Принцип работы плазменная резка: Сторінку не знайдено
Содержание
Принцип работы плазмореза: устройство, виды, советы по выбору
Содержание
- Устройство и принцип работы плазморезов
- Виды плазморезов
- Виды и классификация плазмотронов
- Как выбрать плазморез и резак
- Где применяют плазменную резку и в чем её преимущества
Плазменная резка — универсальный процесс термической обработки, который подходит для прямолинейного и фигурного раскроя практически любого металла. Это углеродистые и нержавеющие стали, чугун, титан, алюминий, медь и сплавы на их основе. Нужно лишь правильно подобрать оборудование и режимы работы: диаметр сопла резака, ток реза, напряжение и скорость резки с учетом толщины заготовки.
Подробнее о сущности плазменной резки, о том, как устроен и работает плазморез, чем различаются модели оборудования и плазмотроны.
Устройство и принцип работы плазморезов
Система плазменной резки включает в себя трансформаторный или инверторный источник питания, компрессор или баллон со шлангом и регулятором давления для подачи сжатого воздуха и плазменный резак или плазмотрон.
В качестве источника энергии выступает электрическая дуга, которая формируется стенками сопла, стабилизируется плотным потоком плазмообразующего газа и подается в зону резки с помощью наконечника плазмотрона. Дуга горит между электродом с неплавящейся вставкой и заготовкой. Температура плазменного газа может достигать 250000С.
Принцип действия плазмореза основан на локальном нагреве и выдувании расплавленного жидкого металла потоком плазмы — ионизированного и нагретого до сверхвысокой температура газа, переносящего электрическую дугу к заготовке. За счет высокой плотности энергии и концентрации теплоты на малой площади металл быстро плавится. Благодаря высокой кинетической энергии потока плазмы расплав мгновенно удаляется из зоны резки, обеспечивая раскрой заготовки без шлака.
Ключевой элемент плазмореза — резак. Его основные элементы:
- электрододержатель с электродом — как правило, вольфрамовым, легированным оксидами лантана и иттрия;
- камера для образования плазмы и сопло, которое формирует сжатую электрическую дугу;
- изолятор, отделяющий электродный узел от сопла, и завихритель, помогающий стабилизировать сжатую дугу;
- каналы подачи плазмообразующего и защитного газа и система охлаждения электрода и сопла, подвергающихся высокотемпературному воздействию.

При включении плазмотрона между электродом и наконечником образуется вспомогательная или дежурная (пилотная) дуга. Она создает путь для рабочей или основной дуги. Рабочая дуга образуется при контакте вспомогательной дуги с заготовкой. После этого можно начинать резку.
Единый рабочий газ разделяется внутри плазмотрона на плазмообразующий и защитный поток, охлаждающий головку резака.
Виды плазморезов
Аппараты для плазменной резки делят на две основные группы. Это оборудование для ручного раскроя металла и системы для механизированной обработки.
Аппараты для ручной плазменной резки можно разделить на два вида:
- Бытовые. Это портативные модели с ПВ 50-60%, позволяющие работать от однофазной сети и на максимальной выходном токе реза до 60 А. С их помощью можно разрезать металл толщиной до 20 мм.
- Профессиональные. Это мощные аппараты, подключаемые к трехфазной сети и обеспечивающие максимальный рабочий ток реза до 160 А. С ними можно раскраивать заготовки толщиной до 55 мм.

Промышленные системы механизированной плазменной резки имеют диапазон регулировки тока реза от 5 до 800 А. Их используют на тяжелых производствах для работы с деталями толщиной до 90 мм, когда нужны высокая производительность, точность раскроя и чистые кромки.
Виды и классификация плазмотронов
Для работы с плазморезом и решения конкретных задач нужен предназначенный для этого плазменный резак. Плазмотроны различаются конструктивно, техническими характеристиками и технологическими возможностями.
Тип охлаждения
Плазменный резак может иметь воздушное или жидкостное охлаждение. В плазмотронах с воздушным охлаждением электрод и сопло охлаждает защитный газ, который подается по различным каналам: отверстиям в теле элементов или пространству, которое образуется при сопряжении отдельных деталей. Такие резаки используют для бытовых и профессиональных целей.
