Пресс ножницы: ножницы — купить пресс-ножницы для металла, цены в Москве
Содержание
Н5222А пресс-ножницы комбинированные. Схемы, описание, характеристики
Сведения о производителе пресс-ножниц Н5222А
Изготовителем и разработчиком пресс-ножниц Н5222А является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Машины, выпускаемые Кувандыкским заводом кузнечно-прессового оборудования
- ЛПС 8535 — станок ленточнопильный отрезной двухстоечный, Ø 20..350
- ГД-162 — станок для правки резки арматурной стали, Ø 16
- Н5222А — пресс-ножницы комбинированные, Ø 45
- НБ5222 — пресс-ножницы комбинированные, Ø 50
- НБ5224 — пресс-ножницы комбинированные, Ø 67
- НВ5221 — пресс-ножницы комбинированные, Ø 45
- НВ5222 — пресс-ножницы комбинированные, Ø 50
- НГ5222 — пресс-ножницы комбинированные, Ø 45
- НГ5223 — пресс-ножницы комбинированные, Ø 50
- НГ5224 — пресс-ножницы комбинированные, Ø 67
Пресс-ножницы комбинированные Н5222А.
 Назначение, область применения
Назначение, область применения
Пресс-ножницы комбинированные Н5222А предназначены для резки листового и сортового проката, пробивки отверстий и выполнения зарубок в листовом и сортовом прокате. Пресс-ножницы комбинированные представляют собой машину, выполняющую операции листовых и сортовых ножниц, дыропробивного пресса и зарубочного устройства. Все механизмы смонтированы на одной станине и имеют общий привод.
Пресс-ножницы комбинированные Н5222А могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Принцип работы и особенности конструкции станка
Станина сварная одностоечная состоит из основного листа, усиленного накладками, ребрами и задней крышкой. Между основным листом и задней крышкой помещаются ползун и балансир. Основной лист имеет два продольных паза для прохода листовой стали при обрезке кромок и разрезке.
Привод от индивидуального электродвигателя через ременную передачу, маховик и одноступенчатую зубчатую передачу к эксцентриковому валу. Маховик ременной передачи выполнен без ручьев под ремни. Ползун сортовых и листовых ножниц, а также зарубочного устройства приводится в движение через шатун.
В средней части ползуна имеется вырез, в котором крепится подвижная ножевая плита, а справа в нижней части — гнезда для крепления ножей листовых ножниц и зарубочного устройства. Ползун качается на оси между направляющими вкладышами, регулируемыми болтами. Ползун в исходное положение возвращается и удерживается в нем пружиной и тягой.
Ползун дыропробивного пресса прямоугольной формы. В нижней части ползуна к пуансонодержателю крепится пуансон. На столе дыропробивного пресса крепится стойка, в которую устанавливается матрица.
Конструкция пресс-ножниц позволяет резать угловой металл под углом 45°. Для резки двутавровых балок и швеллеров, а также уголков машина снабжена специальными ножами, которые поставляются по особому заказу.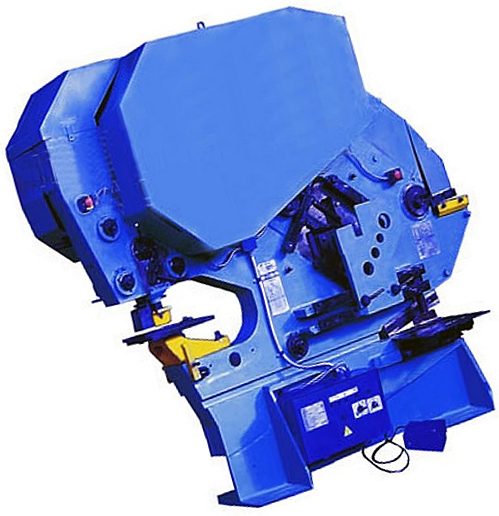 При резке под углом материал закрепляется с помощью упора, устанавливаемого на определенный угол.
При резке под углом материал закрепляется с помощью упора, устанавливаемого на определенный угол.
