Принципиальная схема точечной сварки: Схема точечной электросварки из запчастей от старых телевизоров
Содержание
Сварка схема точечная
Главная » Статьи » Сварка схема точечная
Как производится точечная сварка своими руками: схема
- Дата: 01-07-2015
- Просмотров: 442
- Рейтинг: 41
Не каждый человек знает, что на сегодняшний день существует большое количество разновидностей сварки с использованием различных энергоносителей. Домашние мастера в большинстве случаев используют метод точечной сварки. Качество скрепления элементов напрямую зависит от квалификации мастера, которая состоит из выдерживания нужной продолжительности импульса тока на основе зрительного контроля точки сварки.
Рисунок 1. Схема точечной сварки.
Технология точечной сварки
Подобный тип сварки может использоваться как в промышленности, так и в бытовых условиях. В первом случае сварка применяется для соединениях заготовок из стальных листов, металлов большой и маленькой толщины, профилей. В бытовых условиях сварка такого типа применяется в процессе ремонта техники, кухонной утвари и при кабельных работах.
Процесс подобной сварки выполняется в несколько этапов. В необходимом положении надо разместить свариваемые заготовки, поместить между электродами и прижать друг к другу. Далее заготовки надо будет нагреть до пластичного состояния и подвергнуть деформации.
В процессе использования автоматических приспособлений в условиях промышленности частота сварки может достигать 650 точек/мин. Чтобы произвести сварку у себя дома по всем правилам, нужно поддерживать на одинаковом уровне скорость передвижения электродов и обеспечить определенное значение давления, а также контакт свариваемых заготовок.
Визуально схема точечной сварки изображена на рис. 1.
Рисунок 2. Схема устройства для точечной сварки.
Заготовки будут нагреваться благодаря прохождению тока сварки в качестве краткосрочного импульса длительностью 0,01-0,1 сек. Данный показатель будет зависеть от существующих условий сварочного процесса. Такие импульсы будут отвечать за размягчение заготовки в области действия электродов и образование единого жидкого ядра соединяемых элементов диаметром 4-10 мм.
После того как импульс тока элемента прекратит действие, заготовки будут удерживаться определенный промежуток времени, чтобы ядро охладилось и кристаллизовалось. Как и любой метод соединения элементов, технология сварки точечным способом имеет свои плюсы и минусы.
К преимуществам можно отнести значительную прочность получаемых швов и высокий уровень экономичности. В данном случае существует возможность автоматизировать процесс сварки, что является дополнительным преимуществом. Существенным недостатком является то, что в точечной сварке нет возможности обеспечить герметичность швов.
Режимы точечного метода сварки
Длительность нагрева может изменяться от 0,001 до 0,1 сек. Все будет зависеть от мощности устройства и условий сварочных работ. В процессе сварки стальных деталей, которые склонны к созданию трещинок, время нагрева лучше всего увеличить, чтобы была возможность приостановить дальнейшее остывание металла.
Сварку деталей из нержавеющей стали надо выполнять с небольшой длительностью нагрева. Это нужно делать для того, чтобы предотвратить риск нагрева внешнего основания точек соединения до повышенных температур. В результате этого могут нарушиться антикоррозионные свойства внешней поверхности металла.
Это нужно делать для того, чтобы предотвратить риск нагрева внешнего основания точек соединения до повышенных температур. В результате этого могут нарушиться антикоррозионные свойства внешней поверхности металла.
Способы получения точечных сварных швов.
Давление между электродами обеспечит надежное соединение свариваемых элементов. Значение давления будет зависеть от вида соединяемого металла и толщины соединяемых элементов. Уровень давления после нагрева играет важную роль, так как его величина отвечает за образование мелкозернистой структуры элемента в месте сварки. Прочность точек определяется исходя из прочности соединяемого металла.
При помощи прижима элементов в процессе прохождения импульса сварки обеспечивается образование возле расплавленного ядра пояса уплотнения, который будет препятствовать выплеску размягченной заготовки из места сварки. Для улучшения кристаллизации расплавленной заготовки нужно разжать электроды с маленькой задержкой после того, как пройдет импульс.
Существующие требования к электродам
Электроды, которые используются во время того, как производится точечная сварка своими руками, должны обеспечить прочность в промежутке рабочей температуры, высокую электро- и теплопроводность, а также легкость обработки ручным способом.
Таким требованиям соответствуют некоторые бронзы с содержанием кадмия или кобальта, медные сплавы с содержанием хрома и вольфрамовые сплавы.
Медь значительно превосходит бронзу по тепло- и электропроводности, однако ее износостойкость в 5-7 раз хуже. Поэтому для производства электродов рекомендуется использовать сплав ЭВ, который являет собой медь, в составе которой присутствует приблизительно 0,8% хрома и 0,3% цинка.
Чтобы уменьшить износ электродов, которые используются в процессе точечной сварки, нужно производить периодическое охлаждение водой. Качество швов будет зависеть от выбранного диаметра электродов. Диаметр точек должен в несколько раз превышать толщину соединяемого элемента наименьшей толщины.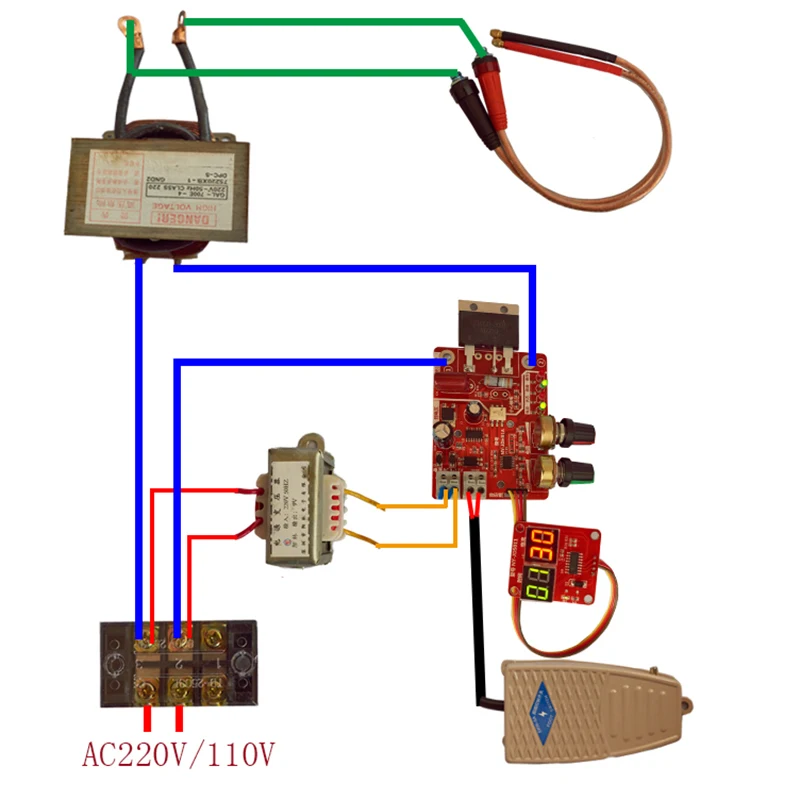
Устройство для точечной сварки
Схема устройства пистолета для точечной сварки.
Чтобы производить сварку у себя дома, понадобится выполнить сборку специального устройства.
Элементы, которые понадобятся:
- Маленький трансформатор.
- Электрод.
- Выпрямительный мост.
- Выключатель.
- Проволока.
- Медные стержни.
- Рычаг.
- Наконечники.
Схема сборки устройства для сварки
Основой работы такого приспособления является образование электрического импульса, который проваривает 2 заготовки из металла. В данном случае понадобится трансформатор маленьких размеров. К его нижней обмотке подсоединяется заготовка, а к вторичной — электрод.
Не допускается подсоединять трансформатор напрямую к питанию, для этого следует использовать специальный мост для выпрямления с тиристором. Чтобы создать подходящий импульс, в устройство надо будет дополнительно смонтировать другой источник, который состоит из выпрямительного моста и трансформаторной конструкции. Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса.
Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса.
Схема устройства для подобного типа сварки изображена на рис. 2.
Для того чтобы запустить сварочную конструкцию, на рукоятке пистолета надо нажать кнопку «импульс», которая открывает цепь конденсатора-резистора. После этого произойдет разряжение данных элементов через электрод.
Схема сварочного электрода.
В данном случае тиристор будет использоваться в качестве катода, который замыкает выпрямительный мост первого трансформатора. Пока конструкция не разрядится, тиристор будет находиться в открытом положении. После этого нужно отпустить кнопку «импульс», чтобы конденсатор еще раз зарядился. Действия нужно повторять по одной и той же схеме.
Проще всего изготавливать устройство переменного тока. Управлять процессом работы конструкции можно будет за счет изменения длительности импульса. В данном случае может использовать как выключатель, так и реле времени.
Первичная обмотка трансформаторной конструкции должна содержать минимум 200 витков. Вторичная обмотка должна быть большой мощности.
Трансформаторное приспособление может быть изготовлено из соответствующего элемента микроволновой печи. С помощью одного приспособления будет возможность соединять металлические листы толщиной до 1 мм. Если понадобится устройство большей мощности, следует установить несколько трансформаторов. Несколько элементов надо будет объединить в единый источник тока.
https://moyasvarka.ru/www.youtube.com/watch?v=KurstmEhqKI
Следует помнить, что конструкция высокой мощности может вызвать сильное падение напряжения в электросети.
Нехватку мощности можно возместить путем увеличения времени сварки.
Конструкция электродов и элементов управления
В качестве электродов чаще всего используются медные стержни. Электрод нужно выбирать большой толщины. Диаметр данного элемента должен быть больше диаметра провода. Электроды нужно время от времени подтачивать, чтобы они не теряли форму.
Чем меньше будет длина провода от трансформаторной конструкции к электроду, тем меньше мощности будет теряться на выходе.
https://moyasvarka.ru/www.youtube.com/watch?v=OMC9x7lkw8g
В качестве органов управления нужно использовать рычаг и выключатель. Выключатель устанавливается в цепь первичной обмотки.
Точечная сварка является несложным процессом, однако важно иметь необходимое для работы устройство.
moyasvarka.ru
Как произвести своими руками точечную сварку
Оглавление: [скрыть]
- Виды сварки и особенности
- Преимущество и недостатки точечной сварки
- Устройство для самостоятельной сварки
- Самодельный аппарат для точечной сварки
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане.
Точечная сварка — это вид контактной сварки, который применяется в основном для соединения листового материала.
Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Виды сварки и особенности
Электросварка бывает двух основных типов: дуговой и контактной. В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов.
Классификация основных видов сварки.
Другой вид электросварки — это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок. Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др.
Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата.
Схема точечной сварки.
Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов. Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой.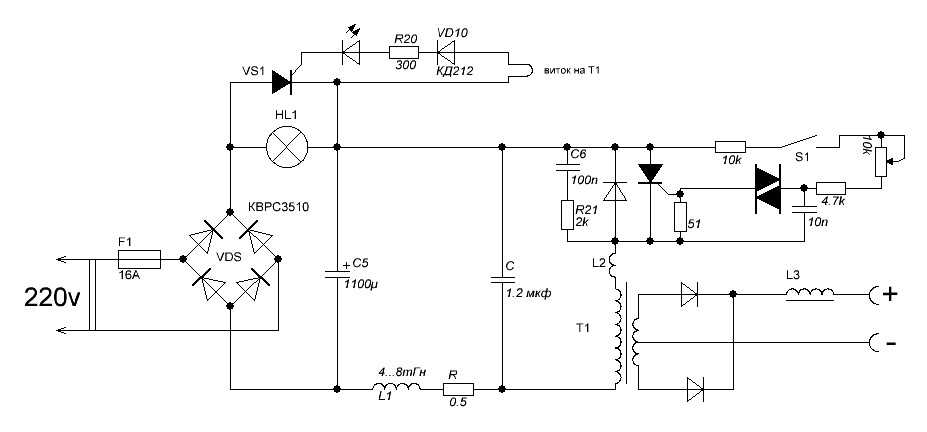 После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки — размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки — размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Вернуться к оглавлению
К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Недостатком точечной сварки является отсутствие герметичности сварочного шва.
