Пресс штамповочный: Штамповочный пресс для металла: устройство и принцип работы
Содержание
Штамповочные прессы в категории «Промышленное оборудование и станки»
Аккумуляторный штамповочный пресс Makita DPP200ZK (18 В, без АКБ)
Доставка по Украине
108 860 грн
Купить
Аккумуляторный штамповочный пресс Makita DPP200ZK
Доставка по Украине
108 863 — 109 608 грн
от 2 продавцов
125 124 грн
109 608 грн
Купить
Аккумуляторный штамповочный пресс MAKITA DPP200ZK (18В, 8мм) (Без АКБ)
Доставка из г. Киев
по 118 867.8 грн
от 2 продавцов
125 124 грн
118 867.80 грн
Купить
Горячий штамповочный пресс SMERAL LKM 2500
Под заказ
Доставка по Украине
7 271 825 грн
Купить
Гидравлический штамповочный пресс HPB 100 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Гидравлический штамповочный пресс HPB 150 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Гидравлический штамповочный пресс HPB 200 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Гидравлический штамповочный пресс HPB 250 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Гидравлический штамповочный пресс HPB 100 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Гидравлический штамповочный пресс HPB 250 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Гидравлический штамповочный пресс HPB 200 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Гидравлический штамповочный пресс HPB 300 Hidroliksan
Под заказ
Доставка по Украине
Цену уточняйте
Л. И. Живов, А.Г. Овчинников Кузнечно-штамповочное оборудование. Прессы.
И. Живов, А.Г. Овчинников Кузнечно-штамповочное оборудование. Прессы.
Доставка по Украине
489 грн
Купить
Штамповочный пресс
Под заказ
Доставка по Украине
от 1 534 349.30 грн
Купить
Штамповочный пресс
Под заказ
Доставка по Украине
1 534 349.30 грн
Купить
Смотрите также
Живов Л.И., Овчинников А.Г. Кузнечно-штамповочное оборудование. Молоты. Винтовіе прессы. Ротационные и
Доставка по Украине
277 грн
Купить
Ручной штамповочный станок принтер на ПВХ метале
Доставка по Украине
11 800 грн
Купить
Пресс листоштамповочный усилием 315 тонн модели К3535А
Доставка по Украине
28 грн
Купить
Пресс с фиксированным столом и регулируемым ходом Yangli JE21-40D
Доставка по Украине
Цену уточняйте
Пресс с фиксированным столом и регулируемым ходом Yangli JE21-63D
Доставка по Украине
Цену уточняйте
Кривошипный наклонный пресс Yangli JC23-6. 3
3
Доставка по Украине
Цену уточняйте
Кривошипный наклонный пресс Yangli J23-10B
Доставка по Украине
Цену уточняйте
Кривошипный наклонный пресс Yangli J23-16
Доставка по Украине
Цену уточняйте
Термо боди с глубокой горловиной
Доставка по Украине
515 грн
Купить
Высокоскоростной и высокоточный пресс Yangli SHC-63
Доставка по Украине
Цену уточняйте
Высокоскоростной и высокоточный пресс Yangli SHC-25
Доставка по Украине
Цену уточняйте
Высокоскоростной и высокоточный пресс Yangli SHC-45
Доставка по Украине
Цену уточняйте
Высокоскоростной и сверхточный пресс Yangli HPC-45
Доставка по Украине
Цену уточняйте
Высокоскоростной и сверхточный пресс Yangli HPC-25
Доставка по Украине
Цену уточняйте
Автоматический штамповочный пресс | ACCURL
Видео
Главная » Продукция » Автоматический пробивной пресс для штамповки металлических распределительных коробок (штамповочный пресс для производства металических изделий)
Автоматический пробивной пресс для штамповки металлических распределительных коробок (штамповочный пресс для производства металических изделий)
Автоматический пробивной пресс / Штамповочный пресс для производства металических распределительных коробок / Штамповка последовательного действия
Пресс с С-образной станиной для изготовления металлических распределительных коробок является прессом, чья форма станины напоминает букву «С». Пресс с С-образной формой станины для обработки металлических материалов работает за счёт подачи гидравлического масла в рабочий цилиндр под давлением. Гидравлические прессы широко используются в промышленных и механических сферах.
