Приспособление для гибки прутка: Приспособления для гибки прутка. Гнем арматуру с помощью самодельного станка и без
Содержание
Приспособление для гибки арматуры своими руками
Принцип гнутья арматуры
Основное назначение арматуры – армирование бетона, который подвержен разрушению нагрузками изгибающего характера. В железобетонных конструкциях растягивающие и сжимающие усилия берет на себя металлический пруток. Возвести достаточно надежный, прочный фундамент любого дома практически невозможно без арматурного каркаса.
В тоже время, армирование углов и различных примыканий перекрестием прямых прутков является грубым нарушением технологии, ослабляющем конструкцию, что может привести к расслоению бетона. В угловых связках требуется укладка изогнутой арматуры с перехлестом на каждую сторону минимум 80 см. Гибка прутков также необходима для изготовления различных соединительных элементов, работающих на растяжение (к примеру, стандартный крюк, лапка, другое).
Как гнуть арматуру, чтобы она при этом сохранила свои прочностные характеристики, знает далеко не каждый. Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
В настоящее время очень распространены как минимум 2 недопустимых способа сгибания арматуры:
- место, где будет выполняться гибка, надпиливают посредством отрезной угловой машинки или подобным инструментом;
- место сгиба греют паяльной лампой (сваркой, автогеном, на костре).
После подобных “подготовительных” работ используют подручный инструмент для гибки арматуры (молотки, кувалды, трубы и так далее). Очевидно, что оба приема ослабляют стержни в разы, а это может повлечь их разрушение под влиянием нагрузок. Все виды арматуры требуется гнуть в холодном состоянии без нарушения их целостности, если иное не указано проектировщиком.
Ручной станок для гибки арматуры
Гибка арматуры — это контролируемый процесс деформации, в результате которого на определенном участке заготовки происходит изменение направления вектора центральной оси. Для больших производств применяются механические гибочные комплексы, обеспечивающие высокий показатель производительности. Но для домашнего использования лучше всего сделать ручной.
Для больших производств применяются механические гибочные комплексы, обеспечивающие высокий показатель производительности. Но для домашнего использования лучше всего сделать ручной.
Общий принцип действия этого оборудования одинаков. Разница в конструкции объясняется различными диаметрами прута, который необходимо согнуть своими руками. Обычно в станке присутствуют несколько валов для упора заготовки, а также движущаяся часть, которая выполняет деформацию.
Порядок эксплуатации гибочного станка для арматуры.
- Установка заготовки, ее фиксация.
- Определение места гибки. Это часть должна располагаться на опорном валу.
- С помощью механизма происходит искривление стального прута.
Для выполнения этих несложных действий можно сделать небольшой ручной станок своими руками. Для оптимизации изготовления рекомендуется изучить стандартные чертежи.
В приводных конструкциях основным рабочим элементом является диск, на котором расположено несколько валов для изгиба.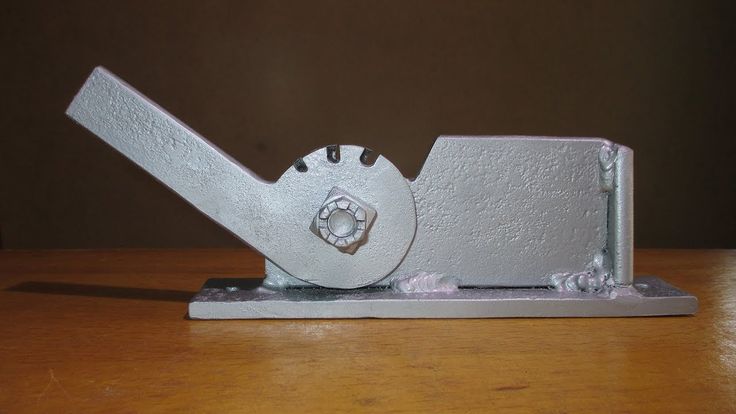 Гнуть можно после предварительной фиксации заготовки. Изменение конфигурации происходит во время вращения диска.
Гнуть можно после предварительной фиксации заготовки. Изменение конфигурации происходит во время вращения диска.
Самодельный станок для гибки арматуры
Для изготовления самого простого станка, с помощью которого можно гнуть стальной прут, понадобится металлический уголок 40*40 мм, комплект креплений и деревянный брус. Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Уголок разрезается на две части. Одна из них крепится на деревянном брусе. Этот компонент предназначен для фиксации арматуры, перед тем как гибочный узел изменит ее конфигурацию. Вторая часть уголка для изгиба будет подвижной. Он крепится к брусу с помощью болта. В дальнейшем этот узел будет выполнять функцию рычага.
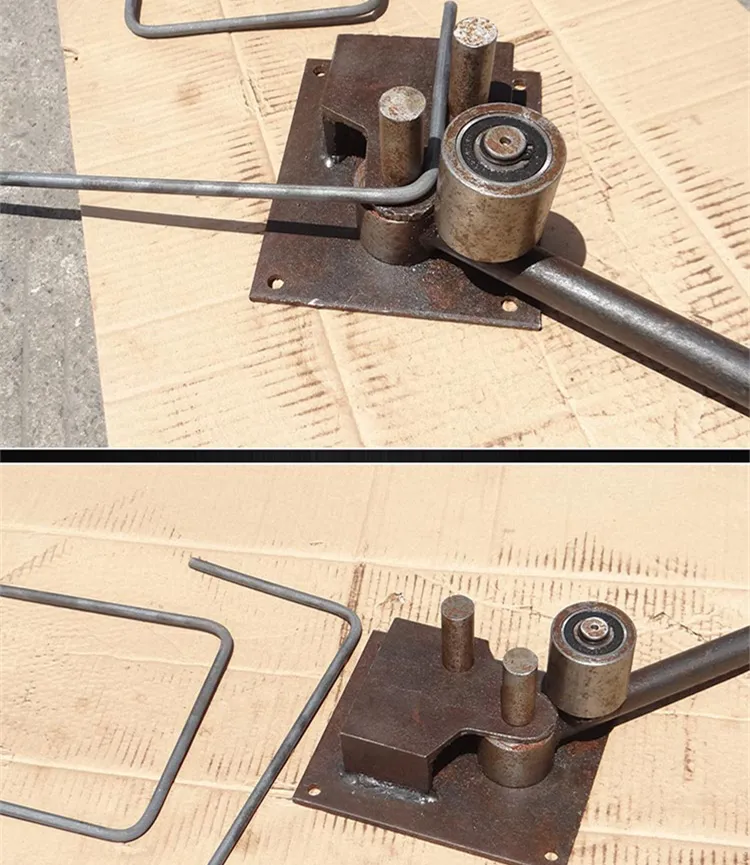
Гибочный станок конструкции Замкова
Для большого объема работ лучше всего использовать ручной гибочный станок конструкции Замкова. Изготовить его своими руками несколько проблематично, так как для этого понадобится выточить или заказать основные компоненты.

Для того чтобы правильно согнуть арматуру с помощью этого оборудования необходимо изготовить устойчивый опорный стол. В его столешницу врезается корпус станка. После этого стальной прут располагается между двумя роликами. С помощью третьего происходит гибка заготовки. В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
Перед процессом гнутья нельзя подвергать заготовку внешним воздействиям. Частая ошибка во время выполнения гибки — подпиливание в области сгиба. Это может привести к появлению трещин. Также нельзя нагревать прут с помощью сварки, в результате этого произойдут значительные изменения толщины изгиба.
Технология гибки
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.
Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.
Ручные гибочные инструменты выпускают разных видов, в том числе переносные. Они достаточно просты в применении и доступны по цене. Для работы с прутками можно приобрести как специальный станок, так и трубогиб. Устанавливают этот инструмент на верстаках. Большинство устройств предназначено для сгибания прутков диаметром не более 14 мм. Такие станки вполне подходят для частного строительства, но непригодны при больших объемах работ.
Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
Самодельный станок для гибки арматуры можно изготовить самостоятельно. Вариантов исполнения много, но все они похожи на заводской ручной станок. К металлической станине или плите приваривают упорный штырь или уголок. Затем устанавливают поворотную металлическую платформу, оснащенную рычагом, центральным и гибочным штырями.
Конструкция, выполненная на плите, будет являться переносным вариантом. Но для нее необходимо предусмотреть способ крепления по месту работы. Это могут быть отверстия под болты – для прикручивания к верстаку или иной основе.
Можно также приварить с обратной стороны плиты 2 или более штырей, которые надо будет вставлять в отверстия основы. Возможности такого станка, скорее всего, будут ограничены диаметром арматуры в 10 мм.
Технология обработки арматуры на механизированном станке включает в себя проведение следующих мероприятий:- настройка станка – выбор и установка подходящего гибочного ролика, в зависимости от диаметра арматуры;- в гибочное пространство станка помещается арматура;- станок приводится в действие посредством нажатия на педаль;
Оборудование
Оборудование для гибки арматуры делится на:- стационарные станки;- мобильные станки.Стационарные станки имеют гораздо большую производительность и мощность в сравнении с мобильным оборудованием. На стационарных моделях можно обрабатывать арматуру большого диаметра, которую на ручном станке не представляется возможным обработать. Мобильные виды отличаются небольшими размерами и весом, но меньшей производительностью. Являются оптимальным решением для частного строительства.
Сферы применения
На сегодняшний день гибка арматуры требуется на различных предприятиях промышленного типа, а также в сфере строительства. Использование специализированного оборудования позволяет быстро и с наименьшими потерями изогнуть металлические стрежни, а также сортовой прокат и металлические полосы. Широко применяется гибка арматуры фирмами, занимающимися монолитным строительством, заводами, производящими различные железобетонные конструкции, комбинатами, специализирующимися на изготовлении скоб, петель и хомутов.
4 Как согнуть арматуру руками – дешево и сердито
Когда специальные устройства отсутствуют, то можно, конечно, в ряде случаев обойтись и без них. Но необходимо помнить, что ручная гибка арматуры на порядок травмоопасней, чем на станке. Любое непродуманное действие, движение может привести к тому, что пруток или импровизированные приспособления спружинят или выскользнут и нанесут повреждение горе-мастеру.
Тонкие прутки до 8 мм при хорошей физической подготовке можно сгибать вручную даже без каких-либо приспособлений. Качество будет соответствующее – радиус сгиба будет слишком велик. Такая арматура вряд ли в полной мере выполнит возложенные на нее функции по укреплению фундамента.
Качество будет соответствующее – радиус сгиба будет слишком велик. Такая арматура вряд ли в полной мере выполнит возложенные на нее функции по укреплению фундамента.
Использование двух стальных труб значительно улучшит результат и позволит сгибать более толстые прутки. Чем длиннее трубы, тем больше может быть диаметр арматуры, и меньшие усилия потребуются. Схема работы – стержень фиксируют в одной трубе, а вторую надевают на выступающий конец заготовки и используют, как рычаг.
Другой вариант с применением труб, когда в землю прочно вбивают 2 штыря, используемые в качестве упора для прутка на месте сгиба. Арматуру заводят между штырями. Обе трубы выполняют роль рычага. Вместо штырей можно использовать 2 близко растущих дерева, но защитникам природы это очень не понравится!
Можно также использовать нерекомендуемые способы, упомянутые выше, но только если это не отразится на надежности конструкции, или когда не важен результат. Гибка арматуры своими руками в этом случае начинается с закрепления прутка (необязательное условие). Место сгиба надрезают или раскаляют, а затем гнут арматуру в нужную сторону. При необходимости используют молоток или трубы.