Листовые и сортовые ножницы снабжены винтовыми прижимами для предотвращения отдачи разрезаемого материала.
На пресс-ножницах для точной пробивки отверстий предусмотрен механизм центрирования, который позволяет точно опускать ползун с пуансоном на намеченное место.
Включение листовых и сортовых ножниц, а также зарубочного устройства производится одновременно, дыропробивного пресса — отдельно.
Электросхема обеспечивает работу ножниц как на одиночных, так и на непрерывных ходах.
Механизм управления плунжером листовых ножниц и зарубочного устройства — рычажный, управление дыропробивным прессом — рычажное и педальное.
Смазка комбинированная.
Пресс-ножницы изготовляются с основными параметрами по ГОСТу.
Н5222А Рабочие зоны комбинированных пресс-ножниц
Рабочие зоны комбинированных пресс-ножниц Н5222А
Н5222А Виды операций комбинированных пресс-ножниц
Пресс-ножницы комбинированные Н5222А с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и в любой ремонтной мастерской.
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Конструкция пресс-ножниц и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Н5222А Общий вид комбинированных пресс-ножниц
Общий вид комбинированных пресс-ножниц Н5222А
Общий вид комбинированных пресс-ножниц Н5222А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото комбинированных пресс-ножниц Н5222А
Фото комбинированных пресс-ножниц Н5222А
Расположение основных узлов комбинированных пресс-ножниц Н5222А
Расположение основных узлов комбинированных пресс-ножниц Н5222А
- Станина — Н5222-11-001
- Привод — Н5222-22А-001
- Ограждение — Н5222-71-001
- Узел смазки — Н5222А-81 -001
- Управление ползуном — Н5222-41-001
- Подвижная нож-плита — Н5222-62-001 СБ
- Подвижные ножи для резки швеллера и двутавра — Н5222-64-001
- Подвижная нож-плита — Н5222-66-001
- Неподвижная нож-плита — Н5222-61-001 СБ
- Неподвижные ножи для резки швеллера и двутавра — Н5222-63-001
- Неподвижная нож-плита — Н5222-65-00l
- Ползун Н5222-31-001
- Упор для резки пол углом — Н5222-48-001
- Прижим листовых ножниц — Н5222-45-001
- Электрооборудование — Н5222А-95-001
- Педаль электрическая — Н5222-99-001
- Управление дыропробивным прессом — Н5222А-42В-001
- Механизм центрирования — Н5222-47-001
- Дыропробивной пресс — Н5222-35-001
- Прижим сортовых ножниц — Н5222-46-001
- Задний упор — Н5222-43-001
Расположение органов управления комбинированными пресс-ножницами Н5222А
Расположение органов управления комбинированными пресс-ножницами Н5222А
Расположение органов управления комбинированными пресс-ножницами Н5222А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
- 1. Рукоятка включения листовых, сортовых ножниц и зарубочного устройства
- 6. Педаль включения дыропробивного пресса
- 10. Рукоятка механизма центрирования дыропробивного пресса
- Пресс-ножницы комбинированные Н5222А.
 Паспорт и инструкция по эксплуатации, 1968
Паспорт и инструкция по эксплуатации, 1968 - Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.
 М. Технология кузнечно-штамповочного производства, 1966
М. Технология кузнечно-штамповочного производства, 1966 - Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Кинематическая схема комбинированных пресс-ножниц Н5222А
Кинематическая схема комбинированных пресс-ножниц Н5222А
Крепление инструмента комбинированных пресс-ножниц Н5222А
Крепление ножа листовых ножниц Н5222А
Крепление инструмента комбинированных пресс-ножниц Н5222А. Смотреть в увеличенном масштабе
Крепление инструмента комбинированных пресс-ножниц Н5222А
Крепление инструмента комбинированных пресс-ножниц Н5222А. Смотреть в увеличенном масштабе
Крепление ножей зарубочного устройства пресс-ножниц Н5222А
Крепление инструмента комбинированных пресс-ножниц Н5222А. Смотреть в увеличенном масштабе
Н5222А Схема электрическая принципиальная пресс-ножниц
Электрическая схема пресс-ножниц Н5222А
Схема электрическая принципиальная комбинированных пресс-ножниц Н5222А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема расположения электрооборудования на пресс-ножницах Н5222А
Фундамент комбинированных пресс-ножниц Н5222А
Фундамент комбинированных пресс-ножниц Н5222А. Смотреть в увеличенном масштабе
Читайте также: Производители кузнечно-прессового оборудования в России
НГ5222 пресс-ножницы комбинированные. Видеоролик.
