Пресс гидравлический кузнечный своими руками: Самодельный гидравлический ковочный пресс R2D2. — YouTube
Содержание
Гидравлический пресс своими руками. Гидравлическая скоба, клепальная скоба | Страница 4
exJurikas
Гость
#61
А можно положить медь на кулачки и непариться
Vitaka
Новичок
#62
Посоветуюсь с токарем. Болгаркой портить не хочется. Подскажите пожалуйста зачем на шток прикручена эта штука? Извините за вопрос не по теме.
Болгаркой портить не хочется. Подскажите пожалуйста зачем на шток прикручена эта штука? Извините за вопрос не по теме.
vylkan65
Люблю ковать
#63
Vitaka, Мы ведь не знаем от чего этот шток. Возможно на какой-то концевик нажимает, или что-то другое.
Nekrasov
Andrey
#64
Vitaka, на штоке подобная стояла и в крайнем верхнем положении нажимала на этот «пиптик»
За ненадобностью снял.
Vitaka
Новичок
#65
Понял, спасибо.
Ненаученный
Не волшебник
#66
Е мое, потерпел сегодня фиаско. Долго шел к этому. Нашел на чермете лист, чертил и редактировал форму скобы. Привез на резку, а там говорят это гов-о, ты привез, не режется совсем, искрит как огонь бенгальский. Вобщем метал исходный не годный. Обидно..
Долго шел к этому. Нашел на чермете лист, чертил и редактировал форму скобы. Привез на резку, а там говорят это гов-о, ты привез, не режется совсем, искрит как огонь бенгальский. Вобщем метал исходный не годный. Обидно..
Буду искать… )
exJurikas
Гость
#67
Ненаученный, а вот тут ниясно, искрит как бенгальский титан
Ненаученный
Не волшебник
#68
Лист черняга, не титан. Но ощущение такое что щлак с расплава, хотя по весу всего на 15 кг легче расчетного. Фотку уже не скину, возврат обратно на чермет сделал. Ну там фейерверк прям, резать решил газом чпу, он тока подвел горелку и тут все обделались… )
Но ощущение такое что щлак с расплава, хотя по весу всего на 15 кг легче расчетного. Фотку уже не скину, возврат обратно на чермет сделал. Ну там фейерверк прям, резать решил газом чпу, он тока подвел горелку и тут все обделались… )
Ненаученный
Не волшебник
#69
Сегодня немного продвинулся, в плане, постройки скобы.
Тяжелая, зараза.
Огромное спасибо Nekrasov,
С ноым металлом все хорошо получилось.
Ажур пв-100 вертикальный кузнечный пресс
- Пресс гидравлический вертикальный «ПВ-100»
- Усилие: 100ТС
- Гидростанция: в комплекте
- Объём гидробака: 65 л.
- Размер штампа (мах): до 500х400 мм
- Скорость подвода (отвода) подвижной плиты: 12 мм/с.
Вы можете приобрести любой комплект оснастки
Устройство и принцип работы Пресса:
Электродвигатель через упругую муфту передает вращение на вал насоса, который перекачивает масло из гидробака через гидрораспределитель в рабочие полости гидроцилиндра. Предохранительный клапан защищает насосный агрегат при перегрузки (при достижении предельного давления избыток масла сбрасывается в гидробак). Направление хода штока гидроцилиндра (рабочий ход или подъем) задает оператор пресса (см. п.п. 8.5 п. 8.6.). Из рабочих полостей гидроцилиндра масло сливается обратно в гидробак через масляный фильтр. Электропитание пресса осуществляется переменным трехфазным током напряжением 380 В с частотой 50 Гц. Ввод питающего кабеля предусмотрен в нижней части электрошкафа. Сечение проводов: не менее 4 мм2 .
Схема электрооборудования станка «Ажур-5» (ПВ-100):
Спецификация электрооборудования:
Вертикальный пресс «ПВ-100»
- ПВ-100
- Вертикальный пресс «ПВ-100»Вертикальный гидравлический пресс «ПВ-100» предназначен для вырубки и формовки изделий из листового металла, изометрической штамповки, прошивки и калибровки отверстий.

738 100 руб
Оснастка
А7-01-4
- Комплект подштамповых плит для горячих и формовочных штамповКомплект подштамповых плит для горячих и формовочных штампов
50 000 руб
- А7-01-2
- Горн увеличенный без задней стенкиРазмеры горна: длина-480 мм., высота-240 мм., ширина-240 мм..Благодаря размеру и отсутствию задней стенки в горне можно разогревать длинные заготовки. Разогрев можно проводить не только окончания заготовки, но и любого ее участка.
- 30 800 руб
- А7-01-3
- Горн без задней стенкиРазмеры горна: длина-295 мм., высота-240 мм., ширина-240 мм. Служит для разогрева заготовок. Благодаря отсутствию задней стенки у горна, заготовка может быть разогрета в любом участке.
15 400 руб
- А7-01
- Пресс-формаВ качестве заготовки используется круг или квадрат 24 мм.

-
13 790 руб
- А7-02
- Пресс-формаВ качестве заготовки используется круг или квадрат 20 мм.
17 180 руб
- А7-03
- Пресс-формаВ качестве заготовки используется круг или квадрат 16 мм.
13 790 руб
- А7-04
- Пресс-формаВ качестве заготовки используется круг или квадрат 18 мм.
13 790 руб - А7-06
- Пресс-формаВ качестве заготовки используется круг 18 мм. или квадрат 16 мм.
15 130 руб
- А7-07
- Пресс-формаВ качестве заготовки используется круг или квадрат 22 мм.
13 790 руб
- А7-08
- Пресс-формаВ качестве заготовки используется круг или квадрат 18 мм.
13 790 руб
- А7-09
- Пресс-формаВ качестве заготовки используется круг или квадрат от 27 мм.

17 180 руб
- А7-10
- Пресс-формаВ качестве заготовки используется круг или квадрат 14 мм.
13 790 руб
- А7-11
- Пресс-формаВ качестве заготовки используется круг или квадрат 16 мм.
13 790 руб
- А7-12
- Пресс-формаВ качестве заготовки используется круг или квадрат 18 мм.
17 180 руб
- А7-13
- Пресс-формаВ качестве заготовки используется круг или квадрат 18 мм.
15 130 руб
- А7-14
- Пресс-формаВ качестве заготовки используется круг или квадрат 18 мм.
13 790 руб
Вырубные и формовочные штампы
- А7-РШБ1W
- Штамп вырубнойПредназначен для изготовления розетки штампованной большой толщиной 2 мм.

102 850 руб
- А7-РШБ1F
- Штамп формовочныйПредназначен для изготовления розетки штампованной большой толщиной 2 мм.
36 300 руб
- А7-РШМ1W
- Штамп вырубнойПредназначен для изготовления розетки штампованной малой толщиной 2 мм.
95 590 руб
- А7-РШМ1F
- Штамп формовочныйПредназначен для изготовления розетки штампованной малой толщиной 2 мм.
30 250 руб
- А7-ЛШ1W
- Штамп вырубнойПредназначен для изготовления листа штампованного толщиной 1,5 мм
106 480 руб
- А7-ЛШ1F
- Штамп формовочныйПредназначен для изготовления листа штампованного толщиной 1,5 мм
32 670 руб
- А7-ЛШ2W
- Штамп вырубнойПредназначен для изготовления листа штампованного толщиной 1,5 мм.