Пресс с С-образной формой станины для обработки металлических материалов работает за счёт подачи гидравлического масла в рабочий цилиндр под давлением. Гидравлические прессы широко используются в промышленных и механических сферах.
Пресс с С-образной формой станины, который используется в основном для механической работы, представляет собой простую и компактную конструкцию. Максимальная сила разных моделей станков варьируется от 5 до 100 тон. Сила самого популярного гидравлического пресса с одним коленчатым валом составляет 10-20 тонн. Такой силы, как правило, достаточно для ремонта транспортных средств.
Здесь ниже приведены некоторые свойства этого пресса с одним коленчатым валом с С-образной формой станины:
1. Станина закрытого типа надежно сварена и представляет собой одну деталь. Ее целостность исключает изменения угла работы пресса и такая конструкция имеет долгий срок службы.
2. Восемь боковых рельсовых ползунков с быстрой и высокоточной работой.
Сухая пневматическая фрикционная муфта сцепления производит низкий уровень шума, и
обеспечивает удобное обслуживание станка.
3. С гидравлическим устройством защиты от перегрузки, системой автоматический аварийной остановки и кнопки мгновенной остановки пресса, станок становится очень безопасным и простым в эксплуатации.
4. Автоматическая система смазки и система сигнализации о неисправности электропроводки обеспечивают бесперебойную работу станка.
5. Благодаря автоматическому управлению прессовой матрицей и устройству цифровой индикации, форму изделия удобно регулировать.
6. Станок оборудован системой электрического централизованного контроля PLC (контроллер с программируемой логикой), которая имеет замедленный, одиночный, непрерывный режимы работы и функцию аварийной остановки.
7. Так же доступны дополнительные функции, такие как фотоэлектрическая защита, вал, отводящий мощность, автоматическая подача материала, пневматический амортизатор.
Обратная связь
Другие продукты
- Станок для лазерной резки металла с волоконным лазером мощностью 2 кВт
- Станок для лазерной резки металла с волоконным лазером мощностью 3 кВт
- Станок для лазерной резки с волоконным лазером мощностью 4 кВт
- Волоконный лазерный станок для резки труб
Анатомия механического пресса
Функции штамповочного пресса
Примечание редактора: STAMPING Journal® исследует возможности гидравлических прессов, различия между механическими прессами и гидравлическими прессами, а также прессами с сервоприводом и пневматическими прессами в статье «Как выбрать пресс», которая будет опубликована в марте проблема.
Для понимания основ технологии прессования необходимо, как минимум, ответить на несколько основных вопросов:
- Что такое штамповка и для чего нужен штамповочный пресс?
- Какие материалы чаще всего штампуют?
- Что такое штамп или пресс-инструмент и как он используется?
- Каковы основные типы штамповочных прессов?
- Что такое механические приводы прессов и как они работают?
