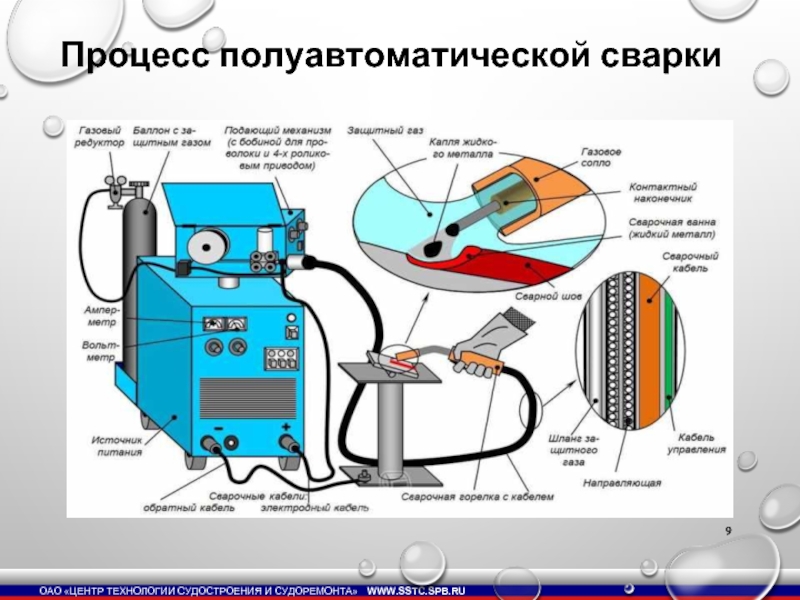
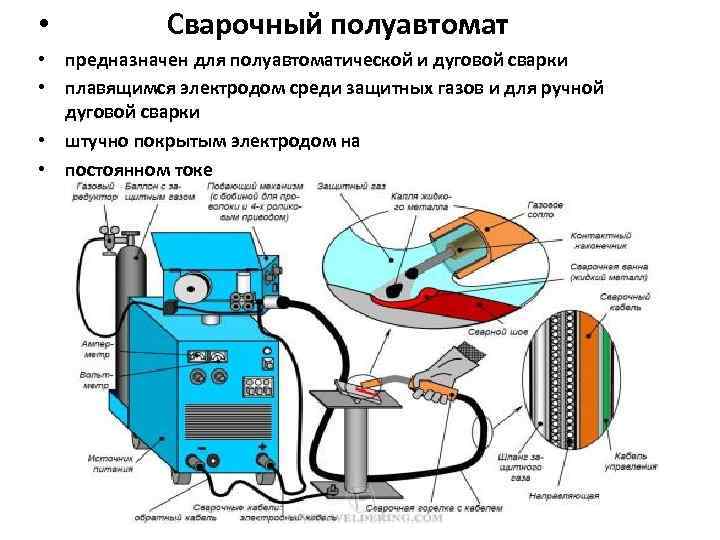
Принцип работы сварочного инверторного полуавтомата: Принцип работы сварочного инвертора: устройство и характеристики
Содержание
Устройство и принцип работы сварочного инвертора, полуавтомата
Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
Внешний вид сварочного инвертора
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора.
 Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе. - Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
Схема работы сварочного инвертора
Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения.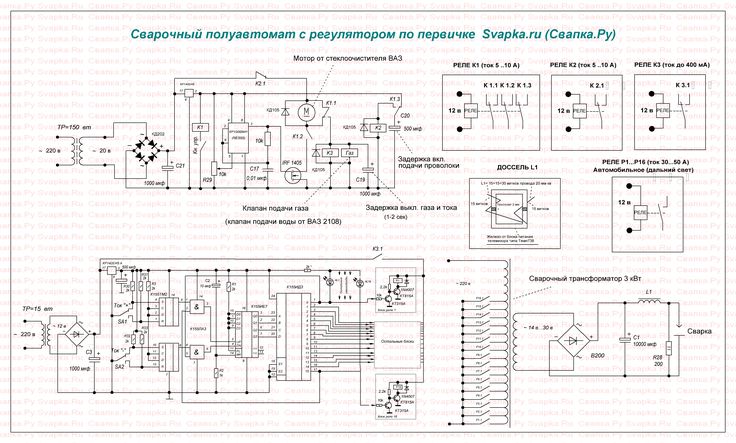 Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
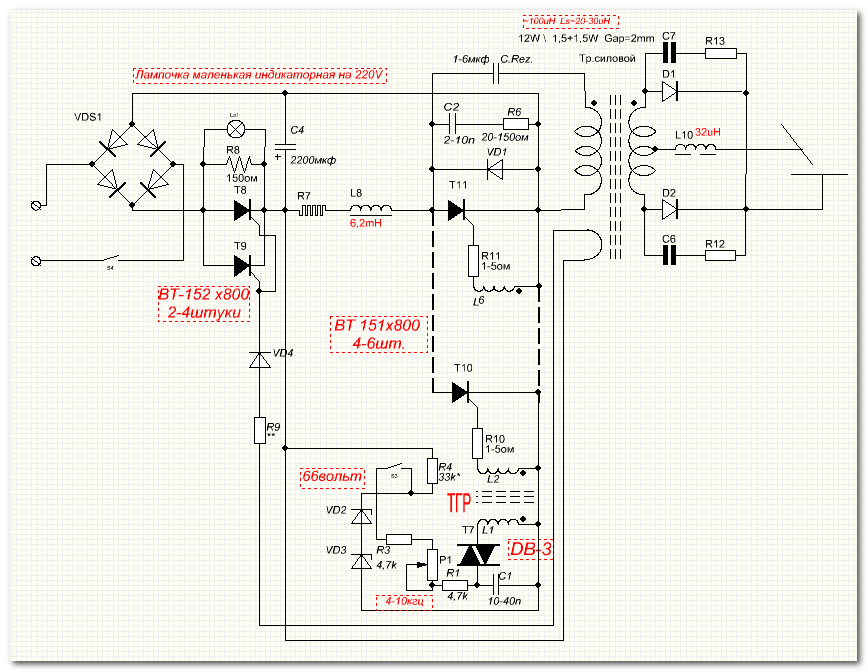
Схема инвертора
Схема сварочного инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.

Сварочный инвертор без корпуса
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно.
 Здесь также может присутствовать фиксированное значение или регулируемое.
Здесь также может присутствовать фиксированное значение или регулируемое. - Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Как работает сварочный инвертор – Конструкция и особенности ✓ Новости
Сварочный инвертор — Обобщение