96 800 руб
- А7-ЛШ2F
- Штамп формовочныйПредназначен для изготовления листа штампованного толщиной 1,5 мм.
31 460 руб
- А7-ЛШ3W
- Штамп вырубнойПредназначен для изготовления листа штампованного толщиной 1,5 мм.
108 900 руб
- А7-ЛШ3L
- Штамп формовочный левыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.
33 880 руб
- А7-ЛШ3R
- Штамп формовочный правыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.
33 880 руб
- А7-ЛШ4W
- Штамп вырубнойПредназначен для изготовления листа штампованного толщиной 1,5 мм.
130 680 руб
- А7-ЛШ4L
- Штамп формовочный левыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.

40 540 руб
- А7-ЛШ4R
- Штамп формовочный правыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.
40 540 руб
- А7-ЛШ5W
- Штамп вырубнойПредназначен для изготовления листа штампованного толщиной 1,5 мм.
101 640 руб
- А7-ЛШ5L
- Штамп формовочный левыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.
32 670 руб
- А7-ЛШ5R
- Штамп формовочный правыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.
32 670 руб
- А7-ЛШ6W
- Штамп вырубнойПредназначен для изготовления листа штампованного толщиной 1,5 мм.
114 650 руб
- А7-ЛШ6L
- Штамп формовочный левыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.

30 860 руб
- А7-ЛШ6R
- Штамп формовочный правыйПредназначен для изготовления листа штампованного толщиной 1,5 мм.
30 860 руб
- А7-ЛШ7W
- Штамп вырубнойПредназначен для изготовления листа штампованного толщиной 1 мм. Размеры 75*45 мм.
114 950 руб
- А7-ЛШ7F
- Штамп формовочныйПредназначен для изготовления листа штампованного толщиной 1 мм. Размеры 75*45 мм.
30 860 руб
Бренд:
Ажур
Доставка:
бесплатная
Страна производства:
Россия
Масса нетто, кг:
1870
Объем гидробака, л:
65
Усилие, т:
100
Частота вращения (об/мин):
1450
Мощность двигателя, кВт:
5,5
Продолжительная мощность, кВт:
5,5
Размер габаритный, мм:
770x790x1750
Паспорт пресса для художественной ковки Ажур ПВ-100 (ajur_pv100. pdf, 2,875 Kb) [Скачать]
pdf, 2,875 Kb) [Скачать]
Изготовление кованого элемента «Лист штампованный»
ДА1438 Пресс гидравлический четырехколонный усилием 630т
Общий вид с обозначением составных частей пресса ДА1438
- Верхняя балка
- Главный цилиндр
- Ползун
- Нижняя поперечина
- Выталкиватель
- Гидроагрегат
- Механизм концевых выключателей ползуна
- Механизм концевых выключателей выталкивателя
- Бак наполнения
- Трубопровод главного цилиндра
- Трубопровод главного цилиндра
- Маслоотводящая трубка
Устройство гидравлического пресса ДА1438
Пресс ДА1438 состоит из основного электродвигателя, механизма гидравлического привода, электрической системы управления металлоконструкций. Пресс образует идеальное целое из гидроагрегата, трубопроводов и электрики. Конструкция и функции каждой части описаны следующим образом:
Станина гидравлического пресса ДА1438
Станина состоит из верхней балки (1), ползуна (3), нижней поперечины (4), колонн (13), регулировочных гаек, контргаек. Колонны образуют замкнутую конструкцию между нижней поперечиной и верхней балкой. Колонны крепятся при помощи регулирующей гайки и контрагайки, образуя целую конструкцию, способную выдерживать усилие гидравлического пресса при его работе. Ползун и поршень основного цилиндра крепятся фланцем. Ползун оснащен направляющей втулкой, которая эффективно обеспечивает точность перемещения ползуна вверх и вниз. Для облегчения установки инструмента на ползун и на рабочий стол, имеются Т-образные пазы.
Колонны образуют замкнутую конструкцию между нижней поперечиной и верхней балкой. Колонны крепятся при помощи регулирующей гайки и контрагайки, образуя целую конструкцию, способную выдерживать усилие гидравлического пресса при его работе. Ползун и поршень основного цилиндра крепятся фланцем. Ползун оснащен направляющей втулкой, которая эффективно обеспечивает точность перемещения ползуна вверх и вниз. Для облегчения установки инструмента на ползун и на рабочий стол, имеются Т-образные пазы.
Главный цилиндр пресса ДА1438
Главный цилиндр пресса (2) фиксируется на верхней балке (1) при помощи корпуса цилиндра и гайки. Цилиндр соединен с ползуном через фланец. В нижней части цилиндра установлен фланец подвода масла в штоковую полость. Сверху имеется место для установки клапана наполнения и фланца подвода масла в поршневую полость. Корпус и шток поршня изготовлены из высококачественного материала. Шток поршня термически обработан и хромирован, а твердость направляющей части превышает HRC45. Основные уплотнения цилиндра выбираются в соответствии с государственным стандартом, а на направляющей штока поршня установлено неметаллическое износостойкое направляющее кольцо, которое эффективно предотвращает возникновение царапин на корпусе, вызванных соприкосновением металлических деталей друг с другом.
Основные уплотнения цилиндра выбираются в соответствии с государственным стандартом, а на направляющей штока поршня установлено неметаллическое износостойкое направляющее кольцо, которое эффективно предотвращает возникновение царапин на корпусе, вызванных соприкосновением металлических деталей друг с другом.
Цилиндр выталкиватель гидравлического пресса ДА1438
Цилиндр выталкиватель (5) фиксируется внутри нижней поперечины, опираясь на корпус цилиндра и фиксируется гайкой, а регулируемое устройство ограничения перемещения устанавливается снаружи, что бы удобно регулировать ход выталкивателя.
Направляющая втулка колонны пресса ДА1438
Ползун пресса ДА1438
Электропитание
Механизм электропитания состоит в основном из гидроагрегата, электрического блока масляного насоса и блока двухходовых вставных клапанов. Это механизм, который производит и распределяет рабочее масло, чтобы основной электродвигатель выполнял все виды технологических действий. Система состоит из устройства преобразования энергии (масляный насос, гидравлический цилиндр), устройства регулировки энергии (клапан) и устройства передачи энергии (гидроагрегат, трубопровод). Ползун приводится в движение вверх и вниз при помощи управления электрической системой, выполняются все виды технологических действий.
Система состоит из устройства преобразования энергии (масляный насос, гидравлический цилиндр), устройства регулировки энергии (клапан) и устройства передачи энергии (гидроагрегат, трубопровод). Ползун приводится в движение вверх и вниз при помощи управления электрической системой, выполняются все виды технологических действий.
Гидроагрегат
Гидроагрегат представляет собой жесткую сварную конструкцию и размещается с правой стороны пресса. Верхняя часть оснащена гидроблоками и электродвигателем насосной установки, а масляный насос является встроенным, что позволяет эффективно снизить уровень шума, вызванного работой пресса. Боковая часть гидроагрегата оснащена глазком уровня жидкости, и лючком очистки, облегчающее очистку внутренней части гидроагрегата от примесей. Верхняя крышка гидроагрегата оснащена воздушным фильтром. При изменении уровня жидкости в баке всасывается воздух и выпускается через фильтр, чтобы предотвратить попадание пыли в бак.
Электродвигатель насосной установки
На данном прессе установлен поршневой насос типа 63YCY14-1B и электродвигатель АИР 180 S4 У3 мощностью 22 кВт, которые соединяются муфтой.
