Приспособление для ручного плазмореза: Запчасти для плазморезов – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.

- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742.
 D051)
D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAGРезка металла с помощью плазмореза
Плазменная резка металлов выступает одним из эффективных методов кроя материалов по соотношению скорости процесса и качества реза.Хотя по затратам на оборудование она значительно превосходит газопламенную резку, ввиду чистоты кромок отпадает необходимость в последующей механической зачистке, повышается производительность, увеличивается объем выпущенных изделий. Рассмотрим суть резки металла с помощью плазмореза, какое потребуется оборудование, пошаговую инструкцию по выполнению процесса.
- Суть метода плазменной резки
- Разновидности плазменной резки металлов
- Преимущества резки металла плазморезом
- Необходимое оборудование для плазменной резки
- Необходимые СИЗ
- Пошаговое руководство по резке металла плазморезом
Суть метода плазменной резки
Плазменная резка металлов заключается в нагреве материала электрической дугой и его и пробивании струей плазмы. Плазма образуется в плазмотроне (горелке), которым орудует сварщик. Внутри устройства есть катод и анод. На электроды подается напряжение от инвертора постоянного тока, возбуждается электрическая дуга с температурой 5000 ⁰С. Затем через дугу пропускается газ, который нагревается и начинает ионизироваться. Это приводит к тепловому расширению газа и увеличению его объема до 50-100 раз. В результате образуется плазменная дуга с температурой до 30 000 ⁰С.
Затем через дугу пропускается газ, который нагревается и начинает ионизироваться. Это приводит к тепловому расширению газа и увеличению его объема до 50-100 раз. В результате образуется плазменная дуга с температурой до 30 000 ⁰С.
За счет высокой температуры происходит быстрый нагрев и возможна резка любого металла. Высокое давление плазменной дуги сдувает частицы шлака и капли расплавленного материала, поэтому разрезанные кромки получаются чистыми. Кинетическая энергия ионизированных частиц и тепловая энергия электрической дуги в сочетании более эффективны, чем газовое пламя кислородного резака. Такой метод резки плазмой называется CUT.
Разновидности плазменной резки металлов
Существует несколько отличий по реализации, оборудованию и принципам работы аппаратов для CUT-резки.
По оборудованию
Аппараты бывают ручными и в виде установок с ЧПУ. Первый тип компактный, инвертор можно легко перенести в руках на нужное место. Но мощность плазмореза невысокая, максимальная толщина металла, которую он способен прорезать, составляет 10-16 мм. Есть ручные версии промышленного масштаба, которые режут толщину до 100 мм. У них предусмотрено водяное охлаждение, но сам плазмотрон сварщик удерживает и направляет руками.
Но мощность плазмореза невысокая, максимальная толщина металла, которую он способен прорезать, составляет 10-16 мм. Есть ручные версии промышленного масштаба, которые режут толщину до 100 мм. У них предусмотрено водяное охлаждение, но сам плазмотрон сварщик удерживает и направляет руками.
Станки с ЧПУ работают по загруженным в память шаблонам, а головка плазмотрона передвигается на каретках при помощи приводов от электродвигателей. Машинная плазменная резка позволяет кроить металлы сечением до 200 мм, выполнять криволинейные резы четко по шаблону, но стоимость такого оборудования высокая. Размещается оно стационарно.
По типу поджига
Бюджетные плазморезы имеют в сопле горелки только анод. Катодом выступает само изделие (разрезаемый материал). Чтобы появилась плазменная дуга, необходимо поднести горелку к заготовке и коснуться ее. Этот способ поджига называется контактным. При многочисленных подходах приходится часто зажигать дугу касанием головки горелки об изделие. Это сокращает срок службы оснастки, замедляет работу.
Это сокращает срок службы оснастки, замедляет работу.
