Принципиальная схема точечной сварки: Контактная сварка – схема сборки аппарата точечной сварки: tvin270584 — LiveJournal
Содержание
Схема точечной электросварки из запчастей от старых телевизоров
Не выкидывайте старые ламповые телевизоры на свалку: они еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5…0,8 мм к массивным стальным деталям. Он может найти применение в быту, на сельских подворьях, а также в небольших ремонтных мастерских (например, при ремонте автомобилей).
Трансформатор
Аппарат изготовлен из шести силовых трансформаторов ТС-270 от старых ламповых цветных телевизоров с использованием петель размагничивания от этих телевизоров. Для этого трансформаторы и петли размагничивания аккуратно разбирают, а из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам (рис.1).
Рис. 1. Каркас трансформатора для самодельной сварки.
На каркас равномерно наматывают жгут из 3-4 проводов диаметром 0,9 мм от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывают бумагу от тех же трансформаторов. В завершение намотки сверху также прокладывают несколько слоев бумаги.
Наматывают 150-160 витков, между слоями прокладывают бумагу от тех же трансформаторов. В завершение намотки сверху также прокладывают несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого на расстоянии 4-5 м вертикально закрепляют два деревянных бруска (их можно закрепить и в настольных тисках). Затем разбирают петли размагничивания и наматывают жгут, состоящий из 350-400 проводов, которые можно использовать и от трансформаторов. Важно, чтобы жгут получился сечением около 100 мм2.
Этот жгут изолируют сверху тесьмой и полиэтиленом так же, как были обмотаны петли размагничивания. Концы жгута на длину примерно 50 мм зачищают, облужива-ют и скручивают между собой по 10 жил, а затем мощным паяльником спаивают весь жгут. Изготовленный таким образом жгут наматывают на каркас, где количество витков должно быть 4,5-5,5.
Теперь собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов, только их надо немного доработать. Для удобства проведения сварочных работ необходимо изготовить пистолет, конструкцию которого можно порекомендовать из [1].
Для удобства проведения сварочных работ необходимо изготовить пистолет, конструкцию которого можно порекомендовать из [1].
Принципиальная схема
Рис. 2. Принципиальная схема самодельного точечного сварочного аппарата.
Устройство управления изготовлено по схеме, приведенной на рис.2. Оно состоит из блока питания, выполненного на элементах ТЗ, VD1-VD4, микросхемы DD6, таймера (DD4.1-DD4.3, DD1-DD3, DD5.1, DD4.5), формирователя импульса запуска тиристоров (DD5.2-DD5.3, VT1, Т2, VS1-VS2) и собственно сварочного трансформатора Т1.
Таймер позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 с с точностью 0,01 с.
Детали и конструкция
Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор ТЗ — с напряжением на вторичной обмотке 18…20 В. Трансформатор Т2 намотан на кольцевом феррито-вом сердечнике К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15 мм, вторичная и третья содержат по 60 витков того же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
Рис. 3. Печатная плата устройства управления сварочным аппаратом.
Все детали устройства управления размещены на односторонней печатной плате размерами 215×60 мм .
Автор: С. М. Абрамов, г. Оренбург.
Литература: 1. Папенин В. Переносный аппарат для точечной электро-сварки. Р1978, 12..
Схема инверторного сварочного аппарата — оборудование для инверторной сварки
Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье.
Иметь сварочный аппарат – это уже не прихоть, а необходимость тем большая, чем больше хозяйство. Починить что-нибудь, не прибегая к помощи приглашенного сварщика – это дело чести настоящего хозяина. Понятно, что такая информация как схема сварочного аппарата, будет полезна домашнему мастеру.
Отличия инверторов от традиционных сварочных аппаратов
Традиционный сварочный аппарат – трансформаторного типа. Он способен преобразовать силу тока, повысив в несколько раз — до тысяч ампер. Трансформатор предназначен для разных видов сварки и считается более универсальным. При этом он имеет ряд недостатков.
Он способен преобразовать силу тока, повысив в несколько раз — до тысяч ампер. Трансформатор предназначен для разных видов сварки и считается более универсальным. При этом он имеет ряд недостатков.
Главный недостаток трансформатора – нестабильность дуги, которая зависит от колебаний напряжения сети. С помощью переменного тока, выдаваемого трансформатором, сделать качественный шов очень непросто. Поэтому применяют дополнительное оборудование – выпрямитель, который имеет немалый вес.