Сегодня на рынке, с развитием электросварки, появилось огромное множество предложений по оборудованию, особой популярностью среди которого пользуются сварочные инверторы.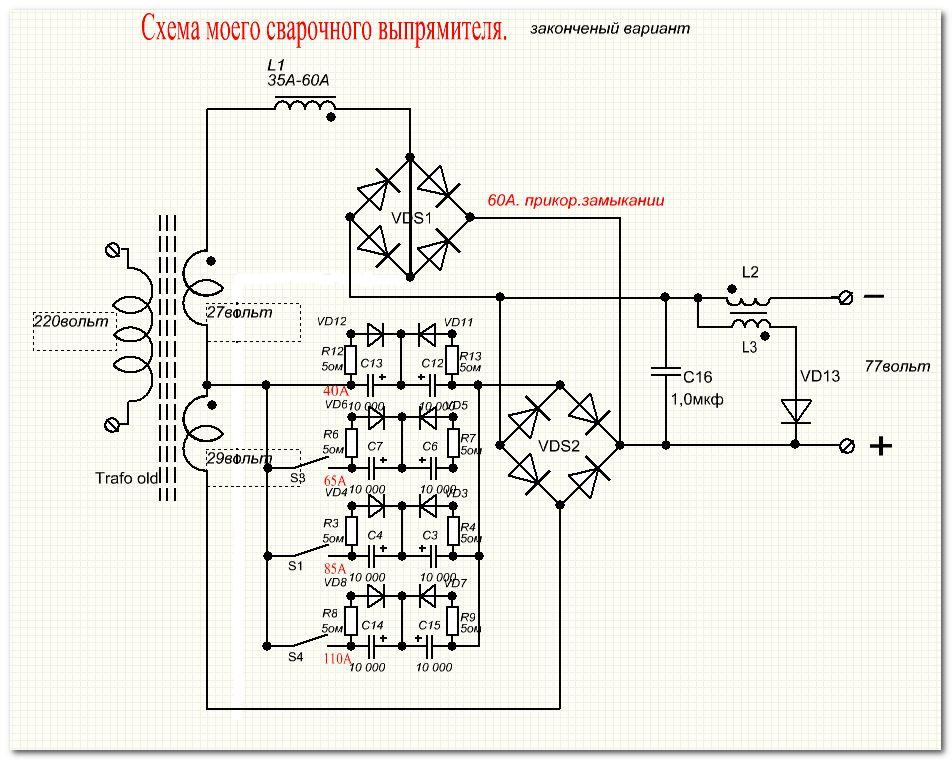 На волне своей популярности в интернете гуляет очень много информации от фирм относительно своих аппаратов и их преимуществ. Очень часто покупателю тяжело разобраться в актуальности и корректности относительно оборудования, перед покупкой сварочного инвертора. Именно поэтому, мы попробуем простыми словами донести что же собой являет аппарат инверторного типа и как он работает, чтобы выбирая инвертор для себя, вы могли понимать на что обратить внимание
На волне своей популярности в интернете гуляет очень много информации от фирм относительно своих аппаратов и их преимуществ. Очень часто покупателю тяжело разобраться в актуальности и корректности относительно оборудования, перед покупкой сварочного инвертора. Именно поэтому, мы попробуем простыми словами донести что же собой являет аппарат инверторного типа и как он работает, чтобы выбирая инвертор для себя, вы могли понимать на что обратить внимание
Сварочный инвертор по сути является преобразователем тока, который пропуская его через себя, несколько раз изменяет его показатели, добиваясь характеристик, пригодных для возбуждения сварочной дуги, в процессе которой происходит расплавление металла на обрабатываемой поверхности и электроде (как пример) с последующим плавным переносом его в сварочный шов.