Вернуться к оглавлению
Принципиальная схема аппарата для точечной сварки.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй — к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер — по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры — это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки.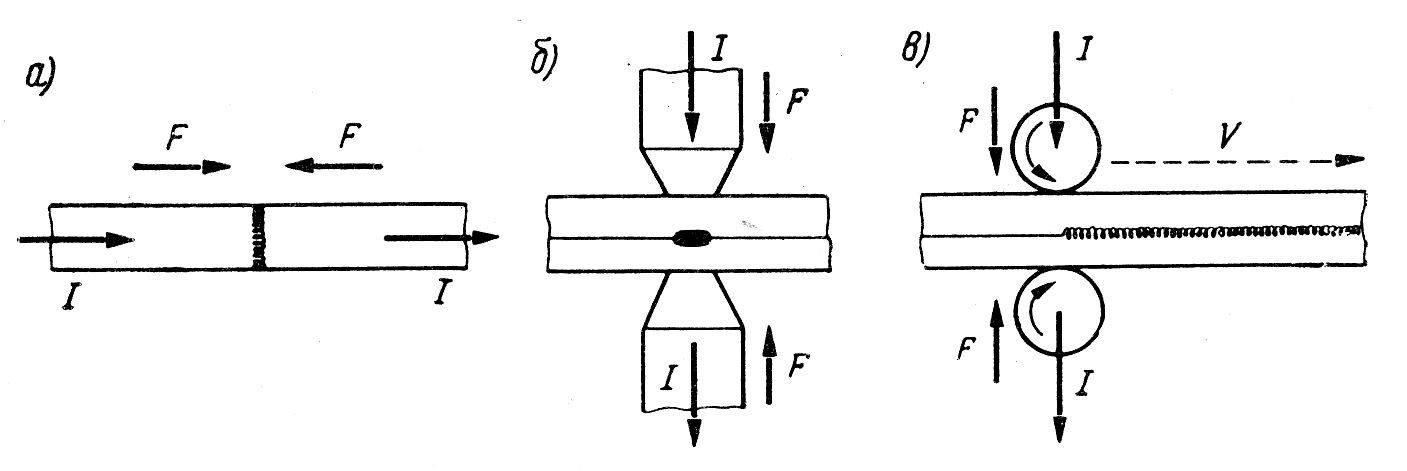 Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Вернуться к оглавлению
Для изготовления аппарата точечной сварки потребуется трансформатор.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора (инвертора), который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора.
Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной — с меньшим. Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Самое главное — сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку. Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе.
После этого нужно соединить клеем или смолой обе части трансформатора вместе.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока 700-800 ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево. Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса.
Заключительный этап сборки прибора — это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях.
На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию. Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси. С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала. Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
expertsvarki.ru
Точечная сварка своими руками / Сделай сам / Коллективный блог
Содержание:
Что такое сварка, могут рассказать многие, но вот не все знают, что видов данного процесса существует большое количество. И для каждого из них используют свой энергоноситель. В зависимости от условий применяется определенный вид сварки. В быту предпочтение отдается точечному типу. Качество полученного шва при использовании этого вида сварки зависит от опытного глаза мастера, который должен визуально определять время выдержки токового импульса на одной точке.
И для каждого из них используют свой энергоноситель. В зависимости от условий применяется определенный вид сварки. В быту предпочтение отдается точечному типу. Качество полученного шва при использовании этого вида сварки зависит от опытного глаза мастера, который должен визуально определять время выдержки токового импульса на одной точке.
В этой статье мы подробно поговорим о точечной сварке, ее режимах, требованиях, которые предъявляются к электродам. Кроме того рассмотрим схему сварочного аппарата, который можно собрать самому в домашних условиях.
Описание процедуры
Данный тип сварки используется как в быту, так и на производстве. В промышленных условиях его применяют для того, чтобы сваривать листовые заготовки, которые изготавливают из стали разных марок и цветных сплавов. Ее применяют в тех случаях, когда металлы имеют различную толщину или это профильные заготовки (швеллеры, двутавры, уголки и т.д.) и пересекающиеся стержни.
В бытовых условиях точечную сварку используют для ремонта различной домашней техники, при проведении работ с кабелями, алюминием и т. д.
д.
Сама процедура сварки состоит из совмещения соединяемых деталей, нагрева их до пластичного состояния электродом и непосредственно деформирования (соединения). Чтобы шов получился хорошего качества, специалисты рекомендуют поддерживать скорость перемещения электрода, величину давления и контакт между деталями постоянными.
Если точечная сварка ведется в промышленных условиях, данные требования контролируются автоматически. Частота сварки иногда достигает 600 точек за одну минуту.
Рис. 1 Схема точечной сварки
Нагрев деталей осуществляется за счет того, что через них проходит сварочный ток кратковременным импульсом с длительностью 0,01-0,1 секунда. Это обеспечивает расплавление металла под тем местом, куда воздействует электрод. Там же происходит формирование жидкого ядра диаметром 4-12 миллиметров, в состав которого входят частицы обоих деталей. Когда прекращается воздействие импульса тока, две части удерживают вместе, давая возможность ядру критализироваться и застыть. Вот так выглядит сам процесс.
Вот так выглядит сам процесс.
Он прост и имеет ряд достоинств и недостатков, как и все другие виды сварок. Среди ее преимуществ следует отметить прочность получаемого шва к механическому воздействию, отличная экономичность проведения работ и возможность внедрения автоматизации самого процесса сварки. Однако при этом герметичность полученного шва отличается низким качеством.
Используемые режимы
Выбор режима зависит от того, из какого материала изготовлены свариваемые детали. Если это углеродистая сталь, которая склонная к закалке и образованию трещин, тогда продолжительность нагрева рекомендуется увеличить. Это позволит замедлить охлаждение металла в последствии.
Если детали из нержавеющих аустентичных сталей, то сварку рекомендуется вести с небольшим временем нагрева, чтобы предотварить вероятность перегрева изделий до разрушения антикоррозионных свойств их наружного слоя.
Рис. 2. Основные показатели параметров при точечной сварке
Давление, которое должно быть между электродами, для надежного контакта свариваемых деталей, зависит от толщины и видов материала. Кроме того, необходимо поддерживать постоянное давление и после завершения сварки, чтобы шов при остывании получил мелкозернистую структуру, и его прочность стала идентична прочности основных металлов.
Кроме того, необходимо поддерживать постоянное давление и после завершения сварки, чтобы шов при остывании получил мелкозернистую структуру, и его прочность стала идентична прочности основных металлов.
Для предотвращения выплеска расплавленного материала из области сварки, с помощью прижимных устройств формируют уплотняющий поясок. А для хорошей кристаллизации специалисты не рекомендуют сразу же после прекращения действия импульса разжимать электроды.
Требования, предъявляемые к электродам
Теперь мы остановимся на основных требованиях, которые предъявляются к электродам, используемым при проведении точечной сварки своими руками. Это высокая тепло- и электропроводимость, легкость последующей механической обработки и прочность на всем интервале рабочих температур.
Всем этим условиям полностью электроды, изготовленные из бронзы с включениями кадмия или кобальта, электролитической меди холодного проката, сплавов на основе меди с хромом или вольфрамом.
Рис. 3 Схема електрода для точечной сварки
3 Схема електрода для точечной сварки
Специалисты советуют в процессе сварки производить охлаждение электродов водой для уменьшения их износа. Кроме того, необходимо правильно подойти к выбору самого электрода, ведь от этого будет зависеть качество полученного шва. Для визуального определения диаметра точек используют толщину самой тонкой детали и умножают ее на 2.
Сварочный аппарат своими руками
Если вам необходимо проводить точечную сварку в домашних условиях, то необязательно покупать аппарат в магазине. Его вполне можно собрать самому. Конфигурации таких самодельных моделей бывают различными — от компактных в переноске до достаточно габаритных. Чаще всего изготавливают средние настольные аппараты, которые используют для сваривания деталей из цветных и черных металлов.
Рис.4 Настольный сварочный аппарат
Схема
Чаще всего схемы предложенных сварочных аппаратов представляют собой небольшие приборы с небольшой мощностью, но листы железа толщиной 0,2 миллиметра или металлические провода варить с их помощью можно.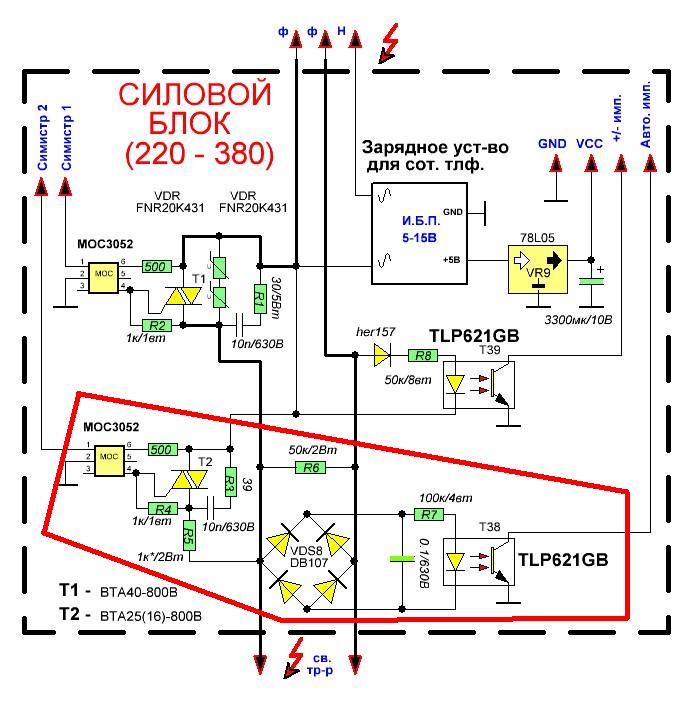
Все аппараты для проведения точечной сварки работают по закону Ленца-Джоуля. Согласно ему, проводник, через который проходит электрический ток, нагревается и выделяет такое количество тепла, которое пропорционально сопротивлению материала проводника, квадрату тока и времени протекания тока. Это необходимо учитывать, выбирая электрические провода для своего аппарата.
Так как сварка происходит благодаря созданию электрического импульса, то вам понадобиться небольшой трансформатор, который подсоединяется к нижней обмотке одной детали, а к вторичной обмотке будет подсоединен электрод.
Никогда не стоит соединять напрямую трансформатор и источник питания. Это делается только с использованием специального выпрямительного моста с тиристором. Кроме того, вам понадобиться еще один дополнительный источник питания, в состав которого входит выпрямительный мост и трансформатор. Для сбора тока и создания импульса используется конденсатор.
Рис.5 Схема точечного сварочного аппарата
В данной цепи тиристор играет роль катода, который замыкает выпрямительный мост первого трансформатора. Он будет находиться в открытом состоянии до тех пор, пока конденсатор полностью не разрядится. Для начала работы и ее окончания нажимается кнопка «импульс».
Он будет находиться в открытом состоянии до тех пор, пока конденсатор полностью не разрядится. Для начала работы и ее окончания нажимается кнопка «импульс».
Если мощность сварки нужна больше, то в схему включается тиристор полупроводниковый, трансформатор сварочный и реле времени, а технические характеристики основных узлов изменяются в сторону более мощных.