Технические характеристики комбинированных пресс-ножниц Н5222А
| Наименование параметра | Н5222А | НГ5222 | НВ5222 |
|---|---|---|---|
| Основные параметры по ГОСТ 7355-67 | |||
| Допускаемое усилие листовых ножниц, тс | 590 | ||
| Дыропробивного пресса, тс | 49 | 40 | |
| Допускаемое усилие сортовых ножниц, тс | 1040 | ||
| Частота хода ползуна, 1/мин | 48 | 18 | 53 |
| Основные параметры листовых ножниц | |||
| Наибольшие размеры разрезаемой полосы (сечение), мм | 140 х 20 | 150 х 16 | 140 х 20 |
| Толщина листа, мм | 16 | 16 | 16 |
| Длина ножей листовых ножниц, мм | 300 | ||
| Параметры дыропробивного пресса | |||
| Диаметр пробиваемого отверстия, мм | Ø 22, 30 | Ø 30 | Ø 32 |
| Толщина материала, мм | 16 | 16 | 16 |
| Ход ползуна дыропробивного пресса, мм | 28 | ||
| Вылет дыропробивного пресса, мм | 500 | 500 | 500 |
| Сортовые ножницы | |||
| Наибольшие размеры круга (диаметр), мм | Ø 45 | Ø 45 | Ø 50 |
| Сторона квадрата, мм | 40 | 45 | |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 12 | 125 х 125 х 12 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 90 х 90 х 9 | 90 х 90 х 9 |
| Наибольшие размеры швеллера, номер профиля | № 18 | № 18 | № 18 |
| Наибольшие размеры двутавра, номер профиля | № 18 | № 18 | № 18 |
| Число ходов ножа в минуту не более | 18 | ||
| Номинальное усилие реза, кН | 560 | ||
| Электрооборудование, электропривод | |||
| Электродвигатель главного привода, кВт (об/мин) | 4,8 (2760) | 5,5 (2930) | 5,0 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1885 х 582 х 1950 | 1900 х 1660 х 1950 | 2025 х 1070 х 1800 |
| Масса пресс-ножниц, кг | 2282 | 2270 | 2700 |
Список литературы:
Связанные ссылки. Дополнительная информация
НГ5224 пресс-ножницы комбинированные. Схемы, описание, характеристики
Сведения о производителе пресс-ножниц НГ5224
Изготовителем и разработчиком пресс-ножниц НГ5224 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Машины, выпускаемые Кувандыкским заводом кузнечно-прессового оборудования
- ЛПС 8535 — станок ленточнопильный отрезной двухстоечный, Ø 20..350
- ГД-162 — станок для правки резки арматурной стали, Ø 16
- Н5222А — пресс-ножницы комбинированные, Ø 45
- НБ5222 — пресс-ножницы комбинированные, Ø 50
- НБ5224 — пресс-ножницы комбинированные, Ø 67
- НВ5221 — пресс-ножницы комбинированные, Ø 45
- НВ5222 — пресс-ножницы комбинированные, Ø 50
- НГ5222 — пресс-ножницы комбинированные, Ø 45
- НГ5223 — пресс-ножницы комбинированные, Ø 50
- НГ5224 — пресс-ножницы комбинированные, Ø 67
Пресс-ножницы комбинированные НГ5224.
 Назначение, область применения
Назначение, область применения
Пресс-ножницы комбинированные НГ5224самые мощные в своём модельном ряду. Максимальное рабочее усилие достигает 125 тонн.