В отличие от трансформатора инвертор, вырабатывающий постоянный ток, не зависит от входного напряжения, обеспечивая устойчивую дугу. При этом, чем больше частота напряжения, тем меньше габариты аппарата. То есть, инвертор дает нам следующие преимущества:
- Компактность и небольшой вес;
- Низкая энергоемкость;
- Регулировка силы тока;
- Чистота и качество сварного шва.
Теперь, когда мы поняли, в чем отличия инвертора, посмотрим, какова схема инверторного сварочного аппарата.
Схема работы инвертора
Рассмотрим, какова схема сварочного аппарата. Сварочный инвертор состоит: из выпрямителя, преобразователя, трансформатора, а также — выходного выпрямителя и управляющей схемы. В общем, схема инверторной сварки следующая.
Когда включается инвертор, ток попадает в первичный выпрямитель, где превращается в постоянный того же напряжения, что и в сети – 220 вольт. В инверторном блоке ток снова становится переменным, но уже с другой частотой – в несколько десятков килогерц (не 50 Гц как в сети). Для этого служат высокочастотные транзисторы и тиристоры.
Ток высокой частоты попадает на трансформатор, который понижает напряжение, но повышает силу тока. Кроме того, трансформатор уменьшает потери тока (КПД около 90%) и обеспечивает стабильную подачу напряжения.
Вторичный выпрямитель снова преобразует переменный ток в постоянный. И далее ток попадает уже на электрод. Такова в целом схема инверторного сварочного аппарата. Конечно, устройство его гораздо сложнее.
Важнейший элемент — управляющий блок на основе микропроцессоров. Основной элемент блока — микросхема ШИМ-контроллера. Координируя работу всех узлов аппарата, блок обеспечивает стабильность напряжения на выходе и, соответственно, сварной дуги. В частности, переменный резистор в схеме блока регулирует силу тока сварки.
Такая схема инверторной сварки позволяет не только менять полярность тока на электроде, но и получать другие самые разнообразные характеристики сварки. Инверторы – компактные, легкие, удобные в работе – позволяют варить самые разнообразные металлоконструкции из черного металла.
Схема точечной сварки
Точечная сварка – это, если коротко, такой процесс, когда детали соединяются не сплошным швом, а в нескольких точках. Применяется такой вид сварки для деликатного соединения тонких деталей; используется в машиностроении, авиационной и других видах точной промышленности.
В общем, схема точечной сварки следующая. Это термоэлектрический процесс, в ходе которого ток пропускается через детали, подлежащие соединению, и нагревает их в необходимых точках. При этом прочность соединения зависит от силы тока и времени воздействия, усилия сжатия деталей, их структурой. Преимущества точечной сварки очевидны:
При этом прочность соединения зависит от силы тока и времени воздействия, усилия сжатия деталей, их структурой. Преимущества точечной сварки очевидны:
- Легкое, прочное и долговечное соединение.
- Возможность работы с деликатными материалами.
- Низкое безопасное напряжение.
- Высокая скорость работы.
Схема точечной сварки состоит в том, что ток контролируемой силы подается медными электродами, диаметр которых определяет плотность энергии. Под действием тока образуется сварное ядро из расплавленного металла – диаметром от 4 до 12 мм. При этом различают различные режимы сварки: мягкий и жесткий.
Мягкий предполагает плавный нагрев заготовок небольшой силой тока относительно продолжительное время. Соответственно, при этом энергии потребляется меньше, и для такой сварки нужны аппараты меньшей мощности – более дешевые. Мягкий метод применяется при сварке деталей, которые необходимо закалить.
Жесткий метод отличает более высокие значения силы тока, значительным давлением и большей продолжительностью процесса сварки. Сварные аппараты подбирают исходя из задачи, соединение какого типа необходимо сделать, и различаются они типами встроенных трансформаторов. Помимо компактных приборов существуют также многофункциональные сварочные станки.