Прежде чем вы сможете изучить структуру пресса, вы должны сделать шаг назад и посмотреть на функцию штамповочного пресса.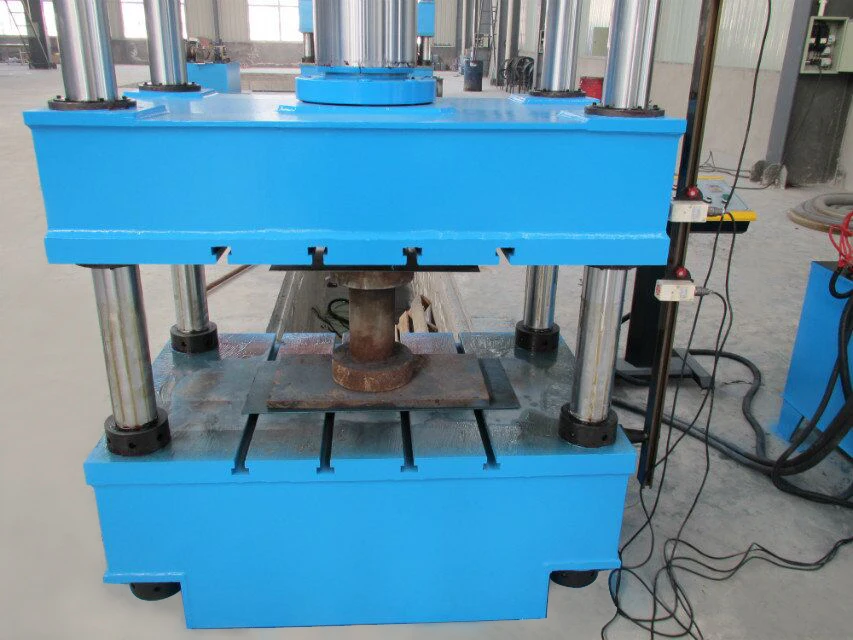
Штампованные детали изготавливаются путем формовки, волочения, обрезки, вырубки или прокалывания металла в виде листа или рулона между двумя половинами (верхней и нижней) пресс-формы, называемой матрицей (см. «Штамповка 101: Основы штамповки», «стр. 22). Верхний элемент крепится к салазкам, а нижний элемент зажимается или привинчивается к станине или валику. Матрица предназначена для повторного создания формы и размера компонента и в количествах, которые будут соответствовать производственным требованиям. Две половины штампа соединяются в прессе. Для достижения требований к повторяемости и допускам для окончательной штампованной и собранной детали требуются как сила (нагрузка), так и точность.
Штамповки изготавливаются из различных материалов. Например, банки для напитков изготавливаются из алюминия; многие автомобильные детали штампуются из высокопрочных сталей; дверные ручки и механизмы замков штампуются из латуни. Конструктивные детали, такие как гвоздевые пластины и кронштейны балок, штампуются из оцинкованной стали.
Подбор штампа для пресса
Для подбора штампа под пресс необходимо выполнить два расчета. Первый – это тоннаж (сила), а второй – потребляемая энергия. Каждый пресс в мире оценивается по тоннажу (усилию в тоннах), которое он может приложить от нижней мертвой точки (НМТ) цикла прессования до НМТ того же цикла прессования.
Грузоподъемность пресса не следует путать с энергией, вырабатываемой маховиком пресса. Каждый пресс имеет табличный график энергии, подаваемой производителем пресса, и каждый из них отличается. Это связано с тем, что энергия, генерируемая маховиком, зависит от размера маховика и передаточного отношения. Это также существенно влияет на стоимость пресса.
При выборе размера штампа необходимо проявлять должную осмотрительность. Многие инженеры, имеющие большой опыт в проектировании штампов, производстве или снабжении прессов, но не имеющие опыта во всех областях, попадают в ловушку, рассматривая только один из двух расчетов. Затем этот вопрос задают слишком поздно: «Почему мы не можем запустить эту часть?»
Приводы и рамы прессов
Прессы делятся на четыре основные категории: механические (см.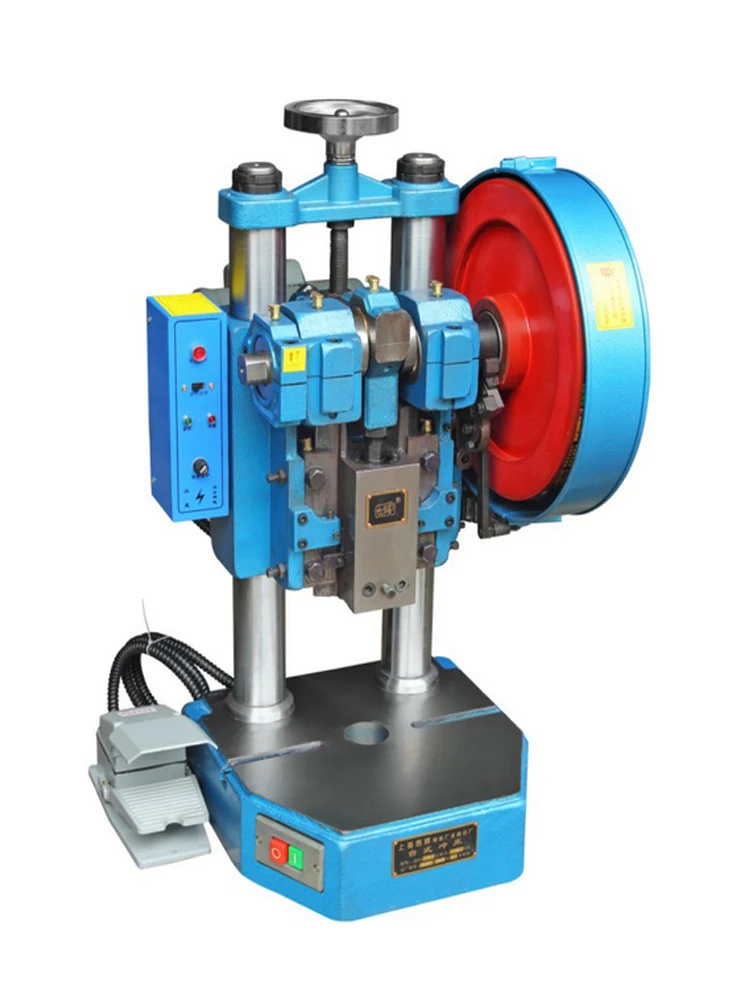 изображение вверху страницы ), гидравлические, сервоприводные и пневматические. Каждая категория получила свое название от источника привода, который создает давление (силу) на штамп для формирования готовой штамповки. Каждая категория может быть дополнительно разделена на одну из двух различных конструкций рамы: с прямой или С-образной рамой. Каждый тип пресса может иметь одно- или двухползунковое (плунжерное) соединение. Малотоннажный пресс может иметь соединение с одинарным или двойным ползунком в зависимости от того, оправдывает ли требуемая точность дополнительные затраты на соединение с двойным ползунком.