Гибка арматуры своими руками в этом случае начинается с закрепления прутка (необязательное условие). Место сгиба надрезают или раскаляют, а затем гнут арматуру в нужную сторону. При необходимости используют молоток или трубы.
Преимущества операции
Одним из основных преимуществ технологии является большой спрос на любом производстве и в строительстве. Детали, изготавливаемые методом гибки, широко используются при армировании каменной кладки, обустройстве разнообразных арматурных каркасов, помимо этого, такая продукция нередко становится элементами ограждений, ворот, или готовыми решетками. Операция позволяет выполнять не только стандартные изделия, но также довольно сложные и характеризующиеся повышенными требованиями к точности.
Приспособление для гибки прутка в Комсомольске-на-Амуре: 500-товаров: бесплатная доставка, скидка-65% [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
Приспособление для гибки прутка
Artiteq Крюк гибкий 11-30мм для перегородок, белый 9. 4541 Вид: крюк для перегородки, Вид крюка:
4541 Вид: крюк для перегородки, Вид крюка:
В МАГАЗИНЕще цены и похожие товары
Artiteq Крюк гибкий 31-55мм для перегородок, белый 9.4543 Вид: крюк для перегородки, Вид крюка:
В МАГАЗИНЕще цены и похожие товары
283 434
Желобонакатной станок BrexGROOVER 12A
В МАГАЗИНЕще цены и похожие товары
Набор приспособлений для снятия/установки гибких поликлиновых ремней Forsage F-04A2065
В МАГАЗИНЕще цены и похожие товары
9 491
15129
Станок ручной для холодной ковки Гнутик Гиббон/ гибки прутков и полос/для резки пруток/для зигзагов волн
В МАГАЗИНЕще цены и похожие товары
629
1288
Захват магнитный гибкий 2.2 кгс АвтоДело с мягкой рукояткой / Магнит на гибком стержне подсветкой (приспособление для извлечения не крупных предметов) АвтоDело 40316
В МАГАЗИНЕще цены и похожие товары
Artiteq Крюк гибкий 11-30мм для перегородок, алюминий 9. 4540 Вид: крюк для перегородки, Вид крюка:
4540 Вид: крюк для перегородки, Вид крюка:
В МАГАЗИНЕще цены и похожие товары
9 966
15272
Станок ручной для холодной ковки Улитка Гиббон/ гибки S элементов/ римских узоров/ прутков, полос и усиленных профильных труб
В МАГАЗИНЕще цены и похожие товары
130 566
Устройство для накатки желобков BrexGROOVER 6UV
В МАГАЗИНЕще цены и похожие товары
228
558
Захват 4-х лапый 600 мм (приспособление для извлечения не крупных предметов) магнит на гибком стержне АвтоДело / АвтоDело 40317
В МАГАЗИНЕще цены и похожие товары
284 651
Машина для гибки труб и прутков арматуры с УЦИ КузЛитМаш ИП1722 Страна производитель: Беларусь,
В МАГАЗИНЕще цены и похожие товары
425
973
Захват магнитный гибкий с мягкой рукояткой до 0,7 кгс (магнит на гибком стержне- 500 мм) (приспособление для извлечения не крупных предметов) АвтоДело / АвтоDело 40315
В МАГАЗИНЕще цены и похожие товары
126 291
Портативное приспособление для накатки желобков
В МАГАЗИНЕще цены и похожие товары
171 315
Желобонакатной станок BrexGROOVER 6A
В МАГАЗИНЕще цены и похожие товары
Захват-Приспособление Гибкий L600mm АвтоDело арт. 40317 Вес, кг: 0.095, Объем, л: 1
40317 Вес, кг: 0.095, Объем, л: 1
ПОДРОБНЕЕЕще цены и похожие товары
229 935
Приспособление для выпрямления прутка 8мм
ПОДРОБНЕЕЕще цены и похожие товары
189 136
Приспособление для выпрямления прутка 8мм NA1003 Производитель: DKC
ПОДРОБНЕЕЕще цены и похожие товары
166 589
DKC Приспособление для выпрямления прутка 8мм NA1003 Длина: 10мм, Высота: 10мм, Ширина: 10мм
ПОДРОБНЕЕЕще цены и похожие товары
Механический массажер для тела с гибкой ручкой, акупунктурный массажер для шеи и ног, молоточек для самомассажа, для точечного массажа, щетка для сухого массажа
ПОДРОБНЕЕЕще цены и похожие товары
80 294
59660 Устройство многоразовое для протяжки кабеля УЗК на вращ. барабане, стекловолокно, резьба наконечника М6, 60м (диаметр прутка с оболочкой 6.0мм) ДКС (DKC)
барабане, стекловолокно, резьба наконечника М6, 60м (диаметр прутка с оболочкой 6.0мм) ДКС (DKC)
ПОДРОБНЕЕЕще цены и похожие товары
25 128
Ручной гибочный станок Proma UO-30 для гибки полосы, прутка, квадрата Тип: листогибочный станок,
ПОДРОБНЕЕЕще цены и похожие товары
60 502
59450 Устройство многоразовое для протяжки кабеля УЗК на вращ. барабане, стекловолокно, резьба наконечника М5, 50м (диаметр прутка с оболочкой 4.5мм) ДКС (DKC)
ПОДРОБНЕЕЕще цены и похожие товары
172 452
DKC NA1003 Приспособление для выпрямления прутка 8мм
ПОДРОБНЕЕЕще цены и похожие товары
Гибкий шаблон для фрезерования 12×12мм 1200мм CMT TMP-1200 Производитель: CMT
ПОДРОБНЕЕЕще цены и похожие товары
96 168
59680 Устройство многоразовое для протяжки кабеля УЗК на вращ. барабане, стекловолокно, резьба наконечника М6, 80м (диаметр прутка с оболочкой 6.0мм) ДКС (DKC)
барабане, стекловолокно, резьба наконечника М6, 80м (диаметр прутка с оболочкой 6.0мм) ДКС (DKC)
ПОДРОБНЕЕЕще цены и похожие товары
212 017
Универсальное приспособление для выпрямления прутка (8-10 мм) и полосы (до 40х4мм) NA1004
ПОДРОБНЕЕЕще цены и похожие товары
178 706
Приспособление для выпрямления прутка 8 мм (NA1003)
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Приспособление для гибки проволоки — Чертежи, 3D Модели, Проекты, Разное
Модели Изделие 01.00\OldVersions\Винт 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Винт 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Винт 01.00.0005.ipt
Модели Изделие 01.00\OldVersions\Деталь1.0001.ipt
Модели Изделие 01.00\OldVersions\ДетальОсь рычага 01.00.0001.ipt
Модели Изделие 01.00\OldVersions\ДетальОсь рычага 01. 00.0002.ipt
00.0002.ipt
Модели Изделие 01.00\OldVersions\ДетальОсь рычага 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\ДетальОсь рычага 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\ДетальОсь рычага 01.00.0006.ipt
Модели Изделие 01.00\OldVersions\ДетальОсь рычага 01.00.0008.ipt
Модели Изделие 01.00\OldVersions\Зажим 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Зажим 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Зажим 01.00.0006.ipt
Модели Изделие 01.00\OldVersions\Зажим 01.00.0007.ipt
Модели Изделие 01.00\OldVersions\Зажим 01.00.0008.ipt
Модели Изделие 01.00\OldVersions\Зажим 01.00.0010.ipt
Модели Изделие 01.00\OldVersions\Кольцо 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Кольцо 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Кольцо 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Кольцо 01.00.0006.ipt
Модели Изделие 01.00\OldVersions\Кольцо 01.00.0007.ipt
Модели Изделие 01.00\OldVersions\Кондуктор 01. 00.0036.iam
00.0036.iam
Модели Изделие 01.00\OldVersions\Кронштейн 01.00.0010.ipt
Модели Изделие 01.00\OldVersions\Лапка 01.001.0003.ipt
Модели Изделие 01.00\OldVersions\Накладка рычага 01.00.0001.ipt
Модели Изделие 01.00\OldVersions\Накладка рычага 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Ограничитель 01.00.0001.ipt
Модели Изделие 01.00\OldVersions\Ограничитель 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Ограничитель 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Основание 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Основание 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Основание 01.00.0006.ipt
Модели Изделие 01.00\OldVersions\Основание 01.00.0007.ipt
Модели Изделие 01.00\OldVersions\Основание 01.00.0008.ipt
Модели Изделие 01.00\OldVersions\Основание 01.00.0023.ipt
Модели Изделие 01.00\OldVersions\Ось 03.00.0001.ipt
Модели Изделие 01.00\OldVersions\Палец 01.00.0002.ipt
Модели Изделие 01. 00\OldVersions\Палец 01.00.0003.ipt
00\OldVersions\Палец 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Палец 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Палец 01.00.0005.ipt
Модели Изделие 01.00\OldVersions\Палец 01.00.0006.ipt
Модели Изделие 01.00\OldVersions\Палец 01.00.0007.ipt
Модели Изделие 01.00\OldVersions\Палец 02.00.0001.ipt
Модели Изделие 01.00\OldVersions\Палец 02.00.0002.ipt
Модели Изделие 01.00\OldVersions\Плита 05.00.0001.iam
Модели Изделие 01.00\OldVersions\Полка 01.00.0001.ipt
Модели Изделие 01.00\OldVersions\Полка 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Проволока 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Рукоять 01.00.0001.ipt
Модели Изделие 01.00\OldVersions\Ручка зажима 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Ручка зажима 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Рычаг 01.00.0001.ipt
Модели Изделие 01.00\OldVersions\Рычаг 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Рычаг 01. 00.0003.ipt
00.0003.ipt
Модели Изделие 01.00\OldVersions\Рычаг 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Рычаг 06.00.0001.ipt
Модели Изделие 01.00\OldVersions\Рычаг 06.00.0002.ipt
Модели Изделие 01.00\OldVersions\Рычаг 06.00.0003.ipt
Модели Изделие 01.00\OldVersions\Рычаг 06.00.0004.ipt
Модели Изделие 01.00\OldVersions\Рычаг 06.00.0005.ipt
Модели Изделие 01.00\OldVersions\Рычаг 06.00.0006.ipt
Модели Изделие 01.00\OldVersions\Рычаг 06.00.0007.ipt
Модели Изделие 01.00\OldVersions\Сектор 01.00.0001.ipt
Модели Изделие 01.00\OldVersions\Сектор 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Сектор 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Упор 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Упор 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Упор 01.00.0006.ipt
Модели Изделие 01.00\OldVersions\Упор 01.00.0007.ipt
Модели Изделие 01.00\OldVersions\Упор 02.00.0001.ipt
Модели Изделие 01.00\OldVersions\Упор 02. 00.0002.ipt
00.0002.ipt
Модели Изделие 01.00\OldVersions\Упор 02.00.0003.ipt
Модели Изделие 01.00\OldVersions\Упор 02.00.0004.ipt
Модели Изделие 01.00\OldVersions\Упор 02.00.0006.ipt
Модели Изделие 01.00\OldVersions\Упор 02.00.0007.ipt
Модели Изделие 01.00\OldVersions\Упор 02.00.0008.ipt
Модели Изделие 01.00\OldVersions\Упор 02.00.0009.ipt
Модели Изделие 01.00\OldVersions\Хомут 01.02.0001.ipt
Модели Изделие 01.00\OldVersions\Цилиндр 01.00.0002.ipt
Модели Изделие 01.00\OldVersions\Цилиндр 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Цилиндр 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Эксцентрик 01.00.0003.ipt
Модели Изделие 01.00\OldVersions\Эксцентрик 01.00.0004.ipt
Модели Изделие 01.00\OldVersions\Эксцентрик 01.00.0006.ipt
Модели Изделие 01.00\OldVersions\Эксцентрик 01.00.0007.ipt
Модели Изделие 01.00\OldVersions\Эксцентрик 01.00.0008.ipt
Модели Изделие 01.00\OldVersions\Эксцентрик 01.00.0009.ipt
Модели Изделие 01. 00\Винт 01.00.ipt
00\Винт 01.00.ipt
Модели Изделие 01.00\Деталь1.ipt
Модели Изделие 01.00\ДетальОсь рычага 01.00.ipt
Модели Изделие 01.00\Зажим 01.00.ipt
Модели Изделие 01.00\Кольцо 01.00.ipt
Модели Изделие 01.00\Кондуктор 01.00.iam
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка 10.00.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка 10.00.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка 10.00.0004.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка упора 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка упора 20.00.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка упора 20.00.01.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка центральная 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка центральная 20.00.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка центральная 20.00.01. 0003.ipt
0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Втулка центральная 20.00.01.0005.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Кондуктор 10.00.0020.iam
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Кондуктор 10.02.0011.iam
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Кондуктор 10.03,01.0010.iam
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Кондуктор 10.03.0010.iam
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Кондуктор 20.00.0019.iam