Сварные аппараты подбирают исходя из задачи, соединение какого типа необходимо сделать, и различаются они типами встроенных трансформаторов. Помимо компактных приборов существуют также многофункциональные сварочные станки.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Схема платы управления точечной сваркой Daquan (двунаправленный тиристор/трансформатор)
Схема платы управления точечной сваркой (1)
На рисунке показаны основные цепи и цепи управления аппарата для точечной сварки. Среди них нагрузка, управляемая симистором, представляет собой миниатюрный точечный сварочный аппарат для сварки тонких металлических листов. При работе вторичная обмотка сварочного трансформатора Т2 приваривается к рабочей группе или замкнутому контуру. Ток в сотни ампер мгновенно проходит через электрод и концентрируется на крошечных паяных соединениях, что приводит к сильному нагреву, расплавлению металла и завершению пайки.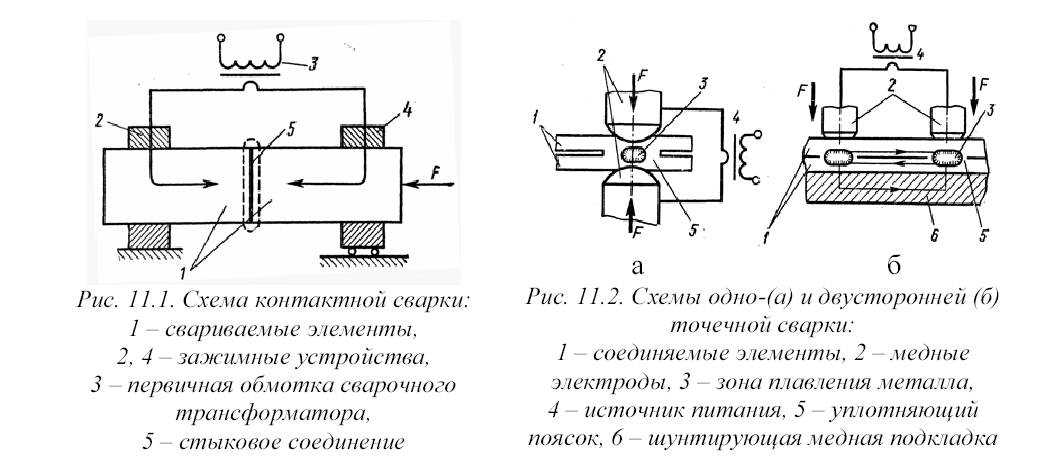 Как показано ниже.
Как показано ниже.
Схема платы управления аппаратом для точечной сварки (две) Принцип работы схемы
B2 — понижающий трансформатор. Он также является основным компонентом сварочного аппарата. Выпрямительный мост АВ2, однонаправленный тиристор SCR, однопереходный транзистор UJT, резисторы R2, R3, R4, R5, конденсатор С2 и потенциометр RP составляют бесступенчатый регулятор сварочного тока. Амперметр постоянного тока А используется для косвенной индикации величины сварочного рабочего тока. Схема индикатора питания состоит из светодиодов. Небольшой трансформатор B1, выпрямительный мост AB1, конденсатор C1 и вентилятор M образуют систему отвода тепла.
Из рисунка видно, что схема устройства очень проста. Чтобы быть сложным, его можно рассматривать только как регулятор тока. Он использует характеристики отрицательного импеданса однопереходного транзистора для формирования релаксационного генератора в качестве триггерной схемы для однонаправленного тиристора. Поскольку питание релаксационного генератора на однопереходном транзисторе берется от двухполупериодного пульсирующего постоянного напряжения с выхода схемы мостового выпрямителя. Когда тиристор не включен, конденсатор С2 релаксационного генератора заряжается резисторами R2, R5 и RP, и напряжение VC2 на конденсаторе растет по экспоненциальному закону. При переходе к пиковому напряжению VP однопереходного транзистора. Однопереходный транзистор UJT внезапно включается, и сопротивление базовой области RB1 резко уменьшается. Конденсатор C2 быстро разряжается на резистор R4 через PN-переход, вызывая положительный переход напряжения Vg на R4. Формируется крутой нарастающий фронт импульса, и по мере разрядки конденсатора С2 VC2 уменьшается по экспоненциальному закону, а когда оно ниже напряжения долины V, однопереходный транзистор закрывается.
Поскольку питание релаксационного генератора на однопереходном транзисторе берется от двухполупериодного пульсирующего постоянного напряжения с выхода схемы мостового выпрямителя. Когда тиристор не включен, конденсатор С2 релаксационного генератора заряжается резисторами R2, R5 и RP, и напряжение VC2 на конденсаторе растет по экспоненциальному закону. При переходе к пиковому напряжению VP однопереходного транзистора. Однопереходный транзистор UJT внезапно включается, и сопротивление базовой области RB1 резко уменьшается. Конденсатор C2 быстро разряжается на резистор R4 через PN-переход, вызывая положительный переход напряжения Vg на R4. Формируется крутой нарастающий фронт импульса, и по мере разрядки конденсатора С2 VC2 уменьшается по экспоненциальному закону, а когда оно ниже напряжения долины V, однопереходный транзистор закрывается.