В плазмотронах с жидкостным охлаждением сопло и электрод резака охлаждает вода, подводимая к поверхностям по системе каналов с замкнутым контуром. Теплоемкость воды выше, чем у воздуха. Жидкостное охлаждение более эффективно и используют его в резаках, предназначенных для резки на высоких токах.
Теплоемкость воды выше, чем у воздуха. Жидкостное охлаждение более эффективно и используют его в резаках, предназначенных для резки на высоких токах.
Тип поджига дуги
Поджиг плазменной дуги может быть пневмоконтактным и высокочастотным.
В первом случае при нажатии кнопки плазмотрона происходит замыкание электрода, сопла и заготовки, подача сжатого воздуха и поджиг пилотной дуги. Сжатый воздух поднимает подвижный подпружиненный шток и устанавливает сопло в рабочий режим, при котором основная дуга горит между электродом и заготовкой.
Во втором случае поджиг происходит без пилотной дуги, при помощи высокочастотного осциллятора в плазморезе. При нажатии кнопки плазмореза осциллятор подает импульс на электрод. Касаться заготовки не нужно, для поджига рабочей дуги достаточно поднести резак близко к поверхности.
Тип используемого газа
В качестве плазмообразующей и защитной среды используют не только сжатый воздух, но и другие газы и газовые смеси. Выбор зависит от особенностей технологического процесса, требований к качеству реза и обрабатываемого материала.
Существуют плазменные резаки, рассчитанные на работу одним газом, и двухгазовые модели, позволяющие использовать один газ в качестве плазмообразующего и другой для защиты зоны резки.
Применяемые газы и комбинации:
- Сжатый воздух. Универсальное решение и оптимальный выбор по качеству, экономичности и скорости раскроя углеродистой стали и сплавов, нержавейки и алюминия.
- Азот. Продлевает срок службы электрода и других деталей резака и обеспечивает чистый рез нержавеющей стали и цветных металлов, но скорость раскроя ниже, чем воздушной плазмой.
- Аргоно-водородная плазма и азот. Комбинацию используют для резки нержавейки и алюминия большой толщины, строжки стали, если нужна чистая кромка для хорошей свариваемости.
- Кислород. Подходит для высокоточной резки конструкционных сталей, когда необходимо получить идеальную кромку без грата, уменьшить угол и увеличить скорость раскроя.
- Водородно-азотная плазма и сжатый воздух.
 Комбинацию применяют исключительно для раскроя алюминиевых заготовок, чтобы повысить скорость и увеличить толщину металла.
Комбинацию применяют исключительно для раскроя алюминиевых заготовок, чтобы повысить скорость и увеличить толщину металла.
Тип резки
Как и плазморезы, резаки различаются допустимой нагрузкой по току и ПН. Их разделяют на две группы:
- Для ручной резки. Используют сжатый воздух, предназначены для резки на токах до 60-80 А и раскроя металла толщиной до 20-25 мм.
- Для механизированной и автоматической резки. Могут использовать не только сжатый воздух, но и другие газы и смеси, и иметь водяное охлаждение, предназначены для резки на токах от 100 А.
Есть универсальные резаки, работающие на сжатом воздухе, азоте, смесях и токах до 300 А, которые можно использовать для ручной и механизированной резки.
Как выбрать плазморез и резак
Чтобы выбрать плазморез, нужно учитывать диапазон толщин металла, с которыми вы планируете работать, решаемые задачи и условия эксплуатации. Отталкивайтесь от таких характеристик, как:
- Диапазон тока реза.
 Для примерного расчета можно использовать зависимость 4 А на 1 мм углеродистой стали и 5-6 А на 1 мм алюминия и нержавейки.
Для примерного расчета можно использовать зависимость 4 А на 1 мм углеродистой стали и 5-6 А на 1 мм алюминия и нержавейки. - Продолжительность включения. От неё зависит, сможете ли вы раскраивать металл или вырезать деталь, не прерывая рабочий цикл.
- Параметры сети и потребляемая мощность. Плазморезы могут работать от бытовой однофазной и трехфазной сети, которая должна выдерживать планируемую нагрузку.
