Приспособление для шлифовки направляющих станин токарных станков: Приспособление для обработки направляющих станин токарных станков
Содержание
Приспособление для обработки направляющих станин токарных станков
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования. Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте. 3 з.п.ф., 4 ил.
3 з.п.ф., 4 ил.
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования.
Известен переносной станок по А.С. СССР №691251, публ. 15.10.1979 г., МПК В23С 1/20 для обработки направляющих станин металлорежущих станков. Он содержит установленную с возможностью перемещения по направляющим стойку с поворотной траверсой, несущей инструментальную головку. Траверса выполнена из шарнирно соединенных между собой звеньев, одно из которых связано со стойкой, а другое несет инструментальную головку и соединено посредством тяги со стойкой; оси в местах соединения звеньев между собой, со стойкой, с тягой и тяги со стойкой расположены таким образом, что при проекции их на горизонтальную плоскость, они являются вершинами параллелограмма. Обработка изношенных направляющих станины производится установкой на ее базовые поверхности каретки переносного станка с приводом и коробкой подач.
К недостаткам данного технического решения относится значительный вылет инструментальной головки относительно каретки, что снижает точность обрабатываемых направляющих. Применение станка предполагает разборку всех узлов, размещенных на ремонтируемых направляющих станины.
Известно приспособление для шлифовки направляющих металлорежущих станков по информационному листку №278-83 от 05.08.1983 г. ЦНТИ г.Ульяновска, выбранное за прототип.
Оно состоит из основания, закрепляемого на суппорте продольно-строгального станка, шлифовальной головки с приводом от отдельного электродвигателя. На суппорте расположен палец, вокруг него поворачивается основание. Зажим основания производится двумя болтами, перемещаемыми по кольцевой канавке суппорта станка.
Подбором разных типов шлифовальных кругов с поворотом шлифовального приспособления обеспечивается шлифовка поверхности, расположенными под любым углом к горизонту.
К недостаткам прототипа также как и аналога относится необходимость разборки ремонтируемого станка и специального строгального станка для шлифовальных работ.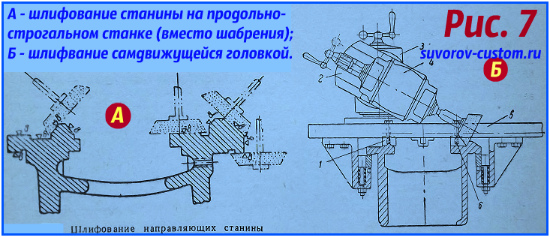
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта.
Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Станина токарного станка содержит направляющие 1 и 2 для продольного суппорта станка, направляющие 3 и 4 для задней бабки; обратные поверхности
которых 5 и 6 используются для зажима бабки на направляющих 3 и 4 прижимной планкой.
Изложенная сущность поясняется чертежом, где изображены:
Фиг.1 — общий вид приспособления;
Фиг.2 — вид сверху;
Фиг.3 — механизм винтовой пары;
Фиг.4 — державка с системой отверстий для инструментальной головки.
При эксплуатации станка интенсивному неравномерному износу подвержены направляющие 1 и 2, максимальному на расстоянии до 1,5 метров от передней бабки станка; направляющие 3 и 4 практически не изнашиваются, так как в рабочем положении задняя бабка неподвижна. Приспособление состоит из инструментальной головки 7 с державкой 8, установленной на стойке 9 стола 10, последний закреплен на каретке 11 четырьмя болтами 12. На каретке 11 выполнены опорные поверхности 13 и 14, сопрягаемые с направляющими 3 и 4 и ответные им. Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
На державке 8 закреплены направляющие 18 и 19, охватывающие стойку 9. Сверху на стойке 9 установлена пластина 20 с резьбовым отверстием для винта 21, а на державке 8 установлена пластина 22 с пазом для кольцевой канавки 23, выполненной на конце винта 21. На стойке 9 установлено 4 болта 24, а на державке 8 выполнены пазы; это обеспечивает возможность жесткого крепления державки 8 на стойке 9.