изображение вверху страницы ), гидравлические, сервоприводные и пневматические. Каждая категория получила свое название от источника привода, который создает давление (силу) на штамп для формирования готовой штамповки. Каждая категория может быть дополнительно разделена на одну из двух различных конструкций рамы: с прямой или С-образной рамой. Каждый тип пресса может иметь одно- или двухползунковое (плунжерное) соединение. Малотоннажный пресс может иметь соединение с одинарным или двойным ползунком в зависимости от того, оправдывает ли требуемая точность дополнительные затраты на соединение с двойным ползунком.
Прямосторонние прессы имеют две стороны и от четырех до восьми направляющих для салазок. Это уменьшает прогиб и позволяет им лучше справляться с нецентральными нагрузками.
Рис. 1. В безредукторном приводе маховик, сцепление и тормоз расположены на эксцентрике или коленчатом валу. Как правило, полная энергия жима доступна между половиной максимальной скорости жима и максимальной скоростью жима.
Прессы с С-образной рамой имеют форму буквы C или G, и большинство из них управляются вручную. Из-за своей открытой формы пресс с С-образной рамой подвержен большему прогибу при нецентральных нагрузках, чем пресс с прямой стороной. Слайд направляется двумя V-образными или коробчатыми направляющими.
Другие типы прессов, такие как трансферные, гидроформовочные, горячештамповочные и фрикционные шнековые, предназначены для специального применения.
Приводные трансмиссии механических прессов
Механические прессы также можно классифицировать по типу приводной трансмиссии, воздействующей на пресс-форму: маховик, однозубчатая, двухзубчатая, двойного действия, рычажная (также называемая альтернативным движением ползуна [ASM ]), так и с эксцентриковым зацеплением.
Все они приводятся в действие электродвигателем, который приводит в движение большой маховик. Маховик накапливает кинетическую энергию, которая высвобождается за счет различных типов привода. Для каждого 360-градусного цикла прессования или хода энергия маховика расходуется по мере того, как деталь изготавливается в штампе. Это заставляет маховик замедляться, обычно на 10-15 процентов. Затем электродвигатель восстанавливает эту потерянную энергию обратно в маховик при движении пресса вверх. После этого пресс готов к следующему циклу.