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Кронштейн 01.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Лапка 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Накладка рычага 10.00.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Накладка рычага 10.00.0004.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Накладка рычага 10.00.0007.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Накладка рычага 10.00.0009. ipt
ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Накладка рычага 10.00.0012.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Накладка рычага 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ножка сухаря 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось втулки 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось втулки 10.00.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось Д12 10.03.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось Д12 10.03.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0004.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0005.ipt
Модели Изделие 01. 00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0006.ipt
00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0006.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0007.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага 10.00.0008.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ось рычага Д10 10.10.0005.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Палец 10.10.0004.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Палец 10.10.0007.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита верхняя 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита верхняя 10.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита верхняя 10.10.0058.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита верхняя 20.00.01.0005.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита верхняя 20.00.01.0006.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита верхняя 20.00.01.0009.ipt
Модели Изделие 01.00\Кондуктор 02. 00\OldVersions\Плита верхняя.0002.ipt
00\OldVersions\Плита верхняя.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита нижняя 10.10.0019.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита нижняя 10.12.0007.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита нижняя 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита нижняя 20.00.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита нижняя 20.00.01.0004.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита нижняя 20.00.01.0005.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Плита нижняя 21.00.0006.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Проставка 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Проставка 20.00.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Проставка 20.00.01.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Проставка 20.00.01.0004.ipt
Модели Изделие 01.00\Кондуктор 02.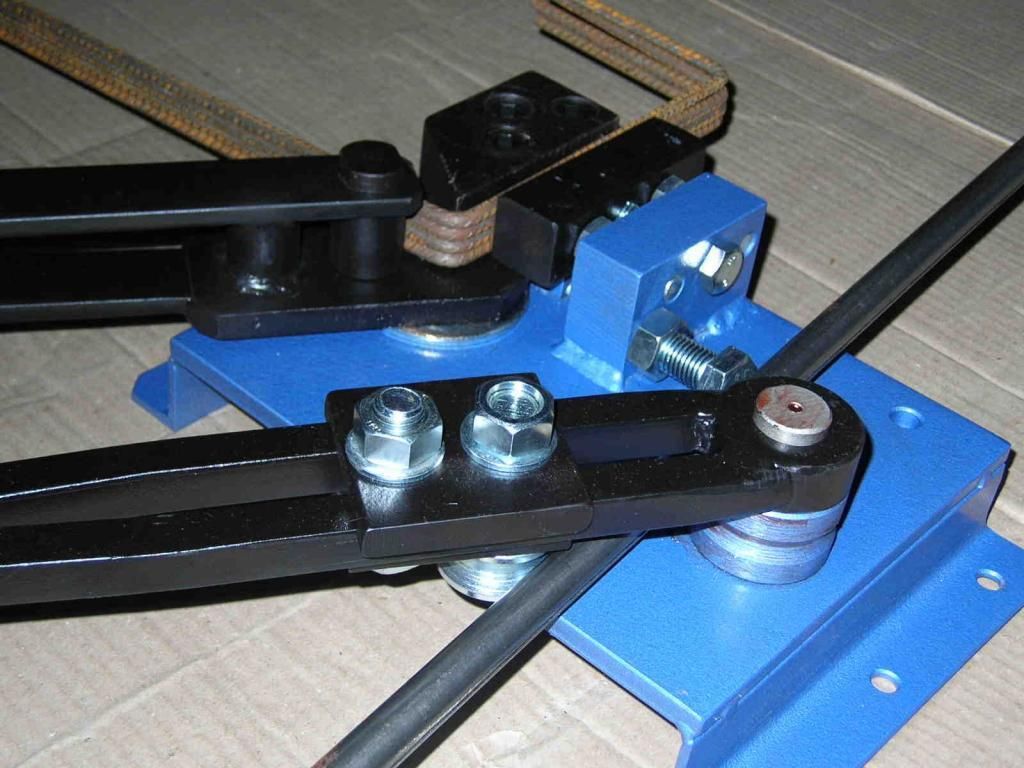 00\OldVersions\Ролик рычага 20.00.01.0001.ipt
00\OldVersions\Ролик рычага 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ролик рычага 20.00.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ролик рычага 20.00.01.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ролик рычага 20.01.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ручка 10.10.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ручка эксцентрика 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ручка эксцентрика 20.00.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ручка эксцентрика 20.00.01.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Ручка эксцентрика 20.00.01.0004.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Рычаг 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Рычаг 10.00.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Сухарь 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02. 00\OldVersions\Сухарь 10.00.0002.ipt
00\OldVersions\Сухарь 10.00.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Сухарь 10.00.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Упор 10.10.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Упор 10.12.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Шайба 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик высокий 10.00.0002.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик высокий 10.00.0003.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик высокий 10.00.0004.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик высокий 10.00.0005.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик высокий 10.00.0009.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик высокий 10.00.0010.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик высокий 20.00.01.0002.ipt
Модели Изделие 01.00\Кондуктор 02. 00\OldVersions\Эксцентрик низкий 10.00.0001.ipt
00\OldVersions\Эксцентрик низкий 10.00.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions\Эксцентрик низкий 20.00.01.0001.ipt
Модели Изделие 01.00\Кондуктор 02.00\Втулка 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Втулка упора 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Втулка центральная 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Деталь4.ipt
Модели Изделие 01.00\Кондуктор 02.00\Кондуктор 10.00.iam
Модели Изделие 01.00\Кондуктор 02.00\Кондуктор 10.02.iam
Модели Изделие 01.00\Кондуктор 02.00\Кондуктор 10.03,01.iam
Модели Изделие 01.00\Кондуктор 02.00\Кондуктор 10.03.iam
Модели Изделие 01.00\Кондуктор 02.00\Кондуктор 20.00.iam
Модели Изделие 01.00\Кондуктор 02.00\Кронштейн 01.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Лапка 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Лапка 20.00.01_КОПИЯ.ipt
Модели Изделие 01.00\Кондуктор 02.00\Лапка 20.00.01_КОПИЯ_КОПИЯ.ipt
Модели Изделие 01. 00\Кондуктор 02.00\Накладка рычага 10.00.ipt
00\Кондуктор 02.00\Накладка рычага 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Накладка рычага 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Накладка рычага 22.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ножка 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ножка 20.00.01_КОПИЯ.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ножка 20.00.01_КОПИЯ_КОПИЯ.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ножка сухаря 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ось втулки 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ось Д12 10.03.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ось ролика рычага 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ось рычага 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ось рычага Д10 10.10.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ось центральная 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Палец 10.10.ipt
Модели Изделие 01.00\Кондуктор 02.00\Платик 20.00.01.ipt
Модели Изделие 01. 00\Кондуктор 02.00\Плита верхняя 10.10.ipt
00\Кондуктор 02.00\Плита верхняя 10.10.ipt
Модели Изделие 01.00\Кондуктор 02.00\Плита верхняя 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Плита нижняя 10.10.ipt
Модели Изделие 01.00\Кондуктор 02.00\Плита нижняя 10.11.ipt
Модели Изделие 01.00\Кондуктор 02.00\Плита нижняя 10.12.ipt
Модели Изделие 01.00\Кондуктор 02.00\Плита нижняя 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Плита нижняя 21.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Проставка 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ролик рычага 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ручка 10.10.ipt
Модели Изделие 01.00\Кондуктор 02.00\Ручка эксцентрика 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Рычаг 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Рычаг 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Сухарь 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Упор 10.10.ipt
Модели Изделие 01.00\Кондуктор 02.00\Упор Д27 20. 00.01.ipt
00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Упор Д6 10.03.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Шайба 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Штифт 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Эксцентрик высокий 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Эксцентрик высокий 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 02.00\Эксцентрик низкий 10.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\Эксцентрик низкий 20.00.01.ipt
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Кондуктор 21.000 СБ.0003.iam
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Кондуктор 22.000СБ.0010.iam
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Палец 22.00.0001.ipt
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Палец 22.00.0002.ipt
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Палец 22.00.0003.ipt
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Плита верхняя 21.00.0001.ipt
Модели Изделие 01.00\Кондуктор 21. 000\OldVersions\Плита верхняя 22.00.0018.ipt
000\OldVersions\Плита верхняя 22.00.0018.ipt
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Плита нижняя 22.00.0009.ipt
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Рычаг 22.00.0001.ipt
Модели Изделие 01.00\Кондуктор 21.000\OldVersions\Рычаг 22.00.0002.ipt
Модели Изделие 01.00\Кондуктор 21.000\Кондуктор 21.000 СБ.iam
Модели Изделие 01.00\Кондуктор 21.000\Кондуктор 22.000СБ.iam
Модели Изделие 01.00\Кондуктор 21.000\Кондуктор 22.001СБ.pdf
Модели Изделие 01.00\Кондуктор 21.000\Кондуктор 22.002СБ.pdf
Модели Изделие 01.00\Кондуктор 21.000\Накладка рычага 22.00.ipt
Модели Изделие 01.00\Кондуктор 21.000\Палец 22.00.ipt
Модели Изделие 01.00\Кондуктор 21.000\Плита верхняя 21.00.ipt
Модели Изделие 01.00\Кондуктор 21.000\Плита верхняя 22.00.ipt
Модели Изделие 01.00\Кондуктор 21.000\Плита нижняя 22.00 DWG.ipt
Модели Изделие 01.00\Кондуктор 21.000\Плита нижняя 22.00.ipt
Модели Изделие 01.00\Кондуктор 21.000\Рычаг 22. 00.ipt
00.ipt
Модели Изделие 01.00\Кондуктор 21.000\Эскиз1.dxf
Модели Изделие 01.00\Кронштейн 01.00.ipt
Модели Изделие 01.00\Лапка 01.001.ipt
Модели Изделие 01.00\Накладка рычага 01.00.ipt
Модели Изделие 01.00\Ограничитель 01.00.ipt
Модели Изделие 01.00\Основание 01.00.ipt
Модели Изделие 01.00\Ось 03.00.ipt
Модели Изделие 01.00\Ось 05.00.ipt
Модели Изделие 01.00\Палец 01.00.ipt
Модели Изделие 01.00\Палец 02.00.ipt
Модели Изделие 01.00\Планка 01.00.ipt
Модели Изделие 01.00\Платик 01.00.ipt
Модели Изделие 01.00\Плита 05.00.iam
Модели Изделие 01.00\Полка 01.00.ipt
Модели Изделие 01.00\Проволока 01.00.ipt
Модели Изделие 01.00\Рукоять 01.00.ipt
Модели Изделие 01.00\Ручка зажима 01.00.ipt
Модели Изделие 01.00\Рычаг 01.00.ipt
Модели Изделие 01.00\Рычаг 06.00.ipt
Модели Изделие 01.00\Сектор 01.00.ipt
Модели Изделие 01.00\Упор 01.00.ipt
Модели Изделие 01.00\Упор 02.00.ipt
Модели Изделие 01. 00\Хомут 01.02.ipt
00\Хомут 01.02.ipt
Модели Изделие 01.00\Цилиндр 01.00.ipt
Модели Изделие 01.00\Эксцентрик 01.00.ipt
Модели Изделие 01.00\Кондуктор 02.00\OldVersions
Модели Изделие 01.00\Кондуктор 21.000\OldVersions
Модели Изделие 01.00\OldVersions
Модели Изделие 01.00\Кондуктор 02.00
Модели Изделие 01.00\Кондуктор 21.000
Модели Изделие 01.00
Бюджетные станки для гибки проволоки. Что используют для гибки проволоки? Как смастерить станок своими руками! Правила для ручной гибки
Станки для гибки проволоки
– это оборудование, позволяющее гнуть проволоку в автоматическом режиме. Такие устройства оснащены тремя сервоприводами, подающими проволоку, а также осуществляющими повороты и отвечающими за процесс гибки. Все это обусловливает высокие показатели эффективности, снижение рабочего шума и высокие показатели точности гибки, погрешности, которая составляет ± 0,05°. Они могут гнуть проволоку методом проталкивания. Такой метод актуален при производстве спиралей.
