Пресс гидравлический чертеж: В Масштабе. Чертежи, 3D Модели, Проекты
Содержание
В Масштабе. Чертежи, 3D Модели, Проекты
Вы искали
В категории
Во всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построенияВо всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построения
3D модель?
Да
Нет
Не важно
Студенческая работа?
Да
Нет
Не важно
Формат файла
ЛюбойКОМПАС-3DAutoCADAutoCAD ElectricalSolidWorksInventorT-Flex CADArchiCADRevitSketchUp3ds MaxBlenderRhinoFusion 360CATIACreoNXParasolidPowershapenanoCADPro/EngineerMicrosoft VisioArtCAMDXFCorelDRAWSTEP / IGESSTLДругая
Чертеж гидравлического пресса
Стоимость 30 баллов
Список файлов
- Пресс гидралический
Теги
- Оборудование для ТО и ремонта
Похожие товары
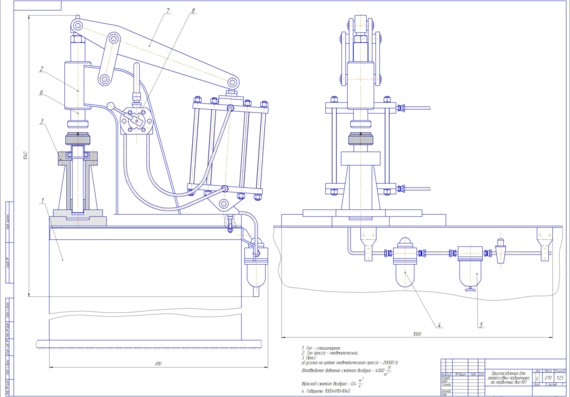
Чертеж стенда для испытания трансмиссии
Состав:
- Общий вид стенда
- Спецификация
Софт:
КОМПАС-3D V16
Описание:
Общий вид стенда
Чертеж стенда для испытания трансмиссии
Чертежи оборудования
Чертеж приспособления для притира подшипников в корпусе турбокомпрессора
Состав:
- приспособление сборочный чертеж
- спецификация
Софт:
КОМПАС-3D V16 Home
Описание:
Приспособление для притира подшипников
Чертеж приспособления для притира подшипников в корпусе турбокомпрессора
Чертежи оборудования
Чертеж стенда для испытания гидромоторов
Состав:
- Вид общий
- Спецификация
Софт:
КОМПАС-3D V16
Описание:
Вид общий стенда для испытания гидромоторов
Чертеж стенда для испытания гидромоторов
Чертежи оборудования
Чертеж приспособления для разборки турбокомпрессора
Состав:
- Приспособление для разборки турбокомпрессора сборочный чертеж
- Спецификация
Софт:
КОМПАС-3D V16 Home
Описание:
Приспособление для разборки турбокомпрессора
Чертеж приспособления для разборки турбокомпрессора
Чертежи оборудования
Чертеж приспособления для разборки фосунок
Состав:
- Рабочий чертеж
- Спецификация
- Сборчный чертеж форсунки
Софт:
КОМПАС-3D V16
Описание:
Рабочий чертеж приспсособления для разборки форсунок — форсунка КамАЗ
Чертеж приспособления для разборки фосунок
Чертежи оборудования
Схема чертежа подключения стартера при испытании на стенде
Состав:
- Схема
- Спецификация
Софт:
КОМПАС-3D V16
Описание:
Схема подключения стартера для испытания на стенде
Схема чертежа подключения стартера при испытании на стенде
Чертежи оборудования
Чертеж манометра для проверки давления в системе ГУР
Состав:
- Вид общий
- Спецификация
- Технологическая карта
Софт:
КОМПАС-3D V16
Описание:
Схема поключения манометра + технологическая карта
Чертеж манометра для проверки давления в системе ГУР
Чертежи оборудования
Чертеж приспособления для проверки термостата схема — технологическая карта ТО-2 скрепера
Состав:
- Вид общий
- Спецификация
- Технологическая карта
Софт:
КОМПАС-3D V16
Описание:
Общий вид приспособления для проверки термостатата — технологическая карта ТО-2 скрепера
Чертеж приспособления для проверки термостата схема — технологическая карта ТО-2 скрепера
Чертежи оборудования
Чертеж стенда для разборки-сборки сцепления 2
Состав:
- Вид общий
- Спецификация
Софт:
КОМПАС-3D V16
Описание:
Вид общий стенда для разборки-сборки сцепления
Чертеж стенда для разборки-сборки сцепления 2
Чертежи оборудования
Чертеж станка для шлифования клапанов
Состав:
- Анализ конструкций станков (А1)
- Кинематическая схема станка (А1)
- Станок шлифовальный ВО (А1)
- Зажим клапана (А1)
- Кожух защитный (А1)
- Приспособление для контроля клапанов (А1)
- Гидравлическая схема (А1)
- Спецификации
- Пояснительная записка 15 страниц
Софт:
КОМПАС-3D V16 Home
Описание:
Конструкторский раздел дипломного проекта
Чертеж станка для шлифования клапанов
Чертежи оборудования
- Вход
- Регистрация
- Восстановить пароль
Чтобы приобрести чертёж нужно авторизоваться в личном кабинете
Отправляя свои данные Вы соглашаетесь с политикой конфиденциальности
Гаражный гидравлический пресс: как изготовить
Содержание статьи
- Особенности и принцип работы гидравлического пресса
- Как подготовить сборку пресса
- Как разработать проект пресса с использованием гидравлического домкрата
- Какие понадобятся материалы и инструменты для изготовления пресса
- Как собрать гидравлический пресс
Гидравлический гаражный пресс своими руками
Гаражный пресс гидравлический хорошо иметь под рукой при выполнении ремонтных работ, которые требуют прессования. Часто его используют для запрессовки втулок, при снятии и установке подшипников, изготовления деталей, требующих гибку из листового металла. Статья подскажет, как собрать гидравлический пресс гаражный своими руками.
Часто его используют для запрессовки втулок, при снятии и установке подшипников, изготовления деталей, требующих гибку из листового металла. Статья подскажет, как собрать гидравлический пресс гаражный своими руками.
Особенности и принцип работы гидравлического пресса
Гаражные гидравлические прессы позволяют обрабатывать детали и материалы под давлением. Работа механизма осуществляется посредством специальной жидкости, находящейся под повышенным давлением в системе.
Особенности конструкции:
- В составе два основных цилиндра или камеры.
- В меньшем из них давление жидкости увеличивается, и она передается в рабочую емкость большего размера.
- Цилиндры между собой соединяются трубопроводом или посредством специального канала.
- В большом отделении рабочая жидкость, которой обычно служит специальное масло, создает усилие на поршень.
- С его помощью давление передается на исполнительный инструмент.
- Затем на обрабатываемую деталь.
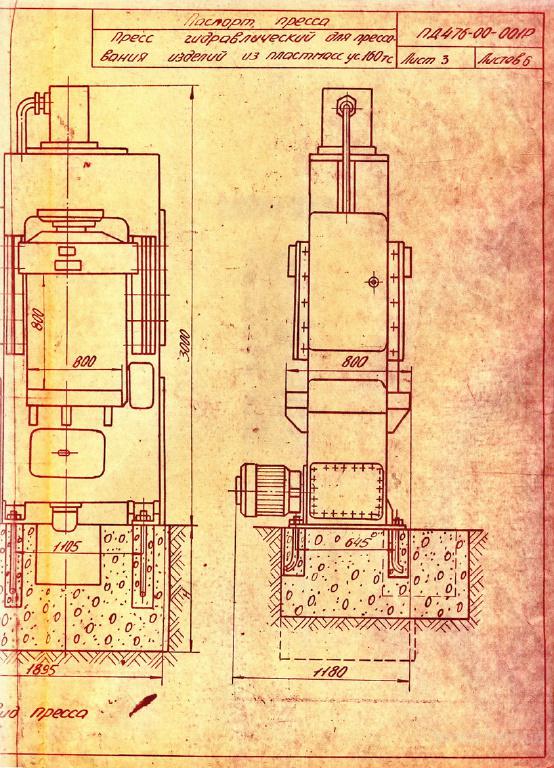
Схема гидравлического пресса для гаража
- Рабочий цилиндр монтируется обычно вертикально, и, как исключение, горизонтально.
- Развиваемое усилие до нескольких тонн, что зависит от требуемой его величины.
- Гидравлический пресс ручной для гаража применяется для гибки труб, запрессовки и выпрессовки деталей, изготовления резиновых и пластмассовых изделий.
- Такое устройство позволяет производить рихтовку элементов кузова авто, спрессовать старые бутылки, консервные жестяные банки, картон и другие операции.
- Цена готового оборудования достаточно высокая, а при самостоятельной сборке средства тратятся лишь на приобретение набора комплектующих. К тому же в этом случае можно сделать агрегат, который будет подогнан для потребностей выполнения работ в конкретном гараже.
Совет: Для своего гаража мощность пресса достаточна до 15 тонн. Но прежде, чем приобретать агрегат, следует определить, какие работы на нем будут выполняться.

- В большей емкости давление создается встроенным или отдельным насосом.
Использование домкрата для гидравлического пресса
Как подготовить сборку пресса
Создать нужное давление в основном цилиндре можно ручным гидравлическим насосом, который может быть встроенным в конструкцию или стоять отдельно. Все зависит от выбранного оборудования для сборки приспособления.
Наиболее простым и легко выполняемым вариантом самодельного пресса является конструкция, изготовленная на основе использования бутылочного типа гидравлического домкрата, с ручным встроенным насосом.
Для этого потребуется:
- Определить усилие, которое он должен развивать.
- Подобрать и приобрести нужный домкрат.
- Перед тем, как приступить к сборке пресса, необходимо подобрать или разработать чертеж конструкции. Недостаток готовых чертежей – он может не соответствовать конкретным работам, что приведет к дополнительной доработке конструкции.

При сооружении гидравлического пресса можно использовать один из двух вариантов:
- Размещение домкрата на основании станины с давлением поршня вверх. Это наиболее распространенный вариант.
- Фиксирование домкрата ближе к верху, а давление поршня будет подаваться вниз. Это узкоспециализированный вариант, используемый чаще всего в специализированных слесарных мастерских. Его удобно применять для выпрессовывания подшипников,втулок.
Совет: Перед началом сборки следует правильно выбрать рабочее положение домкрата. Если движение его штока должно осуществляться только вверх, переворачивать инструмент нельзя.
Как разработать проект пресса с использованием гидравлического домкрата
После выбора варианта конструкции приобретаются нужные составляющие. Важным элементом пресса является станина. Это рама, внутри которой размещается домкрат. Ее прочность должна быть достаточной, чтобы выдерживать большие усилия от домкрата и иметь некоторый запас.
При этом:
- Основание станины имеет вид платформы.
- Ширина ее зависит от размеров элементов, которые планируется обрабатывать на прессе. В любом случае, проем должен быть больше, чем суммарные размеры всех деталей, размещаемого оборудования на нем.
Чтобы определить подходящую высоту, складываются такие параметры:
- Габаритные размеры домкрата.
- Величина хода штока при работе инструмента.
- Толщина используемого стола.
- Высота заготовок.
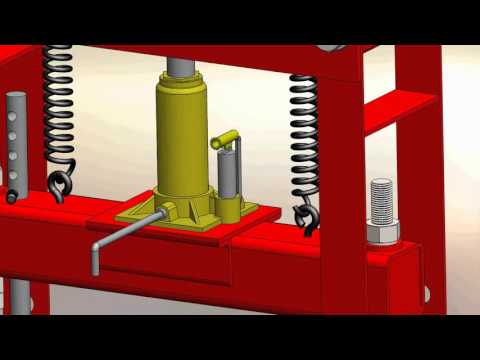
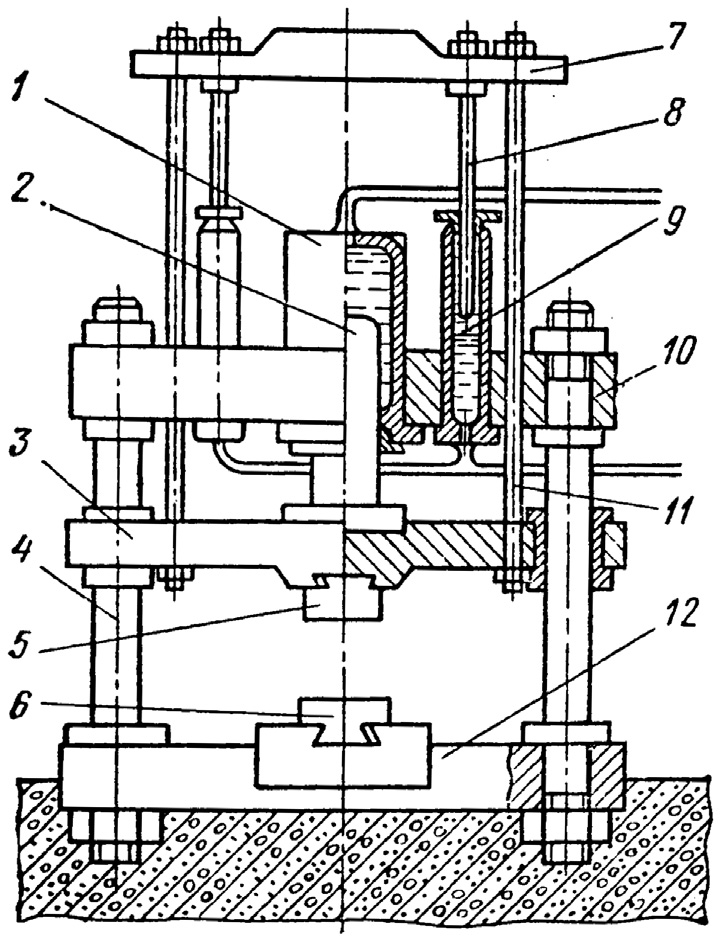
По предлагаемой схеме домкрат монтируется внизу на раме, а упираться детали будут наверх станины, как на фото.