В более дорогих плазмотронах установлены катод и анод. Дуга горит между ними сразу после нажатия кнопки, даже когда горелка находится далеко от изделия. Такая дуга называется дежурной, а способ поджига – бесконтактным. При подносе к разрезаемому материалу плазменная дуга замыкается на нем и ведется резка. Этот метод более удобный для объемной работы или частых коротких резов.
По используемому газу
Для резки черных металлов используется подача сжатого воздуха. К плазморезу подключается компрессор, который вырабатывает давление и объем, соответствующие характеристикам аппарата. Еще черные металлы и легированная сталь могут резаться плазморезами с водой. Она заливается в специальный отсек и подается прямо в сопло горелки. При нагреве образуется пар, создается давление, кислород в испаряемой воде ионизирует электрическую дугу для образования плазмы.
Цветные металлы (медь, латунь, алюминий и пр. ) режутся при помощи подачи сжатого газа из баллона. Это может быть азотно-кислородная смесь, чистый азот, аргоно-водородная смесь. Такой газ выступает не только расходным веществом для образования плазмы, но и защищает расплавленный металл от взаимодействия с окружающей средой, поскольку сам является инертным. В противном случае жидкий металл сильно кипел бы, оставались бы наплывы, нуждающиеся в последующей механической обработке.
) режутся при помощи подачи сжатого газа из баллона. Это может быть азотно-кислородная смесь, чистый азот, аргоно-водородная смесь. Такой газ выступает не только расходным веществом для образования плазмы, но и защищает расплавленный металл от взаимодействия с окружающей средой, поскольку сам является инертным. В противном случае жидкий металл сильно кипел бы, оставались бы наплывы, нуждающиеся в последующей механической обработке.
Преимущества резки металла плазморезом
Плазменная резка имеет явные преимущества по сравнению с газопламенной при помощи баллонов с кислородом и пропаном или ацетиленом:
-
Высокая скорость работы, обеспечивающая повышенную производительность при больших объемах резки. -