При выборе резака обращайте внимание на то, какой диапазон тока реза у плазмореза, с каким газом вы будете работать и с какими толщинами металла.
Важно! Производители могут указывать в характеристиках резака только максимальную толщину металла для разделительного реза или максимальную и рекомендуемую толщину, т.е. такую, при которой выполняется качественная чистовая резка. Разделительный рез отличает меньшая точность деталей, шероховатость кромки, наличие грата и сильного оплавления.
Если производитель не указал рекомендуемую толщину, вы можете рассчитать её сами.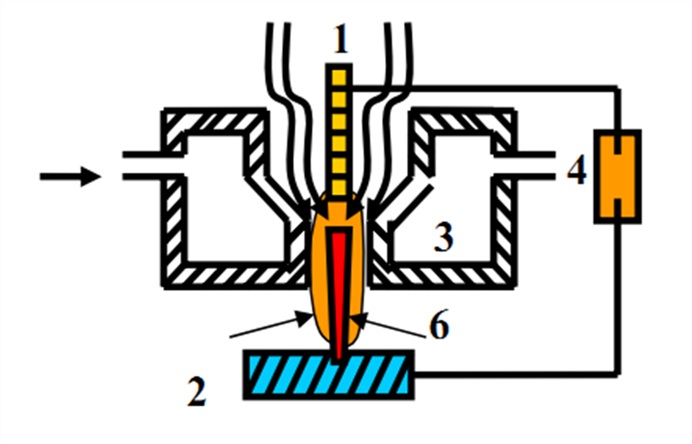 Нужно отнять от максимальной примерно 30%.
Нужно отнять от максимальной примерно 30%.
Для подбора плазмореза и сопла резака можно воспользоваться таблицей с примерными значениями
|
Металл
|
Толщина заготовки, мм
|
Ток реза, А
|
Диаметр сопла, мм
|
|
Углеродистые стали
|
до 5
|
20-35
|
1,1
|
|
5-10
|
40-50
|
1,1-1,4
| |
|
10-15
|
50-65
|
1,4
| |
|
15-20
|
65-90
|
1,7
| |
|
20-30
|
90-100
|
1,9
| |
|
Нержавейка
|
до 5
|
20-40
|
1,1
|
|
5-10
|
40-60
|
1,4-1,7
| |
|
10-15
|
60-80
|
1,7
| |
|
15-20
|
80-90
|
1,9
| |
|
Алюминий и сплавы
|
2-10
|
20-40
|
1,4
|
|
10-20
|
40-75
|
1,7
| |
|
20-25
|
75-100
|
1,9
| |
|
25-40
|
100-150
|
1,9-3
| |
|
Медь
|
10
|
300
|
3
|
|
20
| |||
|
30
| |||
|
40
|
Где применяют плазменную резку и в чем её преимущества
Плазменную резку металла используют при кузовных работах, в строительстве и ремонте для раскроя листового металла и профилей для монтажа сварных и сборных конструкций, при устройстве систем вентиляции, на мелком и крупном производстве.
Преимущества технологии:
- простота процесса, особенно с использованием мобильных инверторов и работе с сжатым воздухом;
- высокая скорость раскроя, благодаря которой тепловложение в металл небольшое, деформации минимальны, а кромки чистые;
- экономичность, которая обусловлена производительностью, использованием сжатого воздуха и отсутствием необходимости зачищать поверхность.
Возможности аппаратов можно расширить. Если установить на резак специальное сопло, то можно выполнять и быструю, точную плазменную строжку.
Устройство и принцип работы плазменного резака
Плазмотрон – базовый элемент аппарата плазменной резки
Плазменная резка давно зарекомендовала себя как высокопроизводительный, безопасный и скоростной метод обработки металлов, позволяющий получить чистую и ровную поверхность без дополнительной обработки. Главным «участником» этого процесса является резак – базовый рабочий орган плазмореза. Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
Что же представляет собой этот аппарат и как именно он устроен?
Составляющие плазмотрона
- Сопло, формирующее плазменную струю. Размер реза, характеристики дуги и скорость охлаждения оборудования во многом зависят от диаметра комплектующей и ее длины: чем она длиннее, тем аккуратнее получается разрез, но вместе с тем и сокращается срок эксплуатации.