Наиболее распространенными и применяемым в широкой области выступают сварочные аппараты для работы с электродами, большинство пользователей ассоциирует само понятие сварочного инвертора именно с такими аппаратами, хотя все инверторы имеют похожий принцип работы. В статье мы будем придерживаться такой же линии, хотя по большому счету она не совсем верна, ведь сварочным инвертором можно назвать любой аппарат, который в своей конструкции имеет диоды и силовые транзисторы. Таким образом по инверторной технологии могут работать не только сварочники для работы с электродами (ручная дуговая сварка, или РДС, ММА), но и полуавтоматы (MIG, MAG) или аппараты для работы с неплавящимся электродом (TIG, TAG).
В статье мы будем придерживаться такой же линии, хотя по большому счету она не совсем верна, ведь сварочным инвертором можно назвать любой аппарат, который в своей конструкции имеет диоды и силовые транзисторы. Таким образом по инверторной технологии могут работать не только сварочники для работы с электродами (ручная дуговая сварка, или РДС, ММА), но и полуавтоматы (MIG, MAG) или аппараты для работы с неплавящимся электродом (TIG, TAG).
Итак, первое что нужно понимать — Сварочный инвертор — это тип устройства, конструкции аппарата, которая преобразовывает ток, но никак не вид аппарата по назначению.
Принцип работы сварочного инвертора
Перед тем как понять, что же делает инвертор с током, необходимо вспомнить некоторые характеристики, которые свойственны току.
Зависимо от частоты, ток бывает переменным или постоянным.
Переменный ток имеет высокую частоту, в стандартной розетке 50 Герц (это количество раз которое частицы переносящие заряд в потоке за 1 секунду меняют направление движения). Поток образует постоянное колебание, волнение, которое выглядит как синусоида
Поток образует постоянное колебание, волнение, которое выглядит как синусоида
Постоянный ток – это когда в потоке заряженные частицы движутся строго в одном направлении, без колебаний, его график стремиться к ровной линии, направление движения не меняется, а соответственно частота стремиться к 0.
Ключевым фактором здесь выступает частота тока (именно она и определяет каким будет ток)
Можно выделить 4 основных момента в процессе трансформации тока аппаратом
- Из сети электропитания переменный ток (с частотой 50-60 Гц) попадая в инвертор (на сетевой выпрямитель) преобразуется в постоянный, другими словами его частота выравнивается (задается строгое направление движения частицам в потоке, и убираются их колебания).
- Затем ток попадает на транзисторы, которые получая постоянный ток, снова задают хаотичное движение, только теперь значительно увеличивая его частоту, вплоть до 50 кГц (это в тысячу раз больше чем частота изначального переменного тока из розетки).
 Это ключевой элемент, который в последующем позволяет избежать применения громоздких и тяжелых элементов в устройстве сварочного оборудования.
Это ключевой элемент, который в последующем позволяет избежать применения громоздких и тяжелых элементов в устройстве сварочного оборудования. - Далее на трансформаторе понижается напряжение высокочастотного тока с 220 Вольт из розетки до 60-70 Вольт (в 6 раз ниже) что значительно увеличивает его силу. Так как транзисторы до этого задали току высокую частоту, в сварочном инверторе нет необходимости применять большую катушку, поэтому трансформатор здесь используется маленький, что значительно уменьшает массу и размеры устройства.
- Теперь, ток с низким напряжением, высокой силой и частотой отправляется на выходной выпрямитель, где снова преобразуется в постоянный, подходящий для сварки с высокой силой и низким напряжением. Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
Помимо указанных этапов, параллельно протекает и множество других процессов, связанных с контролем и управлением процессом внутри сварочного инвертора, обеспечивающих изменение и корректировку показателей, чтобы вы могли настроить аппарат под необходимые условия сварки, и получить комфортные характеристики тока.