Возможность выполнять криволинейные резы любой сложности, вырезать фигуры, детали необычной формы. -
Аккуратный рез без наплывов, с ровной кромкой, что сокращает последующую механическую обработку шлифовальными машинками или вовсе исключает ее.
-
Ввиду высокой температуры нагрев зоны резки происходит мгновенно, поэтому остальная часть изделия не успевает нагреться и деформироваться. -
Максимальная толщина реза, зависящая от мощности плазмореза, составляет до 200 мм. -
Ширина реза составляет 1-2 мм (зависит от силы тока и толщины металла), что позволяет экономно кроить материал при вырезании многочисленных однотипных деталей. -
Возможность резать черные, легированные и цветные металлы, а также не металлы, включая керамику, бетон. Кислородным пламенем резать тугоплавкие металлы невозможно вообще. -
Высокая экологическая безопасность, поскольку происходит минимальное выделение вредных газов в атмосферу. -
Возможность резать под прямым углом и держа горелку под наклоном, сразу снимая фаску для разделки кромок под сварку. -
Высокий уровень безопасности, поскольку нет баллонов с горящими газами и кислородом.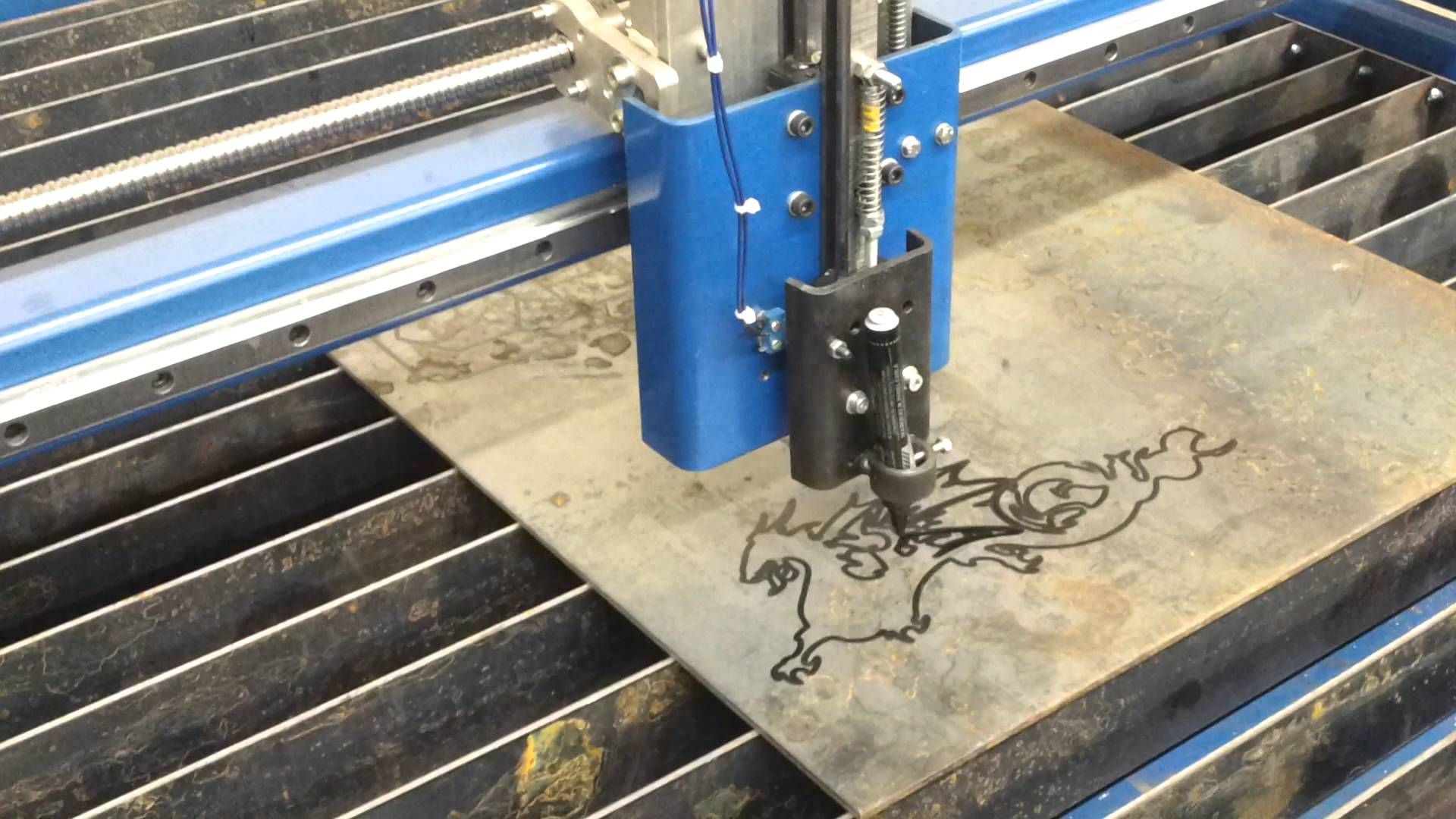
Плазморезы, работающие с водой, наиболее компактны, поскольку не требуют компрессора и газового баллона. Их легко транспортировать для удаленной работы.
Среди минусов резки металла с помощью плазмореза – высокая стоимость оборудования. Еще во время процесса дуга громко шипит, поскольку поток плазмы выходит на высокой скорости. Расходники для аппаратов CUT-резки дорогие, и ремонт самих аппаратов тоже не дешевый.
Необходимое оборудование для плазменной резки
Чтобы резать металлы и другие материалы плазмой, нужно купить плазморез, плазмотрон и компрессор.
Выбор плазмореза
При выборе плазмореза учитывают несколько характеристик аппарата:
-
Питающее напряжение. Бывает 220 или 380 V. Первый вариант подходит для гаража, домашней мастерской. Аппарат легко подключить к бытовой сети. Для предприятия и профессиональной деятельности лучше купить трехфазный инвертор повышенной мощности. Он более производительный, но в обычную розетку включить его не получится.
