Пресс гидравлический кузнечный своими руками: Самодельный гидравлический ковочный пресс R2D2. — YouTube
Содержание
Кузнечные прессы Б/У в России
- Главная
- Продажа
- Кузнечное оборудование
- Кузнечный пресс Б/У
Вы можете очень быстро сравнить цены кузнечного пресса Б/У и подобрать оптимальные варианты из более чем 18676 предложений
кузнечный пресс или молот МБ 4136
Состояние: Б/У
продам в рабочем состоянии кузнечный пресс (молот) МБ 4136 — цена 250 т.р. торг уместен, фото по запросу.детали по телефону
17.09.2013
Красный Сулин (Россия)
250 000
кузнечный пресс К213ОА
Состояние: Новый Производитель: Россия
В наличии
Большой парк металлообрабатывающих станков, состояние очень хорошее. Все вопросы по телефону. Фото отправлю. Станки в наличии: токарный станок 16К20 токарный станок АР77 токарный станок 1Р365. ..
..
23.03.2018
Богданович (Россия)
Электрогидравлический кузнечный пресс «Мастер Пресс»
Состояние: Новый Производитель: ООО «МАН»/Мастер (Россия)
Электрогидравлический кузнечный пресспредназначен для изготовления кованых пик, окончаний, различных балясин, а также нанесения фактуры и обжима, развивает усилие 31 тонна.Выполняет операции…
13.01.2022
Заречный (Россия)
374 000
Кузнечный пресс
Состояние: Б/У Год выпуска: 2013 Производитель: Ооо»Ман-Техно « (Россия)
Состояние нового , наработка около 48 часов
17.06.2021
Родионово-Несветайская (Россия)
249 000
Фрикционные изделия для прессов, гильотинных и пресс-ножниц, ковочных машин и другого оборудования в т. ч. несерийные размеры
ч. несерийные размеры
Состояние: Новый
В наличии
Предприятие реализует, фрикционные изделия, в т.ч. большие размеры: колодка тормозная, накладка тормозная, фрикционный вкладыш, фрикционный сектор: вкладыши фрикционные применяемые в прессах DS…
05.12.2022
Чебоксары (Россия)
Фрикционные изделия для прессов, гильотинных и пресс-ножниц, ковочных машин и другого оборудования в т.ч. несерийные размеры
Состояние: Новый
В наличии
Предприятие реализует, фрикционные изделия, в т.ч. большие размеры: колодка тормозная, накладка тормозная, фрикционный вкладыш, фрикционный сектор: вкладыши фрикционные применяемые в прессах DS…
05.12.2022
Чебоксары (Россия)
токарный станок 16В2
Состояние: Б/У Производитель: Россия
токарный станок 16В20 1 токарный станок 16К20 1 токарный станок АР77 1 токарный станок 1Р365 1. ..
..
13.04.2017
Екатеринбург (Россия)
карусельно-сверлильный станок 2А55
Состояние: Б/У
Продам много оборудования в отличном состоянии. Срочно. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок 1М63 токарный…
13.04.2017
Екатеринбург (Россия)
токарный станок 16К20
Состояние: Новый Производитель: Россия
В наличии
Много различных станков в наличии. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок…
23.03.2018
Богданович (Россия)
фрезеровочный станок 6М135
Состояние: Новый
В наличии
Большое количество станков в наличии. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок…
Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок…
23.03.2018
Богданович (Россия)
шлифовальный станок 3Н153
Состояние: Новый
В наличии
Большое количество станков в отличном состоянии. Цена низкая. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный…
23.03.2018
Богданович (Россия)
станок горизонтально-долбильный 7Д37
Состояние: Новый
В наличии
Все вопросы по телефону. Так же оборудование в наличии: токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок 1М63 токарный станок. ..
..
23.03.2018
Богданович (Россия)
электроножницы ВГ5223 634
Состояние: Новый Производитель: Россия
В наличии
Большое количество станков в наличии. Состояние отличное. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок…
23.03.2018
Богданович (Россия)
штамподержатель для LZK 4000
Состояние: Б/У Год выпуска: 1989
куплю штамподержатель для LZK 4000 для кузнечного пресса SMERAL
04.05.2022
Самара (Россия)
Ремонт прессов, кузнечно-прессового оборудования
В наличии
Станкоремонтный завод выполняет ремонт прессов:
гидравлических, пневматических, кривошипных, координатно-пробивных отечественного и зарубежного производства, а также гильотин и другого кузнечно. ..
..
24.12.2022
Москва (Россия)
оборудование для литья, металлообрабатывающее, кузнечно-прессовое, пресса для макулатуры
Состояние: Б/У
Наше предприятие предлагает к продаже металлообрабатывающее и кузнечно-прессовое оборудование, оборудование для литья, пресса для макулатуры (картон,бумага,ПЭТ), сушильные камеры: 1. токарная…
25.07.2013
Маркс (Россия)
Ремонт кривошипных прессов и кузнечно-прессового оборудования
Состояние: Новый Производитель: СтанкоПрессМаш (Россия)
В наличии
Наша компания оказывает услугу: Ремонт кривошипных прессов и кузнечно-прессового оборудования.Сегодня ремонт кузнечно-прессового оборудования пользуется таким же высоким спросом, как и ранее, ведь. ..
..
04.09.2019
Москва (Россия)
Пресса кривошипные, механические, гидравличесике, спецальные. Автоматы
В наличии
Кузнечно-прессовое оборудование
Автоматы холодновысадочные, автоматырезьбонакатные, специальные автоматы.Пресса и КПО.
Из наличия и под заказ
Оборудование для производства…
24.12.2022
Клин (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по кузнечному прессу Б/У почти как на Авито и TIU
Видео кузнечного пресса Б/У
ДА1440 Пресс гидравлический четырехколонный усилием 1000т
По Техническому Заданию заказчика прессы 4-х,колонные модели ДА, могут быть изготовлены в различной комплектации, при этом могут измениться габаритные размеры и масса пресса. Подробное ТКП можно получить после предоставления Технического Задания . Технические изменения, существенно не влияющие на характеристики оборудования, завод-изготовитель оставляет за собой.
Технические изменения, существенно не влияющие на характеристики оборудования, завод-изготовитель оставляет за собой.