Электроды и их конструкция
Для самодельных аппаратов отлично подходят медные жала от паяльников большой мощности. Чтобы они сохраняли свою форму, их рекомендуют время от времени подтачивать, а при сильном износе — менять.
Не стоит использовать длинные провода для соединения электрода и сварочного аппарата. Кроме того, на оба конца кабеля рекомендуется надеть медные наконечники, которые будут соединять электроды и установку точечной сварки, и потом спаять их. Это поможет избежать окисления меди со временем и позволит вашему аппарату дольше работать.
Рис. 6 Форма заточки электродов для разных работ.
Для удобства нижний электрод рекомендуют делать неподвижным. Для его изоляции от крепежных болтов можно использовать шайбы и клейкую ленту.
Как видим, ничего сложного или непонятного в точечной сварке нет. На предложенном внизу видео показано, как правильно вести точечно сварку своими руками:
[ВИДЕО] Точечной сварки своими руками
44kw.com
Изготовление точечной сварки своими руками и ее использование
Оглавление: [скрыть]
- Использование сварочника для точечной сварки
- Режимы точечных сварочных работ
- Изготовление сварочника для проведения точечной сварки
- Изготовление трансформатора сварочного агрегата
- Сборка корпуса устройства
Точечная сварка, своими руками изготовленная, позволяет осуществлять соединение путем сваривания небольших заготовок из разнообразных металлов и их сплавов в домашних условиях.
Схема точечной сварки.
Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.
Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.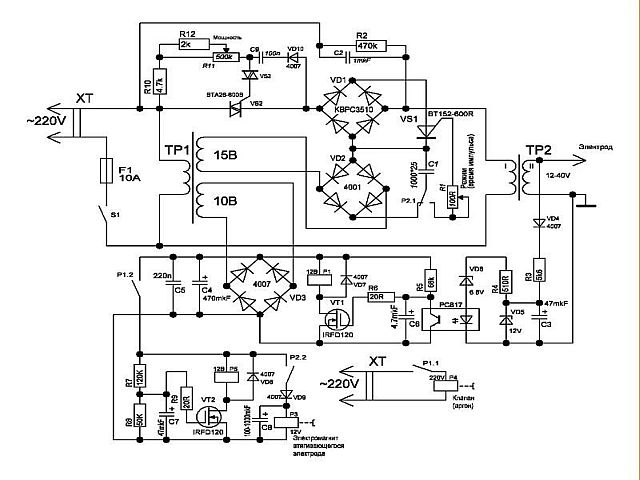
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них – нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше – за счет этого увеличится и время остывания жидкого ядра.
Вернуться к оглавлению
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
Вернуться к оглавлению
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции – от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Вернуться к оглавлению
Основная часть, которую имеет самодельная установка для проведения контактной сварки – трансформатор.
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора. Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота. Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы. Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Вернуться к оглавлению
Последний этап – изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.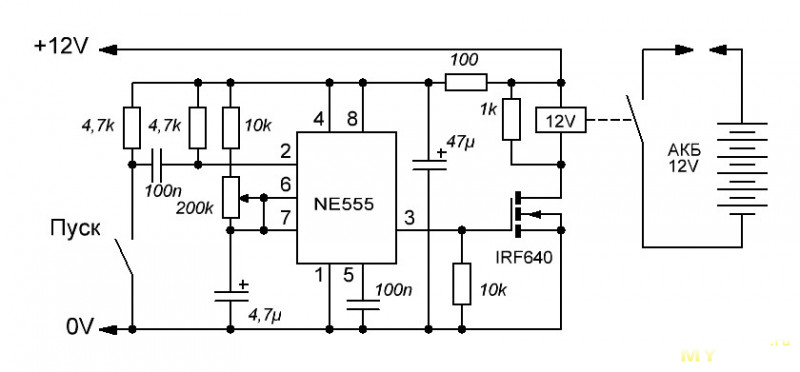
parnikiteplicy.ru
Схема принципиальная точечной сварки
Сварка собственными руками в этом случае значит не производственная технология работ по сварке, а рукодельное оборудование для дуговые сварки. Рабочие способности покупаются производственной практикой. Несомненно, перед тем как идти в мастерскую, важно понять теоретический курс. Но претворять его в практику можно лишь, имея на чем работать. Это первый аргумент в выгоду того, чтобы, собственноручно осваивая сварочное дело, побеспокоится вначале о наличии специальнонго оборудования.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как произвести своими руками точечную сварку
- Схема точечной электросварки из запчастей от старых телевизоров
- Контактная точечная сварка своими руками
- Изготовление аппарата для самодельной точечной сварки. Точечная сварка схемы
- Как сделать аппарат для точечной сварки из обычной микроволновки
- Таймер для аппарата точечной сварки
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: ТОЧЕЧНАЯ СВАРКА💥 КИТАЙЦЫ ПРИДУМАЛИ ПЛАТУ👍🏅 СОЗДАЕМ АППАРАТ И ВАРИМ👍 DIY
Как произвести своими руками точечную сварку
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане. Точечная сварка — это вид контактной сварки, который применяется в основном для соединения листового материала. Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия. Электросварка бывает двух основных типов: дуговой и контактной.
В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов. Другой вид электросварки — это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.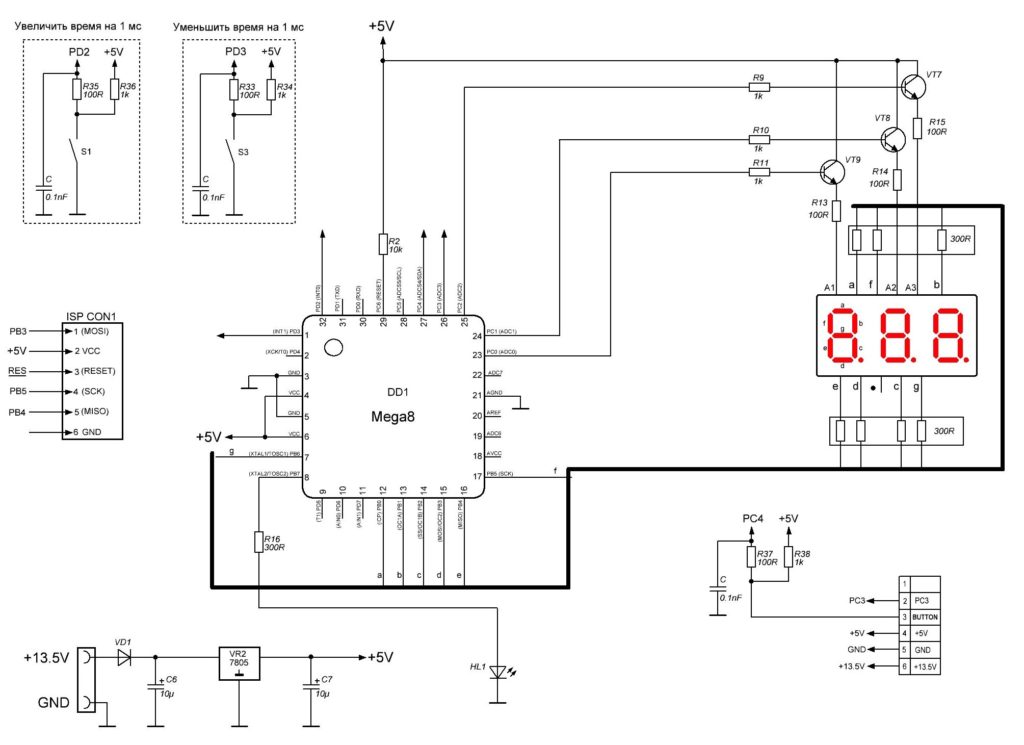
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание. Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок. Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др. Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата. Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов.
Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы. При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой.
После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки — размер сварочного ядра.
Он, как правило, должен составлять толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до точек в минуту. В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари. К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Также пригодится она для работы с алюминием и для ремонта кухонной утвари. К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники.
Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй — к электроду. Что касается клещей, то они в данном приборе не предусмотрены.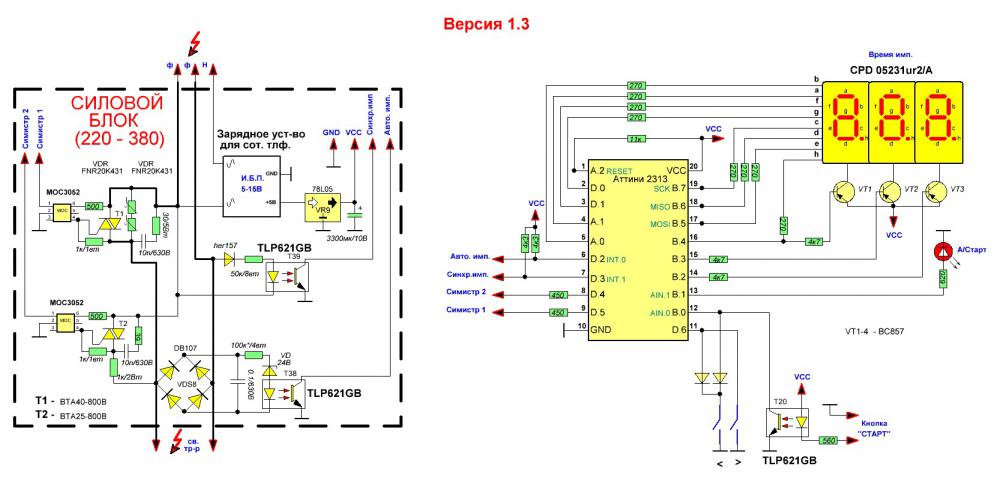 Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер — по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк.
Самые дорогостоящие споттеры — это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс.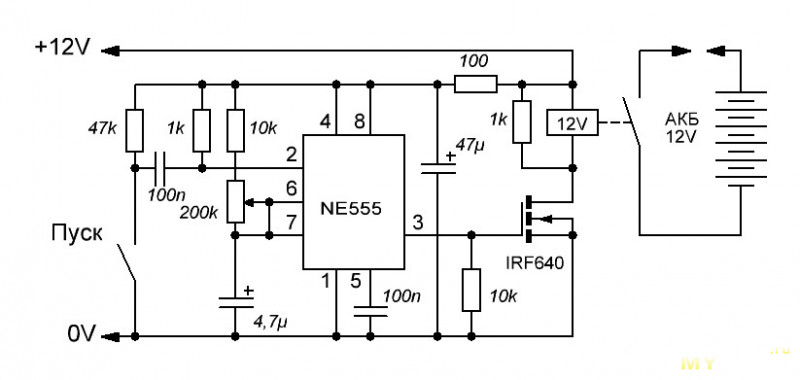 Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора инвертора , который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора. Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной — с меньшим.
Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента. Самое главное — сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку.
Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе. В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево.
Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса. Заключительный этап сборки прибора — это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях. На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию.
Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси. С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала. Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности. Главная Технологии. Классификация основных видов сварки. Схема точечной сварки. Принципиальная схема аппарата для точечной сварки.