Самыми лучшими считаются сопла из чистой меди, поскольку этот материал удачно сочетает высокую теплопроводность и малую стоимость.
- Электрододержатель с катодом (электродом), изготовленным чаще всего из гафния, реже – из циркония, бериллия или тория (оксиды последних могут быть токсичными или радиоактивными и наносят вред здоровью оператора, поэтому их применяют не так часто).
- Дуговая камера для подачи воздушного потока.
- Изоляционная втулка, разделяющая электродный и сопловый узлы.
- Кожух с внешней стороны.

- Кабель-шланговый пакет, соединяющий устройство с источником питания. Кабель служит для передачи тока от инвертора или трансформатора, а шланг – для транспортировки сжатого воздуха.
- Роликовые упоры, головка резака, защитный колпачок также входят в конструкцию прибора, хоть и не принимают непосредственного участия в процессе.
В комплектации может быть также завихритель, например выполненный в виде керамических колец или шайб. Размещенные перед входом в сопловый узел подобные приспособления обеспечивают вихревую подачу газа в дуговую камеру и способствуют более эффективному сжатию дуги и ее стабилизации.
При обработке металла толщиной до 10 мм одного комплекта «сопло + электрод» хватает примерно на 8 рабочих часов
Принцип работы
Сигналом к началу работы становится нажатие кнопки «розжиг» или «старт», в ответ на которое от источника питания в плазмотрон поступают токи высокой частоты..jpg) Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Следующий этап – в камеру по шлангу поступает сжатый воздух. Проходя через электродугу, он нагревается и ионизируется, приобретая токопроводящие свойства, а объем увеличивается в 50-100 раз. Сопло, суженное книзу, формирует воздушный поток, готовый вырваться наружу на большой скорости. Именно этот нагретый до 25000-30000 °С ионизированный воздух и называют плазмой, выполняющей разрез.
Плазмообразующими газами выступают кислород, смесь водорода с аргоном, азот. В промышленности, кроме них, используют ряд защитных газов (гелий, аргон) и их смеси.
В момент, когда плазма соприкасается с поверхностью металла, дежурная дуга гаснет, а вместо нее зажигается рабочая, или режущая. Под ее действием металл плавится, образуя рез, а расплавленные частицы удаляются струей под высоким давлением.
Охлаждение плазмотронов осуществляется воздушным или водяным способом. Первый вариант с применением потоков газа актуален для маломощных установок. Второй – с циркулирующей водой – практикуют в аппаратах высокой мощности на крупном производстве. «Жидкая» технология более эффективна, однако утяжеляет конструкцию устройства и повышает стоимость его эксплуатации.
Использование этого незамысловатого с виду аппарата позволяет не только выполнять прямые, но и делать фигурные резы, проемы и отверстия, выравнивать кромки и т.д. – как в небольших мастерских, так и в промышленных масштабах.
Что такое плазменная резка? Принцип работы и его преимущества
Существует несколько преимуществ плазменной резки как метода изготовления металла по сравнению с другими. Эти преимущества включают экономическую эффективность, более широкий диапазон резки металла, высокую точность и повторяемость.
Что такое плазменная резка? Как работает этот процесс? Какой газ идеально подходит для использования в этом процессе? С какими материалами работают плазменные резаки? Мы подробно ответим на эти вопросы и предоставим вам другую важную информацию о плазменной резке.
Обзор плазменной резки
Плазменная резка — это процесс изготовления металла, в котором для плавления металлических материалов используются ионизированные газы, нагретые до температуры выше 20 000 0 C. Этот газ, выбрасываемый под высоким давлением, расплавляет материал и удаляет его из разреза.
Важно отметить, что этот процесс работает только с электропроводящими материалами, такими как нержавеющая сталь, медь, алюминий и другие металлы. Другими словами, плазменная резка не может резать камень, бумагу, стекло и другие плохие проводники электричества.
Этот метод не имеет себе равных по экономичности, когда речь идет о резке толстых металлов. Кроме того, он универсален и требует низких затрат на обслуживание инструмента. Он также обладает высокой точностью резки, что делает его идеальным для резки деталей со сложной геометрией.
Кратко познакомившись с тем, что такое плазменная резка, давайте узнаем немного об ее истории.
