Принцип работы инверторного сварочного полуавтомата: Принцип работы сварочного инвертора: устройство и характеристики
Содержание
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Содержание
- 1 Что представляет собой полуавтомат
- 2 Как работает полуавтомат
- 3 Режимы полуавтоматической сварки – теория и практика
- 3.1 Механизм подачи
- 4 Основы сварки полуавтоматом
- 4.
 1 Углекислый газ – сварка для начинающих
1 Углекислый газ – сварка для начинающих - 4.2 Сварка без газа – альтернативный вариант
- 4.3 Как сварить стальное изделие полуавтоматом без газа
- 4.
 1 Углекислый газ – сварка для начинающих
1 Углекислый газ – сварка для начинающихЧто представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску.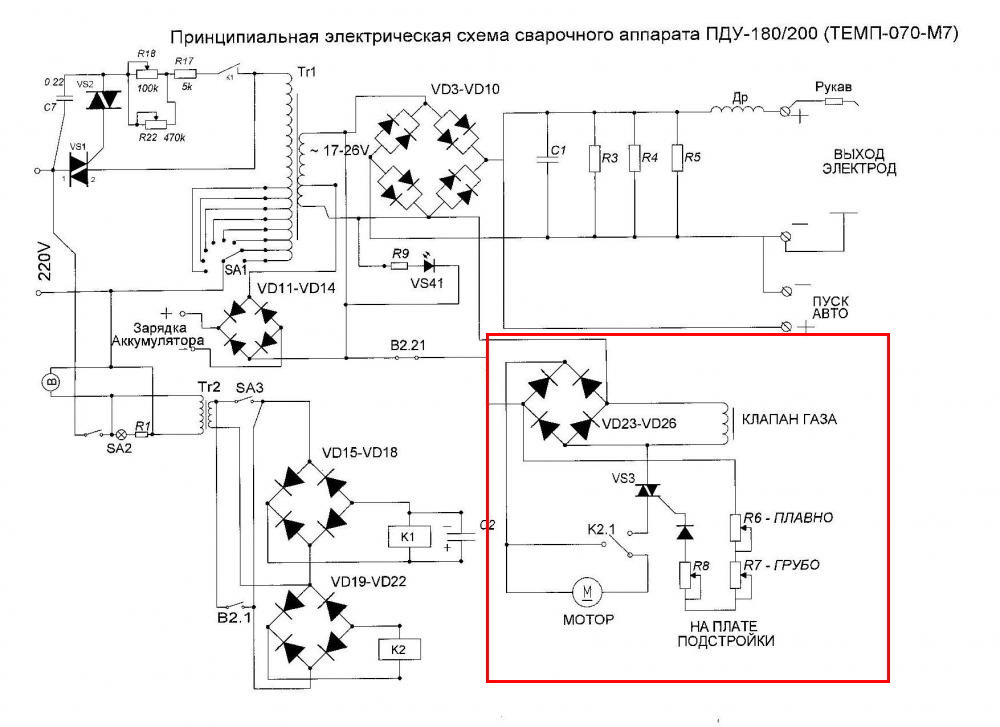 На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий.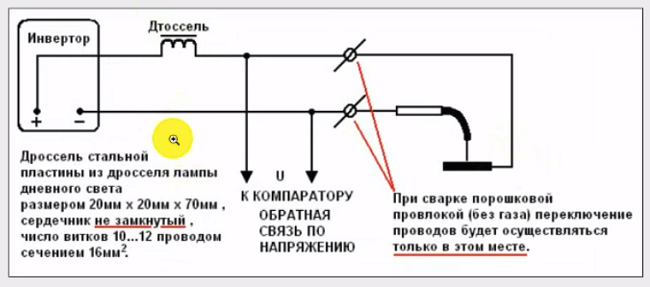 Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Принцип работы сварочного инвертора — схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт.
 По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат..jpg) Пройдемся по нюансам и элементам прибора.
Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.

- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Высоконадежный инверторный сварочный аппарат NRW-IN900P | Оборудование для микросоединений
Для просмотра нашего сайта в настройках вашего браузера вам необходимо включить JavaScript.
- Связаться с нами
Высоконадежный источник питания контактной сварки инверторного типа с максимальным током 32000А
- НРВ-ИН900П/НТ-32К444
Высоконадежный инверторный источник питания постоянного тока для контактной сварки, подходит для плавления двигателей.