Пресс-ножницы НГ5224 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Пресс-ножницы комбинированные НГ5224 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Принцип работы и особенности конструкции станка
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки.
Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций.
Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции. Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования служит для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НГ5224 имеют три рабочих места у листовой секции, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц комбинированных на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
НГ5224 Рабочие зоны комбинированных пресс-ножниц
Рабочие зоны комбинированных пресс-ножниц нг5224
НГ5224 Виды операций комбинированных пресс-ножниц
Пресс-ножницы комбинированные НГ5224 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и в любой ремонтной мастерской.
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля.
 Отрезка проката без разметки до 1000 мм по упору
Отрезка проката без разметки до 1000 мм по упору - Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Конструкция пресс-ножниц и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
НГ5224 Общий вид комбинированных пресс-ножниц
Фото пресс-ножниц нг5224
НГ5224 Составные части комбинированных пресс-ножниц
Основные узлы пресс-ножниц нг5224
НГ5224 Спецификация составных частей комбинированных пресс-ножниц
- 1.
 Станина — НГ5224.11.001
Станина — НГ5224.11.001 - 3. Прижим сортовой секции — НГ5224.57.001
- 4. Прижим спец. уголка, швеллеров и двутавра — НГ5224.59.001
- 5. Инструмент реза уголка, круга — НГ5224.61.001
- 6. Инструмент реза швеллера и двутавра — НГ5224.64.001
- 7. Инструмент реза спец. уголка — НГ5224.65.001
- 12. Электрошкаф — НГ5224.92.001
- 16. ыропробивное приспособление — НГ5224.54.001
- 17. Стол дыропробивного пресса — НГ5224.69.001
- 18. Ползун дыропробивной секции — НГ5224.32А.001
- 19. Механизм центрирования — НГ5224.42А.001
- 21. Приводные валы — НГ5224.22.001
- 22. Привод дыропробивной секции — НГ5224.24.001
- 23. Привод сортополосовой секции — НГ5224.23.001
- 24. Привод — НГ5224.21А-001
- 25. Электрооборудование — НГ5224.91.001
- 27. Смазка — НГ5224.81Б.001
- 30. Приспособление для пробивки пазов прямоугольной формы — НГ5224.53.
 001
001 - 32. Упор для отрезки мерных заготовок — НГ5224.50.001
- 35. Прижим полосовой секции — НГ5224.45.001
- 36. Ползун сортополосовой секции — НГ5224.31.001
- 37. Инструмент зарубочный и для отрезки полосы — НГ5224Б.62.001
- 39. Устройство для пробивки отверстий с определенным шагом — НГ5224.56А.001
- 40. Инструмент дыропробивной круглый — НГ5224.63.001
- 41. Инструмент для пробивки отверстий квадратной формы — НГ5224.67А.001
- 42. Инструмент для пробивки отверстий треугольной формы — НГ5224.60Б.001
- 43. Установка электромагнита — НГ5224.41В.001
- 44. Ограждение — НГ5224.71.001
НГ5224 Перечень органов управления комбинированными пресс-ножницами
- 2. Рукоятка фиксации прижима сортового проката
- 8. Переключатель режима «Наладка»
- 9. Замок включения секций
- 10. Кнопка включения электродвигателя
- 11. Педаль электрическая
- 13.
 Вводный выключатель
Вводный выключатель - 14. Лампы сигнальные
- 20. Рукоятка механизма центрирования
- 26. Кнопка «Общий стоп»
- 28. Рукоятка насоса системы смазки
- 29. Рукоятка фиксаций упора для отрезки мерных заготовок
- 33. Рукоятка установки планки
- 34. Рукоятка тонкой настройки упора отрезки мерных заготовок
- 38. Рукоятка фиксации автоприжимов полосового проката
- I Вводный выключатель
- II Главный привод
- III Электромагнит муфты дыропробивной секции
- IV Защита цепи управления
- V Электромагнит муфты сортовой секции
- VI Трансформатор управления
- VII Общий стоп
- VIII Местное освещение
- IX Сигнализация
- X Сеть
- XI Главный привод
- XII Дыропробивная секция
- XIII Управление педалью
- XIV Управление кнопками
- XV Непрерывные ходы
- XVI Сортовая секция
- XVII Управление педалью
- XVIII Управление кнопками
- XIX Непрерывные хода
- XX Главный привод
- XXI Управление электромагнитом механического включения дыропробивной секции
- XXII Управление педалью
- XXIII Непрерывные хода.