На свободном конце державки 8 установлена ось 25 и выполнены отверстия 26 для болтов, устанавливаемых одновременно в отверстиях основания 27 инструментальной головки 7. Отверстия 26 расположены под углом 45 градусов между собой. Это обеспечивает поочередную обработку угловых поверхностей направляющей 1.
Возможно другое расположение отверстий 26 в зависимости от профиля обрабатываемых направляющих 1. На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
устанавливается на дополнительной стойке, инструментальная головка 7 располагается над направляющей 2 с обеспечением ее шлифования за счет подбора необходимого профиля круга.
На столе 10 возможно выполнение резьбовых отверстий для закрепления основания 27 и головки 7. На столе 10 возможно также расположение винтовой пары 28-29, аналогичная механизму деталей 20, 21, 22 и обеспечивающая микроподачу абразивному кругу 30 инструментальной головки 7.
Каретка 11 кинематически связана с ходовым винтом или валом станка любым из известных способов, например установкой на каретке кронштейна с гайкой или втулкой.
Работает устройство в следующей последовательности.
Продольный суппорт станка демонтирован с наружных направляющих станины, каретка 11 установлена на внутренних вспомогательных направляющих 3 и 4. Планка скольжения 16 закреплена болтом 17 на каретки 11 до упора в прокладки 15, при этом между поверхностями 5, 6 и планкой 16 имеется зазор минимальной величины в пределах 0,01 мм.
Инструментальная головка 7 установлена в положение, обеспечивающее совмещение торца круга 30 с обрабатываемой плоскостью направляющей 1.
Каретка 11 кинематически связана с ходовым винтом.
Заглубления вращающегося круга 30 в обрабатываемую плоскость производится винтовой парой 28-29 в крайнем положении каретки на станине, т.е. на изношенной части направляющей 1. Затем при включении привода винта каретка 11 перемещается на станине, производя шлифование отдельных участков направляющей 1. Очередное заглубление может производится на изношенных участках направляющей 1 винтом 21.
В такой последовательности работы инструментальной головки будет производится шлифование направляющей 1 до появления искрения на всей длине обрабатываемой поверхности.
Глубина заглубления круга 30 на отдельной плоскости фиксируется, затем головка 7 переналаживается на шлифовку второй плоскости направляющей 1.
Переналадка может осуществляться разворотом инструментальной головки 7 или замены круга 30 при перемещении державки 8 в необходимое положение, например, перемещением стола 10.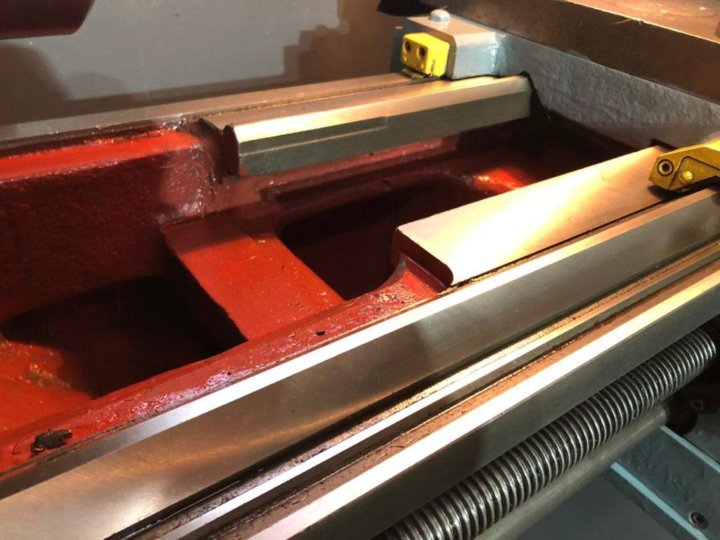
В этих случаях на столе 10 и державке 8 могут быть предусмотрены дополнительные отверстия и пазы, обеспечивающие грубую переустановку головки 7. Точная регулировка будет производиться винтовыми пазами 20-21-22 или 28-29.