Эта модель позволяет выполнять различные виды сварки плавлением благодаря пульсационному режиму, который позволяет сваривать до 8 фаз в течение 24 секунд, и 127-шаговой функции произвольной формы волны.
Благодаря новому оборудованию монитора времени сварки и монитора фазы, он позволяет выполнять функцию компенсации во время сварки и способствует улучшению качества сварки.
Характеристики
- Большая емкость с максимальным током 32000 А (при NT-IN32K444 при 400 В)
- Длительное время сварки, не более 5 секунд, 127-ступенчатая функция произвольной формы волны (свободный стиль) (обычный режим)
- Режим пульсации, подходящий для плавления
Доступен режим пульсации до 8 фаз с наклоном ВВЕРХ и ВНИЗ в течение 24 секунд. Способствует широкому разнообразию сварки плавлением. - Остановка сварки с изменением 1 мс или меньше из-за функции фазового сдвига
- Три выбираемых частоты (2 кГц, 4 кГц, 5 кГц)
- Оснащен несколькими режимами управления.
Предусмотрены режимы управления постоянным током, постоянным напряжением, постоянной мощностью, пиковым значением основного тока, средним значением основного тока и фиксированной шириной импульса.
- Встроенная функция монитора сварки
В дополнение к средним и пиковым значениям тока, напряжения, мощности и сопротивления, а также результатам оценки монитора предельных значений, новый монитор времени сварки и монитор фазы позволяют выполнять функцию компенсации во время сварки. - Функция отображения формы сигнала сварки
Эффективно повышает эффективность работы при настройке условий сварки и расследовании причин отклонений. - Вспомогательная автоматическая машина
Режим управления аналоговым входом позволяет управлять в реальном времени с ПЛК. В сочетании с датчиком температуры также возможен постоянный контроль температуры.
Кроме того, программный блок обеспечивает дистанционное управление, что обеспечивает большую гибкость компоновки при включении в помещения. - Функция компенсации во время сварки
Выходное значение может быть мгновенно изменено внешним сигналом во время сварки.
Может использоваться в сочетании с датчиками смещения и т. д. для повышения уровня отделки.
д. для повышения уровня отделки.
Пример применения
- Предохранение круглых наконечников и проводов с покрытием
- Катушка двигателя
- Медная шина
Технические характеристики источников питания для контактной сварки
| Пункт | НРВ-ИН900П |
|---|---|
| Контрольная частота | Выбирается из 2 кГц, 4 кГц, 5 кГц (выбирается для каждого номера PRG) |
| Режим управления | Контроль пикового значения первичного тока, контроль среднего значения первичного тока, контроль среднего значения вторичного тока, контроль среднего значения вторичного напряжения, контроль среднего значения вторичной мощности, контроль фиксированной ширины импульса. |
| Максимальный сварочный ток | 900A (рабочий цикл 5%) |
| Диапазон настройки таймера | Номинальный режим: 0,0–5000,0 мс (сумма ВРЕМЕНИ ПОДГОТОВКИ, ВРЕМЕНИ СВАРКИ, ВРЕМЕНИ ОСТАНОВА, ВРЕМЕНИ ОХЛАЖДЕНИЯ) Режим пульсации: 0,0–24000,0 мс (сумма ВРЕМЕНИ ИМПУЛЬСОВ, ВРЕМЕНИ ОХЛАЖДЕНИЯ) |
| Количество условий | Нормальный режим: 255 Пульсирующий режим: 15 |
| Настройка формы сварочного сигнала | Обычный режим: 3 фазы (наклон, сварка, охлаждение), свободный стиль (макс. 127 шагов, 8 фаз) 127 шагов, 8 фаз) Режим пульсации: (макс. 120 волн, 10000 импульсов, 8 фаз) Режим управления аналоговым входом: (8 фаз) |
| Пользовательский интерфейс (Инструмент настройки) | Блок программ |
| Функция контроля | Монитор среднего значения/горохового значения тока, напряжения, силового сопротивления соответственно. Ширина импульса, контроль времени сварки, контроль фазы, контроль напряжения источника. Дисплей сигнала |
| Метод охлаждения | Водяное охлаждение (объем воды 3,0 л/мин) |
| Интерфейс | Ethernet |
| Источник питания | 220В:3φ~200-240В±10% 50/60Гц、400В:3φ~380-480В±10% 50/60Гц |
| Размеры (мм) | Ш250×Г651×В528(без выступающих частей) |
| Вес | 30,4 кг |
| Сварочный трансформатор | НТ-ИН32К444 |
Характеристики трансформатора для контактной сварки
| Пункт | НТ-ИН32К444 | |
|---|---|---|
| Источник питания | 220 В | 400В |
| Сварочный ток Maximam | 19800A (рабочий цикл 5%) | 32000A (рабочий цикл 5%) |
| Номинальная мощность (рабочий цикл 50%) | 89 кВА | 130 кВА |
| Первичное входное напряжение | 300 В | 600В |
| Напряжение вторичной разомкнутой цепи | 14,1 В | 12,9 В |
| Коэффициент трансформации трансформатора | 22:1 | 44:1 |
| Входная частота | 2 кГц/4 кГц/5 кГц | |
| Метод охлаждения | Водяное охлаждение 3,0 л/мин | |
| Размеры (мм) | Ш280×Г475×В430 (без выступающих частей) | |
| Вес | 43,2 кг | |
Опции
- Блок программ
NA-PB100
- Сварочный монитор
QC-450
Сварочный источник питания
- Нажмите кнопку «Связаться с нами» справа.