Для изготовления аппарата точечной сварки потребуется трансформатор. Автор: Андрей. Поделись статьей:. Оцените статью: Статьи по теме. Последние статьи. Интернет-магазин климатической техники. Разнообразие коллекций кафеля российского производителя Ceramica Classic.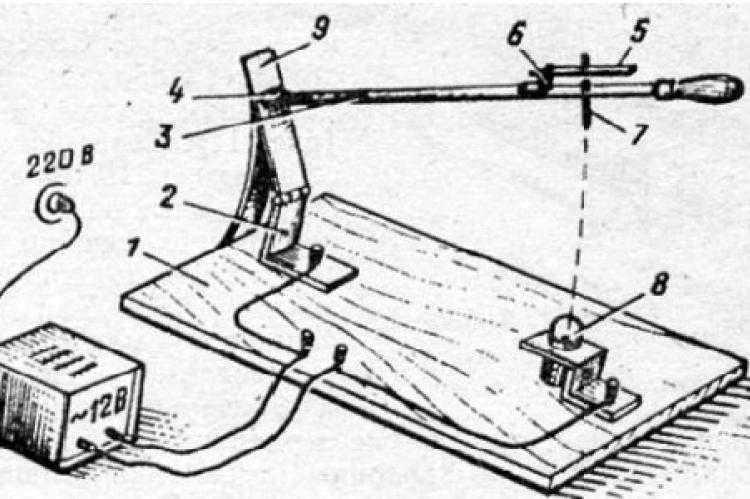 Необходимость схем инверторов с чистой синусоидой. Популярные статьи. Чем качественно паять серебро в домашних условиях? Расчет катета сварочного шва — что это такое?
Необходимость схем инверторов с чистой синусоидой. Популярные статьи. Чем качественно паять серебро в домашних условиях? Расчет катета сварочного шва — что это такое?
Как легко спаять золотую цепочку в домашних условиях? Материалы Оборудование Технологии.
Схема точечной электросварки из запчастей от старых телевизоров
Содержание: Вынимаем трансформатор из микроволновой печи Тонкости модернизации трансформатора от СВЧ-печи Рекомендации при соединении двух трансформаторов Как определить одноименные выводы трансформаторов Электроды для самодельной точечной сварки Устанавливаем электроды на сварочный аппарат Органы управления самодельной точечной сваркой. Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется. Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации.
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации.
Принципиальная схема трансформатора с таким регулированием показана на фиг. Рис. 7 Схема точечной контактной сварки а электрическая схема.
Контактная точечная сварка своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0, Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Электрическая принципиальная схема: Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.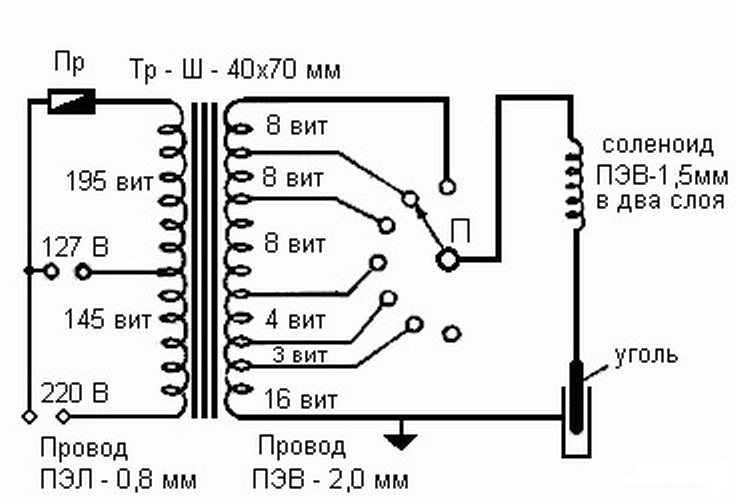 К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором обмотка III и лампу h2 подсветки места сварки обмотка II. При замыкании контактов выключателя S1 «Вкл. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором обмотка III и лампу h2 подсветки места сварки обмотка II. При замыкании контактов выключателя S1 «Вкл. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
Изготовление аппарата для самодельной точечной сварки. Точечная сварка схемы
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Для осуществления контактной сварки в домашних условиях требуются мощнейшие источники питания. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:.
Для осуществления контактной сварки в домашних условиях требуются мощнейшие источники питания. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:.
Контактная электрическая сварка — это процесс получения неразъемного соединения в результате нагрева металлических деталей протекающим по ним электрическим током, который предусматривает сжатие деталей с последующим расплавлением зоны сварки и охлаждением. Установки для контактной сварки имеют две основные части: электрическую и механическую.
Как сделать аппарат для точечной сварки из обычной микроволновки
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане. Точечная сварка — это вид контактной сварки, который применяется в основном для соединения листового материала. Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия. Электросварка бывает двух основных типов: дуговой и контактной.
Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия. Электросварка бывает двух основных типов: дуговой и контактной.
Таймер для аппарата точечной сварки
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:. На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т. Обычно различают три вида контактной сварки: точечная, многоточечная и сварка непрерывным оплавлением. Классическую точечную сварку часто называют сваркой-сопротивлением.
Изготовление устройства контактной точечной сварки листового На Рис.1 приведена принципиальная электрическая схема всего устройства.
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие.
Основными моментами, на которые стоит обращать внимание при выборе, являются следующие характеристики. Вам придется самостоятельно выбрать режим работы, установить необходимый сварочный ток и контролировать продолжительность цикла сварки. От его мощности зависит величина сварочного тока может достигать сотен кА , которая определяет возможную толщину свариваемых деталей. Может иметь различную электрическую схему и работать от различных источников питания. Современные модели оснащены микропроцессорными системами управления, значительно повышающими точность и качество выполнения работ.
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках.
Маломощный сварочный аппарат инвертор для дома. Аренда авто в Краснодаре, автомобиль на прокат эконом. Корпус — это завершающий элемент любой сколько-нибудь крупной электрической или электронной конструкции. На его изготовление в любительских условиях зачастую уходит не меньше времени, чем на сборку и налаживание устройства, для которого предназначен. Обычно корпусы радиолюбительской и промышленной аппаратуры изготавливают из листовой стали для обеспечения высокой механической прочности.
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом — несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта. Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.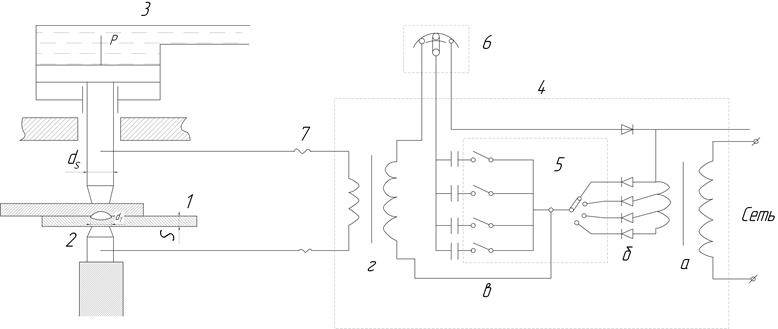 Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:.
Схема электрическая точечной сварки
По форме соединения различают два основных способа контактной сварки стыковую и точечную фиг. При стыковой сварке соединение образуется по всей поверхности соприкосновения детален, при точечной соединение осуществляется лишь в отдельных участках сопряжения поверхностей деталей, там, где сосредоточены нагрев и давление. В настоящее время получили распространение и другие способы контактной сварки — поверхностная, роликовая, рельефная, Т-образная, ролико-стыковая. Электрическая контактная сварка появилась сравнительно недавно — в конце прошлого века, и нашей отечественной науке принадлежит здесь ведущее место.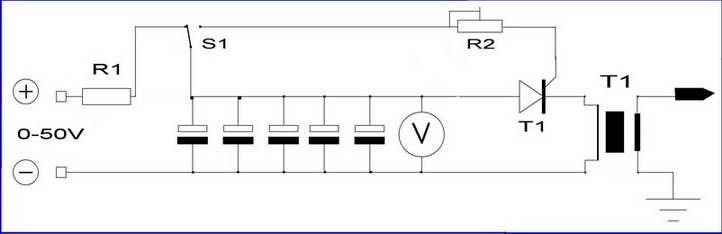 В г.
В г.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Схема машины (аппарата) контактной сварки
- Как сделать аппарат для точечной сварки своими руками
- Контактная сварка. Виды контактной сварки.
- Сделанная своими руками контактная сварка
- Аппарат для точечной микро-сварки
- Контактная сварка
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Крнтроллер точечной сварки версия 1.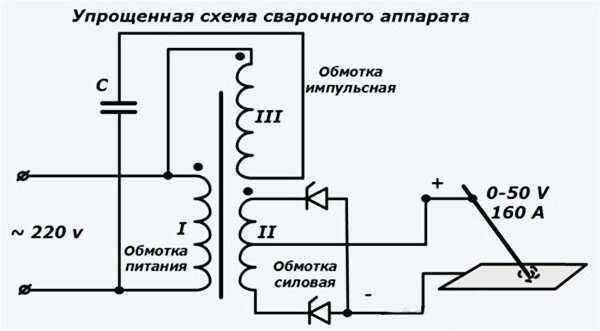 4.1
4.1
Схема машины (аппарата) контактной сварки
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки.
Рассчитать генерируемое тепло можно по формуле:. На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т.
Обычно различают три вида контактной сварки: точечная, многоточечная и сварка непрерывным оплавлением. Классическую точечную сварку часто называют сваркой-сопротивлением. Сварочный ток, проходя через соединенные детали, разогревает их до пластичного состояния, после чего производится осадка — силовое сжатие.
Сварочный ток, проходя через соединенные детали, разогревает их до пластичного состояния, после чего производится осадка — силовое сжатие.
Многоточечная сварка применяется при необходимости термического соединения больших деталей, когда для прочности соединения необходимо сваривать детали в нескольких местах. Сварку непрерывным оплавлением производят для соединения деталей, когда требуется обеспечить герметичность соединения — например, сварка трубопроводов.
При этом электрод, которым производят осадку, непрерывно движется вдоль места будущего соединения. Такой метод часто называют шовной контактной сваркой. В качестве движущего электрода используются ролики. Отдельно стоит отметить микроточечную сварку, незаменимую при ремонте радиотехники, телефонов, микроволновок и прочей бытовой техники. Все аппараты контактной сварки состоят из двух основных функциональных узлов: блок питания, обеспечивающий электрический ток необходимой характеристики и выносные электроды, доставляющие этот ток к месту сварки.
Основой блока питания является силовой сварочный трансформатор, понижающий напряжение со стандартных В до примерно 40 В. Коэффициент трансформации должен быть достаточно большим, чтобы обеспечить большую силу тока. Мощность трансформатора должна быть не менее 1 кВт. Для управления процессом к трансформатору присоединено реле времени. Процессом можно управлять и вручную, но это не всегда дает положительный результат. Выносные электроды часто изготавливают в виде сварочного пистолета.
Это удобно, когда необходимо приварить маленькую деталь внутри большого агрегата. Если соединяемые детали будут небольшими, то электроды можно сделать в виде небольшого настольного станка.
Первым делом необходимо выбрать принципиальную схему будущего аппарата. Достаточно простая и надежная схема изображена на рис. В качестве силового трансформатора используется высоковольтный трансформатор из старой микроволновой печи. Его можно заменить на ЛАТР лабораторный автотрансформатор , но в этом случае необходимо оценить его мощность.
Основная схема аппарата практически не изменится. Однако главная деталь из микроволновки более доступна и имеет достаточную мощность.
Необходимо помнить, что этот трансформатор повышающий, поэтому его вторичная обмотка по количеству витков больше первичной. Для нашего аппарата потребуется именно первичная обмотка. Вторичную необходимо аккуратно срезать, сделать это можно с помощью ножовки или стамески. Если в трансформаторе есть ограничивающие ток шунты, то их также удаляют. После этого наматывают новую вторичную обмотку. Чтобы ток после трансформатора был более А для новой обмотки необходим толстый медный провод диаметром не менее 1 см площадь сечения кв.