Блок двухходовых вставных клапанов
Блок двухходовых вставных клапанов, установленный в этом прессе, представляет собой новый недавно разработанный тип гидравлического компонента. Он обладает характеристиками низкого сопротивления потока, большей пропускной способностью масла, высокой скоростью действия, хорошим уплотнением, небольшим уровнем утечек, не заклинивает, сильной противозагрязнительной способностью, небольшими размерами, длительным сроком службы, простотой технического обслуживания.
Клапан наполнения
Принцип работы клапана наполнения аналогичен принципу одностороннего клапана управления жидкостью, который используется для быстрого заполнения маслом главного цилиндра.
Трубопровод
Соединительная линия каждого гидравлического компонента состоит из бесшовных стальных труб высокого давления.
Гидравлическая система пресса ДА1438
Гидравлическая система пресс ДА1438 состоит из устройства преобразования энергии (масляный насос и цилиндр), регулятора давления (различные клапаны) и устройства подачи энергии (трубопровод). Управление движением ползуна и движением поршня выталкивателя осуществляется под управлением электрической системы, чтобы выполнить различные необходимые для процесса движения.
Управление движением ползуна и движением поршня выталкивателя осуществляется под управлением электрической системы, чтобы выполнить различные необходимые для процесса движения.
Пресс ДА1438 имеет два режима работы: наладка и полуавтоматический режим, которые могут быть выбраны в соответствии с требованиями процесса конкретных действий.
В качестве примера цикла полуавтоматического прессования, приведено следующее описание:
Запуск масляного насоса
Подключите источник питания, нажмите соответствующую кнопку, чтобы запустить электродвигатель. Электродвигатель запускает работу осевого плунжерного насоса и подачу масла через клапан 3 обратно в бак. На все электромагнитные клапаны нет подачи электричества, в это время система находится в рабочем состоянии холостого хода.
Выберите режим полуавтоматический, а затем нажмите кнопку переключателя
«Вниз», как показано ниже.
- Ползун быстро движется вниз: подача электропитания осуществляется на электромагниты YV1, YV4, YV5, на остальное электромагнитное оборудование электричество не подается.
 Осуществляется подача масла от масляного насоса через гидрозамок 6 в главный цилиндр поршневой полости. Гидравлическое масло из штоковой полости через гидрозамок 9 поступает обратно в бак. Ползун быстро движется вниз, при этом клапан наполнения из-за самовсасывания открыт, большое количество гидравлического масла попадает в поршневую полость.
Осуществляется подача масла от масляного насоса через гидрозамок 6 в главный цилиндр поршневой полости. Гидравлическое масло из штоковой полости через гидрозамок 9 поступает обратно в бак. Ползун быстро движется вниз, при этом клапан наполнения из-за самовсасывания открыт, большое количество гидравлического масла попадает в поршневую полость. - Ползун быстро движется вверх: после завершения процесса, подача электропитания осуществляется на электромагниты YV1, YV6, Принудительно открывается клапан YV2 для сброса высокого давления из поршневой полости главного цилиндра. Затем подайте электропитание на электромагниты YV2, YV1, YV6, YV9. Гидравлическое масло из масляного насоса подается через клапан 8 в штоковую полость главного цилиндра. В это время клапан наполнения открывается при помощи клапана подачи гидравлического масла YV9. Из поршневой полости гидравлическое масло попадает через клапан наполнения обратно в бак наполнения. Ползун поднимается вверх до SQ1.
- Повторите приведенные выше шаги, пресс должен выполнить циклы назад и вперед.

Цилиндр выталкивателя
Если необходимо выполнить процесс подъема выталкивателя, можно нажать соответствующую кнопку. Подача электропитания осуществляется на электромагниты YV1, YV7, максимально шток выталкивателя. Подача электропитания осуществляется на электромагниты YV1, YV8 для опускания выталкивателя.
Меры предосторожности при запуске и ремонте гидравлической системы пресса ДА1438
- При запуске масляного насоса убедитесь, что запорный клапан масляного насоса открыт, что управление электродвигателем соответствует управлению масляным насосом, и что масляный насос не был поврежден.
- При снятии клапанов или других гидравлических компонентов, сначала остановите работу масляного насоса, закройте запорный клапан всасывающего порта масляного насоса, чтобы предотвратить соединение жидкости бака с гидравлическими компонентами, удаленными во время технического обслуживания, и гидравлическое масло вытечет. Во- вторых, отпустите нижнюю полость запорного клапана так, чтобы ползун свободно падал вниз и оставался в нижнем положении.
 Затем давление гидравлического масла в поршневой и штоковой полости будет равно нулю, что предотвращает повреждение гидравлических элементов. Затем происходит выброс масла с определенным давлением.
Затем давление гидравлического масла в поршневой и штоковой полости будет равно нулю, что предотвращает повреждение гидравлических элементов. Затем происходит выброс масла с определенным давлением. - Регулировка давления гидравлической системы: запустите масляный насос, а затем отрегулировать электромагнитный клапан YV1 вручную, наблюдайте за манометром. Можно регулировать давление основной гидравлической системы (25 мПа).
Установка гидравлического пресса ДА1438
Распаковка и транспортирование
После прибытия пресса ДА1438 на производство, пользователь должен сначала извлечь техническую документацию, проверить содержимое ящика в соответствии с упаковочным листом. После этого следует тщательно очистить каждую деталь пресса от консерванта. Затем необходимо выполнить подъем пресса и его установку. При подъеме следует обратить внимание на центр тяжести компонентов, выбрать отверстие для подъема пресса, а также трос и другие подъемные инструменты.
Установка
Пресс ДА1438 монтируется на железобетонный фундамент (см. схема фундамента), марка бетона, компоновка усиления, меры по гидроизоляции, освещение и т. д. определяются пользователем в соответствии с местным качеством почвы и другими конкретными обстоятельствами, чтобы обеспечить достаточную устойчивость фундамента для пресса.
схема фундамента), марка бетона, компоновка усиления, меры по гидроизоляции, освещение и т. д. определяются пользователем в соответствии с местным качеством почвы и другими конкретными обстоятельствами, чтобы обеспечить достаточную устойчивость фундамента для пресса.
Порядок установки пресса ДА1438 выглядит следующим образом
- Поместите пресс ДА1438 на фундамент, выполните регулировку положения, выровняйте верхнюю плоскость стола при помощи уровня, горизонтальный уровень пресса в каждой плоскости направления не должен превышать 0,20/1000 мм, а затем закрепите фундаментные болты.
- На столе нижней поперечины разместите тумбу (тумба не входит в комплект поставки). Её длина и ширина должна составлять не менее 800 мм (можно разделить на два блока). Не параллельность верхней и нижней плоскости должна быть менее 0,02/1000 мм, и выдерживать нагрузку 3150 кН. Для установки, проведения испытания и контроля давления высота должна быть не менее высоты закрытия пресса 450 мм.
 Поместите ползун на тумбу расположенную на нижней поперечине, поместите четыре колонны в ползун и отверстие нижней поперечины, отрегулируйте положение верхней балки относительно нижней поперечины гайками, в соответствии с параметрами оборудования.
Поместите ползун на тумбу расположенную на нижней поперечине, поместите четыре колонны в ползун и отверстие нижней поперечины, отрегулируйте положение верхней балки относительно нижней поперечины гайками, в соответствии с параметрами оборудования. - Установите верхнюю балку с главным цилиндром, и затяните с помощью гаек.
- Установите гидроагрегат в соответствующем положении с правой стороны станины, закрепите его винтами.