 Управление кнопкой
Управление кнопкой - XXIV Управление электромагнитом механического включения сортовой секции
- XXV Управление педалью
- XXVI Непрерывные хода. Управление кнопкой
- Г Контакты, расположенные в силовой цепи
- 3 Замыкающие контакты
- Р Размыкающие контакты
- Банкетов А.
 Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970 - Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.
 Н. Ковка на молотах и прессах, 1979
Н. Ковка на молотах и прессах, 1979 - Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
НГ5224 Кинематическая схема пресс-ножниц
Кинематическая схема пресс-ножниц нг5224
Привод пресс-ножниц осуществляется от электродвигателя через клиноременную передачу на маховик и зубчатую передачу. Вал маховика несет на себе жестко посаженную косозубую шестерню 1, находящуюся в зацеплении с зубчатым колесом 2.
Колесо 2 жестко посажено на промежуточный вал, на другом конце которого сидит прямозубая шестерня 4, находящаяся в постоянном зацеплении с прямозубыми колесами 3.
Зубчатые колеса 3 подвижно посажены на ступицы, жестко сидящие на эксцентриковых валах.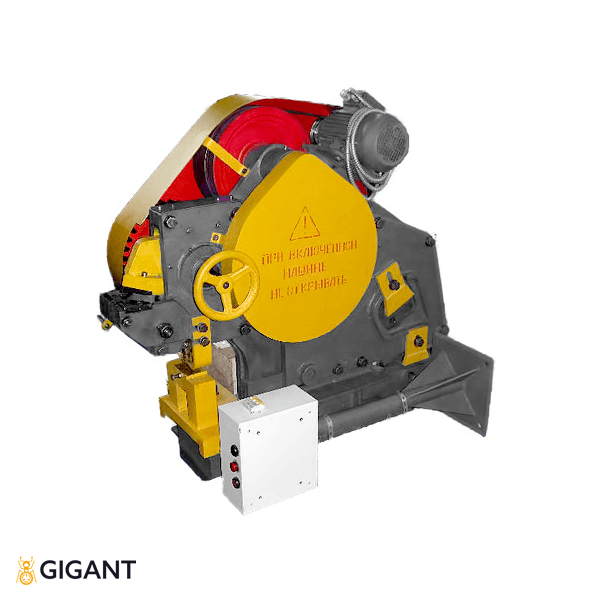 Зубчатые колеса 3 связаны со ступицами поворотными шпонками.
Зубчатые колеса 3 связаны со ступицами поворотными шпонками.
Мотылевые шейки эксцентриковых валов несут на себе шатуны, сочлененные с ползуном сортополосовой и дыропробивной секций. Ползун сортополосовой секции тягой связан с качающимся рычагом зарубочного устройства.
НГ5224 Схема электрическая принципиальная пресс-ножниц
Электрическая схема пресс-ножниц нг5224
НГ5224 Описание схемы электрической принципиальной пресс-ножниц
Читайте также: Производители кузнечно-прессового оборудования в России
НГ5222 пресс-ножницы комбинированные. Видеоролик.
Технические характеристики комбинированных пресс-ножниц НГ5224
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5. .18У .18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электрооборудование, электропривод | |||
| Электродвигатель главного привода, кВт | 5,5 | 5,5 | 11,8 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
Список литературы:
Связанные ссылки. Дополнительная информация
Пресс – ножницы Mizutani
Образование, новости и информация
Различные типы рукояток
Это следует учитывать: лезвие легко заметить, но рассмотрели ли вы рукоятку? Лезвие отвечает за линию реза, а рукоять является продолжением руки и помогает форме. Тщательно выбирайте тип рукоятки, чтобы дольше наслаждаться своим ремеслом и инвестициями.