История плазменной резки
Процесс плазменной резки существует с 1957 года. Он начался как расширение процесса GTAW (дуговая сварка вольфрамовым электродом). Первоначально его основным применением была резка стальных и алюминиевых пластин толщиной от половины дюйма до шести дюймов.
Плазменные резаки, использовавшиеся в ту эпоху, были непредсказуемы и не обладали точностью, присущей современным резакам. Кроме того, используемые электроды и сопла быстро выходили из строя из-за воздействия тепла во время процесса. Замена сопла и электродов часто делала плазменную резку в то время дорогой.
Конец 1960-х годов
Однако в конце 1960-х и начале 1970-х годов в этой технике произошел прорыв, когда инженеры создали двухпоточную горелку. Этот резак помог увеличить срок службы электродов и сопел, а также повысить качество и точность резки.
1970-е годы
Инженеры использовали 1970-е годы для контроля паров и дыма, первоначально возникающих в процессе резки, с помощью водяного глушителя и стола. Они также разработали более совершенные сопла, которые помогли повысить точность дуги, предоставив операторам и машинистам возможность тонкой настройки.
Они также разработали более совершенные сопла, которые помогли повысить точность дуги, предоставив операторам и машинистам возможность тонкой настройки.
1980-е
1980-е годы были периодом экспериментов для инженеров, когда они разработали и внедрили несколько новых функций. Эти функции включают плазменные резаки на основе кислорода и обеспечивают лучший контроль резки за счет различных уровней мощности. Они также сосредоточились на портативности блока плазменной резки, сделав его более эргономичным.
С 1990-х годов по настоящее время
К 1990-м годам плазменные резаки высокого разрешения появились на рынке благодаря использованию долговечных кислородных процессов. Эти долговечные кислородные процессы в сочетании с новой системой сопел дали плазменным резакам той эпохи возможность в четыре раза увеличить плотность энергии по сравнению с предыдущими периодами.
С 1990-х годов по сегодняшний день в центре внимания инженеров находятся варианты питания и управления, а также повышение эффективности. Они также повысили точность плазменных резаков: сегодня модели предлагают более острые края и точные разрезы. Портативность и автоматизация — другие аспекты плазменного резака, которые инженеры значительно улучшили по мере появления в обращении большего количества портативных устройств.
Они также повысили точность плазменных резаков: сегодня модели предлагают более острые края и точные разрезы. Портативность и автоматизация — другие аспекты плазменного резака, которые инженеры значительно улучшили по мере появления в обращении большего количества портативных устройств.
Теперь, когда мы знаем, как развивалась плазменная резка, как она работает?
Как работает плазменная резка
Процесс плазменной резки включает использование тепла для плавления металла вместо механической резки. Плазменные резаки работают, посылая электрическую дугу через газ. Затем этот газ проходит через суженное отверстие (сопло). Ограниченное отверстие заставляет газы проталкиваться через него с высокой скоростью, образуя плазму. Резка заготовки влечет за собой контакт режущего наконечника плазменного резака с заготовкой. Также обратите внимание, что из-за проводимости плазмы необходимо соединить заготовку с землей через режущий стол.
Не все системы плазменной резки работают одинаково. Однако существует три типа процессов резки.
Однако существует три типа процессов резки.
Три типа процесса резки
- Высокочастотный контакт : Это малобюджетная форма. Также из-за риска помех современному оборудованию из-за его высокой частоты этот процесс недоступен для плазменных резаков с ЧПУ. Высокочастотная контактная резка включает использование высокочастотной искры и высокого напряжения — искра образуется, когда плазменная горелка соприкасается с разрезаемым металлом. Контакт замыкает цепь, инициирует искру и создает плазму, используемую для резки.
- Пилотная дуга: В этом процессе резки искра возникает внутри резака за счет комбинации слаботочной цепи и высокого напряжения. Эта искра способствует созданию вспомогательной дуги, небольшого количества плазмы. При соприкосновении с заготовкой плазменный резак создает режущую дугу, которая позволяет машинисту или оператору начать процесс резки.
- Подпружиненная головка плазменной горелки: Чтобы создать короткое замыкание, операторы прижимают резак к заготовке.