Общий вид с обозначением составных частей пресса ДА1440
- Верхняя балка
- Главный цилиндр
- Ползун
- Нижняя поперечина
- Выталкиватель
- Гидроагрегат
- Механизм концевых выключателей ползуна
- Механизм концевых выключателей выталкивателя
- Бак наполнения
- Трубопровод главного цилиндра
- Трубопровод главного цилиндра
- Маслоотводящая трубка
Устройство гидравлического пресса ДА1440
Пресс ДА1440 состоит из основного электродвигателя, механизма гидравлического привода, электрической системы управления металлоконструкций. Пресс образует идеальное целое из гидроагрегата, трубопроводов и электрики. Конструкция и функции каждой части описаны следующим образом:
Станина гидравлического пресса ДА1440
Станина состоит из верхней балки (1), ползуна (3), нижней поперечины (4), колонн (13), регулировочных гаек, контргаек. Колонны образуют замкнутую конструкцию между нижней поперечиной и верхней балкой. Колонны крепятся при помощи регулирующей гайки и контрагайки, образуя целую конструкцию, способную выдерживать усилие гидравлического пресса при его работе. Ползун и поршень основного цилиндра крепятся фланцем. Ползун оснащен направляющей втулкой, которая эффективно обеспечивает точность перемещения ползуна вверх и вниз. Для облегчения установки инструмента на ползун и на рабочий стол, имеются Т-образные пазы.
Колонны образуют замкнутую конструкцию между нижней поперечиной и верхней балкой. Колонны крепятся при помощи регулирующей гайки и контрагайки, образуя целую конструкцию, способную выдерживать усилие гидравлического пресса при его работе. Ползун и поршень основного цилиндра крепятся фланцем. Ползун оснащен направляющей втулкой, которая эффективно обеспечивает точность перемещения ползуна вверх и вниз. Для облегчения установки инструмента на ползун и на рабочий стол, имеются Т-образные пазы.
Главный цилиндр пресса ДА1440
Главный цилиндр пресса (2) фиксируется на верхней балке (1) при помощи корпуса цилиндра и гайки. Цилиндр соединен с ползуном через фланец. В нижней части цилиндра установлен фланец подвода масла в штоковую полость. Сверху имеется место для установки клапана наполнения и фланца подвода масла в поршневую полость. Корпус и шток поршня изготовлены из высококачественного материала. Шток поршня термически обработан и хромирован, а твердость направляющей части превышает HRC45. Основные уплотнения цилиндра выбираются в соответствии с государственным стандартом, а на направляющей штока поршня установлено неметаллическое износостойкое направляющее кольцо, которое эффективно предотвращает возникновение царапин на корпусе, вызванных соприкосновением металлических деталей друг с другом.
Основные уплотнения цилиндра выбираются в соответствии с государственным стандартом, а на направляющей штока поршня установлено неметаллическое износостойкое направляющее кольцо, которое эффективно предотвращает возникновение царапин на корпусе, вызванных соприкосновением металлических деталей друг с другом.
Цилиндр выталкиватель гидравлического пресса ДА1440
Цилиндр выталкиватель (5) фиксируется внутри нижней поперечины, опираясь на корпус цилиндра и фиксируется гайкой, а регулируемое устройство ограничения перемещения устанавливается снаружи, что бы удобно регулировать ход выталкивателя.
Направляющая втулка колонны пресса ДА1440
Ползун пресса ДА1440
Электропитание
Механизм электропитания состоит в основном из гидроагрегата, электрического блока масляного насоса и блока двухходовых вставных клапанов. Это механизм, который производит и распределяет рабочее масло, чтобы основной электродвигатель выполнял все виды технологических действий. Система состоит из устройства преобразования энергии (масляный насос, гидравлический цилиндр), устройства регулировки энергии (клапан) и устройства передачи энергии (гидроагрегат, трубопровод). Ползун приводится в движение вверх и вниз при помощи управления электрической системой, выполняются все виды технологических действий.
Система состоит из устройства преобразования энергии (масляный насос, гидравлический цилиндр), устройства регулировки энергии (клапан) и устройства передачи энергии (гидроагрегат, трубопровод). Ползун приводится в движение вверх и вниз при помощи управления электрической системой, выполняются все виды технологических действий.
Гидроагрегат
Гидроагрегат представляет собой жесткую сварную конструкцию и размещается с правой стороны пресса. Верхняя часть оснащена гидроблоками и электродвигателем насосной установки, а масляный насос является встроенным, что позволяет эффективно снизить уровень шума, вызванного работой пресса. Боковая часть гидроагрегата оснащена глазком уровня жидкости, и лючком очистки, облегчающее очистку внутренней части гидроагрегата от примесей. Верхняя крышка гидроагрегата оснащена воздушным фильтром. При изменении уровня жидкости в баке всасывается воздух и выпускается через фильтр, чтобы предотвратить попадание пыли в бак.
Электродвигатель насосной установки
На данном прессе установлен поршневой насос типа 63YCY14-1B и электродвигатель АИР 180 S4 У3 мощностью 22 кВт, которые соединяются муфтой.
Блок двухходовых вставных клапанов
Блок двухходовых вставных клапанов, установленный в этом прессе, представляет собой новый недавно разработанный тип гидравлического компонента. Он обладает характеристиками низкого сопротивления потока, большей пропускной способностью масла, высокой скоростью действия, хорошим уплотнением, небольшим уровнем утечек, не заклинивает, сильной противозагрязнительной способностью, небольшими размерами, длительным сроком службы, простотой технического обслуживания.
Клапан наполнения
Принцип работы клапана наполнения аналогичен принципу одностороннего клапана управления жидкостью, который используется для быстрого заполнения маслом главного цилиндра.
Трубопровод
Соединительная линия каждого гидравлического компонента состоит из бесшовных стальных труб высокого давления.
Гидравлическая система пресса ДА1440
Гидравлическая система пресс ДА1440 состоит из устройства преобразования энергии (масляный насос и цилиндр), регулятора давления (различные клапаны) и устройства подачи энергии (трубопровод). Управление движением ползуна и движением поршня выталкивателя осуществляется под управлением электрической системы, чтобы выполнить различные необходимые для процесса движения.