Он более производительный, но в обычную розетку включить его не получится.
-
Сила тока. Характеристика напрямую влияет на максимальную толщину разрезаемого металла. При показателе 30-50 А, плазморез справится с заготовками сечением 10-16 мм. Для работы с листами 50-60 мм потребуется сила тока 140-160 А. -
Продолжительность нагрузки. Определяет, как долго можно вести резку металла без остановки. Недорогие модели имеют ПН 40%, т.е. нуждаются в перерывах каждые 4 минуты (4 минуты – резка и 6 минут – охлаждение). Для профессиональной деятельности лучше купить плазморез с ПН 60-100%.
Хороший недорогой вариант для гаража и частной мастерской – БАРСВЕЛД Profi CUT-47 D. Он весит всего 6,6 кг, имеет дисплей для установки режимов резки, прочный металлический корпус. Для предприятия лучше приобрести промышленную версию с повышенной силой тока БАРСВЕЛД Profi CUT-167 D. У плазмотрона удобные колеса для перемещения по месту, есть две ручки для погрузки, встроен цифровой дисплей и манометр для отслеживания ключевых показаний.
У плазмотрона удобные колеса для перемещения по месту, есть две ручки для погрузки, встроен цифровой дисплей и манометр для отслеживания ключевых показаний.
Настройки аппарата для плазменной резки
| Толщина металла, мм | Сила тока, А | Давление воздуха, атм. | Диаметр сопла, мм |
|---|---|---|---|
| 1-10 | 40-50 | 4,5 | 0,9-1,1 |
| 10-15 | 50-80 | 4,5 | 1,5-1,8 |
| 15-25 | 80-130 | 5 | 1,8-2,2 |
| 25-50 | 100-150 | 5,5 | 2,2-2,5 |
Выбор плазмотрона
Плазмотрон или плазменный резак – это горелка в руках сварщика, которой ведется резка металла. Инструмент различается по максимальной силе тока, длине рукава и типу охлаждения. Сила тока должна соответствовать плазморезу. Если инверторный аппарат выдает 150 А, а плазменный резак рассчитан на 50 А, то последний быстро испортится.
Если инверторный аппарат выдает 150 А, а плазменный резак рассчитан на 50 А, то последний быстро испортится.
Для вырезания мелких заготовок за рабочим столом достаточно короткого кабель-канала 2-3 м. Для работы с большими листами стали лучше иметь длинный рукав плазмотрона 6-8 м, чтобы не переставлять аппарат.
Плазменные резаки с воздушным охлаждением дешевле, но при частой работе на высокой мощности они быстрее перегреваются, портится оснастка. Модели с водяным охлаждением дороже, зато благодаря циркуляции жидкости позволяют дольше вести непрерывную резку. Хороший вариант по цене – БАРСВЕЛД LT-50 с рукавом 6 м, головка которого рассчитана на ток 50 А. Более профессиональная модель – ERGOCUТ A101. Она выдерживает силу тока до 100 А и имеет опорную скобу, помогающую поддерживать постоянное расстояние между соплом и изделием.
Выбор компрессора
Чаще всего плазморезы используют для аккуратной резки черных или легированных сталей. В таком случае к нему приобретают компрессор. Характеристики модели должны совпадать с требованиями плазмореза, иначе аппарату не будет хватать воздуха для полноценной работы.
В таком случае к нему приобретают компрессор. Характеристики модели должны совпадать с требованиями плазмореза, иначе аппарату не будет хватать воздуха для полноценной работы.
Поскольку сжатый воздух принимает непосредственное участие в образовании плазмы, от его чистоты зависит работа плазмотрона и качество реза. Лучше использовать компрессоры безмасленого типа, у которых камера со смазкой и камера с поршнем разделены. Это обеспечивает чистоту сжатого воздуха.