Перешлифовка второй поверхности направляющей 1 будет производится в последовательности, изложенной выше. Глубина заглубления для обеих поверхностей должна быть одинаковой, она затем назначается такой же величиной для перешлифовке направляющей 2.
Настройка круга 2 для направляющей 2 может осуществляться разворотом державки 8 и головкой 7, либо установкой на столе 10 дополнительной стойки. Шлифование направляющей 2 производится в указанной выше последовательности.
Предложенное приспособление возможно использовать без снятия со станины продольного привода суппорта, используя его в качестве привода линейного перемещения каретки 11 путем их соединения жесткой тягой. В этом случае возможны варианты:
— шлифование только направляющих станины, расположенного у передней бабки станка;
— поочередное шлифование направляющих станины, разделенной на два участка: передний, у передней бабки и задний — на конце станины. Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
1. Приспособление для обработки рабочих наружных направляющих станины токарного станка, содержащее инструментальную головку, установленную на державке с возможностью линейного и углового позиционирования инструмента на державке, относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола, установленного в направляющих продольной каретки, последняя расположена на станине станка, отличающееся тем, что каретка установлена на внутренних вспомогательных направляющих станины.
2. Приспособление по п.1, отличающееся тем, что на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих.
3. Приспособление по пп.1 и 2, отличающееся тем, что между кареткой и планкой скольжения установлены прокладки, закрепленные, например, на каретке.
4. Приспособление по п.1, отличающееся тем, что на станке установлена винтовая пара, а на державке — планка с пазом для кольцевой канавки, выполненной на винте.
Приспособление для шлифовки направляющих станин токарных станков в Харькове (Станки шлифовальные специализированные)
-
Украина -
Харьков -
Оборудование шлифовальное -
Станки шлифовальные специализированные
Приспособление для шлифовки направляющих станин токарных станков в Харькове
Цена: Цену уточняйте
за 1 ед.
Компания Алтухов, ФЛ-П (Харьков) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Приспособление для шлифовки направляющих станин токарных станков, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Приспособление предназначено для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт.Механизм и входящая в комплект шлифовальная головка, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка. Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Товары, похожие на Приспособление для шлифовки направляющих станин токарных станков
Вы можете заказать товар Приспособление для шлифовки направляющих станин токарных станков в компании Алтухов, ФЛ-П через нашу систему. В текущий момент товар находится в статусе «в наличии».
Компания Алтухов, ФЛ-П является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. Алтухов, ФЛ-П имеет ID 484220. Приспособление для шлифовки направляющих станин токарных станков имеет ID на сайте — 5380097. Если у вас возникли сложности при работе с компанией Алтухов, ФЛ-П – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Товар был добавлен на сайт 04/09/2013, дата последнего изменения — 04/09/2013. За все время товар был просмотрен 3269 раз.
За все время товар был просмотрен 3269 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией Алтухов, ФЛ-П цена товара «Приспособление для шлифовки направляющих станин токарных станков» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Алтухов, ФЛ-П по указанным телефону или адресу электронной почты.
Телефоны:
+380 (67) 5455504
Купить приспособление для шлифовки направляющих станин токарных станков в Харькове:
Украина,Харьковская область, Харьков,ул. Метростроителе 15
Приспособление для шлифовки направляющих станин токарных станков
Машинные направляющие и машинные рельсы
Detroit Edge Tool Company — крупнейший производитель машинных путей и рельсов в мире!