Управление движением ползуна и движением поршня выталкивателя осуществляется под управлением электрической системы, чтобы выполнить различные необходимые для процесса движения.
Пресс ДА1440 имеет два режима работы: наладка и полуавтоматический режим, которые могут быть выбраны в соответствии с требованиями процесса конкретных действий.
В качестве примера цикла полуавтоматического прессования, приведено следующее описание:
Запуск масляного насоса
Подключите источник питания, нажмите соответствующую кнопку, чтобы запустить электродвигатель. Электродвигатель запускает работу осевого плунжерного насоса и подачу масла через клапан 3 обратно в бак. На все электромагнитные клапаны нет подачи электричества, в это время система находится в рабочем состоянии холостого хода.
Выберите режим полуавтоматический, а затем нажмите кнопку переключателя
«Вниз», как показано ниже.
- Ползун быстро движется вниз: подача электропитания осуществляется на электромагниты YV1, YV4, YV5, на остальное электромагнитное оборудование электричество не подается.
 Осуществляется подача масла от масляного насоса через гидрозамок 6 в главный цилиндр поршневой полости. Гидравлическое масло из штоковой полости через гидрозамок 9 поступает обратно в бак. Ползун быстро движется вниз, при этом клапан наполнения из-за самовсасывания открыт, большое количество гидравлического масла попадает в поршневую полость.
Осуществляется подача масла от масляного насоса через гидрозамок 6 в главный цилиндр поршневой полости. Гидравлическое масло из штоковой полости через гидрозамок 9 поступает обратно в бак. Ползун быстро движется вниз, при этом клапан наполнения из-за самовсасывания открыт, большое количество гидравлического масла попадает в поршневую полость. - Ползун быстро движется вверх: после завершения процесса, подача электропитания осуществляется на электромагниты YV1, YV6, Принудительно открывается клапан YV2 для сброса высокого давления из поршневой полости главного цилиндра. Затем подайте электропитание на электромагниты YV2, YV1, YV6, YV9. Гидравлическое масло из масляного насоса подается через клапан 8 в штоковую полость главного цилиндра. В это время клапан наполнения открывается при помощи клапана подачи гидравлического масла YV9. Из поршневой полости гидравлическое масло попадает через клапан наполнения обратно в бак наполнения. Ползун поднимается вверх до SQ1.
- Повторите приведенные выше шаги, пресс должен выполнить циклы назад и вперед.

Цилиндр выталкивателя
Если необходимо выполнить процесс подъема выталкивателя, можно нажать соответствующую кнопку. Подача электропитания осуществляется на электромагниты YV1, YV7, максимально шток выталкивателя. Подача электропитания осуществляется на электромагниты YV1, YV8 для опускания выталкивателя.
Меры предосторожности при запуске и ремонте гидравлической системы пресса ДА1440
- При запуске масляного насоса убедитесь, что запорный клапан масляного насоса открыт, что управление электродвигателем соответствует управлению масляным насосом, и что масляный насос не был поврежден.
- При снятии клапанов или других гидравлических компонентов, сначала остановите работу масляного насоса, закройте запорный клапан всасывающего порта масляного насоса, чтобы предотвратить соединение жидкости бака с гидравлическими компонентами, удаленными во время технического обслуживания, и гидравлическое масло вытечет. Во- вторых, отпустите нижнюю полость запорного клапана так, чтобы ползун свободно падал вниз и оставался в нижнем положении.
 Затем давление гидравлического масла в поршневой и штоковой полости будет равно нулю, что предотвращает повреждение гидравлических элементов. Затем происходит выброс масла с определенным давлением.
Затем давление гидравлического масла в поршневой и штоковой полости будет равно нулю, что предотвращает повреждение гидравлических элементов. Затем происходит выброс масла с определенным давлением. - Регулировка давления гидравлической системы: запустите масляный насос, а затем отрегулировать электромагнитный клапан YV1 вручную, наблюдайте за манометром. Можно регулировать давление основной гидравлической системы (25 мПа).
Установка гидравлического пресса ДА1440
Распаковка и транспортирование
После прибытия пресса ДА1440 на производство, пользователь должен сначала извлечь техническую документацию, проверить содержимое ящика в соответствии с упаковочным листом. После этого следует тщательно очистить каждую деталь пресса от консерванта. Затем необходимо выполнить подъем пресса и его установку. При подъеме следует обратить внимание на центр тяжести компонентов, выбрать отверстие для подъема пресса, а также трос и другие подъемные инструменты.
Установка
Пресс ДА1440 монтируется на железобетонный фундамент (см. схема фундамента), марка бетона, компоновка усиления, меры по гидроизоляции, освещение и т. д. определяются пользователем в соответствии с местным качеством почвы и другими конкретными обстоятельствами, чтобы обеспечить достаточную устойчивость фундамента для пресса.
схема фундамента), марка бетона, компоновка усиления, меры по гидроизоляции, освещение и т. д. определяются пользователем в соответствии с местным качеством почвы и другими конкретными обстоятельствами, чтобы обеспечить достаточную устойчивость фундамента для пресса.
Порядок установки пресса ДА1440 выглядит следующим образом
- Поместите пресс ДА1440 на фундамент, выполните регулировку положения, выровняйте верхнюю плоскость стола при помощи уровня, горизонтальный уровень пресса в каждой плоскости направления не должен превышать 0,20/1000 мм, а затем закрепите фундаментные болты.
- На столе нижней поперечины разместите тумбу (тумба не входит в комплект поставки). Её длина и ширина должна составлять не менее 800 мм (можно разделить на два блока). Не параллельность верхней и нижней плоскости должна быть менее 0,02/1000 мм, и выдерживать нагрузку 3150 кН. Для установки, проведения испытания и контроля давления высота должна быть не менее высоты закрытия пресса 450 мм.
 Поместите ползун на тумбу расположенную на нижней поперечине, поместите четыре колонны в ползун и отверстие нижней поперечины, отрегулируйте положение верхней балки относительно нижней поперечины гайками, в соответствии с параметрами оборудования.
Поместите ползун на тумбу расположенную на нижней поперечине, поместите четыре колонны в ползун и отверстие нижней поперечины, отрегулируйте положение верхней балки относительно нижней поперечины гайками, в соответствии с параметрами оборудования. - Установите верхнюю балку с главным цилиндром, и затяните с помощью гаек.