- Установите электрический шкаф в соответствующем положении на фундаменте и закрепите его.
- Подключите все линии и магистрали в соответствии с гидравлической и электрической схемами.
- Проверьте соединение каждого крепежа и повторно затяните их при необходимости.
- Отрегулируйте параллельность и вертикальность ползуна в соответствии с точностью, указанной в сертификате.
- Заполните бак указанным гидравлическим маслом до соответствующего уровня. Данный прессДА1438 рекомендуется использовать противоизносное гидравлическое масло 46s.
 Общий объем бака гидроагрегата бака наполнения составляет около 1000 литров.
Общий объем бака гидроагрегата бака наполнения составляет около 1000 литров.
Подготовка к первоначальному пуску пресса ДА1438
Проведение испытания привода от оригинального производителя выглядит следующим образом:
- Перед проведением испытания проверьте, правильно ли выполнена установка, надежны ли линии, тщательно проверьте правильность работы электропроводки, защитные меры, такие как: заземление, перегрузка по току в соответствии с правилами.
- В случае, если провод электродвигателя не подключен, сначала нажмите кнопку управления запуском питания и запуска электродвигателя, а затем в соответствии с системой регулировки и однократного двойного ручного управления, нажмите соответствующие кнопки, чтобы проверить электромагнитное оборудование и другие электрические компоненты, обратите особое внимание на переключатель хода и другие блокирующие элементы.
- Проверка направления вращения электродвигателя: гидравлическая панель на выпуске клапана дистанционного регулятора, ненадолго подайте электропитание на электродвигатель и быстро отключите его для проверки правильности направления вращающейся пластины.
 Если направление вращения определено как неправильное, отсоедините главный выключатель и переключите положение двух входных проводов питания на главном выключателе. Снова ненадолго подайте электропитание, для проверки правильного вращения электродвигателя.
Если направление вращения определено как неправильное, отсоедините главный выключатель и переключите положение двух входных проводов питания на главном выключателе. Снова ненадолго подайте электропитание, для проверки правильного вращения электродвигателя. - При движении в первый раз или после эксплуатации вся гидравлическая система находится под давлением, которое собирается в самом высоком положении цилиндра. Для спуска газа из цилиндров и трубопроводов, работать в следующем порядке:
- Включите главный переключатель.
- Включите управляющее напряжение, включите электродвигатель.
- Выбрать минимальный ограничитель напряжения.
- Выберите режим работы и настройки.
- Отрегулируйте лимит движения вверх и вниз до максимальной позиции хода.
- При работе с положительными и противоударными кнопками поршни перемещаются вперед и назад несколько раз с максимальным ходом, так что вся система может автоматически вентилироваться.
- Проверьте точность пресса в соответствии с положениями сертификата соответствия, настройте параллельность плоскости ползуна по отношению к столу нижней поперечины и перпендикулярность хода ползуна по отношению к рабочей поверхности, пока она не будет приведена в соответствие, в противном случае это повредит направляющие части.

- При необходимости отрегулируйте положение каждого концевого выключателя, отрегулируйте давление в системе управления клапана, а затем затяните против раскручивающуюся гайку.
- После того, как система заработает нормально, медленно нажмите на ручку клапана давления, порядок давления может подниматься шаг за шагом от низкого до высокого: 5, 10, 15, 20, 25 МПа, а предохранительный перепускной клапан до 27 МПа.
- Поверните селекторный переключатель в положение «полуавтомат», переместите переключатель в нужное положение. Для проведения испытания полуавтоматического цикла, для защиты от давления требуется снижение давления не более 2,5 МПа за 10 минут.
Возможные неисправностипресса ДА1438 и методы их устранения
Влагоотделитель не очищает сжатый воздух.
Большое количествоконденсата в стакане влагоотделителя. Спустить конденсат Износ манжет Заменить манжеты Операционный сбой
Электрическая проводка не является безопасной или работает неправильно Проверьте электрическую проводку. 
Недостаточный контроль давления масла. Увеличить контроль давления масла. Недостаточный уровень жидкости в баке. Заправка масла до стандартного уровня. Сдвиг ползуна
Сбой в системной памяти впускного воздушного или масляного насоса. Проверьте несколько раз, чтобы всасывающая линия насоса всасывания и давление полного движения. Неправильная точность регулировки или отсутствие смазки на направляющих. Снова отрегулируйте точность и впрысните смазку. Низкая скорость перемещения под высоким давлением или замедление повышения давления
Износ или перегорание осевого насоса. Если разгрузка насоса слишком велика (как правило, не более 7 л/мин), снимите кольцо инспекционного уплотнения и распределительную пластину подачи масла и отремонтируйтеих. Серьезная утечка масла в системе. 
Сначала проверьте целостность заправочного клапана или отверстие клапана и его износ. Ползун скользит после остановки
Утечка уплотнения цилиндра. Замените уплотнение. Конус клапана не герметизирован или присутствуют утечки на стыке. Проверка выполнения подготовительных работ или затягивания. Индикатор включения питания не включается при включении питания
Кнопочный выключатель не включен. Пронаблюдайте, находится ли кнопочный выключатель во включенном положении. Исходный трансформатор управления, автоматический выключатель на вторичной стороне не замкнут или автоматический выключатель питания на входе/выходе импульсного источника электропитания постоянного тока не замкнут. Посмотрите, подключен ли автоматический выключатель. Неисправность индикатора включения. 
Проверьте проводку и лампочку индикатора. Электродвигатель масляного насоса не запускается
Уровень масла в баке слишком низкий, срабатывает аварийный датчик уровня масла. Соблюдайте высоту уровня масла, проверьте причину утечки масла, устраните утечку масла, заполните бак маслом, чтобы были выполнены требования к высоте уровня масла. Кнопка аварийного останова находится в нажатом положении. Проверьте состояние каждой кнопки аварийной остановки. Линия сломана или плохой контакт. Заменить линию или сделать хороший контакт. Манометр сильно колеблется
Масломер завоздушен. Соблюдайте высоту уровня масла, проверьте причину утечки масла, устраните утечку масла, заполните бак маслом, чтобы были выполнены требования к высоте уровня масла. Кнопка аварийного останова находится в нажатом положении. 
Проверьте состояние каждой кнопки аварийной остановки. Линия сломана или плохой контакт. Заменить линию или сделать хороший контакт. Масломер завоздушен. При включенном давлении отпустить предохранительное устройство. Вибрации в трубе или в механизме системы. Проверьте линии на предмет их засорения. Манометр поврежден. Замените манометр. Лампы не включаются
Не поступает электропитание. Измерьте электропитание светодиода. Плохой световой контакт или перегорела лампочка. Проверьте, не повреждена ли лампа.
Техническое обслуживание гидравлического пресса ДА1438
Правильное использование пресса ДА1438 и оборудования, тщательное обслуживание и тщательное соблюдение правил безопасности эксплуатации, продлит срок службы оборудования и обеспечит необходимые безопасные производственные условия. Для обеспечения этого условия, прежде всего, следует ознакомиться с конструкционными характеристиками пресса и операционными процедурами, а также освоить ее характеристики. Для удобства пользователей, в соответствии с общим применением соответствующего технического обслуживания и безопасности эксплуатации, некоторые комментарии приведены только для справки.
Для обеспечения этого условия, прежде всего, следует ознакомиться с конструкционными характеристиками пресса и операционными процедурами, а также освоить ее характеристики. Для удобства пользователей, в соответствии с общим применением соответствующего технического обслуживания и безопасности эксплуатации, некоторые комментарии приведены только для справки.