Установка домкрата на основание пресса
- От штока усилие передается на обрабатываемую деталь посредством подвижного рабочего стола, который монтируется на раму поверх домкрата.
- Стол свободно перемещается по направлению вверх-вниз по раме и удерживается в вертикальном положении боковыми направляющими.
- По бокам домкрата фиксируются оттягивающие пружины, которые одной проушиной закреплены к основанию станины, а к подвижному столу другой.
 Их назначение — возвращать домкрат в первоначальное положение при задвинутом штоке.
Их назначение — возвращать домкрат в первоначальное положение при задвинутом штоке. - Можно выбрать вариант, когда приспособление, имеющее вид оправки, одето на шток. В этом случае один конец пружины крепится к оправке, а второй фиксируется к основанию.
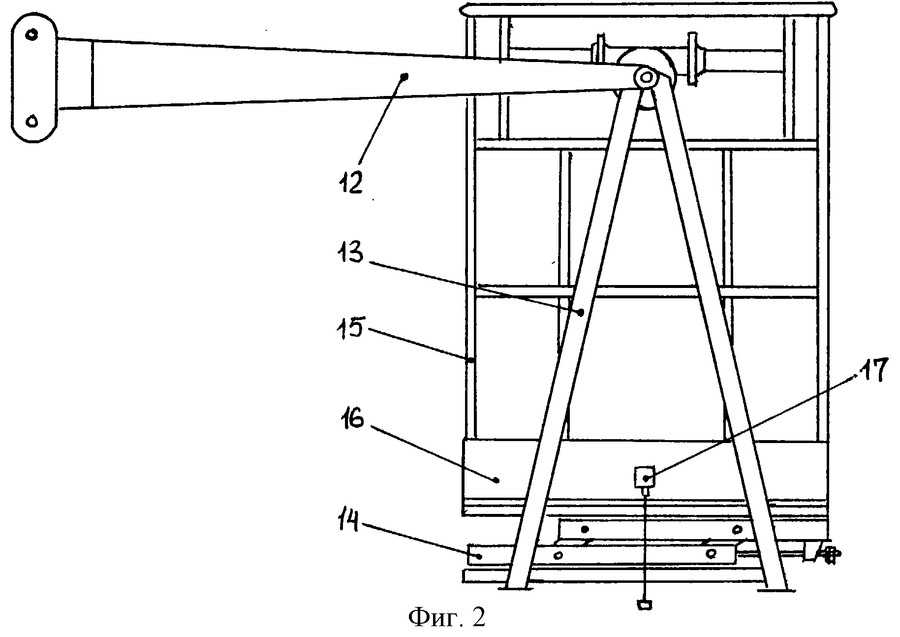
По другой схеме работы пресса упором для деталей станет основание станины, а на подвижный стол будет установлен домкрат, подвешенный к верху рамы на специальные оттягивающие пружины.
Установка домкрата вверху станины
- По обеим рабочим схемам под головку штока агрегата предусматривается гнездо, расположенное на узле сопряжения:
- в нижней части подвижного стола по первому варианту;
- верха станины по второму варианту.
Это небольшой отрезок трубы, который подходит по диаметру.
Какие понадобятся материалы и инструменты для изготовления пресса
Потребуются следующие инструменты:
- Аппарат для сварки.
- Набор электродов.
- Слесарная ножовка.

- Шлифмашинка с отрезным диском.
- Силовым агрегатом выбирается гидравлический домкрат.
- Пружины можно использовать:
- от дверей;
- от передних кресел легкового автомобиля.
При расположении домкрата внизу оттягивающим приспособлением может быть грибок моста автомобиля со сдвинутыми шлицами, который одевается на шток, к нему и основанию рамы крепятся пружины.
При сборке может понадобится металлопрокат:
- Швеллер не менее № 8.
- Трубы прямоугольная или квадратная, сечением выше 40х40 миллиметров.
- Равносторонний уголок больше 50х50 миллиметров для изготовления станины, основания для нее, съемного упора, рабочего стола.
- Стальной лист, толщиной свыше 8 миллиметров. Он может понадобиться для изготовления настила на основание и элементы конструкции, позволяющие выравнивать поверхности.
- Стальная полоса толщиной 10 миллиметров. Для изготовления направляющих, при необходимости ребер жесткости станины.
- Под головку штока домкрата отрезок трубы, длиной около одного сантиметра.
Инструкция по регулировке рабочего хода штока агрегата и высоты обрабатываемых деталей:
- Вверху станины устанавливается винтовой привод, вращение которого осуществляется штурвалом.
- Вворачивая винт, на конце которого плита, можно уменьшать просвет внутри станины для деталей или закрытую высоту пресса.
- Предусматривается установка съемного упора, который имеет вид рабочего подвижного стола, зафиксированного на раме прутками или болтами с гайками. Для этого в станине делаются отверстия, шаг которых по высоте меньше, чем ход штока от используемого домкрата.
- Предусматривается применение сменных вставок-подкладок, изготовленных из стального профиля.
Совет: Размеры на чертеже указываются с учетом габаритов домкрата, припусков под обработку деталей и размеров металлопроката, который предполагается применять при сборке пресса.
Как собрать гидравлический пресс
После разработки чертежей, приобретения необходимых инструментов и материалов, всех комплектующих, можно изготовить пресс гаражный напольный гидравлический.
Для изготовления станины:
- Металл режется по размерам, определенным чертежами.
- Просверливаются все, предусмотренные конструкцией, отверстия на деталях.
- Из труб сваривается основание конструкции.
- Сверху крепится стальная пластина.
- Изготавливается П-образное устройство со строго прямыми углами.
- Приваривается к основанию.
При изготовлении перемещаемого рабочего стола необходимо:
- Подготовить швеллер или трубу определенной длины, меньше, чем размер между стойками рамы.
- Приваривается к трубе кусочек элемента под шток домкрата.
- Для изготовления направляющих стола берутся отрезки полосы, длиной по ширине станины.
- Труба заводится между стойками рамы.
- Приставляются по бокам полосы.

- Вся конструкция стягивается болтами с гайками.
- Аналогично изготавливается съемный регулировочный упор, но в полосах, расположенных напротив стоек, выполняются отверстия, которые служат для фиксации упора на нужной высоте.
- Закрепляются оттягивающие пружины.
- Устанавливается домкрат.
Подробно об изготовлении гидравлического пресса можно увидеть на видео.
Автор: Юрасов Сергей
Опубликована:
П6320 Пресс гидравлический одностоечный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6320
Производителем пресса П6320 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
В настоящее время однокривошипный пресс П6320 производит ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» г. Кувандык
Кувандык
В настоящее время пресс П6320 производит, также, ООО СО «Прессмаш», г. Москва
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432 — пресс гидравлический рамный для пластмасс 1600 кН
- ДГ2434 — пресс гидравлический рамный для пластмасс 2500 кН
- ДГ2436 — пресс гидравлический рамный для пластмасс 4000 кН
- ДЕ2426 — пресс гидравлический рамный для пластмасс 400 кН
- ДЕ2428 — пресс гидравлический рамный для пластмасс 630 кН
- ДЕ2430 — пресс гидравлический рамный для пластмасс 1000 кН
- П6320 — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6320Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6324 — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6324Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6326 — пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН
- П6328 — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6328Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6330 — пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН
- П6334 — пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН
- ПД476 — пресс гидравлический рамный для пластмасс 1600 кН
П6320 пресс гидравлический одностоечный.
 Назначение, область применения
Назначение, область применения
Машина П6320 разработана в 1977 году. Разработчик ПО Гидропресс г. Оренбург.
Прессы гидравлические одностоечные без гидроподушки П6320 предназначены для выполнения широкого круга работ: запрессовки — выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6320, усилием 100кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка — при оснащении правильным инструментом и правильным столом;
- точная правка — при оснащении устройством для точной правки и, при необходимости, правильным столом.
Гидравлические прессы П6320 могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6320, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр — поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах П6320 установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Прессы изготовляются и поставляются в соответствии с техническими условиями
- ТУ2-041-748—83 (пресс модели П6320)
- ТУ2-041-747—82 (пресс модели П6328Б)
Климатическое исполнение:
- для умеренного, холодного климата (основное)
- тропическое (по особому заказу)
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 — пресс листоштамповочный, отбортовочный
- П60, П61, П63 — пресс одностоечный правильно запрессовочный
- П31, П34 — пресс одностоечный простого действия
- П33 — пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН |
|---|---|---|---|---|---|---|---|
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320 — 100 кН, пресс одностоечный правильно запрессовочный
- П6328 — 630 кН, пресс одностоечный правильно запрессовочный
- П6330 — 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 — 2500 кН, пресс одностоечный правильно запрессовочный
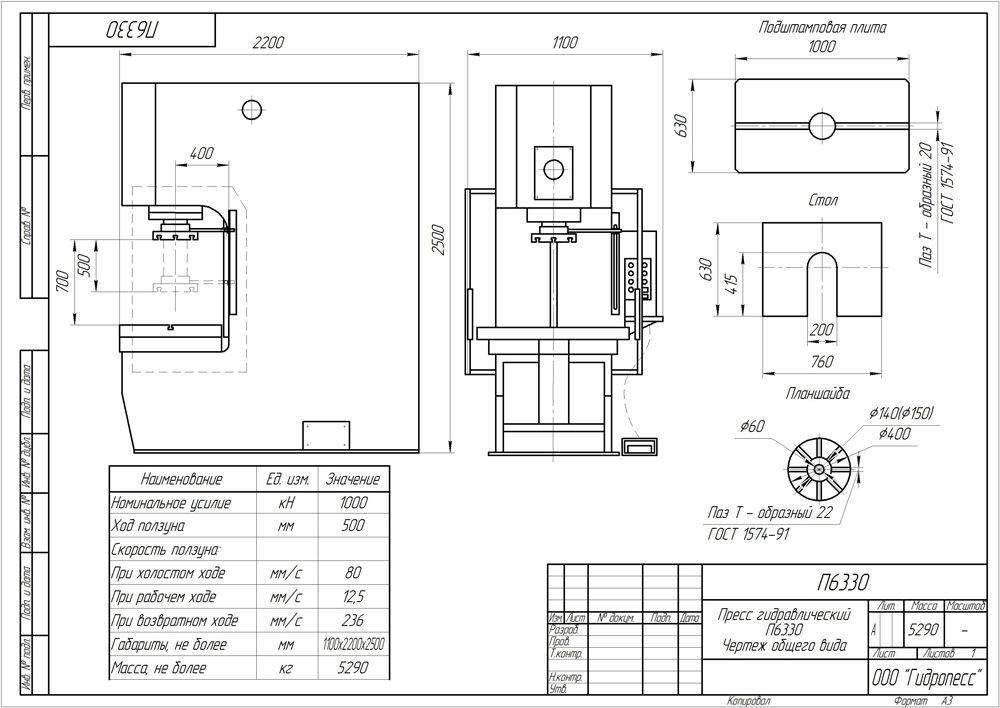
Габаритные размеры гидравлического пресса П6320
Габаритные размеры гидравлического пресса П6320
Габаритные размеры рабочего пространства гидравлического пресса П6320
Габаритные размеры рабочего пространства пресса П6320
Общий вид гидравлического пресса П6320
Фото гидравлического пресса П6320
Установочный чертеж гидравлического пресса П6320
Установочный чертеж пресса П6320
Читайте также: Производители кузнечно-прессового оборудования в России
П6320 Пресс гидравлический.
 Видеоролик.
Видеоролик.
Технические характеристики пресса П6320
| Наименование параметра | П6320 | П6324 | П6326 | П6328 |
|---|---|---|---|---|
| Основные параметры | ||||
| Номинальное усилие пресса, кН (т) | 100 (10) | 250 (25) | 400 (40) | 630 (63) |
| Наибольший ход штока (ползуна), мм | 400 | 500 | 500 | 500 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 600 | 710 | 710 | 710 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса в правильном исполнении, мм | 420 | |||
| Расстояние от оси штока до станины (вылет), мм | 200 | 250 | 320 | |
| Скорость штока — рабочий ход, мм/сек | 20 | 24 | 10 | |
| Скорость штока — холостой ход, мм/сек | 125 | 125 | 220 | |
| Скорость штока — возвратный ход, мм/сек | 300 | 300 | 310 | |
| Размеры стола, мм | 500 х 380 х 57 | 630 х 480 | 710 х 560 | |
| Размеры проема в столе, мм | 125 | 160 | ||
| Размеры съемного правильного стола, мм | 1250 х 300 х 180 | 1600 х 360 х 250 | 1600 х 360 | |
| Масса съемного правильного стола, кг | 290 | |||
| Масса правильного инструмента, кг | ||||
| Высота стола над уровнем пола, мм | 800 | 620 | ||
| Номинальное рабочее давление жидкости основное, МПа (кгс/см²) | 16 (160) | 20 (200) | 25 (250) | |
| Электрооборудование | ||||
| Количество электродвигателей | 1 | 2 | 1 | |
| Электродвигатель главного привода, кВт (об/мин) | 3 (1500) | 7,5 (1450) | 13 | 11 |
| Габариты и масса пресса | ||||
| Габариты пресса (длина ширина высота), мм | 1450 х 810 х 2285 | 1600 х 935 х 2730 | 1600 х 1845 х 2348 | 1060 х 1800 х 2900 |
| Масса станка, кг | 1260 | 1587 | 3000 | 3390 |
- Банкетов А.
 Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970 - Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.
 Н. Ковка на молотах и прессах, 1979
Н. Ковка на молотах и прессах, 1979 - Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Гидравлический пресс для макулатуры своими руками чертежи
В поиске дополнительного, а то и основного заработка люди подбирают для себя самые разные занятия. Одним из них является сбор и сдача вторичного сырья. Понятно, что такая профессия начинает приносить реальные деньги только с достижением приличного объема. В этом случае и может понадобиться прессовое оборудование. Заводские установки дороги, но вполне реально создать пресс для макулатуры своими руками.
Изготовление домашнего утилизатора
Сам по себе принцип такого устройства общеизвестен. Он направлен на увеличение небольшого усилия или какой-либо энергии для подачи на рабочую пластину, которая является подвижной. Механизмы бывают гидравлическими или механическими. Различаются они и по типу установки. Пресс для вторсырья своими руками сделать относительно несложно.
Простой вариант
Это простейший макулатурный пресс. Его может сделать даже мастер-новичок. О сварке ему, конечно, хорошо бы иметь начальные понятия. Берется для конструкции, как правило, то, что всегда может найтись под рукой.
Домашний (скорее, гаражный вариант, установка для сарая) делается так:
- Изготавливается чертеж, на котором указываются будущие параметры установки. При определении размеров исходить нужно из места, где предполагается размещение утилизационного станка.
- Газо- или электросваркой к нижней части металлического швеллера крепится железный короб. Это будет камерой для помещения сырья.
- Внизу камеры следует оборудовать (лучше в виде откидной крышки) систему для освобождения устройства от готовой продукции.
- С боков камеры необходимо просверлить вентиляционные отверстия. Их можно сделать в один ряд сверху, но по несколько штук.
- Сверху к швеллеру нужно прикрепить рабочий рычаг.
 Чем он будет длиннее, тем меньше усилий придется прикладывать в дальнейшем в процессе прессования.
Чем он будет длиннее, тем меньше усилий придется прикладывать в дальнейшем в процессе прессования. - К рычагу необходимо прикрепить лист металла (нержавейки), который будет выполнять роль поршня.
- По центру поршня приваривается брус или металлическая труба. Длина ее должна быть достаточной для достижения поршнем низа камеры.
Устройство можно прикрепить к стене. Высота крепления рассчитывается из удобства использования, роста человека.
Эксплуатация пресса
Самодельный пресс для макулатуры прост и в эксплуатации. Важно, чтобы он был устойчив, хорошо закреплен, т. е. чтобы не нес угрозу работающему на нем человеку. Начинать нужно с малого, а навыки работы будут повышаться с опытом.
Сам процесс нужно строить таким образом:
- Бумагу измельчить любым доступным способом.
- Поместить ее в подходящую емкость, залить водой и дать пропитаться.

- Перемешать и поместить в камеру.
- Несколько раз задействовать рычаг.
- Вынуть и высушить бумагу.
Так можно изготовить бумажные «брикеты», которые подойдут для печей и котлов. При спрессовывании макулатуры можно обойтись и без воды, хотя сам процесс будет потяжелее, так как придется прилагать больше усилий.
Механическое и гидравлическое устройство
Ручной механический утилизатор более прост, доступен и дешев в изготовлении и эксплуатации, чем гидравлический. Но второй мощнее первого (правда, требует и большего ухода). Прежде чем браться за его изготовление, нужно четко уяснить, как сделать пресс для макулатуры своими руками.
Гидравлический пресс подразумевает наличие надежных чертежей. К самому процессу изготовления подойти можно так:
- Заготовить делали, необходимые по размеру. Места будущих отверстий в них лучше разметить заранее, а частично — сразу и провести сверление.

- Поршень и упор сразу привариваются к домкрату. Эту систему можно соединить и болтами.
- К поршню необходимо прикрепить металлические пластины, которые будут служить направляющими.
- Загрузочно-разгрузочные элементы также нужно сделать заранее.
- После этих подготовительных процессов можно переходить к основной сборке.
- К верхней и нижней поперечине прикрепить стойки.
Советы и рекомендации
И та и другая конструкция хороша в качестве пресса для картона. Своими руками при этом можно изготовить и более мощные устройства. Это не потребует дополнительных навыков, тем более что основа механизмов останется прежней. Прессовать же можно будет не только бумагу, но и пластик, мягкие металлы (типа тех, что идут на банки под напитки) и многое другое.
Для усиления мощности можно использовать такие решения:
- Камеру под сырье можно усиливать более толстыми листами металла, уголками и т. п. Такую же процедуру реально провести и с поршнем с помощью швеллера или поперечных балок.
- Для более удобной работы поршня допустимо предусмотреть в конструкции использование подшипника.
- Вместо обычного рычага можно применить вариант с колесом.
- Устройства можно подключать к электрической сети. Это упростит работу, но изначально потребует дополнительных затрат и оборудования.
- При наличии опыта, устанавливая домкрат, нужно сразу сделать возможным его перемещение.
Изготовленный своими руками пресс для бумаги — довольно компактное, не требующее соблюдения каких-либо особых правил (кроме как по технике безопасности) устройство. Оно может принести реальную пользу и в городе, и на даче. Такие конструкции применяются и в фермерских, крестьянских хозяйствах, в т. ч. и в процессе заготовки кормов.
В поиске дополнительного, а то и основного заработка люди подбирают для себя самые разные занятия. Одним из них является сбор и сдача вторичного сырья.
 Понятно, что такая профессия начинает приносить реальные деньги только с достижением приличного объема. В этом случае и может понадобиться прессовое оборудование. Заводские установки дороги, но вполне реально создать пресс для макулатуры своими руками.
Понятно, что такая профессия начинает приносить реальные деньги только с достижением приличного объема. В этом случае и может понадобиться прессовое оборудование. Заводские установки дороги, но вполне реально создать пресс для макулатуры своими руками.Изготовление домашнего утилизатора
Сам по себе принцип такого устройства общеизвестен. Он направлен на увеличение небольшого усилия или какой-либо энергии для подачи на рабочую пластину, которая является подвижной. Механизмы бывают гидравлическими или механическими. Различаются они и по типу установки. Пресс для вторсырья своими руками сделать относительно несложно.
Простой вариант
Это простейший макулатурный пресс. Его может сделать даже мастер-новичок. О сварке ему, конечно, хорошо бы иметь начальные понятия. Берется для конструкции, как правило, то, что всегда может найтись под рукой.
Домашний (скорее, гаражный вариант, установка для сарая) делается так:
- Изготавливается чертеж, на котором указываются будущие параметры установки.
 При определении размеров исходить нужно из места, где предполагается размещение утилизационного станка.
При определении размеров исходить нужно из места, где предполагается размещение утилизационного станка. - Газо- или электросваркой к нижней части металлического швеллера крепится железный короб. Это будет камерой для помещения сырья.
- Внизу камеры следует оборудовать (лучше в виде откидной крышки) систему для освобождения устройства от готовой продукции.
- С боков камеры необходимо просверлить вентиляционные отверстия. Их можно сделать в один ряд сверху, но по несколько штук.
- Сверху к швеллеру нужно прикрепить рабочий рычаг. Чем он будет длиннее, тем меньше усилий придется прикладывать в дальнейшем в процессе прессования.
- К рычагу необходимо прикрепить лист металла (нержавейки), который будет выполнять роль поршня.
- По центру поршня приваривается брус или металлическая труба. Длина ее должна быть достаточной для достижения поршнем низа камеры.
Устройство можно прикрепить к стене. Высота крепления рассчитывается из удобства использования, роста человека.
Эксплуатация пресса
Самодельный пресс для макулатуры прост и в эксплуатации. Важно, чтобы он был устойчив, хорошо закреплен, т. е. чтобы не нес угрозу работающему на нем человеку. Начинать нужно с малого, а навыки работы будут повышаться с опытом.
Сам процесс нужно строить таким образом:
- Бумагу измельчить любым доступным способом.
- Поместить ее в подходящую емкость, залить водой и дать пропитаться.
- Перемешать и поместить в камеру.
- Несколько раз задействовать рычаг.
- Вынуть и высушить бумагу.
Так можно изготовить бумажные «брикеты», которые подойдут для печей и котлов. При спрессовывании макулатуры можно обойтись и без воды, хотя сам процесс будет потяжелее, так как придется прилагать больше усилий.
Механическое и гидравлическое устройство
Ручной механический утилизатор более прост, доступен и дешев в изготовлении и эксплуатации, чем гидравлический.
 Но второй мощнее первого (правда, требует и большего ухода). Прежде чем браться за его изготовление, нужно четко уяснить, как сделать пресс для макулатуры своими руками.
Но второй мощнее первого (правда, требует и большего ухода). Прежде чем браться за его изготовление, нужно четко уяснить, как сделать пресс для макулатуры своими руками.Гидравлический пресс подразумевает наличие надежных чертежей. К самому процессу изготовления подойти можно так:
- Заготовить делали, необходимые по размеру. Места будущих отверстий в них лучше разметить заранее, а частично — сразу и провести сверление.
- Поршень и упор сразу привариваются к домкрату. Эту систему можно соединить и болтами.
- К поршню необходимо прикрепить металлические пластины, которые будут служить направляющими.
- Загрузочно-разгрузочные элементы также нужно сделать заранее.
- После этих подготовительных процессов можно переходить к основной сборке.
- К верхней и нижней поперечине прикрепить стойки.
Советы и рекомендации
И та и другая конструкция хороша в качестве пресса для картона. Своими руками при этом можно изготовить и более мощные устройства.
 Это не потребует дополнительных навыков, тем более что основа механизмов останется прежней. Прессовать же можно будет не только бумагу, но и пластик, мягкие металлы (типа тех, что идут на банки под напитки) и многое другое.
Это не потребует дополнительных навыков, тем более что основа механизмов останется прежней. Прессовать же можно будет не только бумагу, но и пластик, мягкие металлы (типа тех, что идут на банки под напитки) и многое другое.Для усиления мощности можно использовать такие решения:
- Камеру под сырье можно усиливать более толстыми листами металла, уголками и т. п. Такую же процедуру реально провести и с поршнем с помощью швеллера или поперечных балок.
- Для более удобной работы поршня допустимо предусмотреть в конструкции использование подшипника.
- Вместо обычного рычага можно применить вариант с колесом.
- Устройства можно подключать к электрической сети. Это упростит работу, но изначально потребует дополнительных затрат и оборудования.
- При наличии опыта, устанавливая домкрат, нужно сразу сделать возможным его перемещение.
Изготовленный своими руками пресс для бумаги — довольно компактное, не требующее соблюдения каких-либо особых правил (кроме как по технике безопасности) устройство.
 Оно может принести реальную пользу и в городе, и на даче. Такие конструкции применяются и в фермерских, крестьянских хозяйствах, в т. ч. и в процессе заготовки кормов.
Оно может принести реальную пользу и в городе, и на даче. Такие конструкции применяются и в фермерских, крестьянских хозяйствах, в т. ч. и в процессе заготовки кормов.Макулатурный пресс используется как на крупных заводах перерабатывающей промышленности, так и на любых предприятиях, где накапливаются значительные объемы макулатуры. Для непромышленного использования можно сделать пресс для макулатуры своими руками.
Виды прессов
Для того, чтобы начинать самостоятельное изготовление данного станка, важно понимать, какой именно вид пресса необходим.
Читайте также: Дневник по практике электрика образец
- Камеру под сырье можно усиливать более толстыми листами металла, уголками и т. п. Такую же процедуру реально провести и с поршнем с помощью швеллера или поперечных балок.
Как сделать самостоятельно
Выбрав необходимый вид пресса, можно приступать к его изготовлению.
Если выбор оказался в пользу гидравлического, то такой самодельный пресс можно изготовить, соблюдая следующую последовательность действий:
- Сделать необходимые чертежи и расчеты.
 В качестве основы станка выступает гидравлический домкрат. При расчетах размеров важно учитывать габариты домкрата (длину поршня) и условия помещения, в котором оборудование будет установлено.
В качестве основы станка выступает гидравлический домкрат. При расчетах размеров важно учитывать габариты домкрата (длину поршня) и условия помещения, в котором оборудование будет установлено. - Изготовить в месте установки пресса платформу. Она должна состоять из бетонной плиты, камеры и креплений, позволяющих зафиксировать домкрат на платформе. Камеру рекомендуется изготавливать из прочного металла, толщиной не менее 2 миллиметров. При активном применении станка, двери и стенки камеры из менее толстого слоя металла быстро деформируются и приведут к поломке. Хорошо подходит строительная сталь. Этот материал позволяет легко и прочно сварить стенки камеры между собой.
- Закрепить домкрат на платформе. Советуется оставлять положение домкрата регулируемым. Это позволит получить более универсальный агрегат.
- На платформе необходимо установить 4 стойки.
- На установленные стойки крепится еще одна плита — траверса. За счет ее перемещения происходит сжатие макулатуры, находящейся в камере.
- Устанавливается две симметричных пружины. Их задача – поднимать траверсу, возвращая ее в исходное положение.
- Устанавливается система управления станком. Наиболее простой для использования и монтажа вариант — использование электрического привода и двухкнопочного регулятора (типа «пуск-стоп»).
Прессы, изготовленные по данной схеме, являются эффективными и мощными. Такой станок способен обеспечить силу давления на макулатуру в 100–120 кН. По данному показателю, самодельный пресс для вторсырья ничем не уступает тем, которые, производятся на станкостроительных заводах.