(для информации дилера, пробного испытания или технической консультации) - Свяжитесь с нами
К началу страницы
Источник питания инвертора
Преимуществ инверторных сварочных аппаратов перед традиционными трансформаторами-выпрямителями много. Инверторы более портативны и имеют меньший вес, что облегчает их перемещение по рабочей площадке. Кроме того, инверторы обеспечивают возможность высококачественной многопроцессной сварки, так что одна машина может выполнять дуговую сварку, MIG, TIG, FCAW, дуговую строжку и даже импульсную сварку. И что еще более важно, в инверторах используется технология управления формой волны Lincoln™, обеспечивающая больший контроль над параметрами дуги и автоматическую точную настройку дуги для создания наилучшего возможного сварного шва, контролируя такие проблемы, как прожоги.
Но знаете ли вы, что использование инвертора также может сэкономить вам деньги на затратах на электроэнергию по сравнению с традиционным источником питания? Каждый год в США потребляется электроэнергия на сумму около 15 миллионов долларов, а во всем мире на сварку — 99 миллионов долларов. Чтобы повысить эффективность и сократить расходы вашей компании на электроэнергию, связанную со сваркой, привлекательным вариантом является инвертор. Фактически, благодаря своей эффективности эти машины могут обеспечить существенную экономию затрат на коммунальные услуги.
Чтобы повысить эффективность и сократить расходы вашей компании на электроэнергию, связанную со сваркой, привлекательным вариантом является инвертор. Фактически, благодаря своей эффективности эти машины могут обеспечить существенную экономию затрат на коммунальные услуги.
Но как переход на инвертор может снизить потребление энергии? В конструкции инверторных сварочных аппаратов, таких как Invertec® V350 Pro от Lincoln, сердечники трансформаторов, обмотки трансформаторов и переключающие компоненты силовой электроники тщательно выбираются для минимизации рабочих потерь. Вот еще несколько причин, по которым инверторы экономят затраты на электроэнергию:
- Повышение эффективности трансформатора достигается за счет использования ферритовых сердечников в силовом трансформаторе инвертора. Это снижает потери тока, что приводит к снижению токов холостого хода в проводниках питания 9.0314
- Катушки инверторного трансформатора физически меньше обычных трансформаторов.
 Катушка меньшего размера означает меньшее количество намотки проволоки вокруг сердечника — меньшее количество проволоки
Катушка меньшего размера означает меньшее количество намотки проволоки вокруг сердечника — меньшее количество проволоки
означает меньшие потери и большую эффективность - Силовые электронные компоненты инвертора были тщательно разработаны для снижения потерь и увеличения срока службы
- Во многих инверторах, таких как Invertec V350 Pro от Lincoln, используется медный проводник. Медь имеет более высокую тепло- и электропроводность по сравнению с алюминием,
, который минимизирует потери и максимизирует эффективность - Работая на более высоких частотах, чем обычные сварочные аппараты, инверторы требуют меньшей выходной индуктивности для плавной работы. Энергия, необходимая для сварки стержнем или для сварки шаровыми электродами, накапливается в конденсаторах, позволяющих использовать дроссели меньшего размера
- Компактная конструкция и относительно небольшие физические размеры инверторного сварочного аппарата означают более короткие провода и кабели (или даже прямые соединения) между силовыми
компоненты. Более короткие пути тока обеспечивают более низкое сопротивление и более высокую эффективность
Более короткие пути тока обеспечивают более низкое сопротивление и более высокую эффективность - Поскольку инвертор по своей природе имеет низкие потери, требуются меньшие охлаждающие вентиляторы. Это означает, что для перемещения охлаждающего воздуха требуется меньше энергии и, опять же, большая эффективность
- Меньший размер компонентов внутри инверторной машины приводит к меньшему рассеиванию тепла и, опять же, большей эффективности
Как рассчитать, насколько инвертор может сэкономить ваши деньги по сравнению с традиционным трансформатором-выпрямителем, и какой инвертор лучше всего обеспечивает энергоэффективность? Используйте рабочий лист ниже, чтобы сделать эту оценку.