Отличия в ключевых деталях сварочных инверторов
Сегодня прогресс шагает очень быстро и уже внутри инверторных технологий произошел ряд модификаций. Так первое на что можно обратить внимание в сварочном инверторе это тип силовых транзисторов:
- MOSFET – простые силовые ключи (их называют полевые). В виду своей простой структуры, требуют больший блок для управления, чем следующий вид, а соответственно сварочный инвертор становиться несколько массивней, да и самих транзисторов, как правило, требуется больше в таком аппарате.
- IGBT – более новый, сложный и совершенный по структуре тип транзисторов, они требуют меньше управления, являясь более самостоятельными, что позволяет снизить вес и размер сварочного инвертора.
В последнее время нововведения появились и в способе компоновки деталей на плату сварочного инвертора. Можно выделить такие варианты монтажа:
Пайка обычных выводных элементов
Такой вид внутренней компоновки в сварочном инверторе часто предполагает ручную сборку, даже если на заводе процесс автоматизирован, то некоторые детали часто все равно паяют мастера. По итогу качество и надежность работы инвертороного сварочника во многом зависит от качества сборки.
По итогу качество и надежность работы инвертороного сварочника во многом зависит от качества сборки.
SMT или поверхностный монтаж
Компоненты, используемые в таком сварочном инверторе называются SMD, – они выглядят как небольшие, почти плоские прямоугольники, которые в разы меньше обычных деталей. Такие элементы впечатываются в плату на заводе, как правило процесс полностью автоматизирован, такой способ обеспечивает лучший контакт и более эффективную передачу сигналов, с меньшими потерями, по сравнению с обычными деталями. Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Размер SMD деталей в несколько раз меньше, при этом сварочный инвертор становиться еще компактней, вместе с IGBT транзисторами, производители добиваются размеров сопоставимых с тостером.
К недостаткам такой технологии можно отнести сложность обратной пайки без специализированного оборудования. Другими словами, не каждый мастер сможет заменить детали на такой плате, что сужает круг мастерских, которые занимаются ремонтом подобных сварочных инверторов.
В нашем интернет магазине представлен широкий выбор аппаратов, и если вы надумаете купить сварочный инвертор, мы поможем подобрать модель, которая будет соответствовать вашим требованиям и задачам, которые необходимо решать.
Если у вас остались вопросы про устройство или отличия сварочных инверторов, пишите в комментариях к этой статье и мы с удовольствием дополним материал, интересующей информацией.
Безопасность заземления и дуговой сварки
Какое отношение заземление имеет к безопасности дуговой сварки?
Заземление электрических цепей — это метод обеспечения безопасности, документированный в различных нормах и стандартах. Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде.
Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий проводник. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Целью заземления корпуса оборудования является обеспечение того, чтобы металлический корпус сварочного аппарата и заземление имели одинаковый потенциал. Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам. Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Токопроводящая способность заземляющего проводника согласовывается с устройством максимального тока системы электроснабжения.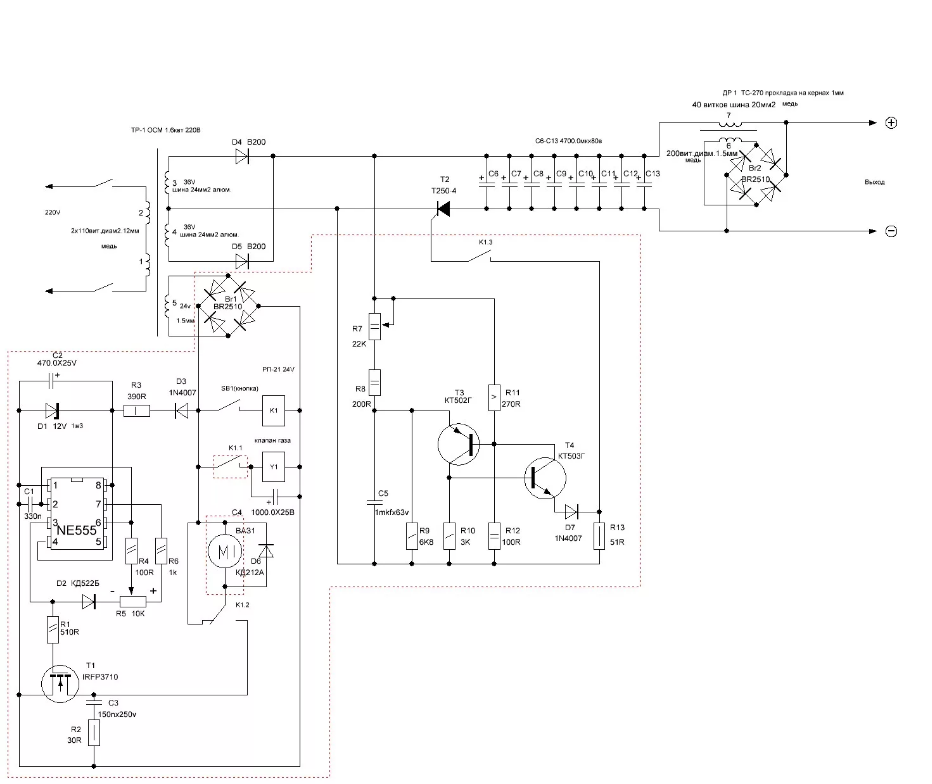 Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.
Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего проводника не требуется. Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат вставляется в розетку. Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Тестер розеток позволяет легко проверить целостность заземляющего проводника. Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Заземление заготовки
Сварочная цепь состоит из всех проводящих материалов, через которые должен проходить сварочный ток. Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49. 1, «Безопасность при сварке, резке и родственных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
1, «Безопасность при сварке, резке и родственных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата. Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Соединение заготовки не является зажимом заземления
Термины «заземляющий зажим» и «заземляющий провод» широко используются многими сварщиками. Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а провод массы неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а провод массы неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются пусковые и стабилизирующие цепи, содержащие высокочастотное напряжение. Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию излучаться в сторону от зоны сварки. Эти сигналы могут создавать помехи для близлежащих радио- и телевизионных приемников или другого электрического оборудования. Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи. В руководстве по эксплуатации сварочного аппарата содержатся конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи. В руководстве по эксплуатации сварочного аппарата содержатся конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Заземление переносных и автомобильных сварочных генераторов
Переносные и устанавливаемые на транспортных средствах сварочные генераторы часто имеют возможность подачи вспомогательного питания на 120 и 240 вольт. Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения. Следует ли заземлять корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора. Большинство приложений попадают в одну из двух категорий, кратко изложенных ниже:
1. Если все эти требования соблюдены, то заземлять раму генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательное питание берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий контакт
- Рама генератора соединена или электрически соединена с рамой грузовика или прицепа
2. При выполнении любого из этих условий корпус генератора необходимо заземлить:
При выполнении любого из этих условий корпус генератора необходимо заземлить:
- Генератор подключен к системе электропроводки помещения. Например, для подачи электроэнергии в дом во время отключения электричества.
- Вспомогательное питание жестко подключено к генератору без использования шнуров и вилок.
Вышеприведенная сводка не содержит подробностей, и читателю рекомендуется ознакомиться с местными электротехническими нормами и ANSI/NFPA 70, «Национальными электротехническими нормами» для получения подробной информации.
Заземление удлинителя
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения в шнуре, вилке и розетке не повреждены.
Опасность поражения электрическим током в сварочной цепи
Использование надлежащего заземления в сварочной среде является хорошей практикой, но это не устраняет все возможности поражения электрическим током. Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Надлежащее техническое обслуживание электрооборудования и удлинителей изолирует сварщика от источников электрического тока.
Источники информации
- Американское общество сварщиков, ANSI Z49.1:2005 «Безопасность при сварке, резке и родственных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление портативных и устанавливаемых на транспортных средствах сварочных генераторов», июль 2004 г.

- Американское общество сварщиков, AWS A3.0-2001, «Стандартные термины и определения в области сварки».
дуговая сварка под флюсом, Консультанты по сварке инверторов, сварка под флюсом, сварочные аппараты и другие сварочные и режущие системы
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Процесс плоской дуги — (постоянное) напряжение. Он используется в балочных, стреловых, тракторных и многоголовочных буровых установках.
Тип операции.
Механизированный, автоматический или полуавтоматический.
Режим работы.
Дуга поддерживается между концом оголенного проволочного электрода и изделием. По мере расплавления электрода он подается в дугу набором валков, приводимых в движение регулируемым двигателем. Скорость подачи проволоки регулируется автоматически, чтобы соответствовать скорости плавления электрода, поэтому длина дуги постоянна (аналогично MIG/MAG — постоянное напряжение). Дуга работает под слоем зернистого флюса, поэтому дуга находится под флюсом. Часть флюса плавится, образуя защитный слой над сварочной ванной. Оставшаяся часть флюса остается неизменной и может быть восстановлена и использована повторно, при условии, что она сухая и не загрязнена.