Изготовление механического пресса
Для того, чтобы сделать механический пресс самостоятельно, необходимо:
- Изготовить каркас – основу будущего станка. Он изготавливается из горизонтальных балок и металлических уголков. Восемь металлических брусков свариваются между собой с помощью уголков, образуя одну общую конструкцию – будущие нижние и верхние стенки. Для большей надежности, при скреплении балок можно использовать шурупы и болты.

- Далее, две полученные стенки скрепляются вертикальными балками (при помощи сварки и болтов). В итоге должна получится квадратная коробка. Ее боковые стенки обшиваются листами из оцинкованного алюминия и дополнительно скрепляются изнутри еще двумя поперечными балками. С одной из сторон устанавливается дверца.
- Внутрь коробки устанавливается поршень на поперечной балке. К поршню прикрепляется металлический прут. Скрепление поршня и прута происходит с помощью специального металлического диска – фланца.
- Коробка прикрепляется к стенке с помощью болтов и шурупов. К нижней ее части приваривается дополнительный металлический ящик, из которого будут извлекаться кипы переработанной макулатуры.
- На боковых стенках коробки делаются сквозные отверстия, позволяющие испаряться лишней влаге.
- К главной коробке с двух сторон прикрепляются два дополнительных бруса, а между ними – подшипник внутри обоймы. В эту же обойму устанавливается металлический прут с нарезанной резьбой (по аналогии с тем, что установлен внутри коробки).
Принцип работы такого механического пресса во многом похож с тем, как работает пресс для измельчения чеснока:
- Перед попаданием в устройство, макулатура помещается в емкость с водой для размягчения.
- Полученная масса перемешивается при помощи строительного миксера.
- Образовавшаяся водно-бумажная «каша» опускается в короб, а сверху на нее вручную опускаются брусы с поршнем.
- Операция повторяется несколько раз, пока макулатура не сожмется максимально. По итогу, получившиеся кипы извлекаются из нижнего металлического ящика.
Изготовление как механического, так и гидравлического пресса самостоятельно может помочь сэкономить средства на покупку оборудования, кроме того, значительно разгрузить площадь складских помещений, в которых хранится сырье, увеличить возможности по загрузке автомобилей, которые занимаются доставкой на места конечной переработки.
«>
Оптимизация гидравлических прессов для глубокой вытяжки
Встроенный многопозиционный пресс глубокой вытяжки может выполнять дополнительные операции
таких как штамповка, чеканка и обрезка.
Гидравлические прессы для глубокой вытяжки обеспечивают исключительную гибкость. Они также предлагают гибкость программирования, которую можно использовать для оптимизации их для каждого конкретного использования для максимальной производительности и целостности готового продукта.
Стили рамы
Несколько стилей рамы пресса позволяют выполнять несколько вытяжек за один пресс. Стили кадра, обычно используемые в приложениях с глубокой вытяжкой, — это вертикальное действие, горизонтальное действие и встроенная многостанционная. Любая из этих конструкций может включать в себя несколько цилиндров двойного или тройного действия.
Вертикальное действие. Стандартная рама пресса для глубокой вытяжки представляет собой пресс с четырьмя стойками. Хотя также можно использовать конструкцию с С-образной рамой, к четырехстоечному прессу можно получить доступ со всех четырех сторон, что делает инструмент доступным и позволяет автоматически подавать заготовки в вытяжную матрицу с любой из ее четырех сторон.
Прессы вертикального действия позволяют делать вытягивания одним плавным движением. Эти прессы имеют несколько отверстий для вытянутой заготовки или оболочки, которую необходимо перетянуть один раз или несколько раз, если необходимо, для достижения окончательного диаметра и длины (см. , рисунок 1 ). Примеры деталей, формируемых на этих прессах, включают баллоны с пропаном, огнетушители, кухонную посуду и кожухи батарей.
Горизонтальное действие . Некоторые производители штамповки предпочитают использовать пресс с горизонтальным приводом для глубокой вытяжки заготовок большого диаметра или если высота вертикального пресса является проблемой. Горизонтальная ориентация этой конструкции позволяет загружать заготовки над головой с помощью крана, робота или другого подъемного устройства. Как и вертикальный пресс, горизонтальный пресс может выполнять несколько действий, включая перерисовку при необходимости.
Тем не менее, правильная поддержка подвижной плиты на горизонтальных прессах имеет решающее значение для поддержания выравнивания между осевой линией ползуна и инструментом. Для достижения такого выравнивания горизонтальный пресс включает механизмы поддержки и регулировки плиты, что позволяет производителю достигать и поддерживать выравнивание системы на протяжении всего хода по мере постепенного износа опорных плит.
Для достижения такого выравнивания горизонтальный пресс включает механизмы поддержки и регулировки плиты, что позволяет производителю достигать и поддерживать выравнивание системы на протяжении всего хода по мере постепенного износа опорных плит.
Примеры деталей, изготовленных для этих типов прессов, включают резервуары для сжатого природного газа; резервуары высокого давления военного класса; и любой сосуд под давлением, который слишком велик, чтобы манипулировать им вручную.
Встроенная мультистанция. В то время как многократная вытяжка и некоторые другие операции могут быть выполнены с помощью пресса с одной центральной линией, такого как вертикальный или горизонтальный пресс, более широкий спектр операций может быть выполнен с использованием встроенной конструкции многопозиционного пресса. Принципиальное конструктивное отличие этого пресса состоит в том, что он включает в себя в пределах одной рамы пресса несколько станций прессования, которыми можно управлять независимо для выполнения чертежных и других операций.
После каждого цикла частично обработанные детали на каждой станции одновременно перемещаются на следующую станцию с помощью устройства передачи деталей для следующего этапа волочения; перерисовать; и последующие операции, такие как обрезка, штамповка и чеканка (см. первое изображение). Это позволяет производителю выполнять все необходимые операции по обработке деталей на одном прессе, а не на нескольких прессах.
Этот поточный многопозиционный печатный станок может быть оснащен любым количеством станций, необходимым для выполнения всех необходимых вытяжек и других операций. Обычно это приводит к более высокой производительности продукта, чем альтернативы.
Рисунок 1
Прессы вертикального действия, такие как этот пресс
с 600-тонным пуансоном, 325-тонной подушкой,
и 200-тонная плита держателя заготовок, обычно
позволяют выполнять глубокие затяжки за один
плавное движение.
Гидравлический контур
Производитель штамповок должен решить, какая конструкция гидравлического контура подходит для его применения. Знание оптимальной и максимальной скоростей волочения материала, подлежащего волочению, а также наличие схемы, которая может адаптироваться к этим скоростям волочения, имеет важное значение для сокращения времени цикла при сохранении качества детали.
Простейшая гидравлическая система представляет собой один фиксированный контур с поршневым насосом. Эта схема подходит для глубокой вытяжки, когда вытянутая оболочка выталкивается через дно матрицы. Это позволяет установить пуансон чуть выше высоты загрузки бланка. Как только цикл инициируется, пуансон входит в зацепление с заготовкой и начинает вытягивание, выталкивая деталь из нижней части матрицы и возвращаясь к предварительно запрограммированной контрольной точке верхнего упора.
Для увеличения скоростей подачи и отвода обычно используется несколько насосов и рекуперативная (регенеративная) гидравлическая схема. Эта конструкция регенерации может более чем удвоить скорость продвижения с минимальным увеличением мощности. Схема с двумя насосами может увеличить скорость подвода и отвода, используя тот же размер (мощность двигателя), что и схема с одним насосом, за счет использования доступной мощности двигателя, когда пресс не работает. Схема регенерации направляет масло от штоковой части цилиндра к поршневой части цилиндра. С помощью этого типа гидравлической системы можно достичь скорости быстрого продвижения от 1000 до 2000 дюймов в минуту (IPM) практически без дополнительной мощности. Система предназначена для достижения полного расхода и давления, необходимых для прессующего насоса во время фазы нагнетания, при этом обеспечивая высокую скорость быстрого продвижения и отвода, чтобы сократить общее время цикла.
Эта конструкция регенерации может более чем удвоить скорость продвижения с минимальным увеличением мощности. Схема с двумя насосами может увеличить скорость подвода и отвода, используя тот же размер (мощность двигателя), что и схема с одним насосом, за счет использования доступной мощности двигателя, когда пресс не работает. Схема регенерации направляет масло от штоковой части цилиндра к поршневой части цилиндра. С помощью этого типа гидравлической системы можно достичь скорости быстрого продвижения от 1000 до 2000 дюймов в минуту (IPM) практически без дополнительной мощности. Система предназначена для достижения полного расхода и давления, необходимых для прессующего насоса во время фазы нагнетания, при этом обеспечивая высокую скорость быстрого продвижения и отвода, чтобы сократить общее время цикла.
Современные достижения в области гидравлических насосов позволяют точно регулировать давление и расход масла для любой конкретной части цикла прессования. Насосы с ограниченной мощностью обеспечивают подачу в цилиндр максимального потока масла для минимизации требуемого времени прокачки. Возможность управления производительностью насоса обеспечивает исключительную гибкость гидравлического контура.
Возможность управления производительностью насоса обеспечивает исключительную гибкость гидравлического контура.
Для повышения воспроизводимости и точности пропорциональные клапаны используются для регулирования направления и давления. С пропорциональными распределителями с гистерезисом менее 0,1 процента можно достичь ±0,001 дюйма. позиционная точность. Пропорциональные предохранительные клапаны компенсируют изменения температуры и расхода масла, обеспечивая воспроизводимое давление.
Вспомогательные функции
Волочение оболочек часто требует приложения обратной силы для «зажатия» материала во время его волочения. Любой из стилей пресса может включать держатель подушки/заготовки, облегчающий изготовление детали. Обычно держатель подушки/заготовки используется для зажима материала под определенным давлением, чтобы контролировать поток материала, когда он втягивается в вытяжную матрицу. Это давление можно регулировать на протяжении всей вытяжки, чтобы учесть характеристики материала и предотвратить его сморщивание или разрыв.
Еще одной особенностью пресса глубокой вытяжки является выбивное отверстие, которое обычно устанавливается на плунжере (см. рис. 2). Это можно использовать для пробивки отверстия в конце оболочки, отчеканки дна или удержания нарисованной оболочки на инструменте, когда пуансон возвращается к предварительно запрограммированной контрольной точке верхнего упора.
Может быть добавлена дополнительная гидравлика, позволяющая выполнять боковую пробивку. Кроме того, может потребоваться поток и давление гидравлического масла внутри самой матрицы. Это может быть встроено в гидравлический пресс и интегрировано в элементы управления, чтобы обеспечить приведение в действие при необходимости в рамках цикла.
Электрические элементы управления, человеко-машинный интерфейс
Современные гидравлические прессы могут быть очень технологически продвинутыми. Большинство из них в настоящее время управляются программируемым логическим контроллером (ПЛК), и сегодня многие прессы оснащены человеко-машинными интерфейсами (ЧМИ), что позволяет производителю быстро и легко изменять ход, давление, время выдержки, скорость ползуна и многие другие параметры пресса.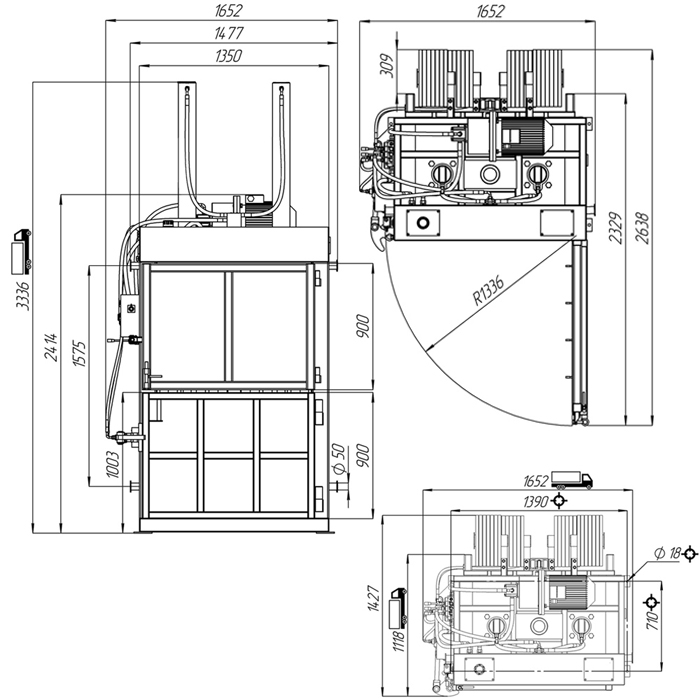 параметры в течение цикла (см. Рисунок 3 ).
параметры в течение цикла (см. Рисунок 3 ).
Что еще более важно, ЧМИ позволяет штамповщикам обрабатывать детали одинаково раз за разом, независимо от того, производилась ли последняя обработка детали неделю назад или три года назад, поскольку все точные настройки выполняются на протяжении всего цикла для достижения оптимального качества детали. и время цикла сохраняются как параметры и сохраняются вместе с программой через ЧМИ. Это сокращает время настройки и гарантирует, что детали работают последовательно при каждом запуске.
Рисунок 2
Нокаут, установленный на таране, как показано здесь,
можно использовать, чтобы пробить отверстие в конце
раковины, вычеканить ее дно или сохранить
нарисованная оболочка для перерисовки.
С добавлением ЧМИ производители теперь могут использовать свой пресс в качестве устройства для исследований и разработок, чтобы узнать, как изменения в характере хода влияют на их продукт. Они могут определить, где и когда давление хода увеличивается или уменьшается. Затем эту информацию можно отобразить в виде диаграммы тенденций или графически, в зависимости от уровня технологии ЧМИ.