- Рекомендуется использовать рабочее масло N46. Также можно выбрать противоизносные гидравлические масла, в соответствии с температурой соответствующего класса гидравлического масла. Температура используемого масла должна быть в диапазоне от 15 °C до 60 °C.
- Перед заправкой, проверьте очистку гидравлических деталей, особенно внутри бака, при необходимости, выполнить очистку, в процессе очистки не следует использовать хлопчатобумажную ветошь.
- После одной недели эксплуатации нового пресса ДА1438 уровень загрязнения масла следует проверять один раз, а рабочее масло следует заменять каждые шесть месяцев, первую замену выполнить через 2 месяцев эксплуатации.

- Масло должно быть тщательно отфильтровано, прежде чем его можно добавить в бак, количество масла не должно быть ниже 3/4 от уровня масла.
- Направляющая ползуна должна быть хорошо смазана.
- Под номинальной силой 3150 кН, допускается максимально допустимый эксцентриситет. Для концентрированной нагрузки 30 мм, эксцентриситет слишком велик, чтобы произошла натяжка колонн или вызывает возникновение других нежелательных явлений.
- Манометры, используемые прессом, должны калиброваться раз в полгода.
- Регулярно проверяйте фиксирующие болты клапан наполнения и основных соединений, таких как цилиндры и ползуны (каждые 2-3 месяца) в зависимости от используемого сдвига. Крепления не должны быть ослаблены.
- Когда пресс отключен на длительное время, рабочие и скользящие поверхности должны быть очищены и покрыты маслом во избежание коррозии уплотнения.
- Когда пресс не используется, ползун должен быть опущен вниз, а форма закрыта.
Xарактеристика электрооборудования гидравлического пресса ДА1438
- Насос гидросистемы пресса приводится во вращение асинхронным трехфазным двигателем.
- 10.2.2. Двигатель маслостанции включается по схеме «Звезда треугольник» с использованием приставки на контактор «Задержка на включение».
- Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения механизмов пресса осуществляется конечными выключателями.
- Система управления построена на базе ПЛК Omron CP1Е и панели оператора Omron NB5Q.
- Управление прессом осуществляется с пульта управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели, индикация
- На дверце электрошкафа установлен вводной автомат
- Через отверстия в днище электрошкафа подводится питание ~380В трехфазного переменного тока 4х16мм2.
- Схема электрическая принципиальная электрооборудования пресса приведена в приложении А.
Пульт управления гидравлическим прессом ДА1438
Переносной пульт управления гидравлическим прессом ДА1438
Первоначальный пуск
Первоначальное включение гидравлического пресса ДА1438 после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имеющим допуск к производству пуско-наладочных работ и предварительно ознакомленным с принципиальной электросхемой гидравлического пресса и данным руководством. До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине , гидроагрегате, и убедиться в отсутствии внешних дефектов. В электрошкафу, с помощью прибора Ц4317, или ему подобного, проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления. Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом, в противном случае работа ЗАПРЕЩАЕТСЯ!
До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине , гидроагрегате, и убедиться в отсутствии внешних дефектов. В электрошкафу, с помощью прибора Ц4317, или ему подобного, проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления. Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом, в противном случае работа ЗАПРЕЩАЕТСЯ!
На пульте управления переключатель SA2 установить в положение «Наладка». Включением вводного автомата QF1 подключить электрооборудование к цеховой сети. Включить в силовом шкафу все автоматические выключатели.
Выключателем цепей управления SA1 включить цепи управления. На пульте управления должен засветиться «Индикатор питания». После проверки электрооборудования и устранения недостатков закрыть пульт на ключ. Кратковременным нажатием на кнопки включения / отключения электродвигателя проверить правильность вращения двигателя.
10.3. Описание режимов работы пресса ДА1438
Система управления прессом ДА1438 обеспечивает работу в режимах «Наладка» и «Полуавтомат». На панели оператора на главном экране (рисунок 3) отображается текущее состояние пресса, сигналы включенных аппаратов (рисунок 4) отображаются на экране
Режим «Наладка»
- В режиме «Наладка» все движения выполняются, пока нажата соответствующая кнопка. Движение ползуна вниз осуществляется, пока нажата кнопка на панели пульта управления «Ползун вниз» SB6. Движение ползуна вниз возможно, если выталкиватель находится в нижнем положении, т.е. замкнут SQ5. Ход ползуна вниз начинается с верхнего положения, которое задается концевым выключателем SQ1. До выключателя SQ2 ползун перемещается на холостом ходу, после достижения SQ2 ползун перемещается на рабочем ходу до конечного выключателя SQ3, если выбран режим «По пути», либо до набора давления , установленного на электроконтактном манометре ЭКМ, если выбран режим «По давлению»,
- после чего движение прекращается.

- Движение ползуна вверх выполняется, пока нажата кнопка «Ползун вверх» SB7.
- Движение выполняется до срабатывания SQ1.
- Движение выталкивателя вверх осуществляется, пока нажата кнопка SB12. Движение выталкивателя вверх возможно, если ползун находится в верхнем положении, т.е. замкнут SQ1. Движение выталкивателя вверх ограничено концевым выключателем SQ4.
- Движение выталкивателя вниз осуществляется, пока нажата кнопка SB13. Движение выталкивателя вниз ограничено концевым выключателем SQ5.
- Исходное положение пресса ДА1438 – ползун вверху, выталкиватель внизу, при этом замкнуты концевые выключатели SQ1 и SQ5. Исходное положение необходимое условие для запуска пресса в работу в режиме «полуавтомат».
Режим «Полуавтомат»
В данном режиме пресс ДА1438 отрабатывает автоматически один цикл. Параметры работы цикла задаются оператором с панели оператора. Запуск цикла осуществляется оператором. Перед запуском пресса в работу в режиме «Полуавтомат» пресс ДА1438 должен находиться в исходном положении.
Для запуска нового цикла из исходного положения следует нажать и удерживать кнопки двурукого управления SB8 и SB9 с переносного пульта управления (рисунок 2) до окончания холостого хода ползуна, т.е. до замыкания SQ2. Если кнопки отпустить раньше цикл прервется.
По достижении ползуном концевого выключателя SQ2 начинается рабочий ход. Кнопки двурукого управления можно отпустить. Далее выполняется полуавтоматический цикл., ползун на рабочем ходу опускается вниз до срабатывания конечного выключателя SQ3, если выбран режим «По пути», либо до срабатывания ЭКМ, если выбран режим «По давлению».
По сигналу от SQ3 (ЭКМ) происходит сброс давления (3сек) и ползун на быстром ходу поднимается до своего исходного положения.
Цикл завершен, если выбран режим «без выталкивателя».
Если выбран режим «с выталкивателем», то по окончании хода ползуна вверх, выталкиватель поднимется вверх до SQ4. Для опускания выталкивателя следует нажать кнопку «Выталкиватель вниз» (SB13), и выталкиватель опуститься до SQ5. Цикл завершен.
Цикл завершен.
Блокировки пресса ДА1438
- Аварийный разъем, SB14 – при нажатии на кнопку «аварийный разъем», работа пресса ДА1438 прерывается, ползун уходит в исходное положение.
- Блокировка хода ползуна вниз , выталкивателя вверх, если стол находится вне пресса, не замкнут конечный выключатель
- Блокировка хода ползуна вниз, если выталкиватель не в нижнем положении.