 При возникновении короткого замыкания начинает течь ток. Для создания вспомогательной дуги операторы сбрасывают давление.
При возникновении короткого замыкания начинает течь ток. Для создания вспомогательной дуги операторы сбрасывают давление.
Газ, используемый в процессе
Тип газа, используемого в процессе, зависит от метода резки, режущего материала и толщины. Помимо обеспечения формирования плазменной струи, используемый газ также должен способствовать удалению расплавленного материала и оксида из реза. Наиболее распространенные газы, используемые для плазменной резки, включают:
Аргон
Аргон — инертный газ, и его плазменная дуга стабильна. Стабильность означает, что этот газ почти не реагирует с любым металлом при высоких температурах. Электроды и сопла, используемые для резки аргоном, часто имеют более длительный срок службы, чем те, которые используются с другими газами.
Газ аргон имеет ограничения при резке из-за его низкой плазменной дуги и энтальпии. Кроме того, при резке с использованием аргона в среде с защитой от аргона неизбежно возникнут проблемы со шлаком. Это в первую очередь связано с тем, что поверхностное натяжение расплавленного металла примерно на 30% выше, чем в азотной среде. Эти проблемы являются одной из причин, по которой аргон редко используется для плазменной резки.
Это в первую очередь связано с тем, что поверхностное натяжение расплавленного металла примерно на 30% выше, чем в азотной среде. Эти проблемы являются одной из причин, по которой аргон редко используется для плазменной резки.
Азот
Азот имеет лучшую стабильность плазменной дуги и более высокую энергию струи, чем аргон, особенно при более высоком напряжении питания. Кроме того, он образует минимальное количество шлака на нижних краях разреза даже при резке таких металлов, как сплавы на основе никеля и нержавеющая сталь с высокой вязкостью.
Газообразный азот работает как самостоятельный газ или в сочетании с другими газами. Это также облегчает высокоскоростную резку углеродистой стали.
Воздух
Воздух содержит 78 % азота и 21 % кислорода по объему, что делает его подходящим газом для плазменной резки. Кислородная составляющая воздуха делает его одним из самых быстрых газов, используемых при резке низкоуглеродистой стали. Кроме того, поскольку воздух повсюду, это экономичный газ для работы.
Кроме того, поскольку воздух повсюду, это экономичный газ для работы.
С другой стороны, электрод и сопло, используемые для этого процесса, обычно имеют короткий срок службы, что увеличивает затраты на резку и снижает эффективность. Кроме того, использование воздуха в качестве автономного газа проблематично, так как это приводит к зависанию шлака и снижению окисления.
Кислород
Как и воздух, кислород увеличивает скорость резки низкоуглеродистой стали. Использование высокоэнергетической плазменной дуговой резки и высокой температуры кислорода увеличивает ее скорость. Однако для использования кислорода лучше всего сочетать его с электродами, устойчивыми к высоким температурам и окислению.
Водород
Водород часто используется в качестве вспомогательного газа для смешивания с другими газами для плазменной резки. Одной из наиболее распространенных комбинаций является водород и аргон, который производит один из самых мощных газов при плазменной резке.
Смешивание аргона с водородом значительно увеличивает напряжение дуги, энтальпию и режущую способность струи аргоновой плазмы. Режущая эффективность этой комбинации также увеличивается при сжатии струей воды.
При плазменной резке обычно используются несколько газов. В таблице ниже показаны эти газы, разрезаемые материалы и преимущества газа по отношению к материалу.