Автоматические станки для гибки проволоки
модельной линейки CHR-3A – это станки, которые работают в автоматическом режиме. Они производят изделия с очень высокой точностью, скорость процесса находится тоже на соответствующем уровне.
Установка укомплектована из станка для гибки проволоки и разматывателя проволоки. ЧПУ оснащена простым и весьма понятным интерфейсом. Все поставленные задачи и параметры отображаются на дисплее диагональю 15 дюймов.
Параметры станка для гибки проволоки
- ЧПУ базированное на компьютере с индивидуальным ПО, разработанным специально под Windows XP.
- Имеется возможность сохранять гибочные программы на жестком компьютерном диске объемом 160 Гб. Такой объем памяти способен вмещать до 4 млн гибочных программ, также при необходимости можно использовать для хранения внешний жесткий диск.
- Наличие сенсорного дисплея, который значительно облегчает работу.
- ЧПУ предусматривает несколько вариантов работы. Так при ручном режиме каждый привод станка функционирует самостоятельно путем нажатия клавиши.
 При режиме обучения запоминаются все операции, выполненные оператором. При полуавтоматическом режиме все процессы производятся поэтапно. Автоматический режим предусматривает беспрерывное выполнение операций согласно ЧПУ.
При режиме обучения запоминаются все операции, выполненные оператором. При полуавтоматическом режиме все процессы производятся поэтапно. Автоматический режим предусматривает беспрерывное выполнение операций согласно ЧПУ. - Имеется возможность регулирования скоростного режима всех приводов.
- Имеется в наличие система самодиагностики, способная выводить возникшие ошибки на монитор.
В нашем каталоге Вы сможете подобрать наиболее оптимальный вариант. Купить станок для гибки проволоки в Москве можно связавшись с представителями нашей компании. Наш персонал быстро и качественно подберет необходимый для Вас вариант.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
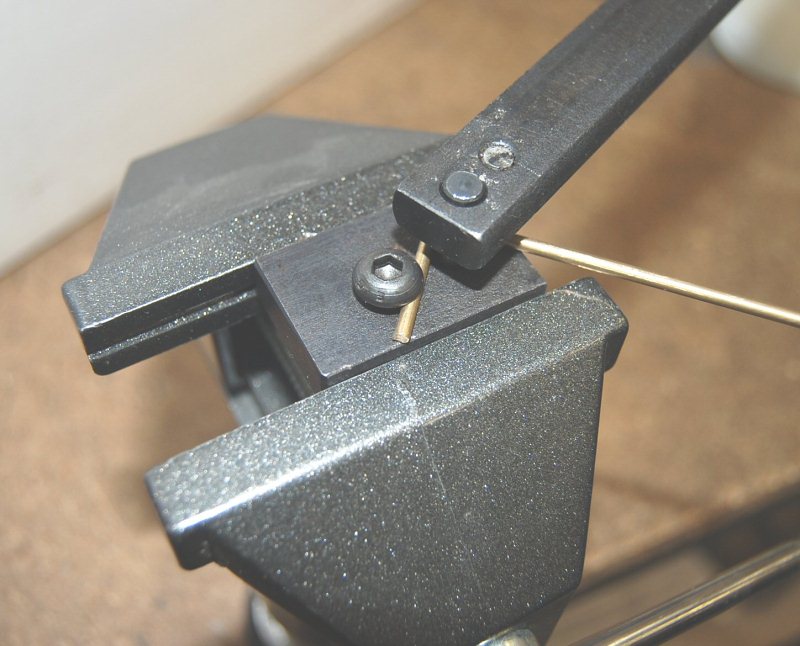
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы,
то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.

- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.

- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- дрель и 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.

- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм.
 Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка. - Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.

Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
Станки для плоской гибки проволоки находят широкое применение у производителей торгового оборудования.
Проволока подается из бунта, проходит через правильный блок и подаётся на гибочную консоль, где производится гибка изделия по заданной программе ЧПУ. По окончании процесса гибки деталь отрезается гильотиной. Все операции производятся полностью в автоматическом режиме. Станки обладают широкими возможностями для изготовления плоских изделий любой сложности: колец, рамок, различных открытых и замкнутых контуров, плоских спиралей. Для получения пространственного изделия, многие заказчики используют пресс, таким образом, имея высокую производительность при производстве плоских изделий на станке для гибки проволоки, заготовка помещается под пресс для пространственной подгибки, что обеспечивает высокую производительность и хорошую повторяемость получаемого проволочного изделия.
имеют запатентованную систему компенсации неплоскостности. Актуально для отечественной проволоки, у которой при размотке из бухты остаются внутренние напряжения, геометрию изделия «крутит» и оно получается не плоским (что в 3D станках обычно компенсируется поворотом консоли). В гибочных станках UMЕ реализована механическая возможность настраивать «обратное скручивание» проволоки, в результате чего можно получать абсолютно плоское изделие, без корректировки гибочного инструмента или программы ЧПУ.
Станки для гибки проволоки серии UMЕ
имеют поворотный стол, таким образом оператор может настроить удобный угол стола (например более вертикальный или более горизонтальный), в соответствии с геометрией изделия.
Станки для гибки проволоки серии UMЕ
очень просты в эксплуатации и надежны. ЧПУ известной фирмы B&R (Англия) позволяет программировать режимы гибки, есть возможность программирования партии изделий, где последовательно выполняются несколько изделий друг за другом.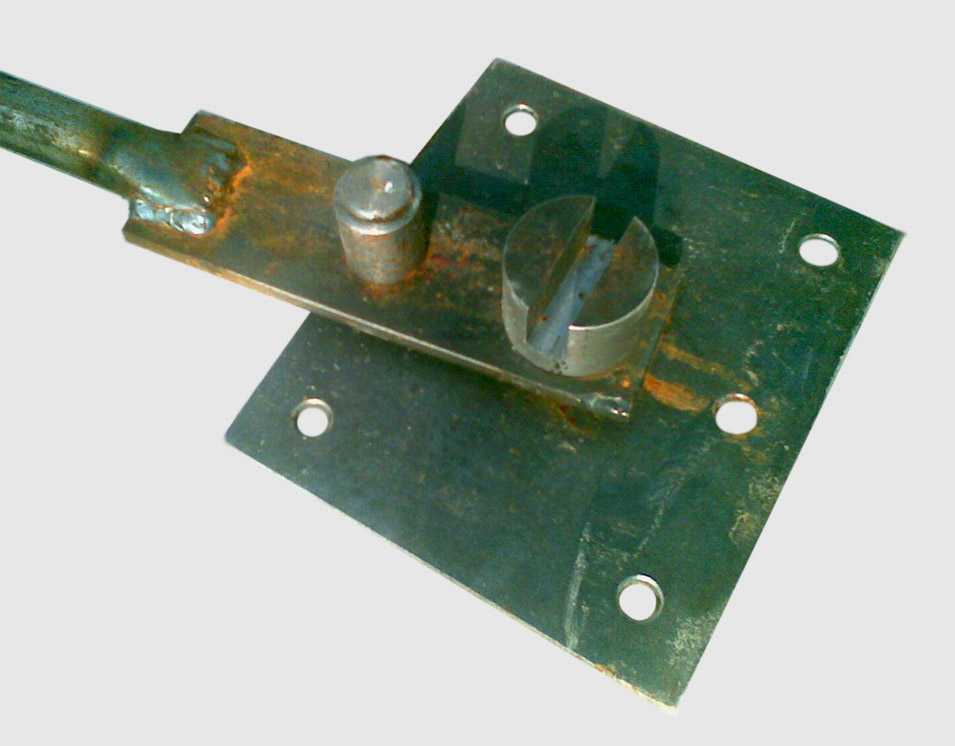 Программируется как гибка обкаткой, так и проталкиванием, с переходом из радиуса в радиус.
Программируется как гибка обкаткой, так и проталкиванием, с переходом из радиуса в радиус.
Станок для гибки проволоки, модель UME-40.
Гибка проволоки производится из бухты. Станки наиболее популярны у производителей торгового оборудования и POS изделий. Гибка проволоки производится по ЧПУ программе. Отличительная особенность — высокая производительность, а также недорогая цена станка и инструмента. Максимальный стандартный размер рамки 600х600мм.
Станок для гибки проволоки, модель UME-65.
Проволока разматывается из бухты, проходит через правильный блок и поступает на гибочно-отрезной узел. Все операции выполняются по программе ЧПУ. Станки наиболее популярны у производителей торгового оборудования и POS изделий. Отличительная особенность — высокая производительность, а также недорогая цена за гибочное оборудование и инструмент. Максимальный стандартный размер рамки 600х600мм.
Станок для гибки проволоки, модель UME-80.
Проволока разматывается из бухты, проходит через правильный блок и поступает на гибочно-отрезной узел. Все операции выполняются по программе ЧПУ. Станки используются для изготовления плоских проволочных изделий различных форм, как с малыми радиусами, так и с большими (переменными). Отличительная особенность станка — высокая производительность, а также недорогая цена за инструмент и оборудование. Максимальный стандартный размер рамки 1000х1000мм.
Все операции выполняются по программе ЧПУ. Станки используются для изготовления плоских проволочных изделий различных форм, как с малыми радиусами, так и с большими (переменными). Отличительная особенность станка — высокая производительность, а также недорогая цена за инструмент и оборудование. Максимальный стандартный размер рамки 1000х1000мм.
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма.
 Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз.
 При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена , так и пусконаладочные работы.
При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена , так и пусконаладочные работы. - Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию.