Дуга работает под слоем зернистого флюса, поэтому дуга находится под флюсом. Часть флюса плавится, образуя защитный слой над сварочной ванной. Оставшаяся часть флюса остается неизменной и может быть восстановлена и использована повторно, при условии, что она сухая и не загрязнена.
Доступна полуавтоматическая версия, в которой оператор управляет сварочным пистолетом, в бункере которого находится небольшое количество флюса.
Основы процесса и оборудования.
Принципы процесса под флюсом схематически показаны ниже. Источник питания P подключен через контактное сопло на сварочной головке и заготовке. Источником питания может быть трансформатор для сварки переменным током или выпрямитель (или двигатель-генератор) для сварки постоянным током. Присадочные материалы представляют собой сплошной электрод без покрытия и гранулированный сварочный флюс, подаваемый в стык по шлангу из бункера для флюса. Для предотвращения перегрева электрода при больших токах сварочный ток передается в точке, очень близкой к электрической дуге. Дуга горит в полости, заполненной газом (СО2, СО и т. д.) и парами металла. Спереди полость огорожена нерасплавленным основным материалом, а за дугой затвердевшим металлом шва. Покрытие полости состоит из расплавленного шлака. На приведенной ниже диаграмме также показаны затвердевший шов и тонкий слой твердого шлака, который необходимо удалять после завершения каждого прохода.
Дуга горит в полости, заполненной газом (СО2, СО и т. д.) и парами металла. Спереди полость огорожена нерасплавленным основным материалом, а за дугой затвердевшим металлом шва. Покрытие полости состоит из расплавленного шлака. На приведенной ниже диаграмме также показаны затвердевший шов и тонкий слой твердого шлака, который необходимо удалять после завершения каждого прохода.
Поскольку дуга полностью погружена в флюс, отсутствует раздражающее излучение дуги, характерное для процесса с открытой дугой, поэтому сварочные экраны не нужны.
Сварочный флюс никогда не расходуется полностью, поэтому оставшееся избыточное количество можно собрать вручную или автоматически и вернуть в бункер для флюса для повторного использования.
Хотя полуавтоматическое оборудование для дуговой сварки под флюсом существует и удобно для определенных применений, в большинстве случаев дуговой сварки под флюсом используется полностью механизированное сварочное оборудование. Одним из основных достоинств процесса под флюсом является простота, с которой его можно включить в полностью механизированные системы сварки, чтобы обеспечить высокую скорость наплавки и стабильное качество сварки. Восстановление металла сварного шва приближается к 100%, так как потери из-за разбрызгивания чрезвычайно малы. Потери тепла от дуги также довольно низки благодаря изолирующему эффекту флюсового слоя, поэтому тепловой КПД процесса может достигать 60 % по сравнению с примерно 25 % при сварке ММА.
Одним из основных достоинств процесса под флюсом является простота, с которой его можно включить в полностью механизированные системы сварки, чтобы обеспечить высокую скорость наплавки и стабильное качество сварки. Восстановление металла сварного шва приближается к 100%, так как потери из-за разбрызгивания чрезвычайно малы. Потери тепла от дуги также довольно низки благодаря изолирующему эффекту флюсового слоя, поэтому тепловой КПД процесса может достигать 60 % по сравнению с примерно 25 % при сварке ММА.
Расход флюса примерно равен расходу проволоки, причем фактическое соотношение — масса израсходованной проволоки: масса израсходованного флюса — зависит от типа флюса и применяемых параметров сварки.
Параметры сварки поддерживаются на заданных значениях блоком управления дугой. Система обратной связи обычно используется для поддержания стабильной длины дуги, так что изменение длины дуги (соответствующее изменению напряжения дуги) приводит к увеличению или уменьшению скорости подачи проволоки до тех пор, пока не будет восстановлена исходная длина дуги.
Подготовка суставов.
Подготовка шва зависит от толщины пластины, типа шва, т.е. по окружности или по длине и в некоторой степени от стандартов, по которым изготавливается конструкция.
Листы толщиной до 14 мм можно сваривать встык без подготовки с зазором не более 1 мм или 10 % толщины листа, в зависимости от того, что больше. Более толстые пластины нуждаются в подготовке, если необходимо получить полное проникновение. Переменная подгонка недопустима.
Сварщик, использующий стержневые электроды, может скорректировать свою технику, чтобы справиться с различными зазорами в стыках и поверхностями притупления или различными размерами. Не то что автоматическая сварочная головка. Если заданы условия для корневого зазора 0,5 мм и он увеличивается до 2 или 3 мм, будет происходить прожог, если не используется эффективная подкладочная полоса. В таких случаях рекомендуется ручная сварка корневого шва MIG или MMA. Все кромки листов должны быть абсолютно чистыми и не иметь ржавчины, масла, прокатной окалины, краски и т. д. Если примеси присутствуют и вплавляются в сварной шов, могут легко возникнуть пористость и растрескивание.
