше соответствовать вашим потребностям.
Выпрямление металла звучит просто, но на самом деле это сложно – металл должен быть нагружен на 20–30 % выше предела текучести (точка максимального напряжения до того, как металл начнет постоянно менять форму). Это когда полоса выходит из диапазона эластичности и переходит в стадию пластичности. Если вы недостаточно нагрузите металл, состояние катушки может вернуться, что приведет к вышеупомянутому простою и неисправным деталям.
Также следует учитывать, что разные металлы, например, сталь и алюминий, имеют разные пределы текучести. Таким образом, универсального решения для правки металла не существует. Кроме того, толщина материала требует разного диаметра роликов: ролики меньшего диаметра лучше подходят для более тонких материалов, а ролики большего диаметра лучше подходят для более толстых материалов.
Различные типы машин
Выпрямители
Выпрямители бывают двух основных видов: протяжные (без привода) и с приводом.
Протяжные правильные машины (как в примере, показанном выше) полагаются на устройство подачи, которое протягивает металл через ролики. Хотя эти машины обычно стоят дешевле и экономят место, инерция (сопротивление любому изменению скорости, будь то от покоя к движению или наоборот) может привести к меньшей точности, меньшей эффективности и даже маркировке материалов, если валки проскальзывают во время стартов и остановок. В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
Выпрямительные станки с электроприводом (показанные выше), хотя они больше и дороже, но не имеют таких проблем и, следовательно, производят более качественные детали. Вместо того, чтобы полагаться на податчик для протягивания металлического листа, в правильном станке с механическим приводом есть ролики, которые приводятся в движение для перемещения металла. На некоторых нижний валок приводится в движение, а верхний ряд свободен. Другие используют комбинацию обоих.
На некоторых нижний валок приводится в движение, а верхний ряд свободен. Другие используют комбинацию обоих.
Говоря о роликах, на стандартном правильном станке ролики имеют тенденцию быть больше, потому что их только один ряд, чтобы предотвратить отклонение, т. е. изгиб роликов. Стандартные выпрямители с электроприводом подходят для удаления комплекта рулонов из большинства металлов и толщин.
Существуют также выпрямители, специально предназначенные для проволоки (пример выше), либо с двумя плоскостями для круглой проволоки, либо с одной плоскостью для плоской проволоки.
Корректирующие правильные машины
Вместо больших роликов корректирующие правильные машины (показаны выше) используют большое количество меньших роликов, которые опираются на большее количество роликов. Это создает очень жесткую, плотно расположенную структуру роликов, которая может постепенно обрабатывать более узкие изгибы полосы, а также обеспечивает более глубокое снятие напряжения для большей плоскостности и снижения напряжений, вызывающих ослабление металла.
Это единственные выпрямители, которые могут исправить изгиб, центральную пряжку и краевую волну, потому что они могут изменять форму металла от края к краю и регулироваться для растяжения только по бокам или только посередине.
Калибровка
Как упоминалось ранее, вам необходимо выйти за пределы предела текучести металла на 20–30 %, чтобы гарантировать, что металл останется ровным даже после того, как он пройдет через пресс.
К сожалению, универсального решения для правки металла не существует. Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Тем не менее, для начала следует опустить входной ролик на толщину материала НИЖЕ 0 и поднять выходной ролик на толщину материала. Так, например, если ваш материал имеет толщину 0,125 дюйма, вы должны установить входной ролик на -0,125, а выходной ролик на 0,125.
Так, например, если ваш материал имеет толщину 0,125 дюйма, вы должны установить входной ролик на -0,125, а выходной ролик на 0,125.
Выпрямители и корректирующие выравниватели поставляются либо с компьютерной, либо с ручной регулировкой — обе с показаниями, что упрощает задачу регулировки высоты роликов в соответствии с вашими потребностями.
При регулировке высоты роликов, независимо от типа выпрямителя, алюминий выпрямить намного сложнее, чем сталь, поскольку он более эластичный. Вам нужно сильнее надавить на алюминиевые катушки, чтобы выпрямить их.
Выбор правильного выпрямителя
Итак, теперь, когда вы знаете основы, возникает вопрос: какая машина лучше всего соответствует вашим потребностям и какой размер вам нужен?
Прежде чем звонить производителю, изучите свои потребности и подготовьте следующую информацию:
- Тип, толщина и ширина материала(ов)
- Напряжение
- Требуемая скорость, т. е. сколько материала вы будете запускать за определенное время
Эта информация поможет производителю спроектировать, разработать и построить машину, соответствующую вашим потребностям.
Press Room Equipment специализируется на производстве изготовленных по индивидуальному заказу высококачественных правильных машин с механическим или приводным приводом (мы не предлагаем корректирующие правильные машины) различных размеров в соответствии с вашими потребностями. Если вы хотите узнать больше о том, как мы можем удовлетворить ваши потребности в обработке металла, и узнать цену на ваш новый выпрямитель, позвоните нашим специалистам по продажам по телефону 417.864.3636 или запросите цену онлайн.
Все содержимое этого Сайта, включая, помимо прочего, текст, графику, логотипы, значки, изображения, аудио, рисунки и видео, является собственностью EnSight Solutions и ее дочерних компаний и защищено законами США и международными законами об авторском праве. Использование без явного разрешения строго запрещено.
Бывшие в употреблении Листоправильные Машины для продажи. Оборудование Weingarten и другое
 75″ href=»/listings/61196688-muller-weingarten-in-freudenberg-germany»>
75″ href=»/listings/61196688-muller-weingarten-in-freudenberg-germany»>Доверенный продавец
Фройденберг, Германия
Trusted Seller
€3.550
Wiefelstede, Germany
Trusted Seller
Wiefelstede, Germany
Monheim am Rhein, Germany
 75″ href=»https://www.surplex.com/en/m/galdabini-pas-e12-straightening-machine-780279.html?utm_campaign=auction-feed&utm_source=machinio&utm_medium=referral» rel=»nofollow noopener» target=»_blank»>
75″ href=»https://www.surplex.com/en/m/galdabini-pas-e12-straightening-machine-780279.html?utm_campaign=auction-feed&utm_source=machinio&utm_medium=referral» rel=»nofollow noopener» target=»_blank»>Trusted Seller
Germany
Niedernberg, Germany
Нидернберг, Германия
Нидернберг, Германия