Для каждого 360-градусного цикла прессования или хода энергия маховика расходуется по мере того, как деталь изготавливается в штампе. Это заставляет маховик замедляться, обычно на 10-15 процентов. Затем электродвигатель восстанавливает эту потерянную энергию обратно в маховик при движении пресса вверх. После этого пресс готов к следующему циклу.
Если процент замедления маховика (замедление), определяемый в числах ходов в минуту (SPM), превышает 15 процентов, электродвигатель не успеет восстановить эту потерянную энергию, и пресс слишком сильно замедлится . После нескольких ходов пресс заклинит на BDC. Это происходит, когда тоннаж штампа или энергия были рассчитаны неправильно.
Чтобы остановить и запустить пресс, вы используете электронное управление сцеплением и тормозом, которые, в свою очередь, отключают маховик от привода пресса. Большинство сцеплений и тормозов имеют пружинный привод и пневматические или гидравлические расцепители. Время остановки сцепления и тормоза имеет решающее значение для определения как скорости, с которой может работать пресс, так и безопасности оператора и штампа.
Механический пресс с маховиком. Прессы с маховиком (см. Рисунок 1 ) используются для пробивки, вырубки, гибки и очень мелкой вытяжки с помощью прогрессивных штампов. Обычный тоннаж пресса составляет от 30 до 600 тонн. Они работают на высоких скоростях — от 125 до 250 SPM на низком уровне и до скоростей, превышающих 1000 SPM на высоком уровне. Длина хода пресса всегда поддерживается как можно более короткой, так как это влияет на скорость пресса. Средний ход составляет 2 дюйма. Если требуется больше энергии на более низких скоростях, к приводу можно добавить вспомогательный маховик. Однако энергия никогда не достигнет мощности редукторного пресса.
Пресс с приводом от маховика обычно рассчитан на полное усилие при 0,062 дюйма от НМТ цикла прессования до НМТ того же цикла прессования. Маховик, сцепление и тормоз расположены на эксцентрике или коленчатом валу. Как правило, полная энергия жима доступна между половиной максимальной скорости жима и максимальной скоростью жима. Тем не менее, лучше всего обратиться за подтверждением к производителю пресса.
Тем не менее, лучше всего обратиться за подтверждением к производителю пресса.
Необходимо тщательно проверить расчет штампа, если толщина материала превышает номинальную мощность пресса. Вы должны осознать, что делать с высокими защелками (обратными нагрузками) и вибрацией пресса при использовании сверхвысоких скоростей.
Прессы с маховиком выполнены с динамической балансировкой веса верхней матрицы и ползуна пресса с помощью противодействующей силы. Без этой противодействующей силы пресса ходила бы по залу на высоких скоростях.
Рис. 2. Это самый популярный пресс-привод, используемый контрактными штамповщиками в автомобильной промышленности. Он может работать на постоянной скорости до 28 страниц в минуту, хотя типичный диапазон скоростей пресса составляет от 40 до 80 страниц в минуту.
Механический пресс с одной передачей. Это самый популярный пресс-привод, используемый штамповщиками в автомобильной промышленности (см. , рис. 2 ). Грузоподъемность колеблется от 200 до 1600, с двухточечным соединением с затвором. Передаточное число позволяет маховику работать быстро, сохраняя энергию, в то время как скорость пресса намного ниже, чем у маховика. Прессы с одним редуктором обычно рассчитаны на полную грузоподъемность от 0,250 до 0,500 дюйма от нижней мертвой точки до нижней мертвой точки. Правильный выбор номинала для вашего приложения зависит от потребности кристалла в энергии. Этот рейтинг повлияет на цену печатной машины и размер диска.
, рис. 2 ). Грузоподъемность колеблется от 200 до 1600, с двухточечным соединением с затвором. Передаточное число позволяет маховику работать быстро, сохраняя энергию, в то время как скорость пресса намного ниже, чем у маховика. Прессы с одним редуктором обычно рассчитаны на полную грузоподъемность от 0,250 до 0,500 дюйма от нижней мертвой точки до нижней мертвой точки. Правильный выбор номинала для вашего приложения зависит от потребности кристалла в энергии. Этот рейтинг повлияет на цену печатной машины и размер диска.