Недорогой вариант такого компрессора с хорошим качеством – OL 195/24 СМ1.5 (FUBAG). Он вырабатывает 180 литров в минуту и имеет ресивер на 24 л. Более производительная версия для профессионального использования – PASSAT-50 BLACK Aurora. У нее 4 цилиндра, поэтому за минуту вырабатывается 500 л сжатого воздуха. Впрочем, если у компрессора есть хороший фильтр на выходе, можно использовать и модели масляного типа.
Необходимые СИЗ
Поскольку температура плазменной дуги в 6 раз превышает температуру электрической дуги, обязательна защита сварщика материалами, не поддерживающими горение. Основное внимание стоит уделить крагам из толстой ткани. Например, у перчаток БАРСВЕЛД с подкладкой отличная теплозащита. Их шьют из нити Kevlar, поэтому они отличаются повышенной прочностью.
Основное внимание стоит уделить крагам из толстой ткани. Например, у перчаток БАРСВЕЛД с подкладкой отличная теплозащита. Их шьют из нити Kevlar, поэтому они отличаются повышенной прочностью.
Во время горения дуги излучается яркий свет и УФ-лучи. Они вредны для роговицы и сетчатки глаза, а также кожи. Для защиты сварщика в процессе плазменной резки используется сварочная маска. Удобнее проводить работы в маске-хамелеон. В ней легко установить резак на начало линии реза (хорошо видно разметку маркером), а затем точно начать крой, смотря через затемненный дисплей. Оптимальный вариант по цене и качеству – маска БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR). Она передает цвета естественно, сварщик хорошо видит процесс реза, куда отлетает шлак, насколько чисто выполняется работа.
Пошаговое руководство по резке металла плазморезом
Чтобы резать металл с помощью плазмореза, следуйте инструкции:
- Разместите заготовку так, чтобы под ней было свободное пространство.
 Убедитесь, что искры не будут попадать на воспламеняющиеся материалы.
Убедитесь, что искры не будут попадать на воспламеняющиеся материалы. - Заранее предусмотрите, куда будет падать вырезанная деталь.
- Включите инвертор CUT, запустите компрессор, дождитесь, пока создастся нужное давление.
- Наденьте маску, зажгите дежурную дугу на резаке.
- Поднесите плазмотрон к началу линии реза.
- Коснувшись дугой материала, дождитесь его расплавления и сплошного пробивания.
- Держите горелку почти перпендикулярно поверхности или с небольшим наклоном, в противоположную от направления движения сторону.
- Ведите плазмотрон по разметке. Скорость зависит от толщины металла.
- Прорезав 5 см остановите процесс и оцените, насколько чисто резак прорезает металл. Возможно, необходимо увеличить силу тока.
Для резки ровных заготовок можно использовать опорную направляющую в виде толстой пластины, уложенной за 5 мм от размеченной линии. Ведя головку резака вдоль нее получится ровный рез. Аналогично по шаблону можно выполнять криволинейные линии. Если после резки остались наплывы шлака с обратной стороны, сбейте их шлакоотделителем или удалите шлифовальной машинкой.
Аналогично по шаблону можно выполнять криволинейные линии. Если после резки остались наплывы шлака с обратной стороны, сбейте их шлакоотделителем или удалите шлифовальной машинкой.
Ответы на вопросы: резка металла с помощью плазмореза
Что можно резать плазморезом?
СкрытьПодробнее
Плазморезом можно разрезать все известные виды металлов, поскольку температура плазмы достигает 30 тыс. градусов. Можно резать даже не металлы, например, керамику.
Какой компрессор подойдет для плазмореза?
СкрытьПодробнее
Это зависит от минимальных требований конкретного плазмореза. Например, у ручных моделей с силой тока до 40 А зачастую требуется 150-200 л воздуха в минуту. Промышленные плазморезы нуждаются в 400-500 л/мин, поэтому для них нужны более мощные компрессоры с большими ресиверами.
Как подобрать силу тока для плазменной резки?