Можно использовать пучок проводов меньшего диаметра. Необходимо сделать витка вторичной обмотки, стараясь общую длину провода сделать наименьшей. Увеличение числа витков ведет к увеличению мощности аппарата. Необходимо помнить, что мощность устройства должна быть ограничена параметрами вашей электросети — слишком большая мощность вызовет падение напряжения и жалобы соседей.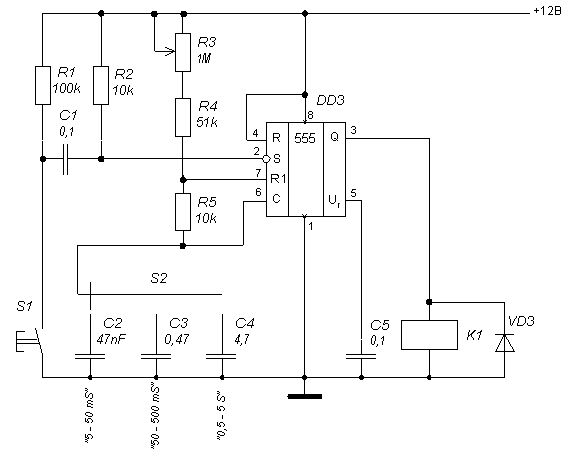 Внешний вид переделанного из микроволновки сварочного трансформатора показан на рис.
Внешний вид переделанного из микроволновки сварочного трансформатора показан на рис.
Монтаж остальных деталей принципиальной схемы осуществляется на прочной диэлектрической основе и располагается в одном корпусе с силовым трансформатором. При возможности в него можно поместить вентилятор для охлаждения установки во время работы. Электроды изготавливают из толстого медного прута. Желательно, чтобы его толщина была соразмерна с сечением провода вторичной обмотки, с концами которой электроды должны быть надежно соединены. Поскольку концы электродов во время работы оплавляются, то их необходимо периодически подтачивать, а со временем и вовсе заменять на новые.
Соединение провода с электродом необходимо спаять, чтобы предотвратить снижение мощности из-за окисления контактов. Крепятся электроды обычно в виде сварочного пистолета. Из текстолита или схожего материала вырезаются накладки переходника. Обычно их размеры соответствуют размерам своей руки. К этим накладкам надежно контровочными винтами фиксируются провода и электроды, рукоятки обматываются изоляционной лентой.
Большое значение при производстве контактной сварки имеет сила сжатия между электродами, поэтому рычаг с верхним электродом желательно делать подлиннее, а основание — помассивнее. Правильно собранный аппарат контактной сварки своими руками начинает работать сразу. Необходимо испытать собранную схему, при необходимости подрегулировать длительность импульса резистором.
Самодельная контактная сварка в вашем распоряжении. Во избежание искрения включайте и выключайте аппарат только при сжатых электродах. Не забывайте о диэлектрических перчатках и защитных очках. У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата.
Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских. Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей.
Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования.
Напряжение в силовой сварочной цепи должно быть низким — от 1 до 10 вольт, время сварки составляет от 0,01 до секунд. Работы проводятся при высоком токе сварочного импульса — от А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения кг. Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений.
Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем. В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел — трансформатор — можно взять от старой микроволновой печи, телевизора, инвертора и других устройств.
У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток. Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт.
Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.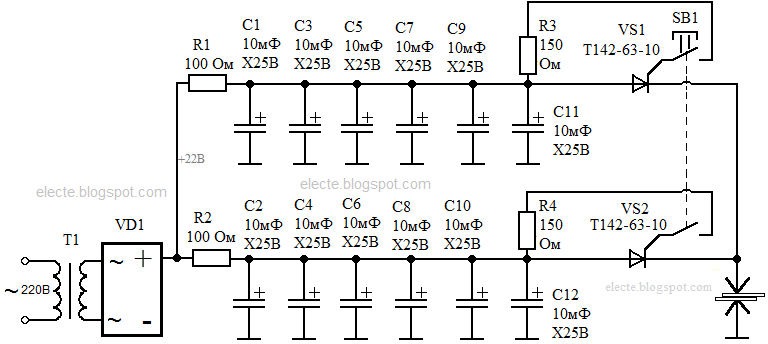 Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм.
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм.
Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры.
Сварочные аппараты работают от сети переменного тока, напряжением вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет вольт.
Максимальное значение импульсного сварочного тока — до ампер. На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель АВ1 , с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи. Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом.
Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них. Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа.
Как сделать аппарат для точечной сварки своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Выход из такой ситуации — контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы. Данный тип сварки относится к контактным термомеханическим. Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование. Производственный аппарат точечной сварки такой как показан на фото способен в течение минуты совершить до операций. Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы.
Производственный аппарат точечной сварки такой как показан на фото способен в течение минуты совершить до операций. Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы.
Модуль таймера для точечной сварки своими руками В статье об которые используют электрическую энергию в течение долгого времени.
Контактная сварка. Виды контактной сварки.
Connexion :. Accueil Contact. Blog gratuit. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов сварных точек в минуту. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Подвесные машины контактной точечной сварки могут оснащаться пистолетами. Электрическая схема таких машин точечной сварки аналогична схемам традиционных стационарных сварочных аппаратов. Точечная сварка применяется при изготовлении самых разнообразных металлических конструкций как из стали, так и из цветных металлов. Контактная сварка сварка непрерывным оплавлением. Машины контактной точечной сварки точечные машины Темы: Контактная сварка , Сварочное оборудование, Схема сварочного
Контактная сварка сварка непрерывным оплавлением. Машины контактной точечной сварки точечные машины Темы: Контактная сварка , Сварочное оборудование, Схема сварочного
Сделанная своими руками контактная сварка
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:.
Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской.
Аппарат для точечной микро-сварки
Схема процесса точечной сварки: 1—свариваемые заготовки;2—электроды;3—механизм сжатия;4—сварочный трансформатор; 5—переключатель ступеней;6—педаль управления. Точечная сварка характеризуется тем, что заготовки, помешенные между электродами машины, нагреваются электрическим током и свариваются под давлением.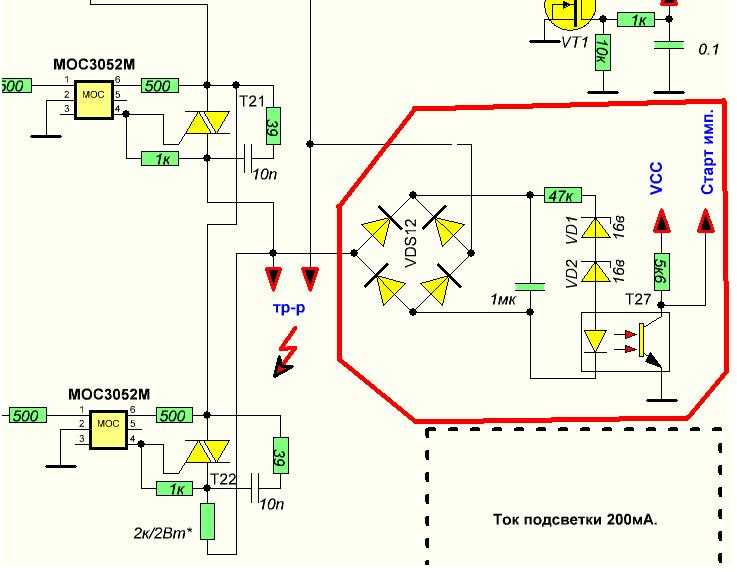 Процесс точечной сварки может быть разделен на следующие периоды: 1 сжатие свариваемых заготовок; 2 пропускание электрического тока через заготовки; 3 выключение тока; 4 снятие давления. Точечная сварка применяется при изготовлении самых разнообразных металлических конструкций как из стали, так и из цветных металлов. Точечная сварка благодаря высокой экономичности и производительности широко применяется в производстве, вытесняя клепку, а также малопроизводительные способы сварки.
Процесс точечной сварки может быть разделен на следующие периоды: 1 сжатие свариваемых заготовок; 2 пропускание электрического тока через заготовки; 3 выключение тока; 4 снятие давления. Точечная сварка применяется при изготовлении самых разнообразных металлических конструкций как из стали, так и из цветных металлов. Точечная сварка благодаря высокой экономичности и производительности широко применяется в производстве, вытесняя клепку, а также малопроизводительные способы сварки.
Контактная сварка
Самодельная точечная сварка Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса — с использованием реле времени или вручную с помощью выключателя. Самодельный аппарат точечной сварки. Это значит, что при токе А на плохо выполненных соединениях и тонких проводах теряется примерно в раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи. Микроволновая печь. Повышающий трансформатор микроволновки. На выходе таких трансформаторов до В на магнетрон подается напряжение удвоенное удвоителем , поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
Поэтому нельзя пренебрегать качеством электрической цепи. Микроволновая печь. Повышающий трансформатор микроволновки. На выходе таких трансформаторов до В на магнетрон подается напряжение удвоенное удвоителем , поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
Изготовление точечной сварки из микроволновки своими руками. Схема работы точеной сварки и схема сварочного аппарата . этого значения спровоцирует перебои в работе электрической сети не только в вашем доме , но и.
Контактная электрическая сварка — это процесс получения неразъемного соединения в результате нагрева металлических деталей протекающим по ним электрическим током, который предусматривает сжатие деталей с последующим расплавлением зоны сварки и охлаждением. Установки для контактной сварки имеют две основные части: электрическую и механическую. Электрическая часть состоит из сварочного трансформатора специальной конструкции, токопроводящих частей и устройств для коммутации сварочного тока. Механическая часть установки является устройством для импульсного сжатия деталей во время прохождения импульса электрического тока.
Механическая часть установки является устройством для импульсного сжатия деталей во время прохождения импульса электрического тока.
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом — несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта. Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских. Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:.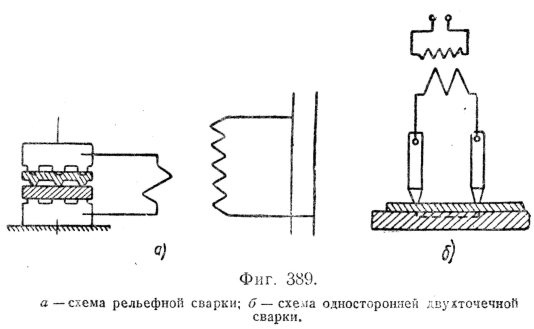 Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки , как на видео.
Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки , как на видео.
Преимущество точечной сварки неоспоримо при выполнении сварочных работ с деталями, имеющими малые размеры.
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0, Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Электрическая принципиальная схема: Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором обмотка III и лампу h2 подсветки места сварки обмотка II. При замыкании контактов выключателя S1 «Вкл.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором обмотка III и лампу h2 подсветки места сварки обмотка II. При замыкании контактов выключателя S1 «Вкл.
Сварка собственными руками в этом случае значит не производственная технология работ по сварке, а рукодельное оборудование для дуговые сварки. Рабочие способности покупаются производственной практикой. Несомненно, перед тем как идти в мастерскую, важно понять теоретический курс.
Точечная сварка | Хакадей
17 октября 2022 г., Наварра Барц
Самодельные точечные сварочные аппараты часто используют мощные компоненты, которые могут быть немного пугающими, учитывая возможность опасных неисправностей. [Войцех «Адальберт» Дж. ] разработал свой аппарат для точечной сварки с емкостным разрядом, чтобы он был безопасным, простым в сборке и отказался от микроконтроллера.
] разработал свой аппарат для точечной сварки с емкостным разрядом, чтобы он был безопасным, простым в сборке и отказался от микроконтроллера.
Многие проекты отлично работают с одним литий-ионным аккумулятором, но когда вам нужно больше энергии, вам нужно начать соединять больше элементов в аккумулятор. Аппарат для точечной сварки [Войцеха] спроектирован так, чтобы быть достаточно мощным, чтобы приваривать никелевые выступы к ячейке без каких-либо излишеств. В конденсаторной батарее используются девятнадцать конденсаторов Nichicon UBY 7500 мкФ/35 В, все они соединены параллельно с использованием пропитанного припоем фитиля. Они сидят на перфорированной плате с металлизированными отверстиями для пропускания сильного тока.