Шаг № 1. Расчет выходной мощности
Сначала посмотрите на свою машину, чтобы определить выходное напряжение (Vout), которое на вашей машине выражается в вольтах. В нашем примере это 32В. Затем умножьте это на выходной ток (Iout), указанный на вашей машине в амперах.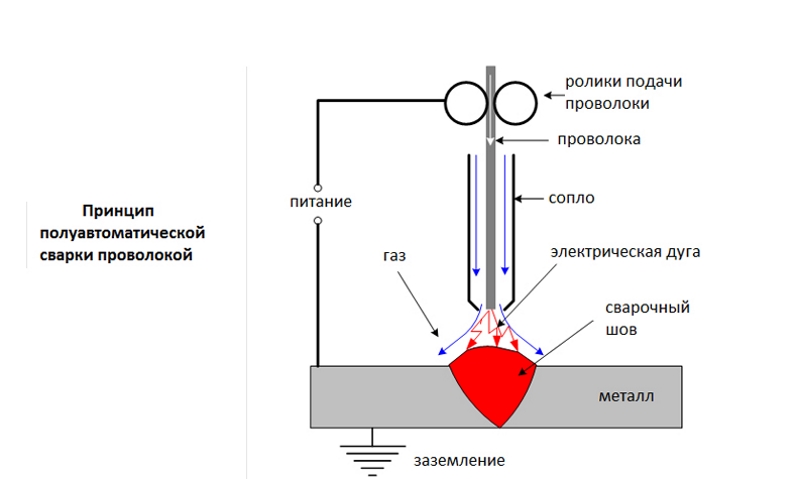 В этом случае количество ампер равно 300.
В этом случае количество ампер равно 300.
Ввых x Iвых = Выходная мощность (Вт) в ваттах
32 В x 300 А = 9600 Вт ИЛИ 9,6 кВт (1000 Вт = 1 кВт)
903 45 Шаг #2 — Рассчитать входную мощность
Теперь возьмите указанную выше выходную мощность (KWout) и разделите на КПД (Eff). Эффективность указана производителем машины. Рассчитав это, вы получите входную мощность в киловаттах.
KWout ÷ Eff = потребляемая мощность в киловаттах (KWin)
9,6 кВт ÷ 88,2% (или 0,882) = 10,88 кВт А) Далее вы рассчитаете киловатт-часов, использованных за один день (кВтч2/день), путем умножения входной мощности, рассчитанной на шаге 2 (кВт), на количество часов в день, в течение которых машина работает (в нашем примере мы предположим, что сварка выполняется четыре часа в день. )
KWin x #Hrs/Day = киловатт-часы, использованные за один день (KWh2/day)
10,88 кВт x 4 часа. = 43,52 кВт·ч/день
B) Теперь возьмите рассчитанную потребляемую мощность (кВт), умножив ее на количество часов в день, в течение которых машина работает, умножив на цену за кВт-час мощности. Примечание. Цена на электроэнергию рассчитана на уровне 0,12578 доллара США, что является средним показателем по отрасли.
Примечание. Цена на электроэнергию рассчитана на уровне 0,12578 доллара США, что является средним показателем по отрасли.
KWin x #Hrs/Day x Цена за кВтч ($/KWh) = ежедневные эксплуатационные расходы Сварка
10,88 x 4 x 0,12578 $ = 5,47 $
Шаг № 4 — Рассчитайте эксплуатационные расходы во время простоя
A) Теперь вы рассчитаете дневное потребление в режиме простоя (кВтч3). Для этого нужно умножить входную мощность (KWIdle) на количество часов простоя в день. (Мы предполагаем, что при восьмичасовом рабочем дне, если сварка выполняется четыре часа, то и простоев будет четыре часа.)