Производственные мощности DETCO по производству станков оснащены новейшими обрабатывающими центрами с ЧПУ и шлифовальными станками, что позволяет DETCO производить станки с жесткими допусками, станины, токарные станки и рельсы, требуемые производителями станков.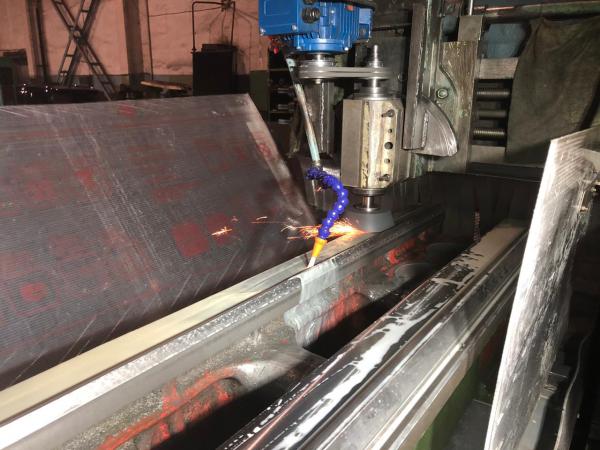 Рельсы DETCO для автоматизации роботов, портальные рельсы и направляющие стали отраслевым стандартом для динамического движения в средах автоматизации. Закаленные направляющие и рельсы определяют базовую точность станков, сборочных машин и средств автоматизации. Закаленные пламенем или сквозная закалка, направляющие и рельсы DETCO изготавливаются в соответствии со спецификациями OEM. На приведенной ниже диаграмме показаны эти допуски.
Рельсы DETCO для автоматизации роботов, портальные рельсы и направляющие стали отраслевым стандартом для динамического движения в средах автоматизации. Закаленные направляющие и рельсы определяют базовую точность станков, сборочных машин и средств автоматизации. Закаленные пламенем или сквозная закалка, направляющие и рельсы DETCO изготавливаются в соответствии со спецификациями OEM. На приведенной ниже диаграмме показаны эти допуски.
Машинные пути Detroit Edge отшлифованы и закалены в соответствии со спецификациями заказчика.
Что такое машинные пути?
Немногие компоненты станка являются более фундаментальными, чем система путей, которая обеспечивает взаимодействие между движущимися и неподвижными элементами станка. Станочные направляющие могут быть закалены пламенем или сквозно закалены до 58-62 RC и определяют базовую точность станков. Пути прочны по своей конструкции и лучше работают при абразивной резке или на станках с мощными шпинделями в агрессивных средах. Машинные пути — это гладкие и точные дорожки, по которым перемещаются каретки машин, такие как роботы, колонны машин и корпуса шпинделей. Особое внимание уделяется стыковым соединениям, чтобы ролики и каретки переходили плавно. Эти металлические опорные пластины изготавливаются с такой высокой точностью, что они могут выдерживать постоянное увеличение нагрузки по мере того, как их кривизна становится более выпуклой. Особое внимание уделяется плавному переходу роликов и кареток. Коробчатые направляющие также называются подшипниками линейного перемещения, они поддерживают шпиндель и стол и направляют их движение.
Особое внимание уделяется стыковым соединениям, чтобы ролики и каретки переходили плавно. Эти металлические опорные пластины изготавливаются с такой высокой точностью, что они могут выдерживать постоянное увеличение нагрузки по мере того, как их кривизна становится более выпуклой. Особое внимание уделяется плавному переходу роликов и кареток. Коробчатые направляющие также называются подшипниками линейного перемещения, они поддерживают шпиндель и стол и направляют их движение.
Машинные пути использовались еще в 19 веке. В прошлом машиностроители использовали деревянные пути, но предпочтительным материалом для машинных путей стал чугун. Чугун был лучшим материалом, потому что он охлаждался до нужной формы, подгонялся с помощью соскабливания и его было легко резать с помощью одноточечных инструментов. Сегодня мы используем чугун, закаленную сталь и другие черные металлы.