- Установите гидроагрегат в соответствующем положении с правой стороны станины, закрепите его винтами.
- Установите электрический шкаф в соответствующем положении на фундаменте и закрепите его.
- Подключите все линии и магистрали в соответствии с гидравлической и электрической схемами.
- Проверьте соединение каждого крепежа и повторно затяните их при необходимости.
- Отрегулируйте параллельность и вертикальность ползуна в соответствии с точностью, указанной в сертификате.
- Заполните бак указанным гидравлическим маслом до соответствующего уровня. Данный прессДА1440 рекомендуется использовать противоизносное гидравлическое масло 46s.
 Общий объем бака гидроагрегата бака наполнения составляет около 1000 литров.
Общий объем бака гидроагрегата бака наполнения составляет около 1000 литров.
Подготовка к первоначальному пуску пресса ДА1440
Проведение испытания привода от оригинального производителя выглядит следующим образом:
- Перед проведением испытания проверьте, правильно ли выполнена установка, надежны ли линии, тщательно проверьте правильность работы электропроводки, защитные меры, такие как: заземление, перегрузка по току в соответствии с правилами.
- В случае, если провод электродвигателя не подключен, сначала нажмите кнопку управления запуском питания и запуска электродвигателя, а затем в соответствии с системой регулировки и однократного двойного ручного управления, нажмите соответствующие кнопки, чтобы проверить электромагнитное оборудование и другие электрические компоненты, обратите особое внимание на переключатель хода и другие блокирующие элементы.
- Проверка направления вращения электродвигателя: гидравлическая панель на выпуске клапана дистанционного регулятора, ненадолго подайте электропитание на электродвигатель и быстро отключите его для проверки правильности направления вращающейся пластины.
 Если направление вращения определено как неправильное, отсоедините главный выключатель и переключите положение двух входных проводов питания на главном выключателе. Снова ненадолго подайте электропитание, для проверки правильного вращения электродвигателя.
Если направление вращения определено как неправильное, отсоедините главный выключатель и переключите положение двух входных проводов питания на главном выключателе. Снова ненадолго подайте электропитание, для проверки правильного вращения электродвигателя. - При движении в первый раз или после эксплуатации вся гидравлическая система находится под давлением, которое собирается в самом высоком положении цилиндра. Для спуска газа из цилиндров и трубопроводов, работать в следующем порядке:
- Включите главный переключатель.
- Включите управляющее напряжение, включите электродвигатель.
- Выбрать минимальный ограничитель напряжения.
- Выберите режим работы и настройки.
- Отрегулируйте лимит движения вверх и вниз до максимальной позиции хода.
- При работе с положительными и противоударными кнопками поршни перемещаются вперед и назад несколько раз с максимальным ходом, так что вся система может автоматически вентилироваться.
- Проверьте точность пресса в соответствии с положениями сертификата соответствия, настройте параллельность плоскости ползуна по отношению к столу нижней поперечины и перпендикулярность хода ползуна по отношению к рабочей поверхности, пока она не будет приведена в соответствие, в противном случае это повредит направляющие части.
- При необходимости отрегулируйте положение каждого концевого выключателя, отрегулируйте давление в системе управления клапана, а затем затяните против раскручивающуюся гайку.
- После того, как система заработает нормально, медленно нажмите на ручку клапана давления, порядок давления может подниматься шаг за шагом от низкого до высокого: 5, 10, 15, 20, 25 МПа, а предохранительный перепускной клапан до 27 МПа.
- Поверните селекторный переключатель в положение «полуавтомат», переместите переключатель в нужное положение. Для проведения испытания полуавтоматического цикла, для защиты от давления требуется снижение давления не более 2,5 МПа за 10 минут.
Возможные неисправностипресса ДА1440 и методы их устранения
Влагоотделитель не очищает сжатый воздух.
Большое количествоконденсата в стакане влагоотделителя. Спустить конденсат Износ манжет Заменить манжеты Операционный сбой
Электрическая проводка не является безопасной или работает неправильно Проверьте электрическую проводку. 
Недостаточный контроль давления масла. Увеличить контроль давления масла. Недостаточный уровень жидкости в баке. Заправка масла до стандартного уровня. Сдвиг ползуна
Сбой в системной памяти впускного воздушного или масляного насоса. Проверьте несколько раз, чтобы всасывающая линия насоса всасывания и давление полного движения. Неправильная точность регулировки или отсутствие смазки на направляющих. Снова отрегулируйте точность и впрысните смазку. Низкая скорость перемещения под высоким давлением или замедление повышения давления
Износ или перегорание осевого насоса. Если разгрузка насоса слишком велика (как правило, не более 7 л/мин), снимите кольцо инспекционного уплотнения и распределительную пластину подачи масла и отремонтируйтеих. Серьезная утечка масла в системе. 