 В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний. - Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.
Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Известно несколько приемов сгибания проволоки. Самым распространенным вариантом является сгибание подобных деталей вручную. В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.
Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой — роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.

Подобный в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.
Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Аппараты изготавливают детали 2D-формы и изделия пространственной 3D-формы. Управление на станках осуществляется промышленным компьютером. Благодаря компьютеру удается поворачивать гибочные консоли в трехмерном пространстве при любой последовательности.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить на компьютере.
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.

Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
вручную и на проволокогибочных станках
Известно несколько приемов сгибания проволоки. Самым распространенным вариантом является сгибание подобных деталей вручную. В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
Самым распространенным вариантом является сгибание подобных деталей вручную. В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.
Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой — роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.

Подобный в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.
Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Аппараты изготавливают детали 2D-формы и изделия пространственной 3D-формы. Управление на станках осуществляется промышленным компьютером. Благодаря компьютеру удается поворачивать гибочные консоли в трехмерном пространстве при любой последовательности.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить на компьютере.
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.

Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
Станки для гибки проволоки
– это оборудование, позволяющее гнуть проволоку в автоматическом режиме. Такие устройства оснащены тремя сервоприводами, подающими проволоку, а также осуществляющими повороты и отвечающими за процесс гибки. Все это обусловливает высокие показатели эффективности, снижение рабочего шума и высокие показатели точности гибки, погрешности, которая составляет ± 0,05°. Они могут гнуть проволоку методом проталкивания. Такой метод актуален при производстве спиралей.
Такие устройства оснащены тремя сервоприводами, подающими проволоку, а также осуществляющими повороты и отвечающими за процесс гибки. Все это обусловливает высокие показатели эффективности, снижение рабочего шума и высокие показатели точности гибки, погрешности, которая составляет ± 0,05°. Они могут гнуть проволоку методом проталкивания. Такой метод актуален при производстве спиралей.
Автоматические станки для гибки проволоки
модельной линейки CHR-3A – это станки, которые работают в автоматическом режиме. Они производят изделия с очень высокой точностью, скорость процесса находится тоже на соответствующем уровне.
Установка укомплектована из станка для гибки проволоки и разматывателя проволоки. ЧПУ оснащена простым и весьма понятным интерфейсом. Все поставленные задачи и параметры отображаются на дисплее диагональю 15 дюймов.
Параметры станка для гибки проволоки
- ЧПУ базированное на компьютере с индивидуальным ПО, разработанным специально под Windows XP.

- Имеется возможность сохранять гибочные программы на жестком компьютерном диске объемом 160 Гб. Такой объем памяти способен вмещать до 4 млн гибочных программ, также при необходимости можно использовать для хранения внешний жесткий диск.
- Наличие сенсорного дисплея, который значительно облегчает работу.
- ЧПУ предусматривает несколько вариантов работы. Так при ручном режиме каждый привод станка функционирует самостоятельно путем нажатия клавиши. При режиме обучения запоминаются все операции, выполненные оператором. При полуавтоматическом режиме все процессы производятся поэтапно. Автоматический режим предусматривает беспрерывное выполнение операций согласно ЧПУ.
- Имеется возможность регулирования скоростного режима всех приводов.
- Имеется в наличие система самодиагностики, способная выводить возникшие ошибки на монитор.
В нашем каталоге Вы сможете подобрать наиболее оптимальный вариант. Купить станок для гибки проволоки в Москве можно связавшись с представителями нашей компании. Наш персонал быстро и качественно подберет необходимый для Вас вариант.
Наш персонал быстро и качественно подберет необходимый для Вас вариант.
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений.
 Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний; - ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты.
 Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
- Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена , так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.
Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы,
то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.
Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- дрель и 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
Проволокогибочный станок своими руками — ТехПорт
Содержание
- Способы гибки металлической проволоки
- Проволокогибочные станки
- ЧПУ станки
- Приспособления для сгибания проволоки «своими руками»
- Как согнуть проволоку в кольцо ровно
- Основные способы гибки
- Правила при работе
- Использование оборудования
- Приспособление своими руками
- Полезное видео
- Заключение
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
- Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.
Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.
Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Народ, вижу, заходите сюда в частности по поисковым запросам касательно гибочных станков.
Кто-то даже много просмотривает и вчитывается.
Черканули бы хоть строчку, хоть отклик.
Прежде чем приступить к разнообразным запланированным на этот сезон работам по металлу, я решил сделать себе самодельный гибочный станок (станок для гибки профиля, полосы, арматуры, рихтования уголков), потому как успешный исход этого предприятия определит работу над следующими проектами. Т.е. без гибочной машины — это один разговор, с работающей гибочной машиной — другой.
Гибочный станок должен быть в меру универсальным. Т.е. мне не подходит простейший станок для гибки хомутов, потому как он однозадачный. У меня в планах не только гибка полос под любым углом, но и гибка дуг и при возможности гибка труб прямоугольного сечения.
Образец для подражания, выбранный мною, вот такой:
Но у меня нет на это ни 44 000 руб, ни даже 15 000, за которые можно купить что-то что теоретически меня тоже устроит.
Зато я увидел в «Метро» домкрат за 450 р с усилием в 2 тонны. Тут и начал в голове складываться паззл.
Поняв принцип работы вышеуказанного пресса я вычленил оттуда только составляющие для гибки углов, оставив на время за бортом прокатку профилей (этот апгрейт оставлю на потом).
Познакомившись с домкратом поближе я понял, что он работает только в вертикальном положении, т.е. мои планы сделать горизонтальный станок не сбываются (в горизоантальном там масло не туда течет походу). Это накладывает большие ограничения на характер выполняемых на станке работ. Скажем, мне будет недоступна гибка длинных деталей. Либо придется ставить станок на какую-то высокую станину, чтобы загибаемым крыльям деталей было куда опускаться.
Чертим в доступной мне программе схему станка.
За основу рамы берется швеллер 100 мм.За катки-упоры — две петли для ворот – еще 200 р к бюджету.Одна из главных первоначальных задач: изготовление пуансона и системы его крепления к домкрату. Т.к. я планирую иметь несколько пуансонов для разного характера выполняемых работ, то нужно придумать систему быстрой и легкой смены пуансонов (об этом ниже).Первый пуансон для гибки углов 90 градусов и более.Рабочая часть: уголки 32 и 25 мм, вставленные друг в друга.Корпус тоже изготавливается из уголка 25 мм.Остальной металл для заполнения внутренней полости. Тут и труба 40*20 и три куска арматуры.
За основу рамы берется швеллер 100 мм (найдено среди металла на даче).
За катки-упоры — две петли для ворот – еще 200 р к бюджету.
Одна из главных первоначальных задач: изготовление пуансона и системы его крепления к домкрату.
Т.к. я планирую иметь несколько пуансонов для разного характера выполняемых работ, то нужно придумать систему быстрой и легкой смены пуансонов (об этом ниже).
Первый пуансон для гибки углов 90 градусов и более.
Рабочая часть: уголки 32 и 25 мм, вставленные друг в друга.
Корпус тоже изготавливается из уголка 25 мм.
Остальной металл для заполнения внутренней полости. Тут и труба 40*20 и три куска арматуры.
В дальнейшем я понял, что не нужно было использовать трубу, а просто забить все пространство по максимуму арматурой + прутками небольшого сечения.
Все составляющие пуансона. Слева два отрезка уголка 25 мм — это части системы крепления пуансона к домкрату.
Пуансон в сборе. Примерка.
На этом этапе я допустил одну из многих ошибок этого пионерского проекта. Нужно было сварить сперва весь корпус, и только потом вваривать в него наполнение. Я же стал варить составляющие поочереди, отчего в дальнейшем при установке «крыши домика» на базу, пришлось упорно подгонять геометрию, чтобы все было четко.
Ну, начнем-с. Сварка первых деталей.
Основные блоки готовы.
Пуансон в сборе смонтирован на домкрат.
Система крепления за счет насадки пуансона с лапками на пластину, наваренную на домкрат.
Теперь, когда пуансон сварен, можно приниматься за раму.
Тут очередная ошибка проектирования. Я не учел наличие рычага у домкрата и не предусмотрел для этого более длинный вылет основания в соответствующую сторону, сделав базу симметричной и короткой.
Теперь придется прикрепить станок на брусок из дерева. Можно конечно доварить слева кусок швеллера, но станок и так получился не легким, незачем его утежелять. Деревянный брусок неплохо справится с этой задачей.
Т-образная рама. Высота 400 мм. Ширина базы 246 мм (ошибочно)
Для четкого позиционирования домкрата на станине (он съемный, мало ли еще где пригодится) навариваю упоры. Слева упор в виде полосы, т.к. там клапан обратного хода домкрата, к которому постоянно нужен доступ.
Правый упор требует доработки. Здесь доварю полосу, препятствующую наклону домкрата в сторону рычага при работе.
Гаражные пели навариваю на уголки 25 мм.
В дальнейшем планирую сверху наварить еще по уголку и стянуть их сзади для пущей надежности.
Но т.к. хотелось быстрее опробовать машину в действии, я пока остановился на этом виде.
Успешно согнул полосу 20 мм, и начал гнуть трубу 20 мм, но сдрейфил, т.к. не уверен в том, что сломается в этом случае быстрее станок или домкрат.
С гибкой полос в четкий прямой угол вышля неувязка. Я рассчитал, что расставленные на расстоянии 100 мм катки будут универсальны для материала разного сечения. Но в тоже время так широкорасставленные катки не обеспечивают точного прижима в нужной точке, для гибки полосы в прямой угол.
Планирую просверлить два отверстия ближе к оси приложения силы (белая полоса вдоль рамы) и вставить туда два болта или куски арматуры. Это будут вынимаемые элементы исключительно под свои нужды. Под гнутие дуги они не понадобятся.
Итого по бюджету 650 р. + немного материалов по сути из того, что было на даче + несколько электродов.
Ну пусть 700 р. против 7000 — 15000 — 44000 р.
Неделя времени на проектирование и ленивое изготовление бесценно не в счет.
Из доработок, которые планируются:
– Устойчивость станины
– Наварка доп. усиления для катков
– Наварка доп. упора для домкрата
– Доп. упоры для гибки более четких углов.
– Чистовая зачистка всех сварных швов и покраска.
KAKA Industrial UB-100A Универсальный трубогиб для тяжелых условий эксплуатации, прочная конструкция Hot
479,99 долларов США
Сэкономьте $-479,99
Стоимость доставки рассчитывается при оформлении заказа
Артикул: 173216
Осталось всего 24 штуки!
Заголовок: Заголовок по умолчанию Заголовок по умолчанию
Качество
Гарантия
Забота
Обслуживание
Руководство
Эксплуатация
Описание
Руководство
Виоде
Гарантия
Краткое изложение политики возврата
О KAKA Industrial: Компания поставляет высококачественную продукцию с быстрой доставкой и самой низкой возможной ценой. Мы всегда выполняем то, что обещали
KAKA Industrial UB-100A Гибочный станок универсальный Описание
Универсальный металлогибочный станок UB-100A предназначен для гибки полосовой стали, плоского проката, круглой стали, а также угловой стали под углом до 120 градусов . Универсальный трубогиб УБ-100А имеет жесткий корпус из литой стали. Он отличается простотой и точностью работы. Широкая опорная поверхность обеспечивает безопасную и надежную работу. Угол изгиба может достигать 120°. С точки зрения холодного изгиба, мощность может достигать 3 дюймов в ширину и 1/2 дюйма в толщину. С другой стороны, удержание изгиба может сгибать плоский стержень шириной до 4 дюймов и толщиной 5/8 дюйма.