Платежный план уже доступен
Powered by Afterpay.
Часто задаваемые вопросы
Черные матовые ножницы. Я не могу найти их на сайте, вы еще предлагаете их?
Да. Матовый черный цвет по-прежнему доступен для следующих моделей и есть в наличии.
Черный матовый
• Blacksmith Fit
• Blacksmith Puffin
• Acro Type K
Мы планируем снова разместить их на сайте в ближайшее время. А пока, пожалуйста, обратитесь на страницу «Контакты», чтобы разместить заказ на ножницы черного цвета.
А пока, пожалуйста, обратитесь на страницу «Контакты», чтобы разместить заказ на ножницы черного цвета.
Ножницы Mizutani сделаны в Японии?
Да. Hikari, B-mac в стороне, мы являемся одной из немногих компаний по производству ножниц в Северной Америке, у которой есть завод в Японии. Наши инструменты изготавливаются в руках мастеров, имеющих долгую историю работы с необработанными металлами и сталью (с 1921 года).
Как узнать, сделаны ли ножницы в Японии?
Все просто, ищите штамп с надписью «Сделано в Японии». И нет, штамп с надписью «Япония» не означает то же самое, что и «Сделано в Японии». Вы также можете попросить представителя любой марки ножниц предоставить служебный адрес, расположенный в Японии.
Вы предлагаете план оплаты?
Да. Мы используем систему «купи сейчас, плати потом», которая называется Afterpay.
Почему имеет значение, из какого металла изготовлены мои ножницы?
Как хорошо приготовленное блюдо. Вы хотите знать, откуда берется ваша еда. Строительный материал (ингредиенты) ваших ножниц — это все.
Вы хотите знать, откуда берется ваша еда. Строительный материал (ингредиенты) ваших ножниц — это все.
Как завернуть ножницы перед отправкой на заточку?
- Наденьте резинку на кончик ножниц.
- Оберните ножницы бумажным полотенцем, папиросной бумагой, пузырчатой пленкой или полиэтиленовой пленкой для дополнительной защиты.
- Поместите их в мягкий конверт или прочную коробку.
Обслуживает ли фабрика Mizutani ножницы других производителей?
Нет. Если не делали, то и чинить не будут. Обязательно свяжитесь с нашей внутренней службой поддержки, возможно, они смогут помочь. (См. раздел «Поддержка» на целевых страницах выше)
В чем разница между японским обслуживанием на заводе и сертифицированным заточником?
Знаете ли вы, что «сертификация» для точилки имеет значение? Это стандарт в Японии, но не во многих других частях мира. Наши фабричные рабочие в Японии производят и поддерживают высочайший уровень японской металлообработки уже почти 100 лет (с 1921 года).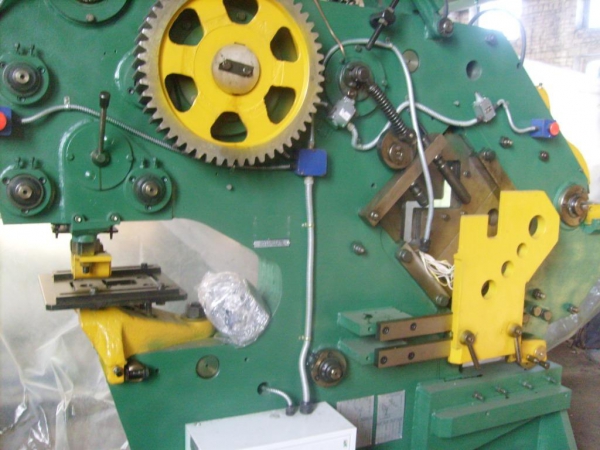 За это время они создали программу сертификации (впервые сделали это на международном уровне в Японии) для точилок, которые должны быть одобрены заводом. «Сертифицированный заточник» — это лицо, прошедшее обучение на фабрике Mizutani.