| Толщина материала | Плазменный газ | Вторичный газ | Замечание | |||
| Структурная сталь от 0,5 до 8 мм | кислород | кислород или кислород/ азот или азота | Без серда. 50 мм | Кислород | Кислород/азот или азот или воздух | Без заусенцев до 20 мм, поверхность разреза выглядит гладкой, допуск на прямоугольность до 25 мм, аналогично лазерной резке |
| Высоколегированная сталь от 5 до 45 мм | Аргон/водород/азот | Азот или азот/водород | Без заусенцев до 20 мм, гладкие резы, плохая устойчивость к прямоугольности | 16 мм | Сжатый воздух | Азот или азот/водород | Резка без заусенцев, поверхность может быть шероховатой или зернистой, что позволяет выполнять почти вертикальную резку |
| Алюминий от 5 до 40 мм | Аргон/водород/азот | Азот или азот/водород | Без заусенцев до 20 мм, зернистая или шероховатая поверхность, позволяет резать почти вертикально Это в первую очередь потому, что этот процесс может разрезать любой проводящий материал. Ниже представлены наиболее распространенные материалы для этой техники. Ниже представлены наиболее распространенные материалы для этой техники.Алюминий Алюминий обладает электропроводностью, что делает плазменную резку идеальным процессом для его изготовления. Кроме того, этот процесс дает преимущества при работе с более толстыми металлами по сравнению с другими методами изготовления алюминия, такими как лазерная резка. Он может резать алюминий толщиной до 160 мм. Кроме того, производство алюминия с помощью плазменной резки более рентабельно из-за более низких эксплуатационных расходов и затрат на оборудование. Мягкая сталь Мягкая сталь — это тип стали с низким содержанием углерода, обычно не более 2,1%. Это одна из наиболее часто используемых форм стали из-за ее свойств, которые подходят для многих целей. Кроме того, мягкая сталь недорога в приобретении, и ее свойства, такие как высокая ударная вязкость, свариваемость и пластичность. Нержавеющая сталь Нержавеющая сталь представляет собой сплав железа, устойчивый к коррозии и ржавчине. Латунь Латунь — еще один металл, который легко изготавливается с помощью плазменной резки. Это связано с его высокой проводимостью. Однако при изготовлении латуни этим методом лучше всего это делать в хорошо проветриваемых помещениях. Это связано с тем, что латунь содержит цинк, а вдыхание паров, содержащих горящий цинк, вредно для здоровья. Медь Медь обладает тепло- и электропроводностью всех материалов, кроме драгоценных металлов. Важные качества этого металла включают в себя; коррозионная стойкость, высокая пластичность и свариваемость. Эти свойства, в том числе высокая проводимость, делают медь идеальным металлом для плазменной резки. Однако, как и латунь, этот металл важно резать в местах с хорошей вентиляцией. Чугун Этот металл популярен благодаря своей низкой стоимости и пластичности. В незначительных количествах он содержит такие элементы, как марганец, сера, фосфор и кремний. Чугун обладает высокой электропроводностью, высокой прочностью на сжатие и низкой температурой плавления, что делает его идеальным для плазменной резки. Преимущества плазменной резки Существует несколько преимуществ использования плазменной резки для изготовления металлов по сравнению с другими методами, начиная от экономической эффективности и заканчивая более высокой производительностью и лучшим качеством резки. Вот некоторые другие преимущества. Высокое качество резки По сравнению с другими процессами обработки металлов, такими как газовая резка или гидроабразивная резка , резка плазменными резаками обеспечивает более высокое качество резки металлов. Это связано с отсутствием остаточной накипи на кромке реза металла и меньшей площадью околошовной зоны. Универсальность и гибкость Этот процесс позволяет резать любой проводящий электричество металл, что делает его очень универсальным. Он может легко резать такие металлы, как алюминий и высоколегированную сталь средней и большой толщины. Он отлично подходит для нарезания канавок, строгания или маркировки металлов. Кроме того, этот процесс позволяет резать металлы в воде с пониженным уровнем шума. Высокая скорость Плазменная резка в 100 раз быстрее лазерной и примерно в 10 раз быстрее кислородной. Другими словами, он повышает производительность и сокращает время, затрачиваемое на изготовление металла, по сравнению с другими методами. Более высокая точность и повторяемость Вырезанные детали имеют более высокую точность и качество поверхности благодаря нагреву в процессе. Кроме того, скорость изготовления улучшает воспроизводимость при одновременном сокращении времени, затрачиваемого на механическую обработку металлов. Вы хотите производить металл с помощью плазменной резки? Зачем подвергать себя риску, связанному с процессом, если вы можете передать его более умелым рукам, таким как RapidDirect? RapidDirect — одна из лучших компаний по плазменной резке в мире, предлагающая широкий спектр Услуги по плазменной резке . Наши передовые плазменные резаки могут резать широкий спектр металлов толщиной до 15 мм. Компания RapidDirect гордится тем, что производит детали для плазменной резки с высокой точностью и постоянством, используемые в различных отраслях промышленности. Итак, зачем ждать? Свяжитесь с RapidDirect, чтобы получить детали для плазменной резки уже сегодня. Попробуйте RapidDirect прямо сейчас! Вся информация и загрузки защищены и конфиденциальны. Недостатки плазменной резки Несмотря на то, что обработка металлов с помощью плазменной резки имеет множество преимуществ, существуют и недостатки.