Чугунная конструкция, широкие возможности регулировки, простота в эксплуатации и высокая точность
Универсальный трубогиб KAKA для тяжелых условий эксплуатации UB-100A собран из тяжелых материалов, таких как сталь и металлы, что обеспечивает интенсивное использование в течение многих лет. Гибочный ангел обладает большой гибкостью, что позволяет поддерживать высокую регулируемость проекта. Широкая опорная поверхность гарантирует устойчивость во время работы. Это позволит избежать ненужных травм. Между тем, многие клиенты утверждали, что этот продукт имеет хорошую вместимость и прочную конструкцию. В целом, это был бы разумный выбор, независимо от того, являетесь ли вы профессиональным инженером или просто любителем.
Спецификация
Товар | 173216 | |
Модель | УБ-100А | |
Емкость (дюймы) | Плоская сталь | 3,94 x 0,28 дюйма |
Круглая сталь | 0,87 дюйма | |
Квадрат стальной | 0,63 x 0,63 дюйма
| |
Размер упаковки (дюймы) | 21-3/4×21-3/4×9-1/2 | |
Н. | 75/79 | |
Стандартные аксессуары
Угольная остановка, изгибающая пластина, изгибающий рычаг, материал остановка
UB-100A Руководство
KAKA промышленное промышленное предоставляет.
1. 10 дней с даты поставки. По истечении этого времени претензии о возмещении ущерба и несоответствия заказа не принимаются.
2. Вы должны получить выданный Kaka Industral номер RGA ДО возврата каких-либо материалов.
3. Возвращенные материалы должны быть получены в Kaka Industrial в новом состоянии и в оригинальной упаковке.
4. Измененные товары возврату не подлежат.
5. Покупатель несет ответственность за все расходы по доставке.
6. Ко всем возвратам применяется комиссия за пополнение запасов в размере 15%.
Гибочный станок для плоских стержней | Трубогибы
У нас есть станок для гибки плоских прутков, необходимый для качественного выполнения работы.
Рекомендуемый продукт
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 1/8 дюйма, маховик с рукояткой, металлический, для быстрой гибки, для гибочного станка для плоских прутков
Посмотреть полную информацию о продукте
277,99 $
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 1/8 дюйма, маховик с рукояткой, металлический, для быстрой гибки, для гибочного станка для плоских прутков
Посмотреть полную информацию о продукте
Магазин Flat Bar Bender
Гибочный станок для металла, Ручной, Стальной стержень с рукояткой, Металл, Применение для быстрой гибки, Переменный угол изгиба, Для гибки в рулонах
Посмотреть полную информацию о продукте
$394,61
Гибочный станок для металла, Ручной, Стальной стержень с рукояткой, Металл, Применение для быстрой гибки, Переменный угол изгиба, Для гибки в рулонах
Посмотреть полную информацию о продукте
Набор трубогиба с храповым механизмом, ручной, радиус изгиба центральной линии 2-1/2 дюйма. до 6 дюймов, откалиброванная угловая маркировка от 0 до 90 градусов, тип рукоятки, длинная, без амортизации, алюминий, с цветовой маркировкой, изгиб мягкой меди
Посмотреть полную информацию о продукте
197,19 $
Набор трубогиба с храповым механизмом, ручной, радиус изгиба центральной линии 2-1/2 дюйма. до 6 дюймов, откалиброванная угловая маркировка от 0 до 90 градусов, тип рукоятки, длинная, без амортизации, алюминий, с цветовой маркировкой, изгиб мягкой меди
Посмотреть полную информацию о продукте
Гибка труб и труб, ручная, вместимость 16 ga. кв., Сталь, Тип колеса Сталь, Диаметр колеса. (дюймы) 2, ручной трубогиб и трубогиб, способный изгибать 3/4 дюйма, 2 дюйма. О.Д. Труба с соответствующими штампами, используется для изгиба до 120 градусов в круглых и квадратных трубах для ворот, ограждений, каркасов безопасности, рам, шасси, архитектурных конструкций, включает в себя кольцо и индикатор степени, гибочную раму, удлинитель ручки, штампы для труб каждого размера. Приобретается отдельно (подставка не входит в комплект)
Посмотреть полную информацию о продукте
$387,29
Гибка труб и труб, ручная, вместимость 16 ga. кв., Сталь, Тип колеса Сталь, Диаметр колеса. (дюймы) 2, ручной трубогиб и трубогиб, способный изгибать 3/4 дюйма, 2 дюйма. О.Д. Труба с соответствующими штампами, используется для изгиба до 120 градусов в круглых и квадратных трубах для ворот, ограждений, каркасов безопасности, рам, шасси, архитектурных конструкций, включает в себя кольцо и индикатор степени, гибочную раму, удлинитель ручки, штампы для труб каждого размера. Приобретается отдельно (подставка не входит в комплект)
Посмотреть полную информацию о продукте
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
$309,13
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
Трубогиб, рычаг, радиус изгиба центральной линии 11/16 для 3/16 дюйма. Внешний диаметр, 11/16 для 1/4 дюйма. Внешний диаметр, 1-1/8 для 3/8 дюйма. НД, 1-1/2 дюйма. Для 1/2 дюйма. Внешний диаметр, откалиброванная маркировка для левого, правого и смещенного изгиба, рукоятки с подушечками, литой под давлением алюминий, регулируемый крюк
Посмотреть полную информацию о продукте
63,99 $
Трубогиб, рычаг, радиус изгиба центральной линии 11/16 для 3/16 дюйма. Внешний диаметр, 11/16 для 1/4 дюйма. Внешний диаметр, 1-1/8 для 3/8 дюйма. НД, 1-1/2 дюйма. Для 1/2 дюйма. Внешний диаметр, откалиброванная маркировка для левого, правого и смещенного изгиба, рукоятки с подушечками, литой под давлением алюминий, регулируемый крюк
Посмотреть полную информацию о продукте
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 5/16 дюйма, максимальная ширина прутка 2 дюйма, максимальный угол изгиба 200 градусов, количество роликов 7
Посмотреть полную информацию о продукте
241,58 $
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 5/16 дюйма, максимальная ширина прутка 2 дюйма, максимальный угол изгиба 200 градусов, количество роликов 7
Посмотреть полную информацию о продукте
Гибочный станок, EasyBendingBrake, 4 дюйма. W умереть
Посмотреть полную информацию о продукте
$130.00
Гибочный станок, EasyBendingBrake, 4 дюйма. W умереть
Посмотреть полную информацию о продукте
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 1/4 дюйма, максимальная ширина прутка 4 дюйма, максимальный угол изгиба 120 градусов
Посмотреть полную информацию о продукте
$556,05
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 1/4 дюйма, максимальная ширина прутка 4 дюйма, максимальный угол изгиба 120 градусов
Посмотреть полную информацию о продукте
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
1 117,67 долл. США
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 2 дюйма, тип рукоятки, ручной, металлический, малый радиус изгиба, для гибки труб и труб
Посмотреть полную информацию о продукте
1406,90 долл. США
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 2 дюйма, тип рукоятки, ручной, металлический, малый радиус изгиба, для гибки труб и труб
Посмотреть полную информацию о продукте
Трубогиб, с тройными канавками, для мягких труб диаметром 1/4, 5/16 и 3/8 дюйма, сантехники и систем отопления, вентиляции и кондиционирования воздуха
Посмотреть полную информацию о продукте
$42,02
Трубогиб, с тройными канавками, для мягких труб диаметром 1/4, 5/16 и 3/8 дюйма, сантехники и систем отопления, вентиляции и кондиционирования воздуха
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнать больше
Гибочный станок для плоских прутков | Трубогибы
У нас есть станок для гибки плоских прутков, необходимый для качественного выполнения работы.
Рекомендуемый продукт
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 1/8 дюйма, маховик с рукояткой, металлический, для быстрой гибки, для гибочного станка для плоских прутков
Посмотреть полную информацию о продукте
277,99 $
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 1/8 дюйма, маховик с рукояткой, металлический, для быстрой гибки, для гибочного станка для плоских прутков
Посмотреть полную информацию о продукте
Магазин Flat Bar Bender
Гибочный станок для металла, Ручной, Стальной стержень с рукояткой, Металл, Применение для быстрой гибки, Переменный угол изгиба, Для гибки в рулонах
Посмотреть полную информацию о продукте
$394,61
Гибочный станок для металла, Ручной, Стальной стержень с рукояткой, Металл, Применение для быстрой гибки, Переменный угол изгиба, Для гибки в рулонах
Посмотреть полную информацию о продукте
Набор трубогиба с храповым механизмом, ручной, радиус изгиба центральной линии 2-1/2 дюйма. до 6 дюймов, откалиброванная угловая маркировка от 0 до 90 градусов, тип рукоятки, длинная, без амортизации, алюминий, с цветовой маркировкой, изгиб мягкой меди
Посмотреть полную информацию о продукте
197,19 $
Набор трубогиба с храповым механизмом, ручной, радиус изгиба центральной линии 2-1/2 дюйма. до 6 дюймов, откалиброванная угловая маркировка от 0 до 9 градусов0 градусов, тип ручки, длинная, без амортизации, алюминий, с цветовой маркировкой, изгиб мягкой медной трубки
Посмотреть полную информацию о продукте
Гибка труб и труб, ручная, вместимость 16 ga. кв., Сталь, Тип колеса Сталь, Диаметр колеса. (дюймы) 2, ручной трубогиб и трубогиб, способный изгибать 3/4 дюйма, 2 дюйма. О.Д. Труба с соответствующими штампами, используется для изгиба до 120 градусов в круглых и квадратных трубах для ворот, ограждений, каркасов безопасности, рам, шасси, архитектурных конструкций, включает в себя кольцо и индикатор степени, гибочную раму, удлинитель ручки, штампы для труб каждого размера. Приобретается отдельно (подставка не входит в комплект)
Посмотреть полную информацию о продукте
$387,29
Гибка труб и труб, ручная, вместимость 16 ga. кв., Сталь, Тип колеса Сталь, Диаметр колеса. (дюймы) 2, ручной трубогиб и трубогиб, способный изгибать 3/4 дюйма, 2 дюйма. О.Д. Труба с соответствующими штампами, используется для изгиба до 120 градусов в круглых и квадратных трубах для ворот, ограждений, каркасов безопасности, рам, шасси, архитектурных конструкций, включает в себя кольцо и индикатор степени, гибочную раму, удлинитель ручки, штампы для труб каждого размера. Приобретается отдельно (подставка не входит в комплект)
Посмотреть полную информацию о продукте
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
$309,13
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
Трубогиб, рычаг, радиус изгиба центральной линии 11/16 для 3/16 дюйма. Внешний диаметр, 11/16 для 1/4 дюйма. Внешний диаметр, 1-1/8 для 3/8 дюйма. НД, 1-1/2 дюйма. Для 1/2 дюйма. Внешний диаметр, откалиброванная маркировка для левого, правого и смещенного изгиба, рукоятки с подушечками, литой под давлением алюминий, регулируемый крюк
Посмотреть полную информацию о продукте
63,99 $
Трубогиб, рычаг, радиус изгиба центральной линии 11/16 для 3/16 дюйма. Внешний диаметр, 11/16 для 1/4 дюйма. Внешний диаметр, 1-1/8 для 3/8 дюйма. НД, 1-1/2 дюйма. Для 1/2 дюйма. Внешний диаметр, откалиброванная маркировка для левого, правого и смещенного изгиба, рукоятки с подушечками, литой под давлением алюминий, регулируемый крюк
Посмотреть полную информацию о продукте
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 5/16 дюйма, максимальная ширина прутка 2 дюйма, максимальный угол изгиба 200 градусов, количество роликов 7
Посмотреть полную информацию о продукте
241,58 $