Выходной сигнал резистора R4 представляет собой триггерный импульс остроконечной черты. Тиристор SCR включен. Переменный ток протекает через первичную обмотку В2, и падение напряжения на тиристоре становится небольшим, заставляя релаксационный генератор перестать работать. Когда переменное напряжение пересекает ноль, тиристор принудительно закрывается. Релаксационный генератор снова включается, и конденсатор С2 снова начинает заряжаться, так что описанный выше процесс повторяется снова и снова. Регулировкой потенциометра RP можно изменить время заряда конденсатора С2, то есть изменить период колебаний релаксационного генератора. Естественно, меняется момент, когда релаксационный генератор посылает первый импульс запуска после каждого перехода переменного напряжения через ноль. Соответственно изменяется угол управления проводимостью тиристора SCR, так что изменяется напряжение, подаваемое на первичную обмотку B2. Наконец, регулируется цель регулирования вторичного выходного тока.
Когда переменное напряжение пересекает ноль, тиристор принудительно закрывается. Релаксационный генератор снова включается, и конденсатор С2 снова начинает заряжаться, так что описанный выше процесс повторяется снова и снова. Регулировкой потенциометра RP можно изменить время заряда конденсатора С2, то есть изменить период колебаний релаксационного генератора. Естественно, меняется момент, когда релаксационный генератор посылает первый импульс запуска после каждого перехода переменного напряжения через ноль. Соответственно изменяется угол управления проводимостью тиристора SCR, так что изменяется напряжение, подаваемое на первичную обмотку B2. Наконец, регулируется цель регулирования вторичного выходного тока.
Выбор устройства и тестирование
Понижающий трансформатор B2 выбирает накальный трансформатор отработанной лампы мощного усилителя FU-720F телевизионного передатчика неныжного цвета. Первичное напряжение переменного тока составляет 220 В. Вторичное переменное напряжение составляет 4 В. Стабильный выходной ток до 80А. Если вы не можете найти подходящий низковольтный и сильноточный трансформатор, подобный этому, вы также можете сделать его самостоятельно. Во-первых, найдите силовой трансформатор переменного тока 220 В мощностью 300 Вт или более и удалите оригинальную катушку вторичной обмотки. Другой медный кабель сечением 0,5 см2 или более наматывают вокруг трансформатора на 6-10 мк, чтобы обеспечить выходное напряжение около 4В.
Стабильный выходной ток до 80А. Если вы не можете найти подходящий низковольтный и сильноточный трансформатор, подобный этому, вы также можете сделать его самостоятельно. Во-первых, найдите силовой трансформатор переменного тока 220 В мощностью 300 Вт или более и удалите оригинальную катушку вторичной обмотки. Другой медный кабель сечением 0,5 см2 или более наматывают вокруг трансформатора на 6-10 мк, чтобы обеспечить выходное напряжение около 4В.
Однопереходный транзистор BT33F, однонаправленный тиристор CR10AM. Перед непосредственным производством необходимо проверить качество штыревого электрода. Для однопереходных транзисторов. Сначала определите эмиттер e, поместите файл сопротивления стрелочного мультиметра в файл RX1k и с помощью двухметровых ручек измерьте, что положительное и отрицательное сопротивления любых двух электродов равны (примерно от 2 до 10 кОм), два электрода равны b1 и b2, оставшийся один электрод является эмиттером e, затем первая база b1 и вторая база b2 разделяются, черный счетчик подключается к полюсу E, а два других электрода последовательно контактируют красной тестовой ручкой, и соответственно измеряется прямое сопротивление. ценить. Из-за конструкции трубки вторая база b2 расположена близко к PN-переходу, поэтому прямое сопротивление между эмиттерами e и b2 должно быть немного меньше прямого сопротивления между e и b1 и находиться в пределах от нескольких единиц до нескольких десятков. кОм. Поэтому, когда измеренное сопротивление мало, электрод, подключенный к красной тестовой ручке, — это b2. Когда сопротивление большое, красная тестовая ручка подключается к b1. Но даже b1 и b2 перевернуты. В нормальных условиях трубка не повреждается. Он влияет только на амплитуду выходного импульса; если амплитуда выходного импульса оказывается малой. Просто поменяйте местами две базы вместе.