СкрытьПодробнее
При силе тока до 50 А получится резать металл толщиной не более 16 мм. Причем это будет «грязный» рез, предназначенный для разделки материала. «Чистовой» рез составляет около 8-10 мм. После него не требуется механическая обработка от наплывов.
Сила тока подбирается опытным путем, чтобы при резке материал продувался насквозь и не «слипался» после прохода плазмотрона. Но ширина реза при этом должна быть минимальная, без оплавления кромок.
Как зажечь плазменную дугу?
СкрытьПодробнее
Если у вас резак с контактным типом поджига, поднесите головку плазмотрона к изделию и слегка коснитесь его. При бесконтактном поджиге достаточно нажать на кнопку плазменного резака, чтобы возбудилась дежурная дуга.
Какое расстояние держать между горелкой и металлом?
СкрытьПодробнее
Воздушный зазор между плазменным резаком и изделием зависит от силы тока. А она выставляется исходя из толщины материала. Следовательно, при крое тонких листовых заготовок 1,0-1,5 мм поддерживается минимальное расстояние 1,5-2 мм. При работе с металлом 4-6 мм зазор можно увеличить до 4-5 мм. Выше поднимать резак не стоит, поскольку это уменьшает силу воздействия дуги.
Дуга плазмореза горит нестабильно, есть наплывы металла, что делать?
СкрытьПодробнее
Проверьте сопло. Возможно, на него налипли капли шлака или металла, поэтому часть выходного отверстия перекрыта. Второй вариант – отверстие слишком «разбилось» в процессе работы, поэтому поток плазмы рассеивается и утрачивает мощность. В таком случае замените сопло на новое, с диаметром отверстия, соответствующим толщине металла.
В таком случае замените сопло на новое, с диаметром отверстия, соответствующим толщине металла.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Зажим свинговый (струбцина 90 град)
4 750 руб
Купить
Быстрый просмотр
Стол сварочно-сборочный Evidence SS8-3d-as (800х1200)
49 990 руб
Купить
Собственный импорт
хит продаж
Быстрый просмотр
Краги пятипалые спилковые БАРСВЕЛД с подкладкой (нить Kevlar®, спилок КРС)
535 руб / пар
Купить
Быстрый просмотр
Компрессор поршневой безмасляный OL 195/24 СМ1. 5 (FUBAG)
5 (FUBAG)
14 430 руб
Купить
Собственный импорт
Быстрый просмотр
Плазменный резак БАРСВЕЛД LT-50 (6 м, 50 А)
16 930 руб
Купить
Собственный импорт
Быстрый просмотр
Маска сварщика БАРСВЕЛД МС 207 (FULL COLOR)
3 790 руб
Купить
Собственный импорт
Быстрый просмотр
Установка воздушно-плазменной резки БАРСВЕЛД Profi CUT-47 D (220 В)
28 990 руб
Купить
Лучшие портативные плазменные резаки на продажу | Электрические системы плазменной резки | Плазменные резаки с самым высоким рейтингом | Miller, Hypertherm and Thermal Dynamics Оборудование для плазменной резки
Лучшие портативные плазменные резаки для продажи | Электрические системы плазменной резки | Плазменные резаки с самым высоким рейтингом | Miller, Hypertherm and Thermal Dynamics Оборудование для плазменной резки | Сварщик питания
Плазменные резаки по назначению
Плазменные резаки по спецификации
Плазменные резаки по назначению
Плазменные резаки для искусства
Автоматические плазменные резаки для кузова
Плазменные резаки для домашнего использования
Любительские плазменные резаки
Плазменные резаки для начинающих
Плазменные резаки для небольших цехов
Легкие плазменные резаки
Плазменные резаки для тяжелых условий эксплуатации
Плазменные резаки
по спецификации
Однофазные плазменные резаки
3-фазные плазменные резаки
Со встроенным компрессором
Плазменные резаки 110 В
Плазменные резаки 240В
Плазменные резаки с двойным напряжением
Плазменные резаки с ЧПУ
Посмотреть все плазменные резаки
Среди наших наиболее популярных плазменных резаков:
- Hypertherm Powermax 45 XP
- Плазменная система Hypertherm Powermax 30xp НОВАЯ МОДЕЛЬ В НАЛИЧИИ!