Типы направляющих
Плоские направляющие скольжения
Это направляющие с трением скольжения. Они могут быть неотъемлемой частью кровати или могут быть прикреплены к верхней части кровати, а салазки установлены сбоку.
Они могут быть неотъемлемой частью кровати или могут быть прикреплены к верхней части кровати, а салазки установлены сбоку.
Преимущества:
• Легко проверить геометрическую форму
• Большие подшипники предусмотрены для салазок
• Отрегулировать зазор (может потребоваться прокладка)
Элемент качения
Подвижные элементы опираются на прямые направляющие монтируются на статических элементах. Направляющие качения имеют низкое трение, а значит, при движении в направлении направляющей их сопротивление мало.
Преимущества:
• Меньшая жесткость
• Меньшее демпфирование
• Не требуется мощность для поддержки нагрузки
Гидростатическая
Это комбинация гидростатической опоры с плоской прямой направляющей. Между направляющей и масляным карманом под давлением образуется сужение. Давление в кармане контролируется потоком масла, поэтому поток масла под давлением поддерживает нагрузку.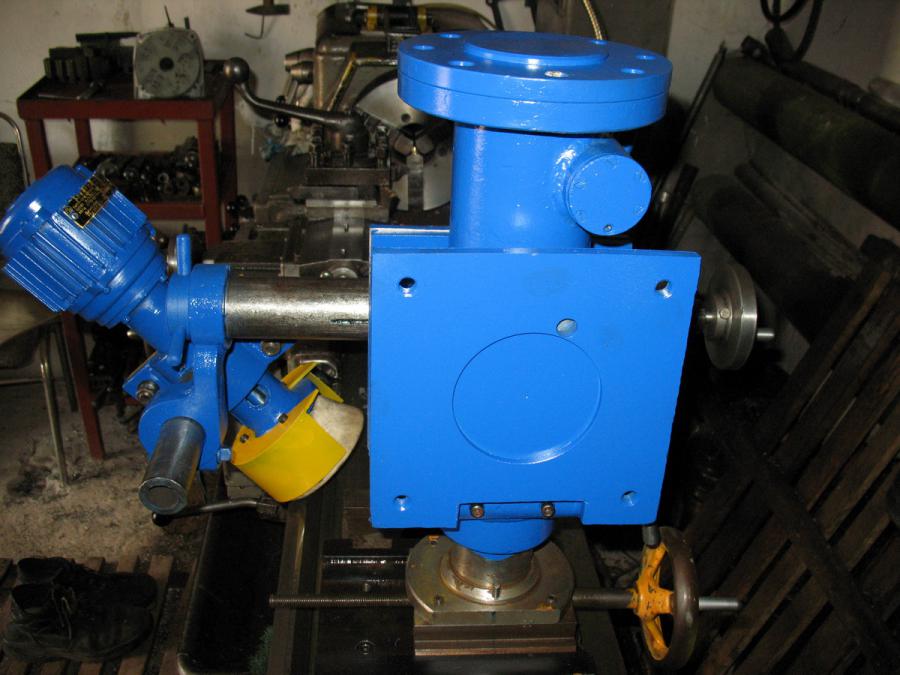
Преимущества:
• Низкое трение
• Требует кармана
В разных отраслях используются разные механизмы
Направляющие Detroit Edge используются на всех станках для фрезерования профиля лонжерона и обшивки крыла Boeing в Северной Америке. Вот несколько различных отраслей промышленности, в которых используются различные системы направляющих:
Шариковые рельсовые направляющие
Шариковые рельсовые направляющие используются в производстве промышленных роботов. Это фиксированный рельсовый путь с вращающимися шарикоподшипниками и направляющими. Он подходит для промышленных сред из-за его устойчивости к нагрузкам.
Роликовые направляющие
Они подходят для использования в таких машинах, как литьевое формование, роботы, полиграфическое и бумагоделательное оборудование, прессы и тяжелое оборудование. Роликовые направляющие скользят по фиксированной системе рельсов. Свободу движения можно регулировать центральным роликом во время сборки.