ценить. Из-за конструкции трубки вторая база b2 расположена близко к PN-переходу, поэтому прямое сопротивление между эмиттерами e и b2 должно быть немного меньше прямого сопротивления между e и b1 и находиться в пределах от нескольких единиц до нескольких десятков. кОм. Поэтому, когда измеренное сопротивление мало, электрод, подключенный к красной тестовой ручке, — это b2. Когда сопротивление большое, красная тестовая ручка подключается к b1. Но даже b1 и b2 перевернуты. В нормальных условиях трубка не повреждается. Он влияет только на амплитуду выходного импульса; если амплитуда выходного импульса оказывается малой. Просто поменяйте местами две базы вместе.
Однонаправленный тиристор выглядит как мощный триод. Когда анод (а), катод (к) и затвор (г) различают трехэлектродные штыри. Для использования указателя типа мультиметра R × 10 файл. Измерьте сопротивление и оставшиеся два фута
Если они недоступны (значения положительного и отрицательного сопротивления составляют несколько сотен кОм и более), они являются полюсами А. Затем измерьте оставшиеся два фута сопротивления. Когда сопротивление небольшое (около десятков или сотен Ом). Черная тестовая ручка подключена к полюсу g. Другая нога — k полюс. Если результаты теста не соответствуют описанной выше ситуации. Указывает, что компонент сломан.
Затем измерьте оставшиеся два фута сопротивления. Когда сопротивление небольшое (около десятков или сотен Ом). Черная тестовая ручка подключена к полюсу g. Другая нога — k полюс. Если результаты теста не соответствуют описанной выше ситуации. Указывает, что компонент сломан.
Амперметр постоянного тока A можно заменить доступным миллиамперметром с длинным проводом. Провод эквивалентен шунтирующему резистору с малым сопротивлением. Конкретная длина должна определяться в соответствии с фактическим использованием ситуации с дисплеем. Вентилятор охлаждения использует обычный компьютерный вентилятор постоянного тока 12 В, а трансформатор B1 может принимать 10 В. Резистор должен быть 2Вт и более, а ФУ выбрать в виде предохранителя 250В, 4А. Учитывая, что вторичный выходной ток велик, выводной провод для пайки должен быть выполнен из медной жилы и иметь достаточное поперечное сечение, чтобы гарантировать, что он не сгорит из-за перегрузки во время использования.
Наконец, следует отметить, что после сборки схема должна быть помещена в подходящий металлический корпус. Помимо обеспечения хорошей вентиляции вся цепь должна быть хорошо изолирована от корпуса, а корпус должен быть надежно заземлен.
Помимо обеспечения хорошей вентиляции вся цепь должна быть хорошо изолирована от корпуса, а корпус должен быть надежно заземлен.
Схема платы управления точечной сварки (3)
Устройство точечной сварки, управляемое MCU — Electronics-Lab.com
Этот проект представляет собой контроллер для двухимпульсной точечной сварки, который имеет несколько приятных функций, управляемых с помощью ЖК-интерфейса.
Описание
Я всегда хотел аппарат для точечной сварки, поэтому решил его построить. Я хотел построить емкостной разрядник, но в то время не мог позволить себе конденсаторы. Итак, это контроллер для двухимпульсной точечной сварки с несколькими дополнительными функциями:
- Он имеет детектор пересечения нуля. Вы можете включить трансформатор при пересечении нуля или затемнить трансформатор, если хотите
- Трансформатор управляется симистором
- Имеет интерфейс hd44780
- SPI-интерфейс для одиночной термопары
- Пиковый детектор трансформатора тока
- Изолированный ножной переключатель
- Монитор напряжения с операционными картами
- Попытка определить, когда пользователь пытается сварить
- Один поворотный переключатель для работы и один поворотный энкодер для настройки
.
Я использовал Atmega328P и, вероятно, буду писать код в IDE Arduino.
Вероятно, вы могли бы использовать плату для других целей, например:
- Диммер переменного тока
- Простой термостат или
- ПИД-термостат с диммерным выходом
Дальнейшее обновление проекта после поставки печатных плат.
Схема
Основной блок питания контроллера. Главный трансформатор 1x12VAC 1Amp (TR-15)
Предохранитель PTC 0.9A с мостовым выпрямителем 2W10 и диодом 1n4007, сглаживающие конденсаторы, синфазный дроссель для удаления любых всплесков и нежелательных помех, еще несколько конденсаторов, линейный стабилизатор напряжения 7812 с радиатором, больше крышек, больше дросселей, снова больше крышек, 7805 и шина 5В.
T7 представляет собой npn-транзистор 2n3904, который воспринимает оба нулевых перехода переменного тока для схемы диммирования.