KWIdle x Idle Hrs. = Потребление в режиме простоя в день (кВтч3)
0,4 кВт x 4 часа. = 1,6 кВт·ч
B) Теперь возьмите входную мощность в режиме ожидания (KWIdle), которая указана на силовом трансформаторе в ваттах – в данном случае 400 Вт (или 0,4 кВт) – умножьте на часы простоя x цену за киловатт-час.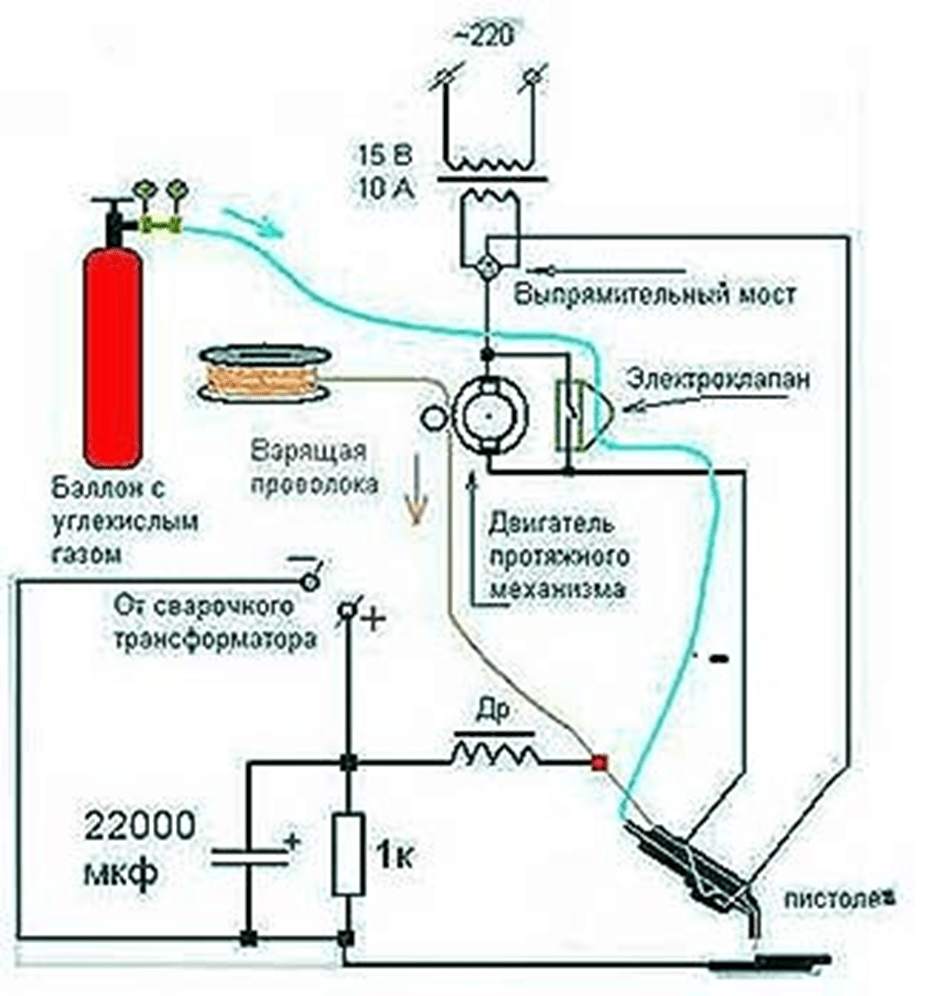 власти.
власти.
KWidle x IdleHrs x Цена за кВт·ч = ежедневные эксплуатационные расходы Простой
0,4 кВт x 4 часа. x 0,12578 $ = 0,20 $
Этап № 5. Рассчитайте общие эксплуатационные расходы
Теперь возьмите ежедневные эксплуатационные расходы на сварку, рассчитанные на этапе № 3, и добавьте ежедневные эксплуатационные расходы на холостой ход из шага № 4 выше, что равно ежедневным эксплуатационным расходам в долларах. .
Ежедневные эксплуатационные расходы + Ежедневные эксплуатационные расходы Простой = Ежедневные эксплуатационные расходы (всего $/день)
5,47 $ + 0,20 $ = 5,67 $
Сравнивая этот номер с традиционным трансформатором-выпрямителем или инвертором другого конкурента, вы можете легко определить, какая машина обеспечит экономию затрат.
Инвертор по прейскуранту 3200 долларов США и КПД 87 процентов по сравнению с традиционным трансформаторным выпрямителем, который имеет прейскурантную цену 2800 долларов США и КПД 67 процентов, сэкономит примерно 300 долларов США на коммунальных расходах в год.