Блокировка хода выталкивателя вверх, если ползун не в верхнем положении.
Меры безопастности при работе на гидравлическом прессе ДА1438
Перед началом эксплуатации пресс, гидроагрегат и пульт должны быть заземлены согласно ПУЭ.
ЗАПРЕЩАЕТСЯ:
- Снимать с наборов зажимов защитные крышки, имеющие знак «Опасно! Под напряжением» и крышки аппаратов местного освещения, не отключив предварительно пульт на распределительном пункте цеховой сети.
- Работать при незаземленном прессе, гидроагрегате, шкафу, других элементах электрооборудования, подлежащих заземлению.

- Работать на прессе при открытой двери электрического шкафа.
- Оператору производит какие-либо переключения режимов на пульте управления во время перемещения механизмов пресса, изменять настройки режимов во время полуавтоматического цикла.
- Допускать к работе и обслуживанию пресса необученный персонал.
- Работать на прессе в случае обнаружения оголенных участков электропроводки.
- Исключать любую из блокировок.
ВНИМАНИЕ!
После окончания работы на прессе вводной автомат QF1 должен быть выключен, цепи управления должны быть отключены выключателем цепей управления (SА1).
Crown Forge Custom Blade Art Эрика МакХью Новый гидравлический ковочный пресс
Эрик МакХью
|
Этим летом я закончил новый 25-тонный гидравлический ковочный пресс. Ниже фоторепортаж о том, как я его строил.
Ниже фоторепортаж о том, как я его строил.
Я в шутку называю это комплектом гидравлического кузнечного пресса, но это сырье, с которого я начал. 1-дюймовая пластина и стальные трубы для конструкции. 1/2″ пластина для основания.
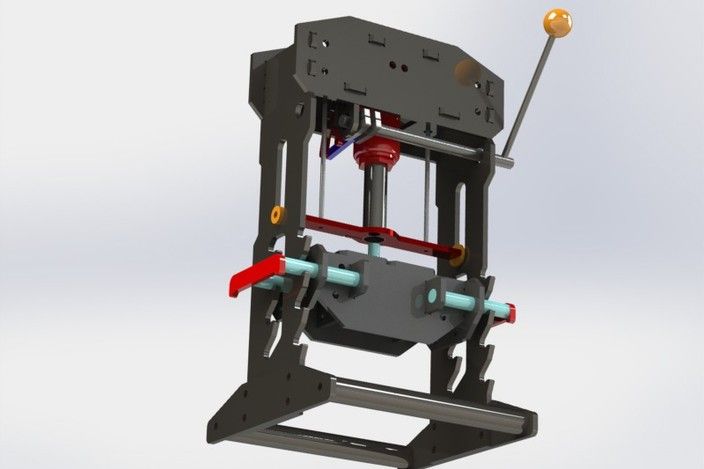
Мой пресс основан на гидравлическом ковочном прессе, сделанном дядей Элом из Riverside Machine. У меня был один из его прессов, когда я жил в Висконсине, и мне очень нравится конструкция подвижной рамы. Он размещает гидравлический цилиндр внизу, но затем сочетает в себе традиционный метод ковки на гидравлическом прессе. Многие прессы, в которых цилиндр находится внизу, выполняют ковку за счет перемещения нижнего штампа, но в этой конструкции верхний штамп перемещается вверх и вниз за счет использования рамы ползуна, которая скользит в направляющей рамы, поддерживаемой конструкционной сталью. Я просверлил и нарезал отверстия для пресс-масленок, чтобы облегчить смазку рамы домкрата и направляющей рамы.
На левом рисунке показана сухая сборка компонентов рамы домкрата. Большая пластина внизу крепится к нижней части цилиндра, а верхнее отверстие — это то место, где цилиндр будет подвешиваться при сборке. Я использовал сварочный стержень с низким содержанием водорода 7018 с несколькими проходами, чтобы соединить 1-дюймовую пластину с рычагами рамы (правое изображение).
Большая пластина внизу крепится к нижней части цилиндра, а верхнее отверстие — это то место, где цилиндр будет подвешиваться при сборке. Я использовал сварочный стержень с низким содержанием водорода 7018 с несколькими проходами, чтобы соединить 1-дюймовую пластину с рычагами рамы (правое изображение).
Когда нижняя часть рамы гидроцилиндра была приварена, я проверил установку гидравлического цилиндра, чтобы убедиться, что все выровнено. Важно было, чтобы все было установлено точно по центральной линии. Затем я приварил две 1-дюймовые пластины, которые образуют верхний держатель штампа и верхнюю часть рамы поршня (правое изображение).
После того, как рама гидроцилиндра была приварена, я установил гидравлический цилиндр, соединив его с направляющей рамы и рамой гидроцилиндра, а затем подвесил его с помощью такелажа, чтобы подготовить его к установке на опорную плиту и опорные трубы (левое изображение). Затем я принялся за изготовление опорной плиты. Я вырезал его из листа стали толщиной 1/2″ и приварил к нижней части пластины металлические ролики, которые могли выдержать 1200 фунтов. Это позволило бы мне перемещать пресс и блок питания по моему цеху для удобства (фото справа).
Это позволило бы мне перемещать пресс и блок питания по моему цеху для удобства (фото справа).
Я указал точное положение опорных труб (4″ X 6″ X 1/4″ конструкционных труб) на опорной плите. Я использовал несколько методов, чтобы трубы оставались вертикальными во время сварки. Это был критический этап в строительстве, поскольку допуск между трубами был очень жестким, и трубы должны были быть перпендикулярны основанию, чтобы пресс был вертикальным (левое изображение). Затем я приварил стержни пальцев к опорным трубам точно на той высоте, которая мне была нужна для установки рамы домкрата и направляющей рамы. Затем я опустил направляющую и раму на стержни для пальцев, а затем проверил, чтобы они были прямыми и отвесными к основанию. Когда я был удовлетворен, я приварил направляющую рамы к опорным трубам. Я также добавил заглушки на верхнюю часть опорных трубок. Я сделал тот, что справа, шире, чтобы обеспечить регулирующий клапан. Я просверлил отверстия и нарезал резьбу, чтобы упростить крепление регулирующего клапана (правое изображение. 9).0007
9).0007
На левом рисунке показано основание регулирующего клапана и точка крепления коробки запуска двигателя. Затем я занялся выравниванием и установкой двигателя и насоса. Я установил опору насоса на правильную высоту с валом двигателя, а затем установил муфты Lovejoy (правое изображение).
Затем я установил двигатель и насос на основание. Затем следует резервуар для жидкости, коробка запуска двигателя и регулирующий клапан. Затем были установлены гидравлические шланги.
На фото показаны гидравлические шланги, а также расположение насоса, двигателя и резервуара.
Также установил и приварил нижний штамподержатель. По сути, держатель штампа представляет собой два небольших угла, которые позволяют вставлять и выдвигать штампы по мере необходимости. На гидравлические шланги также были установлены защитные кожухи. Они защищают от случайного прикосновения и защищают пользователя в случае гидравлической утечки.
Я установил опорную планку для ограничения бокового перемещения гидроцилиндра. Он был изготовлен из мягкой стали 1018, что обеспечивало небольшую гибкость и в то же время ограничивало движение цилиндра. В этом не было абсолютной необходимости, так как рама ползуна двигалась вверх и вниз довольно плавно и в соответствии с направляющей, но я хотел убедиться, что есть дополнительная поддержка, чтобы предотвратить скручивание и деформацию рамы (левое изображение). Затем я установил защитный экран. Под защитным кожухом (не изображен) я поместил крышку, которая защищает всю переднюю часть пресса под защитным кожухом. Также на фото мой первый набор штампов для ковки. Допустимо использовать мягкую сталь для штампов, но я решил использовать 4140 для дополнительной прочности.