Они могут определить, где и когда давление хода увеличивается или уменьшается. Затем эту информацию можно отобразить в виде диаграммы тенденций или графически, в зависимости от уровня технологии ЧМИ.
Доступно множество других опций для минимизации времени настройки задания и идентификации инструмента. Считыватели штрих-кода обычно используются для обеспечения того, чтобы была вызвана правильная программа. При сканировании паспорта задания печатная машина автоматически выбирает программу, ранее установленную для этого задания. То же самое можно сделать с помощью радиочастотной идентификации (RFID), хотя RFID предоставляет значительно больше возможностей. Штамповщики могут использовать RFID, чтобы подтвердить, что для данной детали была выбрана правильная комбинация инструментов, штампов и программирования деталей, прежде чем разрешить цикл пресса. Это может предотвратить значительное повреждение инструмента, вызванное человеческим фактором во время настройки.
Штамповщики обычно настраивают ЧМИ для отражения своих индивидуальных потребностей, чтобы их специфический производственный процесс документировался и сохранялся. Сериализация сигнатур нажатия для аэрокосмических компонентов выполняется через HMI. Тенденции фактических положений хода пресса и давлений обычно используются для целей оценки. Загрузка этих подписей прессы на сервер SQL также может быть выполнена для целей исторической документации.
Сериализация сигнатур нажатия для аэрокосмических компонентов выполняется через HMI. Тенденции фактических положений хода пресса и давлений обычно используются для целей оценки. Загрузка этих подписей прессы на сервер SQL также может быть выполнена для целей исторической документации.
Штамповщики не должны недооценивать возможности гидравлического пресса глубокой вытяжки. В отличие от прошлого, когда гидравлические прессы приходилось настраивать вручную, современные гидравлические прессы обладают значительным контролем и гибкостью на протяжении всего цикла прессования и могут предоставить производителю ценную информацию о том, как каждая операция влияет на конечный продукт. Современный гидравлический пресс позволяет производителям штамповки воспользоваться этими обновленными функциями и их преимуществами.
Рисунок 3
Элементы управления с сенсорным экраном позволяют штамповщикам вносить изменения на лету, сохранять параметры для
согласованные повторные запуски и сокращение времени настройки.
Пресс для глубокой вытяжки — Lien Chieh Machinery
»Главная»Продукция»Вытяжные прессы
Вытяжной пресс LCM
Тоннаж: 600 тонн
Площадь балки: 2500 x 1600 мм
Lien Chieh предлагает высококачественные прессы для глубокой вытяжки и волочения, которые можно полностью настроить по размеру.
болстера к разным способам передвижения. Уделяя особое внимание разработке продуктов, предлагающих высокие
точность, постоянная производительность и увеличенный срок службы, наши гидравлические прессы для глубокой вытяжки специально
предназначен для глубокой вытяжки и формовки листового металла.
Благодаря нашему опыту в производстве гидравлических прессов мы можем интегрировать наши волочильные прессы в
полностью автоматизированные производственные линии. Это автоматизированное производство может состоять из высокоскоростных гидравлических тандемных линий.
Это автоматизированное производство может состоять из высокоскоростных гидравлических тандемных линий.
включая оборудование для обработки листового металла, моечные установки и роботизированное оборудование для автоматизации. Мы также предлагаем ряд
различные вытяжные прессы, такие как вытяжные прессы двойного и тройного действия, которые можно сочетать с
системы быстрой смены штампов, повышающие производительность.
Все чертежные прессы Lien Chieh производятся с использованием строгих процедур контроля качества для обеспечения качества.
и надежность операций. Они оснащены оптическими защитными устройствами и высокоэффективными двигателями Teco Westinghouse.
Кроме того, большая часть нашего материально-технического снабжения и оборудования для перемещения поступает из Тайваня, Германии и Японии.
обеспечение высокого качества и безупречной работы.
Прессы для глубокой вытяжки обычно используются в производстве бытовых товаров и небольших штампованных заготовок.
Имея широкий спектр дополнительных аксессуаров и множество настраиваемых опций, мы предлагаем клиентам
полностью индивидуальные решения, соответствующие их требованиям к глубокой вытяжке.
Артикул
Имея большой выбор прессов для глубокой вытяжки, мы предлагаем вытяжные прессы двойного действия производительностью в
свыше 8000 тонн, и волочильные прессы тройного действия мощностью свыше 4000 тонн. Для индивидуальных
запросы, пожалуйста, свяжитесь с нами для получения дополнительной информации.
| Полностью автоматизированная высокоскоростная гидравлическая тандемная линия 600~1200 тонн с двумя подвижными балками для производства кузова электрических мотоциклов. | Вес: 500 тонн Площадь надрессорной балки: 2600 x 1600 мм |
| Вес: 600 тонн Площадь балки: 2600 x 1600 мм | Вес: 1000 тонн Площадь балки: 5000 x 2500 мм |
| Вес: 1200 тонн Площадь балки: 4500 x 2200 мм | Вес: 2000 тонн Площадь балки: 4500 x 2200 мм |
| Вес: 3000 тонн Площадь балки: 6000 x 2500 мм | Полностью автоматизированная высокоскоростная гидравлическая тандемная линия с обрабатывающим оборудованием, мойкой, центрированием Система и роботы Вес: 800-1600 тонн Площадь балки: 4600 x 2500 мм |
| Гидравлическая тандемная линия с ручной загрузкой Тоннаж: 600, 800 и 1200 тонн | |
Применение
Прессы для глубокой вытяжки обычно используются в производстве бытовых товаров, таких как кастрюли, сковороды, раковины и
посуда. Их также можно использовать при производстве крупных предметов, таких как кузова автомобилей и детали грузовиков. С
Их также можно использовать при производстве крупных предметов, таких как кузова автомобилей и детали грузовиков. С
настраиваемые держатели пуансонов, держатели заготовок и подушки для штампов, вы обязательно найдете подходящий пресс для волочения
Ваши точные производственные требования.
Спецификация
Обзор наших различных моделей волочильных прессов см. в следующих спецификациях. Мы предлагаем оба
вытяжные прессы двойного действия и тройные вытяжные прессы, а также настраиваемые держатели пуансонов, заготовки
держатели и подушки для штампов. Индивидуальные опции доступны по запросу. Пожалуйста, свяжитесь с нами для получения дополнительных деталей.
| Модель | Емкость | Область крепления | Емкость подушки штампа | Скорость снижения | Возрастающая скорость |
| тонна | мм | мм/сек | мм/сек | тонна | |
| ЛД-200 | 200 | 2000 х 1500 | 50 | 350 | 350 |
| ЛД-400 | 400 | 2500 х 1500 | 100 | 350 | 350 |
| ЛД-600 | 600 | 3000 х 1800 | 200 | 400 | 400 |
| ЛД-800 | 800 | 3000 х 2000 | 250 | 400 | 400 |
| ЛД-1000 | 1000 | 3500 x 2200 | 300 | 400 | 400 |
| ЛД-1200 | 1200 | 3500 x 2200 | 400 | 400 | 400 |
| ЛД-2000 | 2000 | 4500 x 2500 | 600 | 400 | 400 |
| ЛД-3000 | 3000 | 4500 x 2500 | 1000 | 500 | 400 |
| ЛД-5000 | 5000 | 5000 х 3000 | 1500 | 500 | 400 |
| ЛД-8000 | 8000 | 6000 х 3500 | 2500 | 500 | 400 |
| LD- | 8500 или › | Пожалуйста, укажите | |||
| Модель | Держатель пуансона | |||
| Емкость | Держатель пуансона, зона | Скорость снижения | Возрастающая скорость | |
| тонна | мм | мм/сек | мм/сек | |
| ЛД-1200 | 800 | 2500 х 1500 | 340 | 340 |
| ЛД-1500 | 1000 | 3000 х 1700 | 340 | 340 |
| ЛД-2200 | 1500 | 3500 х 1700 | 340 | 340 |
| ЛД-3000 | 2000 | 3800 x 1700 | 380 | 380 |
| ЛД-3700 | 2500 | 4300 х 2000 | 400 | 400 |
| LD- | 4000 или › | |||
| Модель | Держатель бланка | |||
| Емкость | Держатель заготовок и зона поддержки | Скорость снижения | Возрастающая скорость | |
| тонна | мм | мм/сек | мм/сек | |
| ЛД-1200 | 400 | 3500 x 2200 | 340 | 340 |
| ЛД-1500 | 500 | 4000 х 2500 | 340 | 340 |
| ЛД-2200 | 700 | 4500 x 2500 | 340 | 340 |
| ЛД-3000 | 1000 | 4800 x 2500 | 380 | 380 |
| ЛД-3700 | 1200 | 5500 х 3000 | 400 | 400 |
| LD- | Пожалуйста, укажите | |||
| Модель | Подушка для штампа | ||
| Емкость | Зона подушки | Возрастающая скорость | |
| тонна | мм | мм/сек | |
| ЛД-1200 | 300 | 2900 х 1600 | 70 |
| ЛД-1500 | 400 | 3400 x 1900 | 70 |
| ЛД-2200 | 500 | 3900 x 1900 | 70 |
| ЛД-3000 | 600 | 4200 х 1900 | 70 |
| ЛД-3700 | 800 | 4875 x 2400 | 70 |
| LD- | Пожалуйста, укажите | ||
Изделия гидравлического пресса глубокой вытяжки
- Пресс глубокой вытяжки
Введение - Наш ассортимент гидравлических
Пресс: волочильные прессы, гидравлический пресс глубокой вытяжки
Родственные продукты:
- Главная»Продукция»Прессы для испытания штампов
- Главная»Продукция»Вытяжные прессы
- Главная»Продукция»Ковочные прессы
- Главная»Продукция»Прессы для горячего тиснения
- Главная»Продукция»Прессы для горячей штамповки
- Главная»Продукция»Гидроформовочные прессы
- Главная»Продукция»ПХБ/CCL/ламинирование
Прессы - Главная»Продукция»Прессы для фанеры
- Главная»Продукция»Прессы SMC/GMT/BMC
- Главная»Продукция»С-образные прессы
- Главная»Продукция»Выпрямление
Прессы - Главная»Продукция»Прессы для верфи
- Главная»Продукция»Фиброцементная плита
Прессы - Главная»Продукция»Кальций
Прессы для силикатных плит
« Верх »
Гидравлические прессы для глубокой вытяжки — Hymec Press
Глубокая вытяжка представляет собой процесс получения трехмерного глубокого контейнера из шарового листа.
Гидравлические прессы для глубокой вытяжки являются одними из основных машин для таких секторов, как автомобилестроение, производство бытовой техники и природного газа. Эти прессы также известны как «прессы двойного действия», поскольку они работают с роликами, которые оказывают давление сверху и поддерживают снизу. Процесс глубокой вытяжки осуществляется путем создания высокого давления между мужской и женской пресс-формами.
Основания изделий, полученных методом глубокой вытяжки, прямые. В этом процессе используются скобы и пресс-формы. Углы форм имеют закругление для предотвращения разрывов. Толщина листового металла при глубокой вытяжке существенно не меняется.
Позвоните намСкачать PDFКонтакт
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ
✔ Приложения и экраны ПЛК
✔ Стальная конструкция
✔Электросчетчик
✔ Опорная плита с Т-образным профилем и вагоны
✔ Автоматическая центральная смазка
✔ Вагонетка с 8 поверхностями
✔ Регулируемый ход
✔ Двуручное управление
ДОПОЛНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ
✔ Электронный насос регулировки мощности
✔ Настройка пропорционального давления и скорости
✔ Блок управления скоростью
✔ Световая завеса с фотоэлементом
✔ Нестандартный стол и ход
✔ Соответствие СЕ
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | ТЕХНИЧЕСКИЕ ДАННЫЕ
Технические характеристики выпускаемых гидравлических прессов глубокой вытяжки
перечислены.
| ТИПЫ | ХГДП-100 | ХГДП-150 | ХГДП-200 | ХГДП-250 | ХГДП-300 | ХГДП-400 | ХГДП-500 | ХГДП-600 | ХГДП-800 | ХГДП-1000 | ХГДП-1200 | ХГДП-1500 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Давление/тонна: | 100/40 | 150/50 | 200/70 | 250/80 | 300/100 | 400/150 | 500/175 | 600/200 | 800/270 | 1000/350 | 1200/400 | 1500/500 |
| Ход / мм: | 600 | 600 | 800 | 800 | 800 | 800 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Подушка Ход / мм: | 200 | 200 | 300 | 300 | 300 | 350 | 350 | 350 | 350 | 350 | 350 | 350 |
| Размер стола/мм: | 1000 — 1200 | 1000 — 1200 | 1000 — 1200 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1400 — 2100 | 1400 — 2400 |
| Размер поршня / мм: | 1000 — 1200 | 1000 — 1200 | 1000 — 1200 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1200 — 1500 | 1400 — 2100 | 1400 — 2400 |
| Стол-барабан Размер / мм: | 700 | 700 | 900 | 900 | 900 | 1100 | 1100 | 1100 | 1100 | 1100 | 1150 | 1200 |
| Высота пресса / b мм: | 3400 | 3650 | 3800 | 4200 | 4400 | 5600 | 5800 | 5900 | 6000 | 6000 | 6150 | 6250 |
| Глубина пресса/c мм: | 2000 | 2000 | 2000 | 2200 | 2200 | 2200 | 2200 | 2300 | 2400 | 2400 | 2400 | 2400 |
| Вес пресса / d мм: | 2950 | 2950 | 2950 | 3250 | 3250 | 3250 | 3250 | 3250 | 3350 | 3450 | 3550 | 3750 |
| Высота стола от пола / e мм: | 1075 | 1075 | 935 | 945 | 1000 | 1000 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 |
| Диаметр главного цилиндра/мм: | 230 | 280 | 320 | 360 | 390 | 450 | 500 | 550 | 650 | 720 | 550×2 | 620×2 |
| Подушка Диаметр цилиндра / мм : | 140 | 160 | 190 | 200 | 230 | 280 | 300 | 320 | 370 | 420 | 450 | 500 |
| Скорость приближения / мм/сек: | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 120 | 120 | 120 | 120 | 120 |
| Скорость прессования / мм /сек: | 14 | 13 | 13 | 13 | 11 | 10 | 10 | 10 | 9 | 8 | 8 | 8 |
| Скорость возврата / мм/сек: | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 120 | 120 | 120 | 120 | 120 |
| Производительность насоса / см³: | 22 | 32 | 40 | 50 | 50 | 63 | 80 | 92 | 110 | 120 | 120 | 120 |
| Мощность двигателя/кВт: | 11 | 18,5 | 25 | 30 | 30 | 37 | 45 | 55 | 75 | 75 | 75 | 90 |
Макс. Рабочее давление/бар: Рабочее давление/бар: | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Вес пресса/кг: | 8500 | 10500 | 12000 | 15000 | 17000 | 21500 | 24000 | 306000 | 38000 | 45000 | 70000 |
* Фактическая стоимость упаковки зависит от физической формы продукта, его массы и свойств используемой пленки.