[Wojciech] подробно описал каждый шаг сборки сварочного аппарата, включая изменения стандартной платы реле и добавление потенциометра на плату повышающего преобразователя. Уровень детализации делает это хорошей отправной точкой, если вы надеетесь окунуться в мир точечной сварки своими руками. Безопасный — всегда относительный термин при работе с мощными устройствами, поэтому будьте осторожны, если вы попытаетесь собрать эту сборку!
Безопасный — всегда относительный термин при работе с мощными устройствами, поэтому будьте осторожны, если вы попытаетесь собрать эту сборку!
Самодельные точечные сварщики украшали эти цифровые страницы много раз, включая этот, созданный с учетом безопасности, и другой, который явно не был.
Posted in Аккумуляторные хаки, конкурсы, практические советы, Ремонтные лайфхакипомеченный вкладка батареи, батарея конденсаторов, конденсаторы, точечная сварка своими руками, точечная сварка, сварщик
20 августа 2022 г., Дэйв Раунтри
[Касьян ТВ] на ютубе выдали кучу запчастей в достаточно больших количествах, часть из которых была полезна и выделена под конкретные проекты, но с учетом интересующей их электроники найти не смогли использование пакета из 500 или около того конденсаторов низкой спецификации 470 мкФ. Это не были типы с низким ESR или высокой емкостью, поэтому они не подходили для индивидуального использования в качестве источника питания.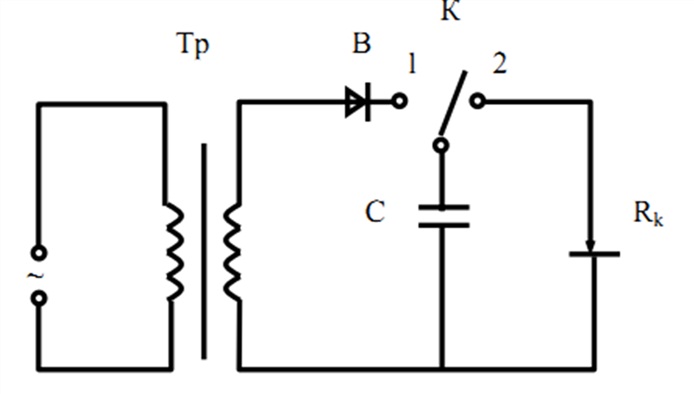 Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Печатная плата была сконструирована для параллельного соединения 168 маленьких банок с большими широкими дорожками, усиленными несколькими жилами медной проволоки диаметром 1,8 мм и большим толстым слоем припоя поверх. Три такие печатные платы были соединены параллельно одним и тем же медным проводом, чтобы максимально снизить общее сопротивление. Такая штука имеет несколько практических применений, поскольку сверхнизкое измеренное ESR 0,6 мОм и большая емкость делают ее идеальной для сглаживания источников питания во многих приложениях, но можно ли ее использовать для создания аппарата точечной сварки? Ну да и нет. В сочетании с одним из этих дешевых китайских контроллеров «точечной сварки» он действительно производит несколько сварных швов на литий-полимерном элементе с тонкой никелированной полосой батареи, но дует прямо насквозь с небольшим проникновением. [Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше, чтобы помочь с проникновением в клемму аккумулятора, доводя сварочный шов.
[Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше, чтобы помочь с проникновением в клемму аккумулятора, доводя сварочный шов.
[Кейсан] приводит некоторые измерения пиковой подачи тока и его профиля, показывая, что даже кучу довольно обыденных деталей можно с небольшой осторожностью превратить во что-то полезное. Чем такая сборка отличается от одиночного суперконденсатора? Некоторое время назад мы говорили о суперконденсаторах и батареях LiPo, это было интересное обсуждение, и, если вам все еще интересно, гибридные суперконденсаторы на основе графена тоже актуальны!
Читать далее «Сборка аппарата для точечной сварки из 500 ненужных конденсаторов» →
Posted in Аккумуляторные хаки, Tool HacksTagged конденсатор, ESR, точечная сварка, суперконденсатор
16 марта 2022 г.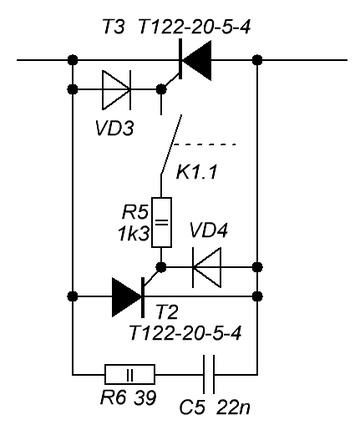 Эл Уильямс
Эл Уильямс
Раньше было трудно пропустить достаточное количество электричества через два куска металла, чтобы соединить их вместе. Но литий-ионный аккумулятор может это сделать. Вопрос в том, должно ли это быть? [The Signal Path] разбирает дешевый аппарат для точечной сварки на батарейках, чтобы посмотреть, что внутри, и пытается ответить на этот вопрос. Разборку можно увидеть на видео ниже.
Дешёвый сварочный аппарат имеет некоторые очевидные проблемы с безопасностью, поэтому первым делом нужно было обрезать несколько проводов, а также облужить некоторые дорожки печатной платы, чтобы обеспечить минимально возможное сопротивление. Конечно, чем меньше сопротивление в проводке, тем больший ток доступен для сварки.
Продолжить чтение «Разборка дешевого аппарата для точечной сварки» →
Posted in Обзоры, TeardownTagged точечная сварка
14 сентября 2021 г., Райан Флауэрс
Поднимите руку, если вы когда-либо паяли аккумулятор напрямую, даже если вы знаете лучше.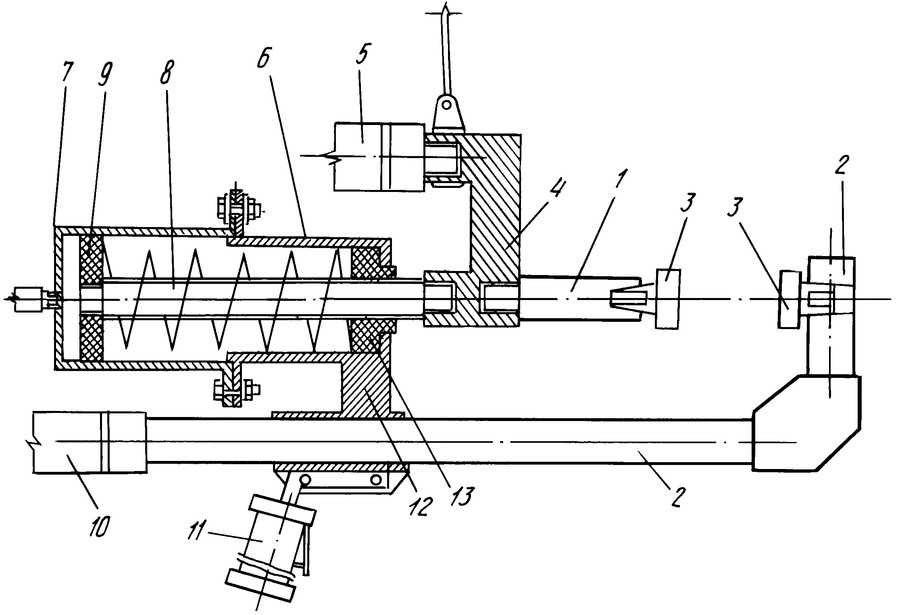 Мы все были там. Иногда нам это сходит с рук, когда у нас небольшая упаковка и нас не волнует долговечность. Но когда [Роберту Данну] нужно было собрать аккумуляторную батарею примерно из 120 литий-ионных элементов, он знал, что должен сделать это правильно и использовать аккумуляторный точечный сварочный аппарат. Конечно, купить его слишком просто для такого хакера, как [Роберт]. И вот он решил построить аппарат для точечной сварки из старой микроволновой печи и слишком большого количества красного дерева, которое вы можете увидеть ниже.
Мы все были там. Иногда нам это сходит с рук, когда у нас небольшая упаковка и нас не волнует долговечность. Но когда [Роберту Данну] нужно было собрать аккумуляторную батарею примерно из 120 литий-ионных элементов, он знал, что должен сделать это правильно и использовать аккумуляторный точечный сварочный аппарат. Конечно, купить его слишком просто для такого хакера, как [Роберт]. И вот он решил построить аппарат для точечной сварки из старой микроволновой печи и слишком большого количества красного дерева, которое вы можете увидеть ниже.
Точечная сварка оставляет две знакомые точки на прикрепленной вкладке, которые можно припаять или приварить по мере необходимости.
Для тех, кто не знает, аккумуляторная точечная сварка — это волшебное устройство, которое прикрепляет язычки к аккумуляторным батареям. Вы заметите, что все батарейные блоки с цилиндрическими элементами имеют язычок с двумя небольшими углублениями. В этих углублениях электричество высокой силы тока быстро нагревает клемму аккумулятора и язычок, пока они не раскалятся докрасна, спаивая их вместе. Операция выполняется и заканчивается менее чем за секунду, задолго до того, как может быть нанесено какое-либо тепловое повреждение. Затем язычок можно припаять или приварить точечной сваркой к другому элементу.
Операция выполняется и заканчивается менее чем за секунду, задолго до того, как может быть нанесено какое-либо тепловое повреждение. Затем язычок можно припаять или приварить точечной сваркой к другому элементу.
Одной из наиболее важных частей аккумуляторов для точечной сварки является синхронизация. Хотя [Роберт Данн] признает, что таймер 555 или даже просто ручной переключатель и реле могли бы справиться с задачей, он выбрал Arduino Uno с 4-символьным 7-сегментным светодиодным дисплеем, который показывает время сварки в миллисекундах. Триггер, напечатанный на 3D-принтере, и ручка сварщика красиво оборачивают оборудование.
Сборка завершена специальным корпусом из красного дерева, который немного преувеличен. Но если у вас есть дерево, время, инструменты и навыки (и, возможно, канал на YouTube?), нет причин не прилагать дополнительные усилия! Итоговый билд [Роберта] почти тоже неплохо, но со своей задачей он точно справится.
Конечно, здесь, в Hackaday, точечные сварщики — почти стандартная плата за проезд, и мы рассмотрели «Хороший», «Плохой» и «Солнечный». У вас есть проект аккумуляторной сварки, который заслуживает места в ротации Hackaday? Во что бы то ни стало, отправьте его в Tip Line!
У вас есть проект аккумуляторной сварки, который заслуживает места в ротации Hackaday? Во что бы то ни стало, отправьте его в Tip Line!
Продолжить чтение «Великолепный аккумуляторный сварочный аппарат попал в точку» →
Опубликовано в Взломы Arduino, классические хаки, с практическими рекомендациямиTagged arduino, аккумуляторная сварка, литий-ионный, красное дерево, пятно, точечная сварка, сварщик, деревообработка
16 июня 2021 года Дженни Лист
Изготовление батарейных блоков является обычным делом в нашем сообществе, включая точечную сварку никелевых полосок с клеммами на отдельных элементах. Многие упаковки были изготовлены таким образом с использованием переработанных элементов 18650, взятых из выброшенных ноутбуков. Коммерческие аккумуляторные точечные сварочные аппараты хорошо справляются со своей задачей, но имеют огромный пусковой ток и стоят недешево, поэтому нередко можно увидеть импровизированные решения, такие как перемотанные трансформаторы, извлеченные из микроволновых печей. Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Из-за любви к более дешевой части глобального электронного рынка для развлечения читателей Hackaday я не мог устоять, поэтому я расстался с 15 фунтами стерлингов (около 20 долларов США) за «Mini Spot Welder» и сел ждать, пока почтальон принесет мне обычный анонимный серый пакет.