Сначала проверьте целостность заправочного клапана или отверстие клапана и его износ. Ползун скользит после остановки
Утечка уплотнения цилиндра. Замените уплотнение. Конус клапана не герметизирован или присутствуют утечки на стыке. Проверка выполнения подготовительных работ или затягивания. Индикатор включения питания не включается при включении питания
Кнопочный выключатель не включен. Пронаблюдайте, находится ли кнопочный выключатель во включенном положении. Исходный трансформатор управления, автоматический выключатель на вторичной стороне не замкнут или автоматический выключатель питания на входе/выходе импульсного источника электропитания постоянного тока не замкнут. Посмотрите, подключен ли автоматический выключатель. Неисправность индикатора включения. 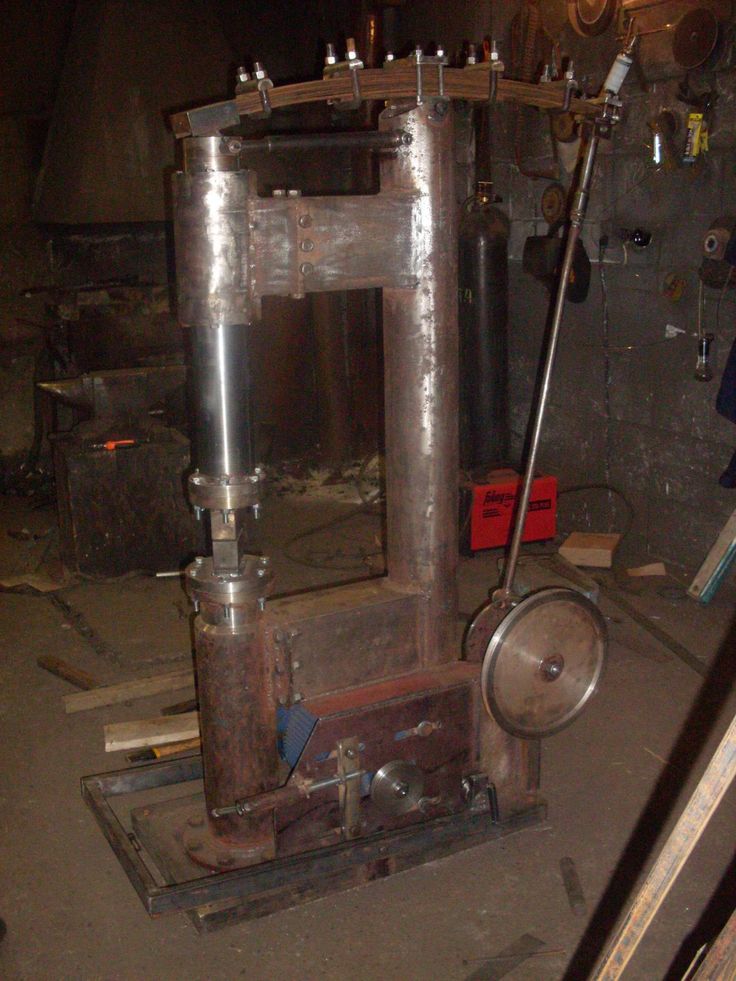
Проверьте проводку и лампочку индикатора. Электродвигатель масляного насоса не запускается
Уровень масла в баке слишком низкий, срабатывает аварийный датчик уровня масла. Соблюдайте высоту уровня масла, проверьте причину утечки масла, устраните утечку масла, заполните бак маслом, чтобы были выполнены требования к высоте уровня масла. Кнопка аварийного останова находится в нажатом положении. Проверьте состояние каждой кнопки аварийной остановки. Линия сломана или плохой контакт. Заменить линию или сделать хороший контакт. Манометр сильно колеблется
Масломер завоздушен. Соблюдайте высоту уровня масла, проверьте причину утечки масла, устраните утечку масла, заполните бак маслом, чтобы были выполнены требования к высоте уровня масла. Кнопка аварийного останова находится в нажатом положении. 
Проверьте состояние каждой кнопки аварийной остановки. Линия сломана или плохой контакт. Заменить линию или сделать хороший контакт. Масломер завоздушен. При включенном давлении отпустить предохранительное устройство. Вибрации в трубе или в механизме системы. Проверьте линии на предмет их засорения. Манометр поврежден. Замените манометр. Лампы не включаются
Не поступает электропитание. Измерьте электропитание светодиода. Плохой световой контакт или перегорела лампочка. Проверьте, не повреждена ли лампа.
Техническое обслуживание гидравлического пресса ДА1440
Правильное использование пресса ДА1440 и оборудования, тщательное обслуживание и тщательное соблюдение правил безопасности эксплуатации, продлит срок службы оборудования и обеспечит необходимые безопасные производственные условия. Для обеспечения этого условия, прежде всего, следует ознакомиться с конструкционными характеристиками пресса и операционными процедурами, а также освоить ее характеристики. Для удобства пользователей, в соответствии с общим применением соответствующего технического обслуживания и безопасности эксплуатации, некоторые комментарии приведены только для справки.
Для обеспечения этого условия, прежде всего, следует ознакомиться с конструкционными характеристиками пресса и операционными процедурами, а также освоить ее характеристики. Для удобства пользователей, в соответствии с общим применением соответствующего технического обслуживания и безопасности эксплуатации, некоторые комментарии приведены только для справки.
- Рекомендуется использовать рабочее масло N46. Также можно выбрать противоизносные гидравлические масла, в соответствии с температурой соответствующего класса гидравлического масла. Температура используемого масла должна быть в диапазоне от 15 °C до 60 °C.
- Перед заправкой, проверьте очистку гидравлических деталей, особенно внутри бака, при необходимости, выполнить очистку, в процессе очистки не следует использовать хлопчатобумажную ветошь.
- После одной недели эксплуатации нового пресса ДА1440 уровень загрязнения масла следует проверять один раз, а рабочее масло следует заменять каждые шесть месяцев, первую замену выполнить через 2 месяцев эксплуатации.

- Масло должно быть тщательно отфильтровано, прежде чем его можно добавить в бак, количество масла не должно быть ниже 3/4 от уровня масла.
- Направляющая ползуна должна быть хорошо смазана.
- Под номинальной силой 3150 кН, допускается максимально допустимый эксцентриситет. Для концентрированной нагрузки 30 мм, эксцентриситет слишком велик, чтобы произошла натяжка колонн или вызывает возникновение других нежелательных явлений.
- Манометры, используемые прессом, должны калиброваться раз в полгода.
- Регулярно проверяйте фиксирующие болты клапан наполнения и основных соединений, таких как цилиндры и ползуны (каждые 2-3 месяца) в зависимости от используемого сдвига. Крепления не должны быть ослаблены.
- Когда пресс отключен на длительное время, рабочие и скользящие поверхности должны быть очищены и покрыты маслом во избежание коррозии уплотнения.
- Когда пресс не используется, ползун должен быть опущен вниз, а форма закрыта.
Xарактеристика электрооборудования гидравлического пресса ДА1440
- Насос гидросистемы пресса приводится во вращение асинхронным трехфазным двигателем.

- 10.2.2. Двигатель маслостанции включается по схеме «Звезда треугольник» с использованием приставки на контактор «Задержка на включение».
- Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения механизмов пресса осуществляется конечными выключателями.
- Система управления построена на базе ПЛК Omron CP1Е и панели оператора Omron NB5Q.
- Управление прессом осуществляется с пульта управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели, индикация
- На дверце электрошкафа установлен вводной автомат
- Через отверстия в днище электрошкафа подводится питание ~380В трехфазного переменного тока 4х16мм2.
- Схема электрическая принципиальная электрооборудования пресса приведена в приложении А.