- Ручная система Hypertherm Powermax 45 XP с CPC — провода 20 футов
- Ручная система Hypertherm Powermax 45 XP с резаками CPC 75 и 15 градусов — 20 футов
Легкий, простой в установке портативный плазменный резак необходим всем, кто работает с металлом. Также важно получить его по отличной цене, и здесь на помощь приходит Welders Supply.
Также важно получить его по отличной цене, и здесь на помощь приходит Welders Supply.
Портативные плазменные резаки, которые мы носим, спроектированы так, чтобы быть максимально легкими, но с достаточной мощностью, чтобы резать почти любой металл. Их компактный дизайн делает их идеальными для рабочих, которые находятся в пути, а удобная ручка для переноски облегчает транспортировку по рабочей площадке или между местами. Несмотря на то, что они обладают такой же производительностью, как и другие плазменные резаки, они не занимают много места в вашем магазине.
Самые низкие цены и бесплатная доставка при заказе на сумму более 300 долларов США
Не нужно напрягать пальцы в поисках лучшей цены на портативный плазменный резак в Интернете. Welders Supply неизменно предлагает самые низкие цены в Интернете, а также бесплатную доставку для всех заказов на сумму более 300 долларов США (в пределах континентальной части США). Мы даже предлагаем выбор лучших плазменных резаков за деньги. А если вам нужен профессиональный совет по поводу того, что заказать, наши опытные торговые представители всегда готовы помочь.
А если вам нужен профессиональный совет по поводу того, что заказать, наши опытные торговые представители всегда готовы помочь.
Избранное
Сварочная перчатка Tillman Elkskin
Просмотр продукта
Защитные очки Gateway StarLite — прозрачные/незапотевающие
Просмотр продукта
Наушники Jackson Safety, VIBE
Просмотр продукта
Зеленые рукава Tillman
Просмотр продукта
Тканевая сварочная куртка Miller Indura
Просмотр продукта
Сопло Hypertherm Powermax 45 (упаковка из 5 шт.)
Просмотр продукта
Накладка для удара слева Tillman
Просмотр продукта
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Millermatic 211 Auto-Set Mig Welder
Просмотр продукта
Перчатки Tillman Cotton Brown Jersey
Просмотр товара
Для просмотра полной функциональности сайта требуется JavaScript!
Использование ручного плазменного резака
Изучение методов резки, строжки и технического обслуживания
- Стив Хидден
- 30 мая 2001 г.

- Статья
- Присоединиться к обсуждению
9 0018 Плазменная резка
Изготовители, подрядчики, обслуживающий персонал, художники и самодельщики, имеющие опыт работы с ручными установками воздушно-плазменной дуговой резки, редко хотят вернуться к кислородно-ацетиленовой или механической резке, такой как пилы, отрезные круги, ножницы и ножницы.
Плазменная резка может повысить производительность и снизить затраты на резку. Он не требует цикла предварительного нагрева, режет любой металл, проводящий электричество, позволяет носить его на рабочих площадках, сводит к минимуму зону термического влияния (ЗТВ) и обеспечивает рез с небольшим пропилом. Плазменные устройства также могут выполнять строжку, прокалывание, снятие фасок, вырезание отверстий и трассировку фигур.
Техника резки
- Шаг 1: Поместите защитный экран на кромку основного металла или соблюдайте правильный зазор (обычно 1/8 дюйма).
 Направьте дугу прямо вниз.
Направьте дугу прямо вниз. - Шаг 2: Нажмите на спусковой крючок. После двух секунд предварительного потока воздуха запускается дежурная дуга.
- Шаг 3: После того, как загорится режущая дуга, переместите резак по металлу.