Он был изготовлен из мягкой стали 1018, что обеспечивало небольшую гибкость и в то же время ограничивало движение цилиндра. В этом не было абсолютной необходимости, так как рама ползуна двигалась вверх и вниз довольно плавно и в соответствии с направляющей, но я хотел убедиться, что есть дополнительная поддержка, чтобы предотвратить скручивание и деформацию рамы (левое изображение). Затем я установил защитный экран. Под защитным кожухом (не изображен) я поместил крышку, которая защищает всю переднюю часть пресса под защитным кожухом. Также на фото мой первый набор штампов для ковки. Допустимо использовать мягкую сталь для штампов, но я решил использовать 4140 для дополнительной прочности.
Перед запуском пресса я наполнил резервуар и установил предохранительный клапан на регулирующем клапане на 2500 фунтов на квадратный дюйм. Крайне важно, чтобы датчик был частью вашей системы. Это позволяет точно настроить регулирующий клапан. Слишком сильное давление приведет к повреждению вашего пресса и даже к травме пользователя. Согласно «Создайте свой собственный гидравлический ковочный пресс » Джеймса Л. Бэтсона, 5-дюймовый цилиндр, работающий под давлением 2500 фунтов на квадратный дюйм, будет генерировать 24,5 тонны гидравлической силы. Блок питания включает в себя двухступенчатый насос производительностью 16 галлонов в минуту и двигатель мощностью 7,0 л.с., работающий со скоростью 3450 об/мин. Согласно его книге, это создает скорость тарана 3 дюйма в секунду. Я считаю, что это немного медленнее, чем это, но не намного. Мне действительно нужно следить за тем, насколько сильно я перемещаю рычаг регулирующего клапана. Довольно легко перековать кусок горячей стали.
Согласно «Создайте свой собственный гидравлический ковочный пресс » Джеймса Л. Бэтсона, 5-дюймовый цилиндр, работающий под давлением 2500 фунтов на квадратный дюйм, будет генерировать 24,5 тонны гидравлической силы. Блок питания включает в себя двухступенчатый насос производительностью 16 галлонов в минуту и двигатель мощностью 7,0 л.с., работающий со скоростью 3450 об/мин. Согласно его книге, это создает скорость тарана 3 дюйма в секунду. Я считаю, что это немного медленнее, чем это, но не намного. Мне действительно нужно следить за тем, насколько сильно я перемещаю рычаг регулирующего клапана. Довольно легко перековать кусок горячей стали.
Мне удалось создать множество штампов для разных целей. Все, от штампов для рисования до штампов для снятия фаски. Я даже сделал плашку для поперечного волочения под углом, чтобы лезвия топора вытягивались вбок. Это очень полезно при создании осей типа M. У меня есть большой набор плоских матриц, которые я использую для шаблонной сварки заготовок. В нижней матрице просверлены отверстия, поэтому я могу вставить набор ограничителей толщины. Поскольку даже 25 тонн не способны раздавить холодную сталь, эти упоры позволяют мне точно проковать горячую заготовку нужной толщины. Это удобно, когда я делаю шаблон кручения и хочу убедиться, что заготовка точно вытянута до моей целевой толщины.
В нижней матрице просверлены отверстия, поэтому я могу вставить набор ограничителей толщины. Поскольку даже 25 тонн не способны раздавить холодную сталь, эти упоры позволяют мне точно проковать горячую заготовку нужной толщины. Это удобно, когда я делаю шаблон кручения и хочу убедиться, что заготовка точно вытянута до моей целевой толщины.
В целом, я очень доволен этим прессом. Я был счастлив, что пошел с большим двигателем. У прессы очень мало времени задержки или восстановления. У меня в значительной степени есть огромное количество давления, доступного, когда мне это нужно. Идеи для различных штампов безграничны, поэтому я могу уменьшить свою рабочую нагрузку независимо от того, что я пытаюсь выковать. Если у вас есть какие-либо вопросы, я сделаю все возможное, чтобы помочь. Просто пришлите мне письмо по адресу [email protected].
Нравится:
Нравится Загрузка…
Опубликовано в Новости.
гидравлический ковочный пресс построить | Поиск в TikTok
TikTok
Загрузить
Для вас
Читать
bloodknuckleforge
Лезвия и украшения Blood Knuckle
🔥💀!Все из вторичного сырья Нужно сделать!💀🔥 #давление #гидравлическийпресс #бесплатно #ручная работа #кузница #мастерская #инструменты #лезвие #цели
497 лайков, 18 комментариев. Видео TikTok от Blood Knuckle Blades & Jewelry (@bloodknuckleforge): «🔥💀Все из переработанных материалов! Нужно сделать это! Наконец-то построил свой кузнечный пресс!!! | Перепрофилированный обжимной станок для шлангов | Убрана гидравлика | …. Under Pressure — Remastered 2011.
Видео TikTok от Blood Knuckle Blades & Jewelry (@bloodknuckleforge): «🔥💀Все из переработанных материалов! Нужно сделать это! Наконец-то построил свой кузнечный пресс!!! | Перепрофилированный обжимной станок для шлангов | Убрана гидравлика | …. Under Pressure — Remastered 2011.
5081 просмотров|
Under Pressure — Remastered 2011 — Queen
tonyseverioknives
Tony Severio Knives
Hydraulic forge press build walkthrough #diy #diyproject #forgepress #hydraulicforgingpress #hydraulicpress
348 Likes, 14 Комментарии. Видео TikTok от Тони Северио Ножей (@tonyseverioknives): «Пошаговое руководство по сборке гидравлического кузнечного пресса #diy #diyproject #forgepress #hydraulicforgingpress #hydraulicpress». Гидравлика своими руками
Кузнечный пресс. ЗАПЯТАЯ$.
ЗАПЯТАЯ$.
6876 просмотров|
COMMA$ — Curtis Roach
ножи mikelevalley
mikelevalley
Изготовление кузнечного пресса из дровокола. #mikelevalley #bladesmithing #ForgingPress #FORGEDINFIRE #FORGE #HYDRICPRESS #FYP シ #HydRILPRESS . logsplitter. #mikelevalley #bladesmithing #forgingpress #forgedinfire #forge #hydrolicpress #fypシ #handmade». давайте построим гидравлический ковочный пресс… Подделка.
706 просмотров|
Фальшивка — Технологические воры
вчерашнего дня
. #fabrication #weldtok #blacksmithtiktok # #foryoupage
Видео TikTok от Shea Yester (@yesterblacksmithing): «Строительство гидравлического пресса, начинающееся сейчас, должно быть сделано через год или два #blacksmithing #forging #forgingpress #hydraulicpress #сварка #изготовление #weldtok #blacksmithtiktok ##foryoupage». Сборка гидравлического пресса. оригинальный звук.
Сборка гидравлического пресса. оригинальный звук.
1379 просмотров|
original sound — Shea Yester
rebelfabricationllc
rebelfabricationllc
Homemade hydraulic press action #forge #forged #forgedinfire #hydraulicpress #diy #fyp #oddlysatisfying #knife #blade #blacksmith #mcdonough #macon #georgia
Видео TikTok от Rebelfabricationllc (@rebelfabricationllc): «Самодельный гидравлический пресс #forge #forged #forgedinfire #hydraulicpress #diy #fyp #oddlysatisfying #knife #blade #blacksmith #mcdonough #macon #georgia». Используя мой самодельный гидравлический пресс, я вытягиваю эту заготовку го-май. Назарено.