Все кромки листов должны быть абсолютно чистыми и не иметь ржавчины, масла, прокатной окалины, краски и т. д. Если примеси присутствуют и вплавляются в сварной шов, могут легко возникнуть пористость и растрескивание.
Время, потраченное на сведение к минимуму таких дефектов за счет тщательной подготовки соединения и тщательной проверки перед сваркой, потрачено с пользой, поскольку вырезание дефектов сварки и повторная сварка требуют больших затрат времени и средств.
Процедура сварки.
Как правило, чем жестче требования к ударной вязкости при низких температурах, тем ниже максимальный сварочный ток, который можно использовать. Это необходимо для минимизации тепловложения и означает, что может потребоваться многопроходная технология. При сварке нержавеющих сталей тепловложение должно быть низким, так как они имеют плохую теплопроводность и высокий коэффициент расширения по сравнению с мягкой сталью. Эти два эффекта приводят к перегреву и чрезмерным искажениям, если используются провода большого диаметра и большие токи. Поэтому для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как инконель, рекомендуются многопроходные сварные швы с использованием проволоки малого диаметра.
Эти два эффекта приводят к перегреву и чрезмерным искажениям, если используются провода большого диаметра и большие токи. Поэтому для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как инконель, рекомендуются многопроходные сварные швы с использованием проволоки малого диаметра.
Параметры сварки.
Выбор правильных условий сварки для толщины листа и подготовка соединения к сварке очень важны, если необходимо получить удовлетворительные соединения без таких дефектов, как трещины, пористость и подрезы. Переменные процесса, которые необходимо учитывать, следующие:
- Полярность электрода.
- Сварочный ток.
- Диаметр электрода.
- Напряжение дуги.
- Скорость сварки.
- Удлинитель электрода.
- Угол электрода.
- Глубина потока.
Это переменные, которые определяют размер валика, форму валика, глубину проплавления и, в некоторых случаях, металлургические эффекты, такие как возникновение трещин, пористость и состав металла сварного шва.
а. Полярность электрода.
Самое глубокое проникновение достигается при обратной полярности постоянного тока (положительный электрод постоянного тока, DCEP)
что также обеспечивает наилучший внешний вид поверхности, форму валика и устойчивость к пористости.
Прямая полярность постоянного тока (отрицательный электрод постоянного тока, DCEN) обеспечивает более быстрое прогорание (около 35%) и более мелкое проникновение, поскольку максимальное тепло выделяется на кончике электрода, а не на поверхности пластины. По этой причине отрицательная полярность электрода постоянного тока часто используется при сварке сталей с ограниченной свариваемостью и при наплавке/наплавке, поскольку в обоих случаях проникновение в основной материал должно быть как можно меньше. Отношение расхода флюса/проволоки меньше при отрицательной полярности электрода, чем при положительной полярности электрода, так что уменьшается легирование флюсом.
Отношение расхода флюса/проволоки меньше при отрицательной полярности электрода, чем при положительной полярности электрода, так что уменьшается легирование флюсом.
При полярности постоянного тока максимальный используемый ток составляет 1000 ампер из-за проблем с дуговым разрядом. При изменении полярности с положительной на отрицательную может потребоваться некоторое увеличение напряжения дуги для получения сравнимой формы валика.
Переменный ток дает результат примерно посередине между положительным электродом постоянного тока и отрицательным электродом постоянного тока и обычно дает более плоский и широкий валик. Его можно использовать в системах с несколькими головками, и он особенно полезен, когда возникает проблема с дуговым разрядом. Он часто используется в системах с тандемной дугой, где положительный электрод постоянного тока используется в качестве ведущего электрода, а электрод переменного тока — в качестве замыкающего.
б. Сварочный ток.
Сварочный ток.
Увеличение скорости подачи проволоки увеличивает сварочный ток, так что скорость наплавки увеличивается по мере увеличения сварочного тока. Скорость подачи проволоки является наиболее важным фактором контроля плавления и проплавления. Плотность тока определяет глубину проникновения – чем выше плотность тока, тем больше проникновение. Для данного потока стабильность дуги будет теряться ниже минимальной пороговой плотности тока, так что, если ток для данного диаметра электрода слишком мал, стабильность дуги теряется и получается неровный валик неправильной формы. Слишком высокая плотность тока также приводит к нестабильности, поскольку электрод перегревается и может произойти подрез.