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 5/16 дюйма, максимальная ширина прутка 2 дюйма, максимальный угол изгиба 200 градусов, количество роликов 7
Посмотреть полную информацию о продукте
Гибочный станок, EasyBendingBrake, 4 дюйма. W умереть
Посмотреть полную информацию о продукте
$130.00
Гибочный станок, EasyBendingBrake, 4 дюйма. W умереть
Посмотреть полную информацию о продукте
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 1/4 дюйма, максимальная ширина прутка 4 дюйма, максимальный угол изгиба 120 градусов
Посмотреть полную информацию о продукте
$556,05
Трубогибочный станок для прутков и труб, для использования с металлической мягкой сталью, максимальная толщина прутка 1/4 дюйма, максимальная ширина прутка 4 дюйма, максимальный угол изгиба 120 градусов
Посмотреть полную информацию о продукте
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
1 117,67 долл. США
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 2 дюйма, тип рукоятки, ручной, металлический, малый радиус изгиба, для гибки труб и труб
Посмотреть полную информацию о продукте
1406,90 долл. США
Гибочный станок для металла, ручной, радиус изгиба по центральной линии 2 дюйма, тип рукоятки, ручной, металлический, малый радиус изгиба, для гибки труб и труб
Посмотреть полную информацию о продукте
Трубогиб, с тройными канавками, для мягких труб диаметром 1/4, 5/16 и 3/8 дюйма, сантехники и систем отопления, вентиляции и кондиционирования воздуха
Посмотреть полную информацию о продукте
$42,02
Трубогиб, с тройными канавками, для мягких труб диаметром 1/4, 5/16 и 3/8 дюйма, сантехники и систем отопления, вентиляции и кондиционирования воздуха
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнать больше
Высококачественный станок для гибки прутка 36 мм
Часы работы: Пн-Пт | 7:00 — 16:00
(02) 8824-6386
(02) 8824-6391
09178837792
09178837793
[90 0email] protected
| Bending Angle | 180° / 5 seconds | |||||||||||||||
| Bending Capacity | 10-36mm rebar(0. 375- 1,42 дюйма) | |||||||||||||||
| Motor | 5.5kW (7.5hP) | |||||||||||||||
| Power Requirements | 3 phase, 220V / 360V, 60Hz | |||||||||||||||
| Вес | 710 кг / 1562 фунта | |||||||||||||||
| Размеры (мм) (Ш) 6 (Д) | ||||||||||||||||
| Компания стержней. Машина банка сразу же | ||||||||||||||||
| Diameter | ||||||||||||||||
| Diameter | ||||||||||||||||
| . rebar | 36mm | 32mm | 25mm | 22mm | 19mm | 16mm | 13mm | 10mm | ||||||||
| No. of rebars | 1 | 1 | 1 | 2 | 2 | 3 | 4 | 6 | ||||||||
Добавить в цитату
Описание
Отзывы (1)
Описание
О нашем трехфазном электрическом станке для гибки арматуры 36 мм
- Станок TYB-HD42A был разработан для того, чтобы операторы станка могли лучше выполнять гибку арматуры. Сверхмощный станок для гибки стержней имеет двойное регулируемое устройство, которое позволяет гибочному станку сгибать арматурные стержни под двумя разными углами, что может значительно сэкономить рабочее время и увеличить производство арматурных стержней. Электрический пруткогиб идеально подходит для общестроительных работ.
- Станок для гибки арматуры TYB-HD42A был разработан с использованием наиболее оптимальной технологии на основе отзывов его операторов. Сверхмощный станок для гибки прутков был разработан с добавлением ножного переключателя, который гарантирует безопасную работу машины. Добавление двух ножных переключателей значительно упрощает гибку арматуры под двумя разными углами для операторов станков. Первый педальный переключатель может быть назначен для гибки стержня угла в точке 1. Второй педальный переключатель может быть назначен для гибки стержня угла в точке 2. Подробное демонстрационное видео можно посмотреть на нашем канале Youtube, или вы можете выберите руководство по эксплуатации TYB-HD42A. Здесь, в CNB Machinery and Steel Corporation, мы ценим опыт операторов станков при гибке арматуры с помощью наших электрических арматурогибочных станков.
- Станок для гибки стержней TYB-HD42A обладает превосходными характеристиками гибки, позволяющими сгибать арматурные стержни диаметром до 36 мм. Электрический станок для гибки арматуры повышенной мощности оснащен двигателем мощностью 7,5 л.с., который позволяет машине сгибать арматуру диаметром 36 мм за 4 секунды. Сверхмощный гибочный станок способен сгибать до 6 арматурных стержней диаметром 10 мм. Станок для гибки стержней может с легкостью сгибать до 4 арматурных стержней диаметром 13 мм, 3 арматурных стержней диаметром 16 мм и 2 арматурных стержня диаметром 22 мм. Станок для гибки стержней был специально разработан как мощная машина для гибки строительной арматуры общего назначения. Вы можете обратиться к руководству по станку, чтобы узнать, как правильно сгибать арматуру с помощью тяжелого гибочного станка, а также можете посмотреть видео, загруженное на Youtube. Несоблюдение правил гибки арматурных стержней с помощью гибочного станка TYB-Hd42A может привести к нежелательным электрическим и механическим повреждениям стержнегибочного станка. Но будьте уверены, в случае неисправности машины вы просто можете связаться с нашим отделом послепродажного обслуживания для немедленной помощи.
- Как упоминалось выше, станок для гибки стержней может легко сгибать стержни под 2 разными углами с помощью точки установки угла и ножных переключателей. Процесс гибки хомута и обруча допускает минимальную длину изгиба конца стержня 6-8 см (2,36-3,15 дюйма).
- Несмотря на то, что машина предназначена для тяжелых условий эксплуатации, она чрезвычайно проста и удобна в использовании. Машина была разработана с использованием деталей высочайшего качества с чрезвычайно простым процессом эксплуатации машины. CNB Machinery and Steel Corporation придерживается отзывов и комментариев об опыте оператора машины и постоянно совершенствует машину и услуги.
- Модель TYB-HD42A оснащена интеллектуальной системой, которая помогает машине. В машине установлен бесконтактный переключатель, который распознает установленный угол и гарантирует, что вращающиеся ролики будут вращаться только до заданного угла. Бесконтактный выключатель также дублируется концевым выключателем – на случай ошибки и неисправности бесконтактного выключателя. Станок для гибки прутка был разработан для обеспечения оптимального опыта гибки прутка для операторов станка. Интеллектуальная система также предотвращает травмы операторов в случае неисправности машины.
- Мощный станок для гибки арматуры представляет собой трехфазную машину. Прежде чем приступить к изгибу арматурных стержней, убедитесь, что машины правильно сфазированы, чтобы предотвратить повреждение электрическим током.
Мощный станок для гибки арматурных стержней диаметром 42 мм и меньше | Станок для гибки арматуры общего назначения для гибки арматуры диаметром 32 мм и меньше | Компактный гибочный станок для гибки арматуры диаметром 25 мм и меньше | Youtube-видео о знакомстве с нашим TYB-HD42A | Видео Youtube о комбинации роликов нашего TYB-HD42A
сопутствующие товары
Связаться!
(02) 8824-6386, (02) 8824-6391
09178837792, 09178837793
[Электронная почта. 7:00 — 16:00
Unit 13 Geoland Industrial Compound 7760 Narra Road Brgy. Сан-Антонио, Сан-Педро, Лагуна 4023
Мы гордимся тем, что предоставляем нашим уважаемым клиентам новейшие технологии в области станков для гибки и резки прутков и другого легкого оборудования, а также наше непревзойденное послепродажное обслуживание и преданность нашим клиентам. для их успеха. Мы будем продолжать развиваться, чтобы стать всемирно признанной торговой компанией, которая предлагает решения, преодолевающие барьеры между отраслями, и постоянно пересматривать качество обслуживания клиентов на всех рынках, на которые мы обслуживаем.
© 2022 CNB Machinery and Steel Corporation. Все права защищены.
Работает на NetizenWorks Web Design
Гибочный станок для распорных стержней (ручной) | Термосил Групп
- 0845 331 3950
- Загрузки
- Новости и СМИ
- События
- Контакт
- Корзина для запросов
- Логин
- Средство поиска продуктов
- Кто мы
- Наши продукты
- Технология Warm Edge
- Технический
Информационный
Главная > Продукция > Детали машин > Sb003
Код продукта: SB003
Выбрать другой продукт
категория продукта
Пожалуйста, выберите. ..Стеллажи для выравниванияСборочная станцияВспомогательные столы для резкиВспомогательные диспенсерыУдаление кромокДетали для удаления кромокПенопрокладкаГазовое наполнениеГрузинское стеклоПрессыГерметизация стеклаМойка стеклаПроизводственные пакетыПроизводственные линииВспомогательные герметикиОтрезные деталиИзгиб распоркиРаспорный порталРаспорные пилыИспытательное оборудованиеПодержанное оборудованиеВспомогательное оборудованиеСтиральная машина
Выберите продукт
Пожалуйста, выберите… Станок для гибки прокладок с теплыми краями (продается отдельно)
Описание
Спецификация/размеры
Инструмент с ручной подачей для гибки прокладок с регулируемыми настройками для обеспечения плавной подачи прокладок различной ширины. Также возможно приобрести дополнительный комплект формовочных колес для гибки грузинского бруса
Запчасти и услуги:
Все стекольное оборудование продается со следующей гарантией:
• Гарантия на материковую часть Великобритании: 12 месяцев гарантии на детали и работы, включая доставку и установку.
• Экспортная гарантия: 12 месяцев гарантии на детали. Доставка и установка по договоренности.
| Ширина | 285 мм (11,22 дюйма) |
| Высота | 295 мм (11,614 дюйма) |
| Глубина | 210 мм (8,268 дюйма) |
| Вес | 1 кг |
| Количество в коробке | Продается поштучно |
Добавить в корзину запросов
Свяжитесь с нашей командой сейчас на
0845 331 3950
Международный: +44 121 331 3950
Технические данные и данные по охране труда и технике безопасности
Брошюры и руководства по продуктам
Каталоги и формы заказа
Многоязычный
Видео
Сертификат BSI ISO:9001
Декларация о маркировке СЕ компании Thermoseal Group
Политика экологически ответственных закупок Thermoseal Group
Общая форма заказа Thermoseal Group
Выберите языкChinese MandarinDeutschEspaṅolFranҫaisItalianoPolskiPortuguẽs
Де ла зачатие, а ля совершенство (испанский)
Marcas britanicas reconocidas en todo el mundo (Испания)
Brytyjskie Marki Uznane na Całym świecie (Polski)
Od pomysłu, do perfekcji (польский)
Dalla concenzione, alla perfezione (итальянский)
Marchi britannici riconosciuti a livello modiale (итальянский)
Britische Marken, weltweit anerkannt (немецкий)
Perfektion von Anfang an (Deutsche)
De la creation, à la perfection (Франция)
Des marques britanniques reconnues mondialement (Франция)
От начала до совершенства (китайский мандарин)
Всемирно признанные британские бренды (мандарин китайского языка)
▶
Машина для производства ПИБ 7 кг
▶
Стеклоомыватель Deluxe
▶
Подача стеклоомывателя Deluxe
▶
Экструдер горячего расплава и поворотный стол
▶
Ручная ножница
▶
Пневматический зажимной стол
▶
Производственная линия
▶
Станция выравнивания производственной линии
▶
Поворотный стол с насадкой для малых модулей
▶
Демонстрационный стол для сшивания
▶
Станок для гибки теплой кромки – фасонный узел с термобаром
▶
Станок для гибки кромок – гибка алюминия
▶
Станок для гибки кромок – гибка термобалки
▶
О компании Thermoseal Group
Пожалуйста, введите пароль ниже, чтобы просмотреть эту загрузку
Или же. ..