Пульт управления гидравлическим прессом ДА1440
Переносной пульт управления гидравлическим прессом ДА1440
Первоначальный пуск
Первоначальное включение гидравлического пресса ДА1440 после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имеющим допуск к производству пуско-наладочных работ и предварительно ознакомленным с принципиальной электросхемой гидравлического пресса и данным руководством. До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине , гидроагрегате, и убедиться в отсутствии внешних дефектов. В электрошкафу, с помощью прибора Ц4317, или ему подобного, проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления. Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом, в противном случае работа ЗАПРЕЩАЕТСЯ!
До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине , гидроагрегате, и убедиться в отсутствии внешних дефектов. В электрошкафу, с помощью прибора Ц4317, или ему подобного, проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления. Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом, в противном случае работа ЗАПРЕЩАЕТСЯ!
На пульте управления переключатель SA2 установить в положение «Наладка». Включением вводного автомата QF1 подключить электрооборудование к цеховой сети. Включить в силовом шкафу все автоматические выключатели.
Выключателем цепей управления SA1 включить цепи управления. На пульте управления должен засветиться «Индикатор питания». После проверки электрооборудования и устранения недостатков закрыть пульт на ключ. Кратковременным нажатием на кнопки включения / отключения электродвигателя проверить правильность вращения двигателя.
На пульте управления должен засветиться «Индикатор питания». После проверки электрооборудования и устранения недостатков закрыть пульт на ключ. Кратковременным нажатием на кнопки включения / отключения электродвигателя проверить правильность вращения двигателя.
10.3. Описание режимов работы пресса ДА1440
Система управления прессом ДА1440 обеспечивает работу в режимах «Наладка» и «Полуавтомат». На панели оператора на главном экране (рисунок 3) отображается текущее состояние пресса, сигналы включенных аппаратов (рисунок 4) отображаются на экране
Режим «Наладка»
- В режиме «Наладка» все движения выполняются, пока нажата соответствующая кнопка. Движение ползуна вниз осуществляется, пока нажата кнопка на панели пульта управления «Ползун вниз» SB6. Движение ползуна вниз возможно, если выталкиватель находится в нижнем положении, т.е. замкнут SQ5. Ход ползуна вниз начинается с верхнего положения, которое задается концевым выключателем SQ1. До выключателя SQ2 ползун перемещается на холостом ходу, после достижения SQ2 ползун перемещается на рабочем ходу до конечного выключателя SQ3, если выбран режим «По пути», либо до набора давления , установленного на электроконтактном манометре ЭКМ, если выбран режим «По давлению»,
- после чего движение прекращается.

- Движение ползуна вверх выполняется, пока нажата кнопка «Ползун вверх» SB7.
- Движение выполняется до срабатывания SQ1.
- Движение выталкивателя вверх осуществляется, пока нажата кнопка SB12. Движение выталкивателя вверх возможно, если ползун находится в верхнем положении, т.е. замкнут SQ1. Движение выталкивателя вверх ограничено концевым выключателем SQ4.
- Движение выталкивателя вниз осуществляется, пока нажата кнопка SB13. Движение выталкивателя вниз ограничено концевым выключателем SQ5.
- Исходное положение пресса ДА1440 – ползун вверху, выталкиватель внизу, при этом замкнуты концевые выключатели SQ1 и SQ5. Исходное положение необходимое условие для запуска пресса в работу в режиме «полуавтомат».
Режим «Полуавтомат»
В данном режиме пресс ДА1440 отрабатывает автоматически один цикл. Параметры работы цикла задаются оператором с панели оператора. Запуск цикла осуществляется оператором. Перед запуском пресса в работу в режиме «Полуавтомат» пресс ДА1440 должен находиться в исходном положении.
Для запуска нового цикла из исходного положения следует нажать и удерживать кнопки двурукого управления SB8 и SB9 с переносного пульта управления (рисунок 2) до окончания холостого хода ползуна, т.е. до замыкания SQ2. Если кнопки отпустить раньше цикл прервется.
По достижении ползуном концевого выключателя SQ2 начинается рабочий ход. Кнопки двурукого управления можно отпустить. Далее выполняется полуавтоматический цикл., ползун на рабочем ходу опускается вниз до срабатывания конечного выключателя SQ3, если выбран режим «По пути», либо до срабатывания ЭКМ, если выбран режим «По давлению».
По сигналу от SQ3 (ЭКМ) происходит сброс давления (3сек) и ползун на быстром ходу поднимается до своего исходного положения.
Цикл завершен, если выбран режим «без выталкивателя».
Если выбран режим «с выталкивателем», то по окончании хода ползуна вверх, выталкиватель поднимется вверх до SQ4. Для опускания выталкивателя следует нажать кнопку «Выталкиватель вниз» (SB13), и выталкиватель опуститься до SQ5. Цикл завершен.
Цикл завершен.
Блокировки пресса ДА1440
- Аварийный разъем, SB14 – при нажатии на кнопку «аварийный разъем», работа пресса ДА1440 прерывается, ползун уходит в исходное положение.
- Блокировка хода ползуна вниз , выталкивателя вверх, если стол находится вне пресса, не замкнут конечный выключатель
- Блокировка хода ползуна вниз, если выталкиватель не в нижнем положении.
Блокировка хода выталкивателя вверх, если ползун не в верхнем положении.
Меры безопастности при работе на гидравлическом прессе ДА1440
Перед началом эксплуатации пресс, гидроагрегат и пульт должны быть заземлены согласно ПУЭ.
ЗАПРЕЩАЕТСЯ:
- Снимать с наборов зажимов защитные крышки, имеющие знак «Опасно! Под напряжением» и крышки аппаратов местного освещения, не отключив предварительно пульт на распределительном пункте цеховой сети.
- Работать при незаземленном прессе, гидроагрегате, шкафу, других элементах электрооборудования, подлежащих заземлению.

- Работать на прессе при открытой двери электрического шкафа.
- Оператору производит какие-либо переключения режимов на пульте управления во время перемещения механизмов пресса, изменять настройки режимов во время полуавтоматического цикла.
- Допускать к работе и обслуживанию пресса необученный персонал.
- Работать на прессе в случае обнаружения оголенных участков электропроводки.
- Исключать любую из блокировок.