Назарено.
255 просмотров|
Назарено — Фарруко
Rebelfabricationllc
Rebelfabricationllc
@forgedinalabama Вот мой гидравлический пресс. Очень просто сделать, если вы умеете сваривать сваркой #forged #hydraulicpress #knife #blade #blacksmith #metalwork #mcdonough #macon #georgia
TikTok video from rebelfabricationllc (@rebelfabricationllc): «@forgedinalabama Вот мой гидравлический пресс. Его очень просто сделать, если вы умеете сваривать #кованый #гидравлическийпресс #нож #лезвие #кузнечный #металлоконструкция #макдонаф #макон #джорджия». Harbour Freight 6-тонный электрический дровокол, переделанный в кузнечный пресс | Лом нержавеющей стали 👇🏼 | Эта область требует фиксации, чтобы предотвратить движение из стороны в сторону👇🏼 | . … оригинальный звук.
… оригинальный звук.
348 просмотров|
оригинальный звук — Rebelfabricationllc
kossforge
Kossforge
Пробивка глаза молотком. #blacksmith #hammer #hydraulicpress #press #punch #forging #forge #welding #diy #maker #pumkinspice #tools # etc
Видео TikTok от Kossforge (@kossforge): «Пробивка глаза молотка. оригинальный звук.
724 просмотра|
оригинальный звук — Kossforge
Гидравлический Интернет-магазин — Интернет-магазин
Полный комплект гидравлического пресса для ковки металла для однофазного напряжения 240 В, установки дома или в гараже.
Все гидравлические детали, которые вам понадобятся для сборки собственного гидравлического ковочного пресса
, Масляный фильтр, Клапан управления направлением с рычажным приводом, Шланги высокого и низкого давления, Самодельные фитинги для шлангов и даже манометр из нержавеющей стали,
ИЗ-ЗА ТЕКУЩЕЙ НЕДОСТАТОЧНОСТИ РАБОТНИКОВ И ЛОГИСТИЧЕСКОЙ НЕДОСТАТОЧНОСТИ ПОДДЕРЖИВАЙТЕ ДО 10 ДНЕЙ НА ОТПРАВКУ Двигатель мощностью 3,7 кВт и высокопроизводительный насос — это максимальная мощность, которую вы можете использовать при однофазном напряжении 240 вольт. Эта установка дает вам максимальную скорость и грузоподъемность, которые мы можем обеспечить для 240 вольт.
Почти все гидравлическое оборудование, которое вам понадобится для создания собственной кузницы.
Он может развивать усилие до 26 тонн с хорошей скоростью (см. видео фактического устройства).
видео фактического устройства).
Вам нужно будет собрать детали, а также спроектировать и построить собственную раму.
Электродвигатель должен быть подключен, и вы должны пользоваться услугами лицензированного электрика.
Обратите внимание, что к двигателю необходимо подключить электрический шнур. Под крышкой есть схема подключения, но по закону ее должен подгонять электрик. Очень важно проверить вращение перед установкой насоса. Находясь позади двигателя, убедитесь, что вентилятор вращается по часовой стрелке. Запуск насоса в неправильном направлении приведет к разрыву его уплотнений.
Вы также должны иметь предохранитель / цепь на 20 ампер, чтобы запустить это устройство.
# Обратите внимание; Сброс давления на клапане управления потоком настроен на заводе на 2200 фунтов на квадратный дюйм. Просто отрегулируйте с помощью шестигранного ключа до 3000 фунтов на квадратный дюйм для максимального тоннажа.
Что включено;
- Электродвигатель 3,7 кВт,
- Корпус раструба, муфты вала и чугунный гидравлический насос Hi-Lo
- Гидравлический клапан управления потоком с рычажным приводом
- Диаметр цилиндра 5″, ход штока 8 или 12 дюймов, усилие 26 тонн при давлении 3000 фунтов/кв. до конца кронштейна), шириной 375 мм и высотой 300 мм
- Привинтите возвратный масляный фильтр 10 микрон и алюминиевую головку фильтра,
- Гидравлические адаптеры и фитинги для установки на бак, насос, клапан, цилиндр, фильтр.
- 8 метров 5000 фунтов на квадратный дюйм 3/8 два гидравлических шланга с полевыми фитингами для шлангов DIY.
- 2 метра шланга 1/2″ 4000 фунтов на кв. дюйм для возврата к фильтру с фитингами для самостоятельной сборки на месте. теперь включены адаптеры (нет на фото)
# Обратите внимание: в соответствии с австралийским законодательством кабели с электрическими вилками не поставляются с этими устройствами.
 Под крышкой силового разъема находится электрическая схема.По закону для подключения требуется электрик.
Под крышкой силового разъема находится электрическая схема.По закону для подключения требуется электрик.# ВРАЩЕНИЕ; Вращение по часовой стрелке, если смотреть на заднюю лопасть вентилятора двигателя
То, что вам нужно;
Электрическое соединение двигателя и выключатель
Гайки и болты.
Рама и т. д.
Использование второго гидравлического цилиндра с диаметром отверстия 5 дюймов, скоростью потока 3 мм в секунду и скоростью подъема 25 мм.
в низком потоке он будет производить скорость опускания 4 мм в секунду с усилием 25 тонн и скорость подъема 5 мм в секунду.
Нижеприведенное видео демонстрирует реальное оборудование в действии (видео любезно предоставлено и благодаря нашему клиенту Гранту!)
рам, который вы используете.
 Пожалуйста, свяжитесь с нами с вашими требованиями.
Пожалуйста, свяжитесь с нами с вашими требованиями. Джо Строитель построил эту красоту. (не наши детали)
Посмотрите видео Пола Пинто о том, как он построил свой удивительный гидравлический пресс для кузнечного дела цикл с (полное опускание и подъем),
При ходе 18 дюймов = 18 секунд опускание и 15 секунд подъем. Насос поставляется с всасывающим патрубком 1 дюйм и напорным патрубком 1/2 дюйма BSPT.
Насос имеет максимально возможный LPM (расход) для двигателя мощностью 10 л.с.
Это насос высокого давления, что означает, что он перекачивает высокий поток при низком давлении, он используется, когда цилиндр выдвигается или втягивается, но как только кузница начинает работу, чтобы начать процесс деформации, он автоматически падает до низкого Цикл Flow High Pressure, обеспечивающий очень высокое усилие прессования с хорошим контролем.

Опять же, тоннаж зависит от диаметра выбранного вами поршня.
Ориентировочно, вы будете производить следующие тоннажи;
4-дюймовый цилиндр = 16 тонн,
5 дюймовый цилиндр = 25 тонн.
Чем больше отверстие, тем больше тоннаж.
Однако большее отверстие требует большего объема масла, что приводит к более медленной скорости вверх-вниз.
Это устройство профессионального качества, рассчитанное на длительную работу.
У нас также есть гидроцилиндры австралийского производства,
1 золотниковый моноблочный клапан для управления функцией подъема-опускания для вашего пресса.
Также доступны масляные баки, а также фитинги и либо обжатые по длине гидравлические шланги, либо шланги с многоразовыми фитингами, что позволяет изготовить все шланги самостоятельно на месте с минимальными инструментами.