- Шаг 4: Отрегулируйте скорость таким образом, чтобы режущие искры проходили через металл и выходили из нижней части реза.
- Шаг 5. В конце резки слегка наклоните резак к последней кромке или сделайте короткую паузу, чтобы полностью разрезать металл.
- Шаг 6. Для охлаждения резака подача воздуха после подачи продолжается в течение 20–30 секунд после того, как вы отпустите курок; нажатие на курок во время постпотока мгновенно перезапускает дугу.
См. Рисунок 1 для иллюстрации этих шагов. Если искры не видны внизу пластины, дуга не пробивает металл. Это может быть вызвано слишком быстрым перемещением резака, недостаточной силой тока или неправильным направлением плазменного потока прямо на металл.
Движение с правильной скоростью обеспечивает чистый рез с меньшим количеством окалины на дне реза и небольшим или нулевым искажением металла. Низкая скорость перемещения может привести к перегреву металла, что приведет к накоплению окалины. Чтобы свести к минимуму образование окалины, увеличьте скорость движения или уменьшите силу тока.
Чтобы узнать, с какой скоростью перемещать резак, обратитесь к графику скорости резки машины или проверьте скорость для номинальной резки. Окалина также накапливается, когда вы толкаете машину, чтобы разрезать материал на максимальную толщину. Единственное лекарство от этого — большая машина.
Методы строжки и прокалывания
Для удаления старых или дефектных сварных швов используйте насадку для строжки. Отверстие на наконечнике для выдалбливания в три-четыре раза шире, чем на обычном наконечнике. Его конусообразная форма выталкивает плазменную дугу, которая может удалить больше материала, чем суженное отверстие обычного наконечника.
Многие люди не верят, что плазма хорошо подходит для строжки, но это мнение может основываться на старых машинах с более слабой дугой. Некоторые новые машины имеют более прочную конструкцию, которая создает дугу длиной от 1 до 1-1/2 дюйма. Хотя строжка угольной дугой удаляет металл быстрее, строжка плазменной дугой производит меньше дыма и шума и обеспечивает больший контроль над дугой.
Для строжки держите резак под углом 40–45 градусов к основному металлу. Нажмите на спусковой крючок, и вспомогательная дуга загорится через две секунды предварительного потока воздуха. Установите длину дуги от 1 до 1-1/2 дюйма и перемещайте горелку по металлу, регулируя скорость горелки, длину дуги и угол по мере необходимости. Направляйте искры в сторону от резака и не делайте слишком глубокие выемки за один проход. При необходимости сделайте несколько проходов.
Для прокалывания металла — — создания отверстия, например, для установки колпачка или клапана — — поместите горелку под углом 40 градусов к заготовке. Нажмите на курок. После того, как машина инициирует режущую дугу, поверните наконечник горелки под углом 90 градусов, и дуга прожжет основной металл. Как правило, машина может пробивать металл до половины максимальной толщины резки.
Нажмите на курок. После того, как машина инициирует режущую дугу, поверните наконечник горелки под углом 90 градусов, и дуга прожжет основной металл. Как правило, машина может пробивать металл до половины максимальной толщины резки.
Поиск и устранение неисправностей и техническое обслуживание
Если аппарат производит дугу, а затем теряет ее, или если дуга не может проникнуть в металл, как раньше, проверьте расходные материалы. Электрод и наконечник немного изнашиваются при каждом цикле пуска/останова и нуждаются в замене при чрезмерном износе. На рис. 2 показано, как проверить резак.
Рисунок 1. Шесть шагов плазменной резки
Некоторые из самых больших проблем связаны с давлением воздуха. Низкое давление воздуха приводит к плохой работе, особенно при высоких токах.
Чтобы проверить это условие, попробуйте повысить давление на машине. Если манометр не выходит далеко за пределы оптимальной настройки, отрегулируйте давление на источнике газа, поскольку минимальный расход может не поддерживать достаточное давление через несколько сотен футов трубы или шланга.