Пресс однозубчатый применяется для последовательной штамповки штампами с мелкой вытяжкой или формами с прошивкой и вырубкой. Этот тип трансмиссии привода пресса может работать на постоянной скорости до 28 ходов в минуту. Типичный диапазон скорости печати составляет от 40 до 80 страниц в минуту с 12-дюймовым прессом. Инсульт. Помните эмпирическое правило относительно энергии: полная энергия жима доступна между половиной максимальной скорости жима и максимальной скоростью жима.
Всегда ищите пресс с двухсторонним приводом, который имеет противоположные косозубые шестерни с эксцентриковым валом. Это повысит точность, уменьшит отклонение и увеличит срок службы.
Однозубчатый привод может быть оснащен альтернативным ползунковым механизмом (ASM) или рычажным приводом.
Двухступенчатый механический пресс. Этот пресс используется, когда требуется непрерывная скорость производства ниже 28 ходов в минуту (см. Рисунок 3 ). Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей. Передаточное отношение приводной передачи позволяет маховику поддерживать свою скорость, в то время как пресс работает медленнее, чем маховик и однозубчатый пресс. В зависимости от размера маховика этот тип привода может генерировать очень большую энергию. Усилие пресса от 200 до 1600, с двухточечным соединением с ползуном.
Двухступенчатый привод пресса удобен для штамповки. Передачи обычно выполняются со скоростью от 15 до 30 SPM. Прессы с этим приводом обычно рассчитаны на 0,500 дюйма от НМТ до НМТ. Некоторые прессы имеют специальный привод, рассчитанный на 1 дюйм от НМТ до НМТ; он используется для волочения, формовки, вырубки и прошивки с помощью трансферных и прогрессивных штампов.
Прессы с этим приводом обычно рассчитаны на 0,500 дюйма от НМТ до НМТ. Некоторые прессы имеют специальный привод, рассчитанный на 1 дюйм от НМТ до НМТ; он используется для волочения, формовки, вырубки и прошивки с помощью трансферных и прогрессивных штампов.
Привод может быть оснащен альтернативным ползунковым или рычажным приводом.
Link Drive или альтернативное движение слайдов. Эта опция позволяет снизить скорость скольжения во время рабочей части цикла прессования. Это также может позволить увеличить производство до 25 процентов (см. 9).0037 Рисунок 4 ).
Механический пресс с эксцентриковым редуктором. Этот тип пресса и привода используется там, где требуется очень длинный ход — обычно более 24 дюймов (см. , рис. 5 ). Все характеристики двухредукторного пресса применимы к этой конструкции привода; однако точность не так хороша, как у пресса с эксцентриковым валом, из-за зазора с расположением зубчатой передачи и дополнительного зазора, необходимого для регулировки направляющей стрелы скольжения.
Затвор двойного действия. Этот пресс имеет два ползуна — один ползун внутри другого (см. , рис. 6 ). Каждая направляющая имеет два соединения с эксцентриковым валом. Ход каждого из них отличается и рассчитан по времени, поэтому внешний слайд является пустым держателем, а внутренний слайд завершает операцию рисования.
Рисунок 3. Этот привод используется, когда требуется непрерывная производственная скорость ниже 28 ходов в минуту. Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей.
Пресс двойного действия с ползунами используется для глубокой вытяжки, например, для производства банок для напитков. Кроме того, это первый пресс в линии автомобильных прессов для вытягивания панелей внешней обшивки автомобилей.
Гидравлический пресс
С годами гидравлические прессы значительно усовершенствовались благодаря новым технологиям и улучшениям в электронике и клапанах. Они особенно подходят для работы с глубокой вытяжкой, потому что они могут передавать полную мощность по всей длине хода.
Они особенно подходят для работы с глубокой вытяжкой, потому что они могут передавать полную мощность по всей длине хода.
Кроме того, вы можете запрограммировать скорость перемещения ползуна при закрытии штампа.