За это время они создали программу сертификации (впервые сделали это на международном уровне в Японии) для точилок, которые должны быть одобрены заводом. «Сертифицированный заточник» — это лицо, прошедшее обучение на фабрике Mizutani.
В чем разница между сертифицированным заточником и авторизованным заточником?
Авторизованный заточник — это опытный заточник, которому мы доверяем заточку ножниц Mizutani в Северной Америке, но он не прошел обучение и не получил сертификат на нашем заводе в Японии.
Как долго мне ждать изготовление ножниц по индивидуальному заказу?
Расчетное время зависит от сложности сборки. Срок выполнения большинства индивидуальных заказов составляет 3-4 месяца. Пожалуйста, запросите дополнительную информацию. Наши ножницы сделаны с нуля, вручную. Этот срок увеличивается до 4 месяцев в период японского Нового года или около него, поскольку Новый год является длинным национальным праздником в Японии.
6 На что обратить внимание при покупке парикмахерских ножниц
Есть ли на них штамп «Сделано в Японии»
Где были сделаны ваши ножницы? Есть много компаний с японскими названиями. Звучат они соответствующе, но есть ли на них штамп «Сделано в Японии»?
Звучат они соответствующе, но есть ли на них штамп «Сделано в Японии»?
Аутсорсинг рабочей силы или запчастей
Ножницы Mizutani от начала и до конца производятся на одном заводе. Многие компании передают наиболее важные этапы процесса строительства на аутсорсинг на недорогих фабриках за пределами Японии. Сделайте себе одолжение и поищите заводскую информацию.
Шкала твердости
Термическая обработка тонкого металла до оптимальной твердости имеет решающее значение для его производительности и долговечности кромки. Mizutani Scissors подвергает свою сталь термообработке до оптимального диапазона HRC 59-62 по шкале Роквелла, что является стандартом для высококачественных ножниц.
Серийный номер
Наши ножницы изготавливаются вручную, шаг за шагом. Одним из последних шагов в создании наших шедевров является гравировка серийного номера, характерного для ваших ножниц. Этот номер помогает отслеживать ваши ножницы всякий раз, когда они отправляются на обслуживание. Это помогает гарантировать, что вы получите ту же пару обратно.
Это помогает гарантировать, что вы получите ту же пару обратно.
Заточка
Качественная пара ножниц должна сопровождаться качественной заточкой. Точилки Mizutani либо сертифицированы, либо авторизованы. Сертифицированные заточники проходят строгую программу обучения в штаб-квартире в Токио. Заточка ваших ножниц сертифицированным специалистом по заточке гарантирует, что ваш инструмент будет работать с максимальной эффективностью в течение всего срока службы. Заводское техническое обслуживание ножниц (комплексное обслуживание, отдельное от ежедневной заточки) в Японии осуществляется исключительно ножницами Mizutani. Наши отечественные точилки принимают на обслуживание ножницы всех марок.
Техническое обслуживание
Техническое обслуживание. Мы надеемся, что это никогда не случится с вами. Но что, если вы уронили ножницы и вам нужно нечто большее, чем их заточка? Не беспокоиться. С Mizutani фабрика, изготовившая ваши ножницы вручную, может сделать практически все, чтобы помочь вам сохранить ваш инструмент (за небольшую часть первоначальной стоимости). Это включает в себя доработку гнутого металла.
Это включает в себя доработку гнутого металла.