ВНИМАНИЕ!
После окончания работы на прессе вводной автомат QF1 должен быть выключен, цепи управления должны быть отключены выключателем цепей управления (SА1).
Я купил 16-тонный гидравлический ковочный пресс!
Ну вот, примерно через десять лет я наконец не выдержал и купил кузнечный пресс! И прямо сейчас большинство из вас собирается… какой, черт возьми, кузнечный пресс?!? Итак, позвольте мне объяснить.
Гидравлика используется во всех видах производственных процессов. Они используются для соединения частей двигателя, или для штамповки деталей из металла, или для сжатия пружин, и даже для того, чтобы машины прыгали вверх и вниз! Но кузнечные прессы уникальны, потому что они предназначены для обработки горячей стали и, следовательно, должны быть в состоянии обеспечить большое усилие, но при этом двигаться быстро.
Кузнечный пресс можно использовать во многих различных операциях ковки, но в основном я собираюсь использовать его для изготовления дамасской стали. Который будет выглядеть примерно так…
Новый ковочный пресс
Одна из проблем, связанных с приобретением ковочного пресса, заключается в том, чтобы просто найти его. Рон Клэйборн делает один на продажу, или, по крайней мере, он это делал, но трудно сказать, потому что эта страница не обновлялась десять лет. Дядя Ал также продает кузнечный пресс, и я несколько раз использовал его в школе ABS, хотя он может быть привередливым. Вероятно, из-за всех людей, которые используют и злоупотребляют им…
Вы также можете попробовать создать свой собственный. Есть книги на эту тему. И 99% тех, с которыми вы сталкиваетесь, сделаны в домашних условиях.
Я тоже планировал построить свой собственный, но потом я наткнулся на ребят из Угольного металлургического завода в Индиане. Натан и Энди — пара кузнецов-ремесленников, которые строят кузнечные прессы на продажу и используют их для своей работы.
Натан и Энди — пара кузнецов-ремесленников, которые строят кузнечные прессы на продажу и используют их для своей работы.
Мой новый гидравлический ковочный пресс
Ребята предлагают две разные модели прессов. У них есть 16-тонная машина, которая будет работать от электричества 110 В (20 ампер), и у них есть 25-тонная установка для тяжелых условий эксплуатации.
Характеристики 16-тонного агрегата:
- Двигатель 2 л.с.
- Подключайте к любой розетке 110В 20А!
- 2-ступенчатый насос 11 гал/мин
- Ход поршня 10 дюймов, цилиндр 4 дюйма
- Пластины матрицы 5″ x 6″, полезная площадь матрицы 3,5″ x 6″
- Ручное и ножное управление педалью
- Невероятно тихий в использовании, подходит для небольших магазинов с соседями!
- На роликах для большей мобильности в мастерской
Кроме того, устройство имеет высоту около 7 футов и весит около 550 фунтов.
А вот и видео в действии.
Когда я спросил Натана о разнице между 16-тонными и 25-тонными моделями, вот что он мне ответил:
16-тонная машина делает все то же, что и 25-тонная, но предназначена для любителей. Это легкая машина и очень тихая. Более крупный 25-тонный намного надежнее. Он использует гораздо более тяжелую двутавровую балку и весит более чем вдвое. Тем не менее, он по-прежнему перемещается по плоской ровной поверхности. Он создан для тех, кто будет эксплуатировать свою машину изо дня в день, по 8 часов в день.
25 тонн стоит 5200 долларов, и нам потребуется около 2 дополнительных недель, чтобы завершить его (всего 4). Я использую 25-тонный в своем магазине и использовал лишний тоннаж, когда ковал свою последнюю скульптуру. Я тянул 8-футовые конусы на стержнях 1,25″ x 5″ по 10 часов в день в течение 10 месяцев. Дополнительный тоннаж сияет, когда ваша сталь начинает остывать, и вам нужно продолжать движение.

Так что лично я предпочел бы иметь инструмент весом 550 фунтов, а не более 1000 фунтов. И так как я не собираюсь использовать его по 10 часов в день в течение 10 месяцев подряд, я думаю, что 16-тонный будет в самый раз. 😉
Ребята будут фотографировать строительство моего нового пресса, так что следите за обновлениями на их Facebook или в любой из моих социальных сетей. А через пару недель я поеду из Далласа, штат Техас, в Индианаполис, штат Индиана, чтобы забрать своего нового ребенка! В последний раз я был там на Indy 500!
Так взволнован!!!!
PS – Одному Богу известно, что я буду крушить на новом гидравлическом прессе… Я поставлю его рядом с моей убийственной ленточной пилой.
Crown Forge Custom Blade Искусство Эрика МакХью Новый гидравлический ковочный пресс
Эрик МакХью
|
Этим летом я закончил новый 25-тонный гидравлический ковочный пресс. Ниже фоторепортаж о том, как я его строил.
Я в шутку называю это комплектом гидравлического кузнечного пресса, но это исходный материал, с которого я начал. 1-дюймовая пластина и стальные трубы для конструкции. 1/2″ пластина для основания.
Мой пресс основан на гидравлическом ковочном прессе, сделанном дядей Элом из Riverside Machine. У меня был один из его прессов, когда я жил в Висконсине, и мне очень нравится конструкция подвижной рамы. Он размещает гидравлический цилиндр внизу, но затем сочетает в себе традиционный метод ковки на гидравлическом прессе. Многие прессы, в которых цилиндр находится внизу, выполняют ковку за счет перемещения нижнего штампа, но в этой конструкции верхний штамп перемещается вверх и вниз за счет использования рамы ползуна, которая скользит в направляющей рамы, поддерживаемой конструкционной сталью. Я просверлил и нарезал отверстия для пресс-масленок, чтобы облегчить смазку рамы домкрата и направляющей рамы.
На левом рисунке показана сухая сборка компонентов рамы домкрата. Большая пластина внизу крепится к нижней части цилиндра, а верхнее отверстие — это то место, где цилиндр будет подвешиваться при сборке. Я использовал сварочный стержень с низким содержанием водорода 7018 с несколькими проходами, чтобы соединить 1-дюймовую пластину с рычагами рамы (правое изображение).