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | ФОТОГРАФИИ
Все изображения и фотографии приведены только для иллюстрации. Фактические продукты могут отличаться из-за усовершенствований продукта.
Расскажите нам о своих требованиях
Гидравлический пресс глубокой вытяжки Продажа | Вытяжка
Свяжитесь с нами
Отправьте нам электронное письмо, и мы свяжемся с вами в течение 48 часов
Имя
Эл. адрес *
адрес *
Сообщение
- Картриджная фундаментная система, оснащенная гидравлической системой управления и грузоподъемностью менее 550 т, оснащенная гидравлической системой с электрозадвижным клапаном с высокой надежностью и долговечностью, малым гидравлическим воздействием и конструкцией с минимальным гидравлическим воздействием.
- Электрическая система, управляемая ПЛК, отличающаяся компактностью, чувствительностью, надежностью и гибкостью.
- Три режима работы: регулировка, работа двумя руками/одним кругом и автоматическая непрерывная работа (с роботами)
- При выборе различных действий, имеющих предустановленный процесс формирования хода или заданный процесс формирования давлением, а также амортизирующие действия, включая отдых, выброс или пустой может быть выбран. Фланцевые соединения
- используются в гидравлической водопроводной системе с хорошими герметизирующими характеристиками и уменьшением точки утечки.
Обеспечить следующие типы машин гидравлического пресса глубокой вытяжки
свяжитесь с нашей службой поддержки
Комплект дополнительных принадлежностей
Мобильный верстак
Усиленный стол, закаленная поверхность, полированный, чтобы сделать гидравлический пресс более прочным.
Автоматическая система подачи
Применение автоматической системы подачи позволяет избежать ошибок, вызванных ручным управлением, и одновременно повысить эффективность производства.
Освещение пресс-формы с ЧПУ сервопривода
Использование сервоосвещения пресс-формы с ЧПУ может эффективно снизить количество ошибок машины во время производственных операций и улучшить качество готовой продукции.
Защитное устройство световой завесы
За счет применения защитного устройства световой завесы можно гарантировать безопасность работы оператора и нормальную и безопасную работу механического оборудования.
Интеллектуальное устройство контроля температуры нагрева формы
Интеллектуальное устройство контроля температуры нагрева пресс-формы может интеллектуально контролировать температуру масла, что повышает интеллект машинного производства и способствует повышению точности готового продукта.
Промышленное оборудование для охлаждения сенсорных экранов
Сенсорные экраны промышленных дисплеев для понимания рабочего состояния оборудования в режиме реального времени для регулировки в любое время, обеспечивая бесперебойность и высокую эффективность машинного производства.
Гидравлический пресс глубокой вытяжки: Высококачественное обслуживание
У нас есть профессиональные технические специалисты, которые обеспечат установку и наладку вашего гидравлического пресса, и у нас есть строгие процедуры установки и наладки. Заблаговременно стимулируем производственную отладку оборудования на заводе.
Чтобы обеспечить клиентам более приятное сотрудничество, мы создали идеальную систему послепродажного обслуживания, наше обслуживание осуществляется на протяжении всего жизненного цикла продукции, поэтому вам не нужно беспокоиться о проблемах после продажи.
Xinke после почти 15 лет разработки у нас уже есть профессиональная команда, от технического производственного персонала до управленческого персонала, команда сотрудничает друг с другом и является серьезной и ответственной.
свяжитесь с нашей службой поддержки
Удовлетворение различных технологических потребностей
Подходит для процессов волочения, гибки, формовки, штамповки и отбортовки, особенно для следующих областей
Прочее
Тракторная, мотоциклетная, авиационная и аэрокосмическая промышленность
Кухонная утварь
Кухонные раковины, кастрюли, изделия из нержавеющей стали и другие емкости
Бытовая электроника
Детали стиральных машин, электрических плит, деталей телевизоров, деталей холодильников
Производство автомобильных запчастей
Кузова транспортных средств, тормозные диски, масло бак, шасси, задний мост и бампер и т. д.
Часто задаваемые вопросы
Какие сертификаты у нас есть?
Сертификат СЕ; Сертификат SGS
Какие размеры продукции мы можем предоставить?
Следуйте продуктам, чтобы спроектировать размер, макс. размер стола теперь мы можем сделать 4000*3500мм
размер стола теперь мы можем сделать 4000*3500мм
Можно ли настроить гидравлический пресс? Как настроить?
Да! большинство прессов настроены! Клиентам нужно только предоставить информацию о своей продукции или требования к прессе, и мы разработаем подходящую машину..
Каков процесс сотрудничества?
Клиент полностью общается с нами. Мы составляем таблицу технических параметров гидравлического пресса при условии полного понимания производительности продукта. После того, как обе стороны достигли соглашения, договор подписывается и вносится залог. Продавец размещает производственный план по изготовлению гидравлического пресса в соответствии с договором. После того, как производство гидравлического пресса завершено, покупатель оплачивает остаток, а продавец доставляет товар.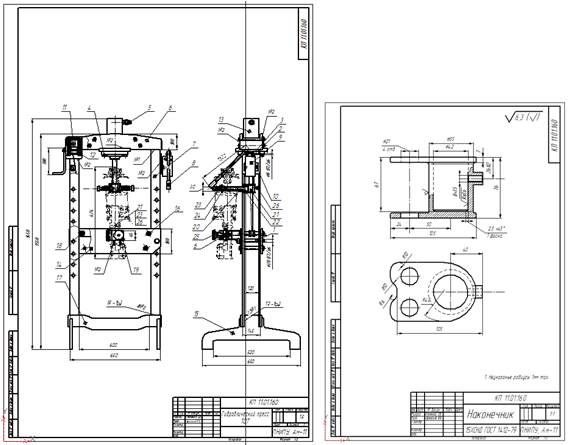 Затем продавец отправляет персонал на завод покупателя для инструктажа, установки и отладки гидравлического пресса, обучения клиента работе и использованию и подписания пуско-наладки. На этом этапе гарантия на машину составляет один год, а техническое обслуживание — на всю жизнь.
Затем продавец отправляет персонал на завод покупателя для инструктажа, установки и отладки гидравлического пресса, обучения клиента работе и использованию и подписания пуско-наладки. На этом этапе гарантия на машину составляет один год, а техническое обслуживание — на всю жизнь.
Гидравлический пресс для глубокой вытяжки
Часто задаваемые вопросы Руководство
1.Что такое гидравлический пресс глубокой вытяжки?
2. Почему при глубокой вытяжке используется гидравлическое давление?
3. Типы рам пресса для глубокой вытяжки?
4. Гидравлический контур пресса глубокой вытяжки?
5. Вспомогательные функции рабочего пресса?
6. Индивидуальный ассортимент гидравлических прессов глубокой вытяжки?
7. Преимущества использования процесса глубокой вытяжки в вашей производственной деятельности?
8. Области применения гидравлического пресса глубокой вытяжки?
9. Режим работы гидравлического пресса глубокой вытяжки?
10. Преимущество гидравлического пресса глубокой вытяжки?
Преимущество гидравлического пресса глубокой вытяжки?
1. Что такое гидравлический пресс глубокой вытяжки?
Глубокая вытяжка – это процесс формовки листового металла, при котором заготовка из листового металла радиально втягивается в формующую матрицу под действием механического воздействия пуансона. Таким образом, это процесс преобразования формы с сохранением материала. Процесс считается «глубоким» волочением, когда глубина вычерчиваемой детали превышает ее диаметр.
Этот достигается перерисовкой всех деталей через серию штампов. Листовой металл в секторе буртика штампа, который является областью фланца, испытывает радиальное напряжение волочения. С помощью пространственного держателя морщины можно предотвратить. Этот процесс очень важен и эффективен. Для лучшей производительности ему нужно избегать многих вещей. Часто это сочетание формовки вытяжкой и глубокой вытяжки. Оба вместе отлично работают. И во время процесса глубокой вытяжки в металле возникают различные типы стрессовых состояний. Так что глубокое рисование – это процесс для эффективного воздействия. Это очень важный процесс формовки металла, который может легко сделать все это. Это также сложная задача, поэтому вам нужно иметь опытный труд для этого.
Так что глубокое рисование – это процесс для эффективного воздействия. Это очень важный процесс формовки металла, который может легко сделать все это. Это также сложная задача, поэтому вам нужно иметь опытный труд для этого.
Если вы хотите пробивать движения вверх и вниз, то процесс глубокого рисования будет для вас идеальным. Он также включает в себя различные шаги, и вы должны устранить эти шаги. Этот глубокий рисунок всегда дает разные формы с близкими концами. Он также не включает никаких объединений. Сюда же относится и высокая точность. Это также помогает производить очень прочные детали. Если вы ищете лучшую машину глубокой вытяжки, то вам стоит выбрать нас. Мы являемся одной из лучших компаний, производящих большое количество машин для глубокой вытяжки различных размеров и мощности.
2. Почему при глубокой вытяжке используется гидравлическое давление?
Для операций глубокой вытяжки гидравлические прессы глубокой вытяжки обеспечивают исключительную гибкость. Они также предлагают гибкость программирования, которую можно использовать для оптимизации их для каждого конкретного использования для максимальной производительности и целостности готового продукта.
Они также предлагают гибкость программирования, которую можно использовать для оптимизации их для каждого конкретного использования для максимальной производительности и целостности готового продукта.
Во время процессов глубокой вытяжки можно использовать множество различных способов. И гидравлическое давление является одним из самых важных вещей, используемых в операциях глубокой вытяжки. Это давление является очень эффективным и действенным для этой операции. Поскольку он имеет лучший способ производства продукта. А также это делает уплотнение продукта высоким. Есть много благоприятных воздействий, которые может выдержать это гидравлическое давление. Это придает изделию исключительную гибкость, что немаловажно. И увеличить очень положительную производительность, а также сохранить элегантность этого продукта. Операция штамповки является одной из самых многообещающих технических вещей в программе обработки металлов давлением. Этот результат обработки также свидетельствует о том, что время формования может быть сокращено, и за это время вы сможете производить больше продукции.
Мы делаем ставку на качество. У нас есть большая инспекционная группа, и члены нашей команды всегда готовы поставлять продукцию самого высокого качества. Мы всегда ориентируемся на характеристики, размер, длину машины и ее производственную мощность. Мы также помогаем нашим клиентам в сборке пресса и правильном обслуживании пресса. Если хотите, мы также можем сопровождать вас на каждом этапе. Мы всегда предлагаем сильное обслуживание клиентов. Если вам нужна какая-либо информация о заказе, транспортировке, упаковке или цене, просто напишите нам или позвоните нам в рабочее время. мы предоставим вам всю информацию с деталями по почте в течение 1-2 дней.
3. Типы рам пресса для глубокой вытяжки?
Несколько стилей рамы пресса позволяют выполнять несколько вытяжек за один пресс. Стили кадра, обычно используемые в приложениях с глубокой вытяжкой, — это вертикальное действие, горизонтальное действие и встроенная многостанционная. Любая из этих конструкций может включать в себя несколько цилиндров двойного или тройного действия.
Это одна из самых важных и эффективных частей процесса глубокой вытяжки. Стили рамок очень важны в процессе. Итак, существует 3 типа оформления рамок.
• Вертикальное действие
• Горизонтальное действие
• Встроенная мультистанция
Эти 3 приложения фреймов в основном используются для этого. И любой из этих 3-х используется для двойного или тройного действия. Итак, вам необходимо знать основные типы рам, которые используются в прессах глубокой вытяжки. Улучшение этого процесса является одной из причин развития. Это высокопрочное приложение. Так что это также самый важный производственный процесс.
Перед покупкой пресса для глубокой вытяжки важно знать принцип работы пресса для глубокой вытяжки. Это помогает понять, как использовать этот пресс-машину. Да, это очень просто в эксплуатации! Для работы с прессом для глубокой вытяжки не требуется особых навыков или навыков. Воспользоваться им может любой, кто имеет минимальные знания о прессе. И как только вы разместите заказ у нас, мы вышлем руководство по глубокой вытяжке в соответствии с прессой. Вы можете проверить этот путеводитель, который поможет вам всегда ориентироваться. Вы можете установить любой тип гидравлического пресса или пресса для глубокой вытяжки в любое время.