Заключение Плазменная резка — это процесс, который включает использование четвертой стадии материала для резки проводящих металлов. Чтобы получить максимальную отдачу от плазменной резки как процесса производства металла, вам нужен RapidDirect. Мы предлагаем одну из лучших услуг плазменной резки в мире, а также предоставляем другие услуги по резке, такие как гидроабразивная резка и лазерная резка. Кроме того, у нас одни из самых быстрых сроков поставки при конкурентоспособных ценах. Хотите работать с нами? Просто загрузите свой дизайн на нашу онлайн-платформу , чтобы мгновенно рассчитать стоимость! Как работает машина плазменной резки?В предыдущей статье мы обсуждали тему плазмы как предмета физики. В этой статье мы сосредоточимся на его практических аспектах. Вы узнаете, как устроен станок плазменной резки и как он работает. Из чего состоит машина плазменной резки? Система электропитания – питаемая от электрической сети и генерирующая постоянный ток (DC), с напряжением 240-400 В. Цепь зажигания – это обычно схема высокочастотного генератора, вырабатывающая переменное напряжение от 5 до 10 кВ, частотой 2 МГц. Горелка – служит одновременно держателем сопла и электрода. Он также обеспечивает охлаждение. Зажим заземления шасси – крепится к разрезаемому материалу и используется для замыкания цепи зажигания через горелку и материал. Функциональные принципыСуществуют различные методы воспламенения. Воздушно-плазменные горелки используют подвижный электрод или «метод запуска с обратным потоком» для воспламенения газа. Дуга с высокой кинетической энергией поддерживается потоком сжатого газа (обычно воздуха), проходящего через зазор в сопле, который действует как фокус для потока плазмы. Поток направляется с помощью газа, подаваемого с завихрением на стенки сопла. Подходящее расположение гарантирует получение струи толщиной 1 мм. Установка охлаждается газом или водой. Поскольку и сопло, и электрод являются расходными материалами, их необходимо заменять по мере износа. РезкаПроцесс резки основан на высоких температурах от 10 000 до 30 000 К и очень высокой скорости плазменного луча. Это приводит к расплавлению материала, окислению и удалению из узкой щели. Как следствие, кромка гладкая и не требует дополнительной обработки. Все электропроводящие материалы можно резать плазмой, в том числе покрытые краской. Таким образом, необходимо очистить область под клеммой заземления шасси. Плазменный резак лучше всего подходит для резки:
Проблема безопасностиНиже, есть некоторые советы по использованию Safe Safe Safe Plasma Units units:   |
 Плазменная резка является одним из наиболее эффективных способов изготовления этого металла, так как позволяет получить толщину реза до 30 мм. Марки нержавеющей стали, идеально подходящие для резки, включают: 304, 304L, 316, 316L, 321, 310S, 317 и т. д.
Плазменная резка является одним из наиболее эффективных способов изготовления этого металла, так как позволяет получить толщину реза до 30 мм. Марки нержавеющей стали, идеально подходящие для резки, включают: 304, 304L, 316, 316L, 321, 310S, 317 и т. д.


 Этот процесс предлагает множество преимуществ, включая более высокую производительность, универсальность, точность и качество поверхности.
Этот процесс предлагает множество преимуществ, включая более высокую производительность, универсальность, точность и качество поверхности. Общая мощность источника питания и его токовая мощность оказывают решающее влияние на толщину материала, подлежащего резке. Его задачей является подача нужного количества энергии в цепь зажигания.
Общая мощность источника питания и его токовая мощность оказывают решающее влияние на толщину материала, подлежащего резке. Его задачей является подача нужного количества энергии в цепь зажигания.