г. Диаметр электрода.
Для данного тока изменение диаметра электрода изменит плотность тока. Следовательно, электрод большего диаметра уменьшит проплавление и вероятность прожога, но в то же время зажигание дуги затруднено, а стабильность дуги снижается.
д. Напряжение дуги.
Напряжение дуги влияет на разжижение, а не на проплавление. Валик на сварных швах пластин и закрытые стыковые сварные швы с квадратными краями имеют увеличенную ширину и растворение по мере увеличения напряжения дуги, но глубина провара остается неизменной. Если разделка стыка открытая, например, в стыковом соединении с V-образной разделкой под небольшим углом, увеличение напряжения дуги может уменьшить проплавление.
Напряжение дуги определяет длину дуги, расход флюса и свойства металла сварного шва. Увеличение напряжения дуги увеличивает длину дуги, так что ширина сварного шва увеличивается, армирование уменьшается, расход флюса увеличивается, а также увеличивается вероятность возникновения дуги. При использовании легирующих флюсов длина дуги и, следовательно, напряжение дуги очень важны, так как при высоком напряжении дуги расплавляется больше флюса, так что больше легирующих элементов попадает в металл сварного шва..jpg) Таким образом, напряжение дуги может влиять на состав металла шва.
Таким образом, напряжение дуги может влиять на состав металла шва.
эл. Скорость сварки.
Скорость сварки или скорость перемещения определяют глубину провара. Размер шарика обратно пропорционален скорости движения. Более высокие скорости уменьшают проникновение и ширину валика, увеличивают
вероятность пористости и, если довести до крайности, получить подрезы и неравномерные валики. При высоких скоростях сварки напряжение дуги должно поддерживаться достаточно низким, иначе может произойти перегорание дуги.
Если скорость сварки слишком низкая, может произойти прожог. Сочетание высокого напряжения дуги и низкой скорости сварки может привести к образованию грибовидного сварного шва с трещинами затвердевания по бокам шва.
ф. Расширение электрода.
Также известен как вылет электрода и изменяет расстояние между наконечником и рабочим расстоянием. Удлинение электрода определяет степень резистивного нагрева электрода. Если удлинение короткое, эффект нагрева невелик, а проникновение глубокое. Увеличение удлинения увеличивает температуру электрода, что снижает проплавление, но скорость осаждения увеличивается. Таким образом, увеличенное удлинение полезно при наплавке и обработке поверхностей, но необходимо предпринять шаги для направления электрода, иначе он будет блуждать.
Удлинение электрода определяет степень резистивного нагрева электрода. Если удлинение короткое, эффект нагрева невелик, а проникновение глубокое. Увеличение удлинения увеличивает температуру электрода, что снижает проплавление, но скорость осаждения увеличивается. Таким образом, увеличенное удлинение полезно при наплавке и обработке поверхностей, но необходимо предпринять шаги для направления электрода, иначе он будет блуждать.
Для нормальной сварки вылет электрода должен составлять 25–30 мм для низкоуглеродистой стали и меньше, примерно 20–25 мм, для нержавеющей стали. Это связано с тем, что электрическая чувствительность проволоки из нержавеющей стали значительно выше, чем у проволоки из мягкой стали.
г. Угол электрода.
Поскольку угол между электродом и пластиной определяет точку приложения и направление силы дуги, он оказывает сильное влияние как на провар, так и на подрез. На первом рисунке показано влияние на горизонтальные/вертикальные угловые швы, а на втором рисунке сравнивается эффект, полученный при использовании вертикальной дуги, с результатами, полученными при использовании передней и задней дуг. Влияние на подрезание может быть особенно заметным.
Влияние на подрезание может быть особенно заметным.
ч. Глубина потока.
Глубина флюса или флюсовая нагрузка часто игнорируются, и порошок накапливается вокруг проволоки до тех пор, пока дуга не будет полностью покрыта. Для получения оптимальных результатов глубина флюса должна быть достаточной для охвата дуги, хотя точка, в которой электрод входит в свет флюсового слоя, отраженный от дуги, должна быть едва видна. Слишком мелкий слой флюса приводит к протеканию и может вызвать пористость из-за неадекватной металлургической защиты расплавленного металла. Слишком глубокий слой флюса приводит к неудовлетворительному внешнему виду валика и может привести к утечке на кольцевых сварных швах. При глубокой подготовке толстого листа особенно важно избегать чрезмерной глубины флюса, иначе форма сварного шва и удаление шлака могут быть неудовлетворительными.
Флюсы .
Флюсы классифицируются по показателю основности и бывают двух видов — агломерированные и плавленые.