Вы можете запрограммировать обратный ход для быстрого возврата, и вы можете отрегулировать ход на любое необходимое вам расстояние, таким образом достигнув максимального числа оборотов в минуту, доступного для данной конструкции насоса.
Гидравлический пресс приводится в действие от гидравлического насоса к гидравлическому цилиндру или цилиндрам, которые приводят в движение ползун. Давление может быть задано заранее, и после его достижения клапан может активировать реверсирование давления, чтобы исключить перегрузку. При такой конструкции пресса и его применении матрица имеет тенденцию направлять пресс, поэтому направляющие системы не должны быть такими точными, как в механическом прессе с прогрессивной матрицей. Скорость производства гидравлических прессов обычно ниже, чем у механических прессов.
Прессы для горячего тиснения | Макродайн Текнолоджиз Инк.
Быстрые и эффективные прессы для горячего тиснения
Прессы для горячего тиснения Macrodyne являются неотъемлемой частью операций по закалке или горячему штампованию во всем мире. Наши прессы позволяют производителям быстро и эффективно изготавливать различные более прочные и легкие автомобильные детали сложной геометрии, такие как дверные балки, рейлинги на крыше, стойки кузова, такие как передняя стойка (A-post) и средняя стойка (B-стойка). стойки), бамперы, усиление туннеля, общие высокопрочные детали и многое другое, делая это за меньшее количество шагов, чем традиционная штамповка.
Быстрые и эффективные прессы для горячего тиснения
Прессы для горячего тиснения Macrodyne являются неотъемлемой частью операций по закалке или горячему формованию во всем мире. Наши прессы позволяют производителям быстро и эффективно изготавливать различные более прочные и легкие автомобильные детали сложной геометрии, такие как дверные балки, рейлинги на крыше, стойки кузова, такие как передняя стойка (A-post) и средняя стойка (B-стойка). стойки), бамперы, усиление туннеля, общие высокопрочные детали и многое другое, делая это за меньшее количество шагов, чем традиционная штамповка.
стойки), бамперы, усиление туннеля, общие высокопрочные детали и многое другое, делая это за меньшее количество шагов, чем традиционная штамповка.
Ознакомьтесь с некоторыми проектами горячего тиснения
Не нашли подходящего? Получите индивидуальное предложение для ваших требований
Macrodyne Hot Stamping Press Solutions
Технология горячей штамповки (также называемая закалкой под давлением или горячей штамповкой) используется для производства конструкционных компонентов транспортных средств, которые обеспечивают более высокую прочность, меньший вес и большую устойчивость, что является ключевой инициативой в улучшении автомобильного топлива. эффективность и производительность.
Оптимизация операций горячего тиснения
При покупке гидравлического пресса горячего тиснения или полностью автоматизированной линии горячего тиснения необходимо учитывать несколько ключевых факторов.
Гидравлические системы и системы управления для гидравлического пресса для горячей штамповки должны быть полностью программируемыми и обеспечивать воспроизводимое управление усилием.
Тип рамы пресса, системы направляющих, скорость, грузоподъемность, направление подачи материала, быстрая смена матрицы и возможность загрузки вне центра должны быть тщательно оценены, чтобы убедиться, что пресс оптимизирован для вашего конкретного применения горячего тиснения.
Macrodyne имеет большой опыт в области горячего тиснения и будет тесно сотрудничать с вами, чтобы обеспечить рассмотрение всех аспектов.
Прессы для горячего тиснения и полностью автоматизированные линии для горячего тиснения
Прессы для горячего тиснения Macrodyne доступны как отдельное оборудование, интегрированное с вспомогательным оборудованием, поставляемым заказчиком, или могут поставляться как полные прессовые линии «под ключ» с различными дополнительными элементами, включая:
- Одинарные или двойные прокатные балки
- Роботы или устройства подачи для загрузки/выгрузки деталей
- Разборщики заготовок
- Рольганговые поды или штабелированные печи
- Инструменты
- Системы транспортировки деталей
Macrodyne имеет опыт работы с прессами для горячей штамповки
Горячая штамповка включает быструю закалку бористых сталей, нагретых до температуры выше 900 градусов Цельсия.