Издательство Университета Мерсер: Бумага, ножницы, рок-н-ролл: Ринго, Дуэйн и я
PAPER, SCISSORS, ROCK-n-ROLL глубоко пропитан южной музыкой, но почти не затрагивает жанр южного рока. Эти воспоминания охватывают период с 19С 64 по ноябрь 1969 года, до того, как The Allman Brothers Band взлетела до общенациональной известности, когда писатель Билл Темз был подающим надежды подростком-музыкантом в Дейтона-Бич, Флорида. Каждая глава основана на неизвестных ранее историях Дуэйна и Грегга Оллманов, а также Ринго, влиятельного менеджера клуба The Martinque, а также других людей. Достижение совершеннолетия в середине 60-х, когда Дейтона-Бич был неоновым центром восточного побережья Центральной Флориды, там было общее музыкальное совершенство, рожденное сильной конкуренцией, подражанием и подражанием. Музыканты, такие же яркие и разные, как два верхних ряда большой коробки с мелками, заполнили сцены Дейтона-Бич. Человек мог легко прогуляться по городу и за столько же часов услышать пять невероятных многообещающих групп. Подростковые годы славы Темзы служат бесчисленным количеством личных историй, рассказанных с прямой точки зрения, а также часами личного сценического времени с Дуэйном и Греггом, когда братья оттачивали свое мастерство. Эти захватывающие истории перенесут как младших, так и пожилых читателей в бурные 60-е и глубоко проникнут в первобытные дни сегрегации, интеграции и расового разделения, которые, к сожалению, продолжаются в нашей стране сегодня.
Человек мог легко прогуляться по городу и за столько же часов услышать пять невероятных многообещающих групп. Подростковые годы славы Темзы служат бесчисленным количеством личных историй, рассказанных с прямой точки зрения, а также часами личного сценического времени с Дуэйном и Греггом, когда братья оттачивали свое мастерство. Эти захватывающие истории перенесут как младших, так и пожилых читателей в бурные 60-е и глубоко проникнут в первобытные дни сегрегации, интеграции и расового разделения, которые, к сожалению, продолжаются в нашей стране сегодня.
Отзыв: Томми Талтон, музыкант, композитор и соучредитель группы Cowboy — 18 мая 2022 г.
«Эти мемуары сочетают в себе всю радость и все страхи открытия подростковой свободы, узнавая о реальности мира, в котором ты живешь. о себе и двух братьях на многих уровнях. Мы все должны тепло поблагодарить Темзу за то, что нашли время поделиться этими историями. Я остановлюсь здесь и надеюсь, что вам понравится эта горячо вдохновленная работа, как если бы вы были старым другом!
Обзор: Джо Белл, Hittin’ the Note Magazine and Merchandise — 18 мая 2022 г.
«Я в восторге от этих новых мемуаров, написанных Биллом Темзом. Здесь он рассказывает много интересных историй, о которых даже я никогда не слышал. На протяжении всей этой книги становится очевидным, что Темз знает, как рассказать захватывающую историю — со всем напором и создайте напряжение в хорошо продуманной песне. Наслаждайтесь чтением, поскольку он перенесет вас в начало дикого и плодородного времени в южной музыкальной истории!»
Обзор: Анатали Г. Сэндлин, автор, редактор, издатель, музыкальный писатель, музыкант и совладелец студии звукозаписи Duck Tape — 18 мая 2022 г.
Сэндлин, автор, редактор, издатель, музыкальный писатель, музыкант и совладелец студии звукозаписи Duck Tape — 18 мая 2022 г.
«Мы все слышали «остальную часть истории» об известных музыкантах, которые оставили свой след в южном роке в Capricorn Studio в Мейконе, штат Джорджия, но, насколько мне известно, никто не написал о ранней среде, которая взрастила этих музыкантов. По крайней мере, только в этой книге. Билл Темз возвращает вас к тому времени, когда все было юношеским приключением и нужно было создавать музыку. Он знал людей, он играл с ними, и они были его друзьями. Это история, которую только он мог рассказать и Я очень рад, что он это сделал».
Обзор: Рэндалл Брамлетт, певец, автор песен и мульти-инструменталист — 18 мая 2022 г.
«Билл Темз — человек эпохи Возрождения, и он действительно любит музыку. У него уникальный взгляд на начало космического сдвига в южноамериканской музыке, и он был там, в Дейтона-Бич, когда Грегг и Дуэйн Оллманы начали играть в своих первых кавер-группах.