Продолжить чтение «Обзор: аппараты для точечной сварки на аккумуляторе, почему вы должны купить правильный аппарат для точечной сварки» →
Опубликовано в Колонки Hackaday, Обзоры, Взломы инструментовпомеченный аккумулятор, аккумуляторная точечная сварка, обзор, точечная сварка
16 апреля 2021 г. Дэн Мэлони
На первый взгляд точечный сварочный аппарат — простое устройство. Если вы очень быстро пропустите достаточный ток через два куска металла, они нагреются достаточно, чтобы расплавиться и сплавиться вместе. Но, как и во многих других случаях, дьявол кроется в деталях, и создание надлежащего аппарата для точечной сварки может заключаться не только в изучении основ, но и в учете этих деталей.
Но, как и во многих других случаях, дьявол кроется в деталях, и создание надлежащего аппарата для точечной сварки может заключаться не только в изучении основ, но и в учете этих деталей.
Мы не публиковали ничего от наших друзей из [Make It Extreme], где они столько же занимаются созданием инструментов, сколько используют их для создания других вещей, если не больше. Однако мы ожидаем, что этот крепкий на вид аппарат для точечной сварки появится в будущем видео, потому что он действительно выглядит деловым и работает очень хорошо. Электроника обманчиво проста — только перемотанные трансформаторы микроволновки и простой таймер для управления импульсом тока. Что интересно, они использовали пару трансформаторов для значительного увеличения тока — они считают ток равным 1000 А, что позволяет машине сваривать заготовки толщиной до 4 мм.
Когда электрическая часть была готова, остальная часть сборки сосредоточилась на корпусе. Ключом к хорошему качеству точечной сварки является сильное физическое давление между электродами, которое обеспечивается рычажным соединением, а также длинными электродами из твердой меди. Мы должны сказать, что поворот ручки блокировки выглядит очень эргономично, и нам нравится, как закрытие ручки активирует ток. Дополнительные баллы за карбоновый вид готовой версии. Видео ниже показывает сборку и демонстрацию того, что она может сделать.
Мы должны сказать, что поворот ручки блокировки выглядит очень эргономично, и нам нравится, как закрытие ручки активирует ток. Дополнительные баллы за карбоновый вид готовой версии. Видео ниже показывает сборку и демонстрацию того, что она может сделать.
Большинство точечных сварщиков, которых мы видим, находятся дальше по пищевой цепочке, чем этот, специализируясь на сварке аккумуляторных батарей и тому подобного. Однако мы помним еще одного очень профессионально выглядящего точечного сварщика.
Продолжить чтение «Амбициозный точечный сварщик действительно продвигает усилители» →
Posted in Tool HacksTagged электрод, металлоконструкции, трансформатор СВЧ, ТО, точечная сварка, сварщик
13 мая 2020 г. Кристина Панос
[NixieGuy] планировал построить роботов с тросовыми соединениями, когда разразилась пандемия. Теперь, когда поставщиков компонентов не хватает, ему пришлось проявить творческий подход, когда дело доходит до непрерывных кабелей.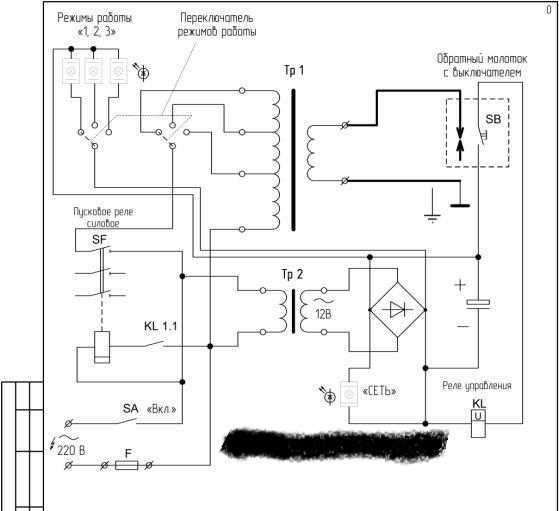 Эти тросы должны быть как можно более бесшовными, чтобы не зацепиться за шкивы, поэтому [Никси] придумал способ сварить то, что у него уже есть под рукой, — стальные тросы толщиной 0,45 мм.
Эти тросы должны быть как можно более бесшовными, чтобы не зацепиться за шкивы, поэтому [Никси] придумал способ сварить то, что у него уже есть под рукой, — стальные тросы толщиной 0,45 мм.
Напечатанное на 3D-принтере приспособление предназначено для использования под цифровым микроскопом и даже крепится к стойке с помощью винтов. Другой набор винтов удерживает два провода на месте, пока они привариваются встык между двумя кусками меди.
[Никси] добавляет каплю паяльной пасты для верности, а затем соединяет провода, присоединяя к медным электродам настольный источник питания, настроенный на 20 В при 3,5 А. Нам нравится, что [Никси] потратил время на оптимизацию конструкции приспособления, потому что оно выглядит великолепно.
Это просто показывает вам, что великие дела могут произойти с ограниченными ресурсами и небольшим количеством воображения. [Никси] не только решил свою собственную проблему с цепочкой поставок, но и в то же время усовершенствовал навык. Если у вас нет настольного источника питания, вы можете обойтись аппаратом для точечной сварки с питанием от батареи, в зависимости от вашего применения.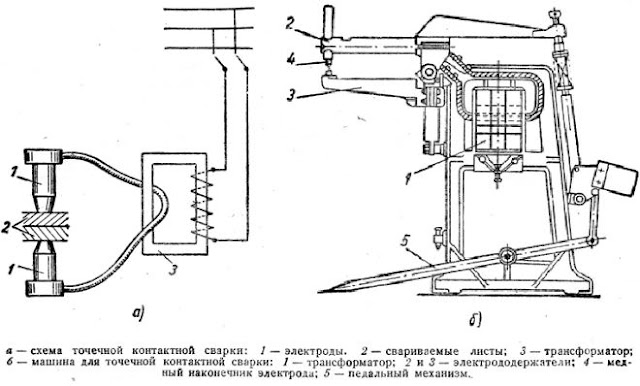
Опубликовано в Разные хаки, Взлом роботовпомеченный настольный источник питания, стыковая сварка, робот с кабелем, точечный сварщик своими руками, паяльная паста, точечный сварщик, стальная проволока
пятно%20сварщик%20контур%20диаграмма техническое описание и примечания по применению
Коммуникационные решения Amphenol
Коммуникационные решения Amphenol

Коммуникационные решения Amphenol
Коммуникационные решения Amphenol
Коммуникационные решения Amphenol

Коммуникационные решения Amphenol
spot%20welder%20circuit%20diagram Листы данных Context Search
| Каталог Технический паспорт | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
РС20Х Резюме: Предохранитель TF200* TIS63M80 Предохранитель 400 А·ч RS63H RS200H P110151-10 RS100H Держатель предохранителя RS100 Red Spot NIT20M32 | Оригинал | ТИС63М80 ТИС63М100 ТКП100М125 ТКП100М160 ТКП100М200 ТФ200М250 ТФ200М315 ТМ400М450 P5372/10 РС20Х предохранитель TF200* ТИС63М80 предохранитель на 400 ампер час РС63Х РС200Х P110151-10 РС100Х Держатель предохранителя RS100 Red Spot НИТ20М32 | |
2006 — Luxeon 3 Вт LED Резюме: CREE led star HOLDER luxeon 1w OSRAM белый золотой дракон Luxeon 3w Luxeon 5w 1W cree LED | Оригинал | T5072-Люмидрайв Люксеон 3 Вт LED ДЕРЖАТЕЛЬ со светодиодной звездой CREE Люксеон 1w OSRAM белый золотой дракон Люксеон 3w Люксеон 5w 1Вт кри светодиод | |
ГП2И0Э03 Аннотация: GP2Y0E02A | Оригинал | GP2Y0E02A GP2Y0E02B GP2Y0E03 GP2Y0E03 Этап 10-5в 500 долларов США. Этап 10-6в Этап 10-7 | |
Недоступно Резюме: нет абстрактного текста | Оригинал | 105С/220Ф) ФИН-24100 АННА-40-3 АННА-40-4 | |
1999 — Сюрвейер BICRON 2000 Резюме: BICRON Surveyor M BICRON 1M предустановленный, горизонтальный микрофокусный рентгеновский аппарат L6731-01 VICTOREEN диспенсер катодная ионная камера РЕНТГЕНОВСКИЙ КОНТРОЛЬ | Оригинал | L6731-01 130кВ L6622-01 СЭ-171-41 1026E02 BICRON геодезист 2000 Сюрвейер BICRON M БИКРОН Предустановка 1M, горизонтальная микрофокусный рентген ВИКТОРИН катод дозатора ионная камера РЕНТГЕНОВСКИЙ КОНТРОЛЬ | |
2700К Резюме: 2700-K Радиаторы точечного действия Прожекторный кулер 34 Вт xicato XSM Spot Nuventix SynJet Thermal Solutions | Оригинал | 3000К 2700К 4000К SSLCS-CM012-002-D SSLCS-CM005-002-D HSLCS-CALBL-006 2700-К Радиаторы площадь пятна прожекторный кулер 34 Вт ксикато XSM место Тепловые решения Nuventix SynJet | |
2012 — Недоступно Резюме: нет абстрактного текста | Оригинал | L9181-02 РС-232С) СЭ-171-41 TXPR1015E01 | |
2007 — осрам золотой дракон Реферат: Cree XLamp 7090 Secondary Optics osram LED dragon tape luxeon 1w CREE led star HOLDER JUPITER lumidrives OP520 OHS35WH l2-kl2 | Оригинал | ||
2005 — линзы Реферат: OPTX1006 2005 ОБЪЕКТИВЫ LED Xlamp оптика | Оригинал | ОПТХ-1-006 ОПТХ-1-016С ОПТХ-1-825С линзы OPTX1006 2005 ЛИНЗЫ LED Xламповая оптика | |
СПОТ-9ДМИ Реферат: SPOT-2DMI SC-10D QD7-0 PIN-040A SPOT-4D SPOT-9D OSD15-5T SPOT-2D OSD5-5T | Оригинал | 350-1100нм. БПХ-65 УВ-001, УФ-005, УФ-015 ПИН-125ДПЛ PIN-HR005 PIN-HR008 PIN-HR020 PIN-HR026 СПОТ-9ДМИ СПОТ-2ДМИ СК-10Д QD7-0 ПИН-040А СПОТ-4Д СПОТ-9Д ОСД15-5Т СПОТ-2Д OSD5-5T | |
2003 — удт 9дми Реферат: точечные фотодиодные датчики УДТ PSD SPOT-2D 801 87 XXX 20 001 SPOT-9D 350-1100nm | Оригинал | 350-1100нм. удт 9дми точечный фотодиод Датчики UDT PSD СПОТ-2Д 801 87 ХХХ 20 001 СПОТ-9Д 350-1100нм | |