Вы можете проверить этот путеводитель, который поможет вам всегда ориентироваться. Вы можете установить любой тип гидравлического пресса или пресса для глубокой вытяжки в любое время.
4. Гидравлический контур пресса глубокой вытяжки?
Производитель штамповок должен учитывать, какая конструкция гидравлического контура подходит для его применения. Знание оптимальной и максимальной скоростей волочения материала, подлежащего волочению, а также наличие схемы, которая может адаптироваться к этим скоростям волочения, имеет важное значение для сокращения времени цикла при сохранении качества детали.
Простейшая гидравлическая система представляет собой один фиксированный контур с поршневым насосом. Эта схема подходит для глубокой вытяжки, когда вытянутая оболочка выталкивается через дно матрицы. Это позволяет установить пуансон чуть выше высоты загрузки бланка. Как только цикл инициируется, пуансон входит в зацепление с заготовкой и начинает вытягивание, выталкивая деталь из нижней части матрицы и возвращаясь к предварительно запрограммированной контрольной точке верхнего упора.
Для увеличения скоростей подачи и отвода обычно используется несколько насосов и рекуперативная (регенеративная) гидравлическая схема. Эта конструкция регенерации может более чем удвоить скорость продвижения с минимальным увеличением мощности. Схема с двумя насосами может увеличить скорость подвода и отвода, используя тот же размер (мощность двигателя), что и схема с одним насосом, за счет использования доступной мощности двигателя, когда пресс не работает. Схема регенерации направляет масло от штоковой части цилиндра к поршневой части цилиндра. С помощью этого типа гидравлической системы можно достичь скорости быстрого продвижения от 1000 до 2000 дюймов в минуту (IPM) практически без дополнительной мощности. Система предназначена для достижения полного расхода и давления, необходимых для прессующего насоса во время фазы нагнетания, при этом обеспечивая высокую скорость быстрого продвижения и отвода, чтобы сократить общее время цикла.
Современные достижения в области гидравлических насосов позволяют точно регулировать давление и расход масла для любой конкретной части цикла прессования. Насосы с ограниченной мощностью обеспечивают подачу в цилиндр максимального потока масла для минимизации требуемого времени прокачки. Возможность управления производительностью насоса обеспечивает исключительную гибкость гидравлического контура.
Насосы с ограниченной мощностью обеспечивают подачу в цилиндр максимального потока масла для минимизации требуемого времени прокачки. Возможность управления производительностью насоса обеспечивает исключительную гибкость гидравлического контура.
Для повышения воспроизводимости и точности пропорциональные клапаны используются для управления направлением и давлением. С пропорциональными распределителями с гистерезисом менее 0,1 процента можно достичь ±0,001 дюйма. позиционная точность. Пропорциональные предохранительные клапаны компенсируют изменения температуры и расхода масла, обеспечивая воспроизводимое давление.
Этот работает путем нажатия небольшого усилия на поршень, который давит на жидкость под ним. Затем давление равномерно распределяется повсюду, так что ползун поднимается. Это давление действует только между ними. Вы должны очень хорошо знать это давление. Это работает и для разных операций. Давление – это самое главное в ней, что соединяет детали. Если вы работаете в промышленной среде, вам нужно с этим столкнуться.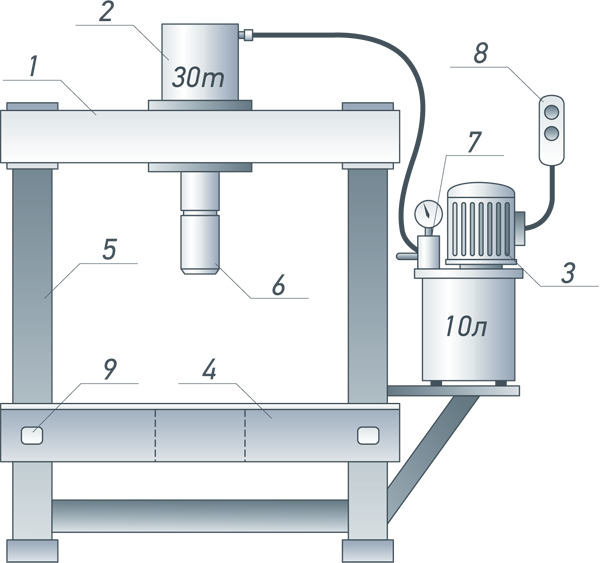 Просто помогает вдавливать металлические предметы в металлический лист. Помимо этого, с его помощью можно истончить очки или раздавить и многое другое. Его можно широко классифицировать по способу применения.
Просто помогает вдавливать металлические предметы в металлический лист. Помимо этого, с его помощью можно истончить очки или раздавить и многое другое. Его можно широко классифицировать по способу применения.
У нас есть опытные инженеры, готовые предложить вам лучший сервис. Наш инженер нарисует дизайн, если вам нужна индивидуальная пресса, а затем, исходя из ваших потребностей, мы предложим вам лучший сервис. Посетите наш веб-сайт или свяжитесь с нами, чтобы узнать более подробную информацию. Мы также предлагаем сильную службу поддержки клиентов. Наша главная цель – постоянное предоставление качественных услуг.
5. Вспомогательные функции рабочего пресса?
Волочение оболочек часто требует применения обратной силы для «зажатия» материала во время его волочения. Любой из стилей пресса может включать держатель подушки/заготовки, облегчающий изготовление детали. Обычно держатель подушки/заготовки используется для зажима материала под определенным давлением, чтобы контролировать поток материала, когда он втягивается в вытяжную матрицу. Это давление можно регулировать на протяжении всей вытяжки, чтобы учесть характеристики материала и предотвратить его сморщивание или разрыв.
Это давление можно регулировать на протяжении всей вытяжки, чтобы учесть характеристики материала и предотвратить его сморщивание или разрыв.
Еще одна особенность, доступная в прессах глубокой вытяжки, — это выбивное отверстие, которое обычно устанавливается на поршне. Это можно использовать для пробивки отверстия в конце оболочки, отчеканки дна или удержания нарисованной оболочки на инструменте, когда пуансон возвращается к предварительно запрограммированной контрольной точке верхнего упора.
Может быть добавлена дополнительная гидравлика, позволяющая выполнять боковую пробивку. Кроме того, может потребоваться поток и давление гидравлического масла внутри самой матрицы. Это может быть встроено в гидравлический пресс и интегрировано в элементы управления, чтобы обеспечить приведение в действие при необходимости в рамках цикла.
Есть много функций, но это одна из самых важных частей пресса для глубокой вытяжки. Это поможет вам предотвратить многие негативные воздействия на продукт. Это помогает избежать складок или разрывов на продукте. И еще одна функция, которая также эффективна, чтобы выбить. Таким образом, это может помочь удалить отверстие, которое образуется на конце раковины, и правильно установить точку. Он контролирует ситуацию во время обработки и контролирует, когда это необходимо.
Это помогает избежать складок или разрывов на продукте. И еще одна функция, которая также эффективна, чтобы выбить. Таким образом, это может помочь удалить отверстие, которое образуется на конце раковины, и правильно установить точку. Он контролирует ситуацию во время обработки и контролирует, когда это необходимо.
Основная цель глубокой вытяжки — увеличение производства. Вы сможете очень легко увеличить свою производственную линию. Мы можем изготовить различные формы и размеры пресса для глубокой вытяжки. Вам просто нужно проверить и выбрать лучший тип гидравлического пресса в соответствии с вашими требованиями. Мы можем поставить большое количество гидравлических прессов любой формы и размера. Выберите любую форму и размер продукта в соответствии с вашими потребностями. Наш процесс заказа очень прост. Мы являемся одним из производителей прессов для глубокой вытяжки и гидравлических прессов, и мы предлагаем прессы самого высокого качества в соответствии с вашими потребностями.
6. Индивидуальный ассортимент гидравлических прессов глубокой вытяжки?
Размер станины, тоннаж, ход, скорость и т. д. можно настроить в соответствии с вашими конкретными задачами по вытяжке.
Когда дело доходит до индивидуального диапазона прессов для глубокой вытяжки, есть несколько важных моментов, которые вам необходимо знать и помнить. Не все диапазоны глубокой вытяжки одинаковы. Так что вам нужно знать причину настройки продукта. Вам нужно специально поддерживать размер и тоннаж. А также нужно позаботиться о скорости, которая может быть более индивидуальной, чем ваше конкретное приложение для глубокого рисования.
Еще одним важным преимуществом является то, что пресс для глубокой вытяжки очень гибкий. Вы можете легко управлять прессой в соответствии с вашими потребностями. Вес пресса глубокой вытяжки разный. Вы можете выбрать легкий гидравлический пресс, гидравлический пресс среднего веса или тяжелый гидравлический пресс. Если вы ищете гибкий пресс для глубокой вытяжки, свяжитесь с нами! Мы готовы предложить Вам пресс глубокой вытяжки самого высокого качества, который прослужит долго! У нас есть различные типы сделок на пресс для глубокой вытяжки. Вы можете проверить и выбрать любой тип пресса, который вам нужен.
Вы можете проверить и выбрать любой тип пресса, который вам нужен.
7. Преимущества использования процесса глубокой вытяжки в вашей производственной деятельности?
Существует множество преимуществ использования процесса глубокой вытяжки для производства определенных металлических деталей по сравнению с традиционным формованием или литьем. Прессы с глубокой вытяжкой обеспечивают оптимальный контроль распределения усилия и потока материала, в результате чего получаются структурно превосходные готовые детали, при этом исключается образование складок или разрывов материала.
Чертеж на волочильном прессе сокращает количество отходов и сводит к минимуму производственные затраты, так как процесс приводит к изготовлению сетчатой формы с использованием минимального количества материала. Затраты на сборку также можно снизить за счет преобразования нескольких компонентов в одну деталь глубокой вытяжки.
Есть так много преимуществ этого процесса глубокой вытяжки, если вы используете его для любых производственных операций. А все достоинства самые лучшие и игнорировать их нельзя. Таким образом, эти преимущества:
А все достоинства самые лучшие и игнорировать их нельзя. Таким образом, эти преимущества:
• это скорость, никакие другие процессы не могут конкурировать со скоростью этого процесса при перемещении штамповочного пресса вверх и вниз.
• вяжется по полученной форме с закрытыми концами.
• обладает высокой точностью.
• и очень легко изготавливает очень прочные детали.
Есть гораздо больше преимуществ этого процесса, которые можно использовать для любой тяжелой работы и сделать ее простой. Этот процесс предназначен для наилучшего обеспечения чистоты поверхности. Пресс глубокой вытяжки является одним из лучших машин, которые помогают различным секторам увеличить производственный процесс. Как только вы выберете пресс для глубокой вытяжки и установите его в своем производственном помещении, вы получите множество преимуществ. Основное преимущество заключается в том, что это помогает увеличить объемы производства. Основное предназначение глубокого пресса – это помощь в увеличении производства. Вы сможете очень легко увеличить свою производственную линию. Мы можем изготовить различные формы и размеры пресса для глубокой вытяжки. Вам просто нужно проверить и выбрать лучший тип пресса для глубокой вытяжки в соответствии с вашими требованиями. Мы можем поставить большое количество прессов для глубокой вытяжки любой формы и размера
Вы сможете очень легко увеличить свою производственную линию. Мы можем изготовить различные формы и размеры пресса для глубокой вытяжки. Вам просто нужно проверить и выбрать лучший тип пресса для глубокой вытяжки в соответствии с вашими требованиями. Мы можем поставить большое количество прессов для глубокой вытяжки любой формы и размера
8. Области применения гидравлического пресса глубокой вытяжки?
Гидравлические прессы глубокой вытяжки оптимизированы для производства различных деталей глубокой вытяжки и обеспечивают возможность быстрого и экономичного производства высокоточных деталей глубокой вытяжки для различных отраслей промышленности, включая автомобилестроение, бытовую технику, посуду, медицинские, потребительские и промышленные товары. , и более.
Самой важной частью является процесс и приложение. Глубокая вытяжка в основном используется для изготовления листового металла и различных пластиков. Продукция одинаково приемлема как для промышленного мелкосерийного, так и для массового производства. Помимо этого, многие другие повседневные объекты связаны с процессом глубокого рисования. Этот процесс обычно связан с более низкой стоимостью сырья, чем традиционные методы.
Помимо этого, многие другие повседневные объекты связаны с процессом глубокого рисования. Этот процесс обычно связан с более низкой стоимостью сырья, чем традиционные методы.
Если вы из этих отраслей и ищете лучший тип машины, который поможет в вашем производстве, например, в процессе изготовления образцов, тогда выберите нас. Мы являемся одной из лучших компаний-производителей, предлагающих услуги высшего качества. Использование прессов для глубокой вытяжки быстро растет, и с помощью этой машины можно выполнять подготовку образцов. После того, как вы будете использовать эту машину для подготовки образца, вы получите продукт высшего качества, который постоянно сохраняет качество. Этот тип машины лучше всего подходит для пробоподготовки больших объемов. Это также увеличивает скорость выборки.
9. Режим работы гидравлического пресса глубокой вытяжки?