Пожалуйста, введите свои данные ниже, чтобы запросить загрузку.
Поставщик станков для гибки прутка | Передовые технологии и прочный материал
Станок для гибки прутков , также называемый станком для гибки прутков, является одним из видов станков для обработки прутков. Он широко используется в области строительства и строительства. Станок для гибки стержней способен сгибать стальной круглый стержень и стальную арматуру. Оборудование для гибки стали может сгибать стержни определенного диаметра в различные дуги от 0° до 180°. Как правило, чаще можно увидеть изгиб металлических стержней на 90° и 135°. На самом деле, наши гибочные станки для продажи могут быть установлены под разными углами, чтобы сгибать стержни в соответствии с различными потребностями. Благодаря более высокой производительности и конкурентоспособной цене, этот вид гибочного станка для круглых прутков хорошо принят нашими клиентами. Кроме того, наш недорогой станок для гибки прутков очень прост в обслуживании.
Типы гибочных станков для продажи
Мы предлагаем клиентам различные виды гибочных станков. У нас есть виды переносных станков для гибки арматуры, ручных станков для гибки стали, автоматических станков для гибки стержней, спиральногибочных станков для стержней и гидравлических станков для гибки стержней. Кроме того, мы также производим гибочные станки разных размеров. У нас есть много доступных станков для гибки прутков с ЧПУ, станков для гибки арматуры, станков для гибки стержней TMT, станков для гибки арматурного стержня, ручных станков для гибки стали, станков для гибки стержней, станков для гибки проволоки и станков для гибки хомутов.
Спецификации качественного сгибания сгибания. диаметр гибки арматуры
: 4-16 мм
Скорость гибки : 5 с
Вес станка : 15 кг
Вес брутто : 16,5 кг
Размер станка
7 1 : 600060038
Размер картонной коробки : 670 × 250 × 245 мм
Получите бесплатную цитату
NRB25 Портативная электрическая арматурная изгиба и выпрямляющая машина
NRB25. /110 В
Мощность : 950 Вт/1350 Вт
Макс. диаметр арматурного стержня при изгибе : 4-25 мм (доступно 4-32 мм)
Скорость гибки : 5-8 с
Вес машины 9 :
0038 Грубая вес : 32KG
Размер машины : 560 × 260 × 200 мм
Размер картонной коробки : 670 × 385 × 260 мм
Получить бесплатную цитату
NRB32 Электрический рекаляр Bending Bending Brenge Brending. Электрическая арматура изгиба и выпрямляющая машина
[/lgc_column]
Параметры:
Напряжение : 220V/110V
. Распродажа : 1170 Вт
Max Bending Diadeter : 1170 Вт
Max Bending Diadeter : 1170 Вт
Max Bending Diadeter : 1170 Вт
.0007: 4-32 мм доступно
Скорость изгиба : 8-10S
Вес машины : 24 кг
Грубая вес : 32 кг
Размер машины : 560 × 260 × 200 мм
Размер картона : 760 × 3855 × 3855 × 385 × 200 мм
6. 260 мм
Получите бесплатную цитату
Ручной стальной стержней.0007 :(φ6-φ32)mm
HRB335 ribbed steel diameter :(φ6-φ28)mm
Diameter of working disc : φ350mm
Speed of working disc : 5-10r/min
Motor power : 3 кВт
Общий размер : 830 × 750 × 750 мм
Грубая вес : 250 кг
Получить бесплатную цитату
GW40D (2 переключателя) Полуавтоматическое изгиба -автомат для гибки прутка
Параметры:
Круглая стальная диаметр стержня : (φ6-φ40) MM
HRB335 Диаметр Ribbed Сталь : (φ6-φ32)
Скоро : φ350 мм
669 . -10 об/мин
Мощность двигателя : 3 кВт
Скорость вращения двигателя : 1420 об/мин
Габаритные размеры : 850×750×820 мм
Вес брутто : 28007 кг
Узнать стоимость
Станок для гибки прутка GW45
GW45 manual bar bender
Parameters:
Round steel bar diameter :(φ6-φ42)mm
HRB335 ribbed steel diameter :(φ6-φ36)mm
Diameter of working disc : φ350mm
Скорость рабочего диска : 5-10 об/мин
Мощность двигателя : 3 кВт
Габаритные размеры : 1000×880×800 мм
Вес брутто : 350 кг
Получить бесплатное предложение
Станок для гибки стальных стержней GW50
GW50 Ручной батончики
Параметры:
Круглый стальной диаметр : (φ6-φ50) MM
HRB335 Диаметр : 40007: 20077: 20077: 20077: 20077: 20037: 20037: 20077: 20077: 20077: 20077: 20037: 20037: 20037: 20037: 20037: 20037: 20037: 20077: 20037: 20037: 20037: 20037: 2003. Скорость рабочего диска : 5-10 об/мин
Мощность двигателя : 4 кВт
Габаритные размеры : 1000×900×850 мм
Вес брутто : 415 кг
Получить бесплатное предложение
Автоматический станок для гибки прутков
GW42 Автоматическая машина с изгибом стержней
GW42 Автоматическая машина с изгибом стержней
Параметры:
Круглая стальная шар
Рабочий диаметр диска : φ350 мм
Регулируемая скорость изгиба : 5-10 r/мин
Моторная мощность : 3 кВт
Скорость двигателя : 1420 R/мин
Общий размер : 860 × 850 : 1420 r/min
. 880 мм
Вес брутто : 312 кг
Получите бесплатную цитату
GW45 Автоматическое изгиб-машину
GW45 Автоматический болотный батон (φ6-φ36) мм
Диаметр рабочего диска : φ350 мм
Скорость рабочего диска : 5-10 об/мин
Мощность двигателя : 3 кВт
Габаритный размер : 950×850×850 мм
Вес брутто : 380 кг
Get A Free Quote
GW50 automatic bar bending machine
GW50 automatic bar bender
Parameters:
Round steel bar diameter :(φ6-φ50)mm
HRB335 ribbed steel diameter : (φ6-φ42) мм
Диаметр рабочего диска : φ380 мм
Скорость рабочего диска : 5-10 об/мин
Мощность двигателя : 4 кВт
Габаритные размеры : 1100×900×850 мм
Вес брутто : 425 кг
Получите бесплатную цитату
GW50D Автоматическое изгиб-машину
GW50D Автоматический болотный батон (φ6-φ36) мм
Диаметр рабочего диска : φ380 мм
Скорость рабочего диска : 5-10 об/мин
Мощность двигателя : 4 кВт
Габаритные размеры : 1000×900×800 мм
Вес брутто : 380 кг
Получите бесплатную цитату
GW50E Автоматическое изгиб-машины
GW50E BARDARE MACEIN :(φ6-φ42) мм
Диаметр рабочего диска : φ380 мм
Скорость рабочего диска : 5-10 об/мин
Мощность двигателя : 4 кВт
Габаритные размеры : 1000×900×850 мм
Вес брутто : 420 кг
Получите бесплатную цитату
GW60 Автоматическое изгибное машина
GW60.
Скорость вращения оси : 4-8 об/мин
Моторная мощность : 7,5 кВт
Рабочее напряжение : 220-440V
Скорость вращения мотор : 720R/мин.
Получите бесплатную цитату
GW70 Автоматическое изгибное машина
GW70.0007: φ600 мм
Оси по вращению скорости : 3-7 r/мин
Моторная мощность : 11 кВт
Рабочее напряжение : 220-440V
Скорость моторождения : 720R/мин
. 1320×1080 мм
Вес брутто : 1700 кг
Узнать цену
Спиральногибочный станок для прутка
GWh35 Спиральногибочный станок для прутка
GWh35 Спиральногибочный станок для прутка
900 Параметры:000 900
9000
Диаметр изгибающего круглого стального стержня : 8-22 мм
Радиус изгибающей дуги : ≥ 150 мм
Скорость изгибающей дуги : 16-22 м. На мин
Моторная энергия : 3KW, 380 В
Скорость двигателя : 3KW, 380 В
6667. :1460 об/мин
Размер машины : 800×600×700 мм
N.W : 260 кг
G.W : 290 кг
Получить бесплатное предложение
Спиральногибочный станок GWh42
GWh42 дуговой/спиральногибочный станок
Параметры:
Диаметр изгибающего круглого стального стержня : 16-28 мм
Радиус изгибающей дуги : ≥ 300 мм
Скорость изгибая дуга : 18-22 м за мин
Мотовая мощность : 4KW, 380V
. Скорость двигателя: 1460 об/мин
Размеры машины : 800×600×800 мм
N.W : 320 кг
G.W : 350 кг
Получить бесплатное предложение
Спиральногибочная машина GHW40
GWH50 Bar Arc/Spiral Bender
Параметры:
Диаметр изгибающего круглого стального стержня : 16-36 мм
Радиус изгибающей дуги : ≥ 300 мм
Скорость дуги Bending Bend Arc : 18-22 млн. 9007 900 мм
. мощность двигателя : 5,5 кВт, 380 В
Скорость двигателя : 1460R/мин
Размер машины : 1000 × 850 × 900 мм
N.W : 380KG
G.W : 410KG.
Получить бесплатное предложение
Функция станка для гибки стержней Ellsen
Станок для гибки стержней Ellsen может сгибать стержни диаметром от 4 мм до 40 мм, 50 мм и 60 мм. А машины Ellsen могут сгибать различные стержни в любые дуги в пределах 180° в соответствии с различными потребностями строительства.
Характеристики барных станков Ellsen
1. Разработаны с использованием передовых технологий.
2. Примите медный мотор.
3. Усиленный редуктор.
4. Диск из высококачественной стали.
5. Компактная конструкция.
6. Стабильная работа.
7. Простота и гибкость в эксплуатации.
8. Высокая жесткость.
9. Высокая прочность.
10. Простота обслуживания.
Почему выбирают станки для гибки прутков Ellsen?
Мы выбираем высококачественные материалы для изготовления станков для гибки металлических прутков; мы также поставляем высококачественные аксессуары. Заводы Ellsen оснащены современным оборудованием и первоклассным персоналом, что гарантирует, что у нас есть возможность производить высококлассные металлогибочные станки. Откровенно говоря, все наши станки для гибки стальных прутков в целом обладают высокой производительностью. У нас есть доступные машины для клиентов на выбор. Оборудование Ellsen безопасно и надежно в использовании. Кроме того, наш станок для гибки стали прост в обслуживании. И он может работать в течение длительного времени непрерывно. Станки для гибки стальных стержней Ellsen будут хорошим выбором для строительства и каменной кладки.
Преимущества гибочных станков Ellsen
1. Гибочные станки Ellsen имеют 4 колеса, что удобно для перемещения.
2. Гибочные станки Ellsen оснащены 2-футовыми переключателями управления.