Когда нижняя часть рамы гидроцилиндра была приварена, я проверил установку гидравлического цилиндра, чтобы убедиться, что все выровнено. Важно было, чтобы все было установлено точно по центральной линии. Затем я приварил две 1-дюймовые пластины, которые образуют верхний держатель штампа и верхнюю часть рамы поршня (правое изображение).
После того, как рама гидроцилиндра была приварена, я установил гидравлический цилиндр, соединив его с направляющей рамы и рамой гидроцилиндра, а затем подвесил его с помощью такелажа, чтобы подготовить его к установке на опорную плиту и опорные трубы (левое изображение). Затем я принялся за изготовление опорной плиты. Я вырезал его из листа стали толщиной 1/2″ и приварил к нижней части пластины металлические ролики, которые могли выдержать 1200 фунтов. Это позволило бы мне перемещать пресс и блок питания по моему цеху для удобства (фото справа).
Затем я принялся за изготовление опорной плиты. Я вырезал его из листа стали толщиной 1/2″ и приварил к нижней части пластины металлические ролики, которые могли выдержать 1200 фунтов. Это позволило бы мне перемещать пресс и блок питания по моему цеху для удобства (фото справа).
Я указал точное положение опорных труб (4″ X 6″ X 1/4″ конструкционных труб) на опорной плите. Я использовал несколько методов, чтобы трубы оставались вертикальными во время сварки. Это был критический этап в строительстве, поскольку допуск между трубами был очень жестким, и трубы должны были быть перпендикулярны основанию, чтобы пресс был вертикальным (левое изображение). Затем я приварил стержни пальцев к опорным трубам точно на той высоте, которая мне была нужна для установки рамы домкрата и направляющей рамы. Затем я опустил направляющую и раму на стержни для пальцев, а затем проверил, чтобы они были прямыми и отвесными к основанию. Когда я был удовлетворен, я приварил направляющую рамы к опорным трубам. Я также добавил заглушки на верхнюю часть опорных трубок. Я сделал тот, что справа, шире, чтобы обеспечить регулирующий клапан. Я просверлил отверстия и нарезал резьбу, чтобы упростить крепление регулирующего клапана (правое изображение. 9).0003
Я также добавил заглушки на верхнюю часть опорных трубок. Я сделал тот, что справа, шире, чтобы обеспечить регулирующий клапан. Я просверлил отверстия и нарезал резьбу, чтобы упростить крепление регулирующего клапана (правое изображение. 9).0003
На левом рисунке показано основание регулирующего клапана и точка крепления коробки запуска двигателя. Затем я занялся выравниванием и установкой двигателя и насоса. Я установил опору насоса на правильную высоту с валом двигателя, а затем установил муфты Lovejoy (правое изображение).
Затем я установил двигатель и насос на основание. Затем следует резервуар для жидкости, коробка запуска двигателя и регулирующий клапан. Затем были установлены гидравлические шланги.
На фото показаны гидравлические шланги, а также расположение насоса, двигателя и резервуара.
Также установил и приварил нижний штамподержатель. По сути, держатель штампа представляет собой два небольших угла, которые позволяют вставлять и выдвигать штампы по мере необходимости. На гидравлические шланги также были установлены защитные кожухи. Они защищают от случайного прикосновения и защищают пользователя в случае гидравлической утечки.
На гидравлические шланги также были установлены защитные кожухи. Они защищают от случайного прикосновения и защищают пользователя в случае гидравлической утечки.
Я установил опорную планку для ограничения бокового перемещения гидроцилиндра. Он был изготовлен из мягкой стали 1018, что обеспечивало небольшую гибкость и в то же время ограничивало движение цилиндра. В этом не было абсолютной необходимости, так как рама ползуна двигалась вверх и вниз довольно плавно и в соответствии с направляющей, но я хотел убедиться, что есть дополнительная поддержка, чтобы предотвратить скручивание и деформацию рамы (левое изображение). Затем я установил защитный экран. Под защитным кожухом (не изображен) я поместил крышку, которая защищает всю переднюю часть пресса под защитным кожухом. Также на фото мой первый набор штампов для ковки. Допустимо использовать мягкую сталь для штампов, но я решил использовать 4140 для дополнительной прочности.
Перед запуском пресса я наполнил резервуар и установил предохранительный клапан на регулирующем клапане на 2500 фунтов на квадратный дюйм. Крайне важно, чтобы датчик был частью вашей системы. Это позволяет точно настроить регулирующий клапан. Слишком сильное давление приведет к повреждению вашего пресса и даже к травме пользователя. Согласно «Создайте свой собственный гидравлический ковочный пресс » Джеймса Л. Бэтсона, 5-дюймовый цилиндр, работающий под давлением 2500 фунтов на квадратный дюйм, будет генерировать 24,5 тонны гидравлической силы. Блок питания включает в себя двухступенчатый насос производительностью 16 галлонов в минуту и двигатель мощностью 7,0 л.с., работающий со скоростью 3450 об/мин. Согласно его книге, это создает скорость тарана 3 дюйма в секунду. Я считаю, что это немного медленнее, чем это, но не намного. Мне действительно нужно следить за тем, насколько сильно я перемещаю рычаг регулирующего клапана. Довольно легко перековать кусок горячей стали.
Крайне важно, чтобы датчик был частью вашей системы. Это позволяет точно настроить регулирующий клапан. Слишком сильное давление приведет к повреждению вашего пресса и даже к травме пользователя. Согласно «Создайте свой собственный гидравлический ковочный пресс » Джеймса Л. Бэтсона, 5-дюймовый цилиндр, работающий под давлением 2500 фунтов на квадратный дюйм, будет генерировать 24,5 тонны гидравлической силы. Блок питания включает в себя двухступенчатый насос производительностью 16 галлонов в минуту и двигатель мощностью 7,0 л.с., работающий со скоростью 3450 об/мин. Согласно его книге, это создает скорость тарана 3 дюйма в секунду. Я считаю, что это немного медленнее, чем это, но не намного. Мне действительно нужно следить за тем, насколько сильно я перемещаю рычаг регулирующего клапана. Довольно легко перековать кусок горячей стали.
Мне удалось создать множество штампов для разных целей. Все, от штампов для рисования до штампов для снятия фаски. Я даже сделал плашку для поперечного волочения под углом, чтобы лезвия топора вытягивались вбок.