При выборе различных действий, имеющих предустановленное формирование хода или предустановку
Рабочее настроение гидравлического пресса глубокой вытяжки очень важно во всем процессе.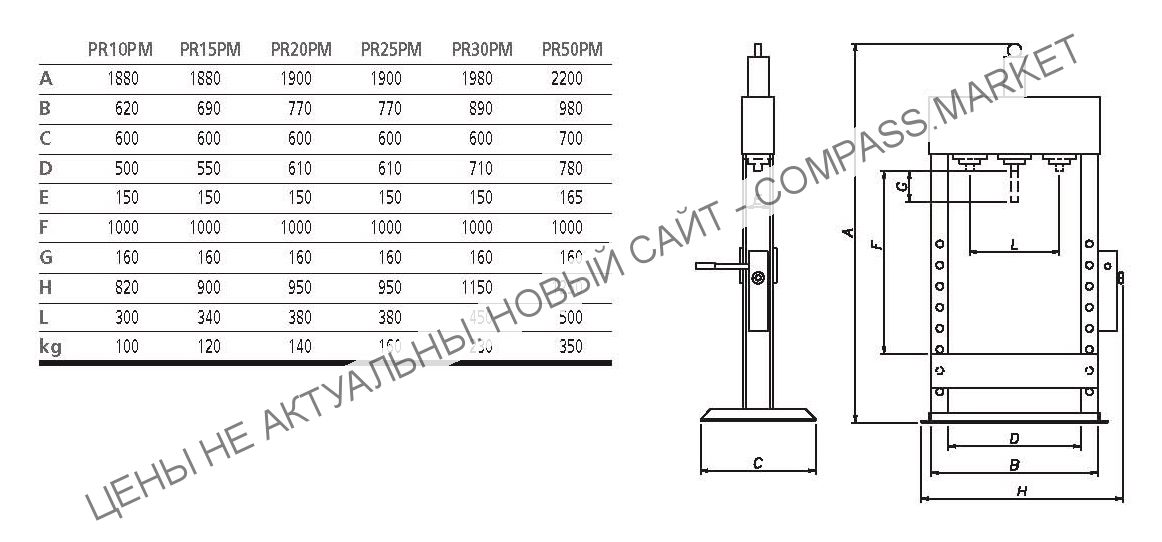 Это энергосберегающее настроение. В этом процессе есть много разных действий или действий, и настроение операции зависит от разных типов действий. Этот процесс зависит от различных типов регионов и производственных процессов. Если вы хотите узнать более подробную информацию о прессе для глубокой вытяжки или о том, какая спецификация лучше всего подходит для вашего завода или производственного подразделения, мы всегда будем вам помогать. Вам не о чем беспокоиться. Мы будем следовать вашим требованиям и, исходя из ваших потребностей, вышлем вам полную информацию и ценовое предложение по почте. Как только мы получим вашу почту, мы отправим ответ в течение времени.
Это энергосберегающее настроение. В этом процессе есть много разных действий или действий, и настроение операции зависит от разных типов действий. Этот процесс зависит от различных типов регионов и производственных процессов. Если вы хотите узнать более подробную информацию о прессе для глубокой вытяжки или о том, какая спецификация лучше всего подходит для вашего завода или производственного подразделения, мы всегда будем вам помогать. Вам не о чем беспокоиться. Мы будем следовать вашим требованиям и, исходя из ваших потребностей, вышлем вам полную информацию и ценовое предложение по почте. Как только мы получим вашу почту, мы отправим ответ в течение времени.
Выберите любой тип машины для глубокой вытяжки в соответствии с вашими потребностями. На рынке доступны различные типы машин для глубокой вытяжки. Исходя из вашего конечного продукта, вам нужно выбрать лучший тип пресса для вашего завода. Независимо от того, есть ли у вас производственная установка из пластика, алюминия или стали, в зависимости от типа вашего конечного продукта, вы можете выбрать любой тип пресса, который вам нужен. Свяжитесь с нами, чтобы узнать больше деталей. Гидравлический пресс — это тип машины, который включает в себя гидравлический цилиндр для создания сжимающей силы. В основном, для создания пробоподготовки! Вы должны понимать принцип работы гидравлического пресса. Гидравлический пресс всегда работает по закону паскалей, и здесь необходимо приложить давление к ограниченной жидкости, а изменение давления также происходит во всей жидкости
Свяжитесь с нами, чтобы узнать больше деталей. Гидравлический пресс — это тип машины, который включает в себя гидравлический цилиндр для создания сжимающей силы. В основном, для создания пробоподготовки! Вы должны понимать принцип работы гидравлического пресса. Гидравлический пресс всегда работает по закону паскалей, и здесь необходимо приложить давление к ограниченной жидкости, а изменение давления также происходит во всей жидкости
10. Преимущество гидравлического пресса глубокой вытяжки?
В гидравлическом управлении используется интегрированная система картриджного клапана, надежная работа, длительный срок службы, небольшое гидравлическое воздействие, уменьшение края над дорогой и утечки. Независимость от электрической системы управления, надежная работа, интуитивно понятное и простое обслуживание. Быстрая приближающаяся скорость подвижного рабочего стола повышает эффективность производства. Примите кнопки централизованного управления, с регулировкой, ручным одиночным циклом, двумя видами режима работы. Благодаря выбору панели управления, которая может реализовать фиксированное расстояние и постоянное давление в двух процессах формования, а также подтвердила прокатку и другие функции.
Благодаря выбору панели управления, которая может реализовать фиксированное расстояние и постоянное давление в двух процессах формования, а также подтвердила прокатку и другие функции.
Этот процесс представляет собой одношаговую функцию с многократной эффективностью работы. Так что этот лучший в этом плане. Гидравлический пресс глубокой вытяжки имеет множество различных преимуществ. Это
• известен множеством преимуществ, так как может использоваться в продуктах, требующих элементов, и работает с минимальными трудозатратами.
• помогает сделать изделие прочнее любого другого.
• хотя первоначальная установка стоит очень дорого, но этот процесс может быть автоматизирован, и поэтому он может производить огромное количество этой продукции.
• Потери материала, образующиеся в процессе, могут быть повторно использованы позже и в других приложениях.
Так что положительных воздействий столько, что их нельзя игнорировать. Если вы ищете машину для глубокой вытяжки самого высокого качества, то вам следует выбрать нас.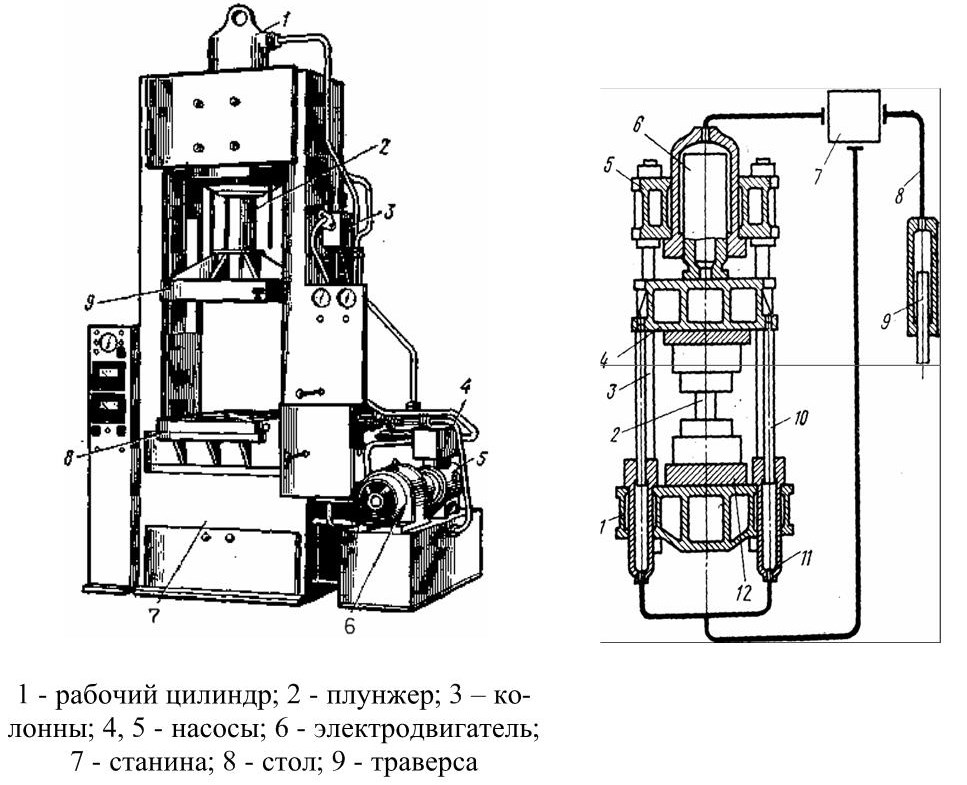 Мы являемся одной из лучших компаний-производителей, которые готовы предложить вам самое качественное обслуживание. Поскольку у нас есть многолетний опыт работы в этой области, мы знаем, какой тип машины для глубокой вытяжки идеально подойдет для вашего производственного подразделения или завода. мы можем направлять вас и дать вам лучший совет все время. Выбирайте лучшее предложение у нас. У нас есть опытные технические специалисты, инженеры, которые помогут вам и подскажут, какая машина для глубокой вытяжки будет идеальной для вас.
Мы являемся одной из лучших компаний-производителей, которые готовы предложить вам самое качественное обслуживание. Поскольку у нас есть многолетний опыт работы в этой области, мы знаем, какой тип машины для глубокой вытяжки идеально подойдет для вашего производственного подразделения или завода. мы можем направлять вас и дать вам лучший совет все время. Выбирайте лучшее предложение у нас. У нас есть опытные технические специалисты, инженеры, которые помогут вам и подскажут, какая машина для глубокой вытяжки будет идеальной для вас.
Китайский производитель гибочных станков, прессов, поставщиков гидравлических прессов
Горячие продукты
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
GIF
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Новое поступление
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Пресс-машина
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util.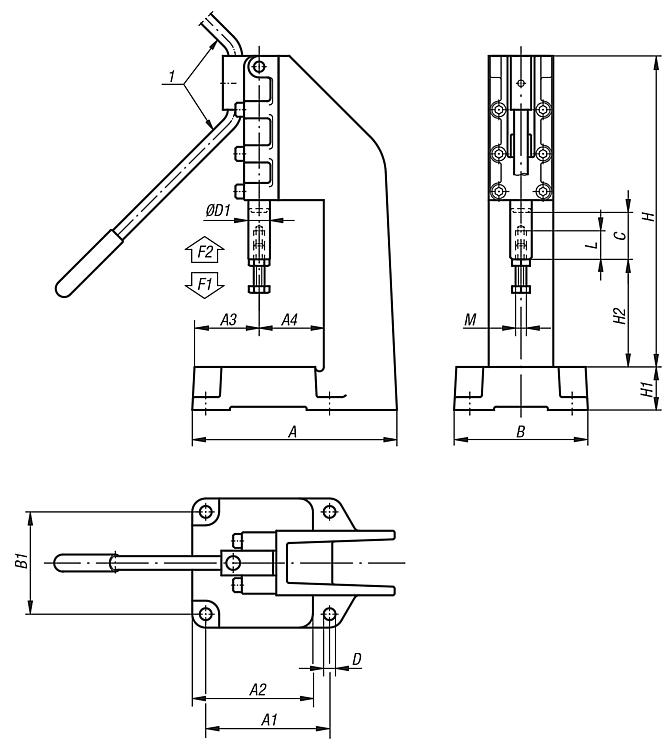 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Загибочный станок , Пресс-машина , Гидравлический пресс , Стригальная машина , Револьверная пробивка с ЧПУ.  .. .. | |
| Количество работников: | 5500 | |
| Год основания: | 1998-09-03 |
Информация отмечена
проверяется
СГС
Основанная в 1996 году, в настоящее время штаб-квартира находится в зоне экономического развития Ханьцзян, город Янчжоу, с 6000 сотрудников, площадью 106,6 га, зарегистрированным 0,1 миллиарда юаней, в настоящее время общие активы составляют 2,2 миллиарда юаней. За последние 46 лет компания Yangli создала множество достижений в китайской индустрии обработки металлов давлением и заработала отличную репутацию в Китае, такую как «Национальное ключевое высокотехнологичное предприятие», «Лидер станков для обработки металлов давлением в Китае», «500 лучших Предприятие китайского механизма» и «Национальный фестиваль труда…
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мистер Алекс
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
ГИДРАВЛИЧЕСКИЙ ПРЕСС ГЛУБОКОЙ ВЫТЯЖКИ 1000~25000 кН
ОБЗОР МОДЕЛИ ГИДРАВЛИЧЕСКИЕ ПРЕССЫ 1000 ДО 25000 кН
| МОДЕЛЬ | Усилие скольжения (кН) | Размер опоры (мм) | Двигатель (л. с.) | Дневной свет (мм) | Ход (мм) |
| МАХ-100 | 1000 | 1000 x 800 | 20 | 1000 | 700 |
| МАХ-200 | 2000 | 1000 х 800 | 40 | 1000 | 700 |
| МАХ-300 | 3000 | 1500 x 1200 | 60 | 1200 | 900 |
| МАХ-400 | 4000 | 1500 x 1200 | 75 | 1200 | 900 |
| МАХ-500 | 5000 | 2500 х 1500 | 100 | 1800 | 1400 |
| МАХ-600 | 6000 | 2500 x 1500 | 125 | 1800 | 1400 |
| МАХ-800 | 8000 | 3500 x 2000 | 150 | 2000 | 1500 |
| МАХ-1000 | 10 000 | 3500 x 2000 | 200 | 2000 | 1500 |
| МАХ-1500 | 15 000 | 4000 x 2500 | 300 | 2000 | 1500 |
| МАХ-2000 | 10 000 | 4500 x 2500 | 400 | 2000 | 1500 |
| МАХ-2500 | 25 000 | 5000 x 2500 | 500 | 2000 | 1500 |
По запросу доступны гидравлические прессы с альтернативными размерами станины и пресса.