Другой трансформатор представляет собой 2×9 В переменного тока 0,1 А для вторичных изолированных цепей.
Питание в норме
У меня было немного места, я подумал сделать регулятор напряжения на шине 5В.
Два операционных усилителя работают как компараторы для шины 5 В. Первый IC3A проверяет, меньше ли напряжение на неинвертирующем входе напряжения стабилитрона (5,3 В), если да, то на выходе операционного усилителя устанавливается высокий уровень (12 В) и T4 включается.
IC3B проверяет, превышает ли напряжение напряжение стабилитрона (4,7 В), если да, то на выходе операционного усилителя устанавливается высокий уровень (12 В) и T5 включается.
Теперь, если оба транзистора включены, Q1 включается, включает светодиод и устанавливает высокий уровень сигнала PWR_OK.
Ножной переключатель
Это оптоизолированный вход переключателя для UC. 9В поступает от трансформатора, B3 также является мостовым выпрямителем 2W10 с некоторыми сглаживающими конденсаторами и двумя последовательно включенными дросселями, питающими LM317 (ТО-9).2) работает как драйвер постоянного тока для светодиода оптопары. Если вы замкнете переключатель, загорится светодиод, и сигнал FOOT SWITCH станет низким.
Измеритель тока
Эта схема подключается к трансформатору тока и измеряет пиковый ток сварки. Форма волны тока подается на неинвертирующий вход IC8A, два стабилитрона защищают вход операционного усилителя от напряжений ниже 0 В и выше 5 В. D1 позволяет операционному усилителю заряжать конденсаторы только при пиковом напряжении трансформатора тока, а стабилитрон защищает вход uC.
Прикосновение электродов
Эта схема представляет собой попытку автоматизировать аппарат точечной сварки. Идея состоит в том, чтобы почувствовать, когда пользователь помещает электроды на батарею, и после короткой задержки и гудка включить трансформатор. Но думаю провалится. Я собираюсь попытаться немного запитать сварочный трансформатор до пересечения нуля.
Если ток равен нулю, значит, пользователь не пытается сваривать, или если напряжение на двух проводах выше предельного значения, пользователь не пытается сваривать (электроды не закорочены).
Тот же изолированный источник питания, что и раньше, и тот же пиковый детектор, но на этот раз выход пикового детектора питает два вторичных операционных усилителя, работающих в качестве компаратора.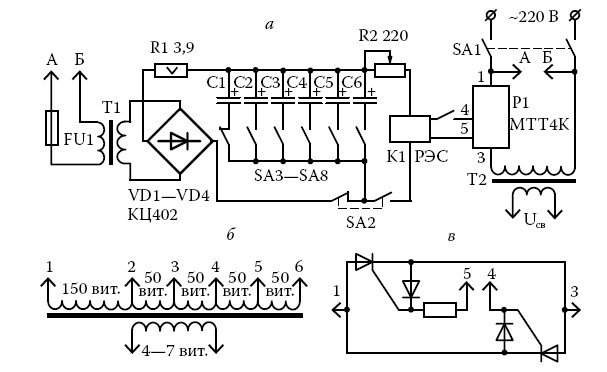 Если выход пикового детектора на неинвертирующем входе операционного усилителя ниже установленного напряжения на инвертирующем входе 10-виткового потенциометра, на выходе операционного усилителя высокий уровень, светодиод включается, а сигнал ELECTRODES_TOUCH становится низким.
Если выход пикового детектора на неинвертирующем входе операционного усилителя ниже установленного напряжения на инвертирующем входе 10-виткового потенциометра, на выходе операционного усилителя высокий уровень, светодиод включается, а сигнал ELECTRODES_TOUCH становится низким.
uC
UC представляет собой AtMega328 в корпусе tqfp32, работающем на частоте 16 МГц, и код будет написан в Arduino IDE. Имеется интерфейс MAX6675 для термопары spi для сварочного трансформатора, два разъема вентилятора с ШИМ-управлением, зуммер и 4 доллара США. для ЖК-дисплея с контроллером Hitachi HD44780.
Переключатель
Интерфейс пользователя довольно прост. Имеется 12-позиционный поворотный переключатель для 12 предустановленных режимов работы и поворотный энкодер с кнопкой для навигации по меню и установки предустановленных режимов работы.
Управление сварочным трансформатором
K1 и K2 представляют собой два реле катушки 12 В постоянного тока с двухполюсными двойными контактами.