1996 — 1429 дБм Резюме: резистор углеродного состава OA-14 OPA655 OPA695 GI шумовые характеристики операционного усилителя сбивают с толку силовые полупроводники 1973 г. | Оригинал | SBOA066A 1429 дБм углеродный состав резистора ОА-14 OPA655 OPA695 GI операционный усилитель шумовые характеристики сбивают с толку силовой полупроводник 1973 | |
светодиод дфл Резюме: нет абстрактного текста | OCR-сканирование | КПТХ-1-006) ОПТХ-1-006 светодиодный dfl | |
1996 — LT1334 Резюме: LT1220 LT1028 эквивалент lt1115 Джордж Эрди LT1122 LT1028 LT1037 LT1124 LT1128 LT1169 | Оригинал | LT1001/02 ЛТ1113, LT1124/25/26/27 ЛТ1354/57/60/63 ЛТ1055/56/57/58, LT1169 LT1351 LT1022, LT1334 LT1220 Эквивалент LT1028 lt1115 Джордж Эрди LT1122 LT1028 LT1037 LT1124 LT1128 LT1169 | |
2006 — HAMAMATSU L9181 Реферат: L9181-02 рентгеновская трубка усилителя L9181 толщина рентгеновского излучения IEC61326 L9181 рентгеновская рентгеновская трубка техническое описание C7716 | Оригинал | L9181-02 РС-232С) СЭ-171-41 TLSO1061E01 ХАМАМАТСУ L9181 L9181-02 усилитель рентгеновская трубка L9181 Рентгеновская толщина МЭК61326 L9181 рентгеновский снимок паспорт рентгеновской трубки C7716 | |
2009 — трубка рентгеновская Аннотация: техническое описание рентгеновской трубки микрофокусная рентгеновская рентгеновская трубка работа l8121 L8121-03 IEC-61326-1 IEC61326-1 IEC61010-1 сцинтиллятор | Оригинал | L8121-03 РС-232С СЭ-171-41 TLSO1057E03 рентгеновская трубка паспорт рентгеновской трубки микрофокусный рентген работа рентгеновской трубки л8121 L8121-03 МЭК-61326-1 МЭК61326-1 МЭК61010-1 сцинтиллятор | |
ОС20 Аннотация: Maschio OS22 | Оригинал | КОН/ОС8/10/МФ КОН/ОС20/10/МФ CON/OS8/10/RGB/MF OS22/RGB КОН/ОС22/10/ММ КОН/ОС22/100/М ОС20 мужчина ОС22 | |
2006 — 4800б Резюме: техническое описание 4800B макс. | Оригинал | 110-240 В переменного тока B3A-04WHT-Q2S: B3A-04WHT-R2S: 4800b Техническое описание 4800B макс 4800b XL7090WHT 4800b транзистор 70-4802Б Филмор 70-4852б 4800b ЦЕПЬ 4800b | |
1996 — OPA655 Реферат: Силовой полупроводник OPA658 1973 г. | Оригинал | АН104-1. OPA655 OPA658 силовой полупроводник 1973 | |
Недоступно Резюме: нет абстрактного текста | Оригинал | ||
6 Полипропиленовый конденсатор 6 мкФ Аннотация: 616 1,5 мкФ 400 В пленка горячая | Оригинал | ФФВ36Л0605К-ФФВ36Л0905К— 6 Полипропиленовый конденсатор 6 мкФ 616 1,5 мкФ 400 В фильм горячий | |
12052641 Резюме: 60 Вт 12 В 71902 73807 прямоугольный разъем Packard 12052641 1205-2641 72728 | Оригинал | ИСО9001 КС9000. FM32616 12052641 60 Вт 12 В 71902 73807 прямоугольный разъем Паккард 12052641 1205-2641 72728 | |
ЛЮМИНЕСЦЕНТНАЯ СВЕТИЛЬНИК 18 Вт Резюме: светодиод 3 Вт светодиодная лампа 1 Вт пар20 пар30 пар38 светодиод 1 Вт пар38 B22 CAP GU10 4,5 Вт светодиод светодиод 30 Вт 1 Вт светодиод | Оригинал | ТЛЛ-Э27Б80-061-В21-110В Пар20, Пар30, Пар38 ТЛЛ-T8W06-08W ТЛЛ-T8W09-10W ТЛЛ-T8W12-12W ТЛЛ-T8W12-15W ТЛЛ-T8W12-18W ТЛЛ-T8W12-22W ЛЮМИНЕСЦЕНТНЫЙ СВЕТ 18ВТ светодиод 3 Вт Светодиодная лампа 1 Вт пар20 пар30 пар38 светодиод 1 Вт пар38 Б22 КРЫШКА GU10 4,5 Вт светодиод светодиод 30 Вт 1 Вт светодиод | |
кри mr16 размеры Реферат: размеры osram MR16 OPIO-3-011 | Оригинал | ||
четырехъядерный фотодиод PSD Реферат: СПОТ-4Д СПОТ-2Д СПОТ-9ДМИ СПОТ-9Д СПОТ-2ДМИ точечный фотодиод СПОТ-4ДМИ УДТ Датчики PSD фотодиоды спот-2д | Оригинал | ||
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>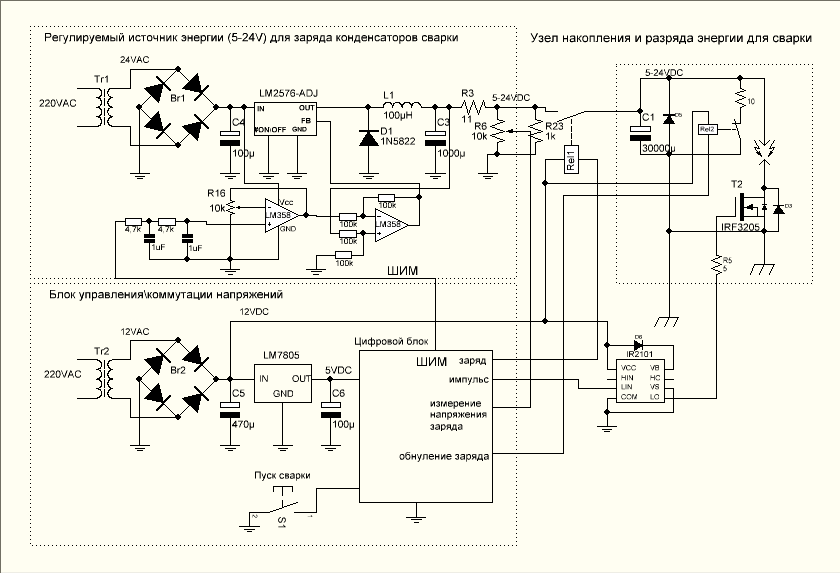 org/Product»>
org/Product»>
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> Предыдущий
1
2
3
. ..
..
23
24
25
Далее
Аппарат для точечной сварки двойного назначения с контролем длительности импульса – Керри Д. Вонг
точечный сварщик двойного назначения с контролем продолжительности импульса
квонг
Давно хотел сделать аппарат для точечной сварки. Большинство самодельных точечных сварочных аппаратов используют моментальный выключатель на первичной обмотке трансформатора микроволновой печи (MOT). Благодаря простоте этой конструкции ее очень просто сделать. Однако эта конструкция имеет некоторые неотъемлемые проблемы безопасности, поскольку переключатель мгновенного действия обычно находится в пределах досягаемости оператора (если не используется ножной переключатель), а недостаточная изоляция может увеличить риск поражения электрическим током. Более того, ток, протекающий через первичную обмотку, может значительно превысить номинальный ток переключателя и вызвать отказ переключателя. Из-за индуктивной природы обмотки выключатель иногда может искрить и представлять значительный риск для оператора.
Из-за индуктивной природы обмотки выключатель иногда может искрить и представлять значительный риск для оператора.
Еще одна проблема этих простых аппаратов для точечной сварки заключается в том, что нельзя точно контролировать продолжительность сварки. В основном это проблема при приваривании лепестков к клеммам аккумулятора, поскольку чрезмерное время сварки может привести к значительному нагреву клеммы аккумулятора, что может сократить срок службы аккумулятора. Поэтому я приступил к разработке простой схемы, которая решает эти проблемы.
Для переключения первичной обмотки трансформатора я использовал симистор (BTA-41). BTA-41 рассчитан на силу тока 40 А и более чем подходит для наших целей. C4 и R8 образуют демпферную сеть для подавления переходных процессов. TRIAC запускается через драйвер TRIAC с оптической развязкой (MOC3061). Используя оптопару, мы можем изолировать схему управления от сетевого напряжения и, таким образом, сделать работу намного безопаснее.
Для контроля времени сварки таймер 555 настроен на режим одиночного цикла (щелкните схему ниже, чтобы увидеть версию с высоким разрешением). R2, R4 и C3 вместе определяют ширину выходного импульса. Учитывая используемые значения, время сварки можно регулировать примерно от 0,1 до 0,6 с. Таймер запускается через R3 и C2. Причина, по которой для запуска используется RC-цепь (в отличие от прямого соединения контакта 2 с землей), заключается в том, что ширина импульса, генерируемого при зарядке C2 через R3, значительно меньше 0,1 с, и, таким образом, мы можем гарантировать минимальную ширину импульса. В противном случае, если бы мы удерживали контакт 2 на уровне земли вручную, минимальная достижимая ширина импульса зависела бы от того, насколько быстро мы можем отпустить переключатель, пока контакт 2 удерживается в низком уровне, выходной сигнал будет высоким.
Для триггеров используются два переключателя мгновенного действия. Один триггер предназначен для использования основных сварочных наконечников, а другой — для аккумуляторных сварочных наконечников.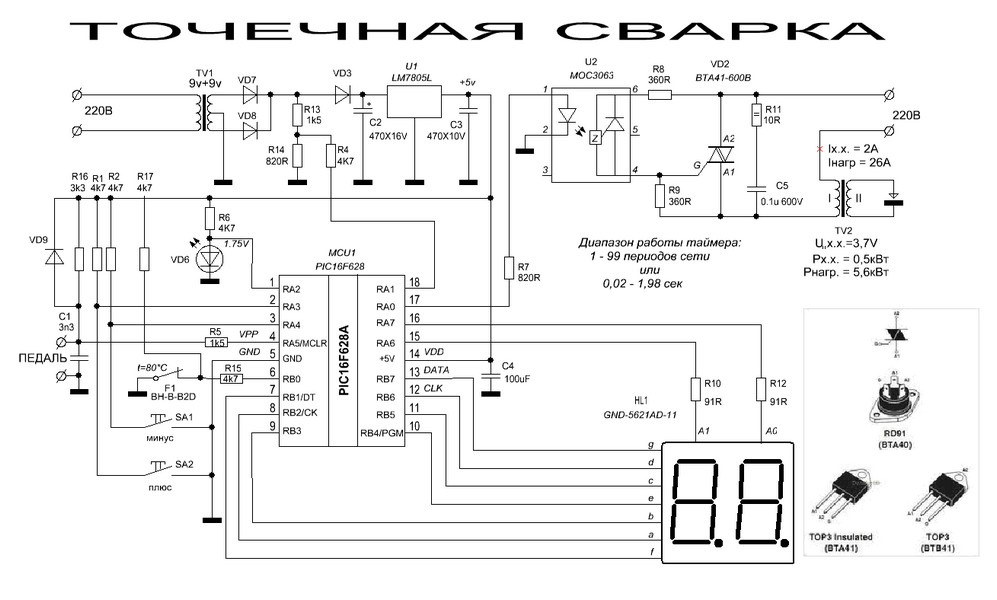
Для ТО я снял оригинальную вторичную обмотку высокого напряжения с помощью пилы и вручную намотал провод 4 AWG три раза. Это создает напряжение холостого хода примерно 3 В (переменного тока). затем вторичная обмотка обжимается двумя клеммами аккумулятора. С трансформатором, который я использовал, ток короткого замыкания на вторичной обмотке близок к 1 кА. Хотя мы рассеиваем более 3 кВт, а трансформатор рассчитан только на 1,3 кВт, мы работаем в импульсном режиме, поэтому нет опасности перегрева.
На рисунках ниже показаны два набора сварочных наконечников. Основные сварочные наконечники расположены друг против друга. Они крепятся к клеммным наконечникам винтами М5. В качестве рычага я использовал утилизированную монтажную рейку сервера. Основные сварочные наконечники полезны для сварки двух металлических листов вместе, но для сварки выводов батареи нам нужно, чтобы оба сварочных наконечника прилегали друг к другу.