Миниатюрные шариковые рельсовые направляющие
Миниатюрные шариковые рельсовые направляющие в основном используются в медицинской технике и в полупроводниковой промышленности. Для этих направляющих требуются очень маленькие шарикоподшипники, которые имеют очень высокую грузоподъемность. Эти направляющие рельсы обычно имеют одинаковую грузоподъемность для четырех различных грузоподъемностей.
Направляющие с кулачковыми роликами
Конвейеры и автоматизация используют эти направляющие для ходовой части своего оборудования. Они специально разработаны для скоростей до 10 м/сек.
Как выбрать систему машинного пути?
Коробчатые направляющие
Коробчатые направляющие лучше удерживают чрезвычайно тяжелые грузы. Станок изготавливается с более низкой скоростью вращения шпинделя, из чрезвычайно прочного или абразивного материала и требует пропорционально более низких подач. Короче говоря, они являются лучшим выбором для тяжелых условий эксплуатации, где критически важны быстрые перемещения. Эти направляющие лучше поглощают ударные нагрузки.
Эти направляющие лучше поглощают ударные нагрузки.
Композитный материал
Направляющие станка обычно изготавливаются из закаленной высокопрочной оцинкованной стали и устойчивы к коррозии. Закаленная поверхность качения имеет первостепенное значение для долговечности компонентов подшипников.
Материалы для машинных дорожек
Методы, используемые для упрочнения этих поверхностей
Закалка пламенем
Этот процесс термической обработки заключается в том, что газообразный кислород непосредственно воздействует на участок поверхности, подлежащий закалке, который затем подвергается закалке. Detroit Edge использует процесс закалки водой, маслом или воздухом в зависимости от применения. В результате получается твердый поверхностный слой снаружи поверх мягкого внутреннего слоя. Затраты на это применение значительно меньше, чем на индукционную закалку.
Узнайте больше о закалке Detroit Edge Flame.
Сквозная закалка
Закаленная сталь должна содержать определенное количество углерода в железной смеси. Углерод растворяется в расплавленном железе и поэтому добавляется в железосодержащую смесь. Это приведет к тому, что обрабатываемые компоненты затвердеют до самой сердцевины.
Углерод растворяется в расплавленном железе и поэтому добавляется в железосодержащую смесь. Это приведет к тому, что обрабатываемые компоненты затвердеют до самой сердцевины.
Detroit Edge Box Направляющие, используемые в портальной мельнице Phoenix с ходом колонны 480 дюймов
Станина токарного станка — ToolNotes
Перейти к содержимому
- ВВЕДЕНИЕ
- Bedways
- Стойка
- FEED FOD
- СВЕДЕНИЕ
- ПЕРЕДЕЛИЯ ПЕРЕДА
- Склонные коллеги. Станина обеспечивает основу для направляющих, которые, в свою очередь, несут каретку, заднюю бабку и другие компоненты, такие как люнеты и упоры каретки.
Станина является основным конструктивным элементом токарного станка.
Кровати
Направляющие или просто направляющие — это линейные несущие элементы, обеспечивающие траекторию движения каретки и задней бабки токарного станка. Направляющие могут иметь несколько конфигураций, включая коробчатые направляющие, V-образные направляющие, направляющие типа «ласточкин хвост», и могут использоваться с шариковыми или роликовыми подшипниками на некоторых токарных станках.

Bedway — это прецизионно отшлифованные поверхности, обеспечивающие траекторию движения каретки и задней бабки.
Рейка
Рейка представляет собой плоский зубчатый элемент, который используется вместе с шестерней для обеспечения движения каретки при токарных операциях. Мощность подается на ведущую шестерню через подающий стержень. На токарных станках с ЧПУ питание может подаваться непосредственно на ведущую шестерню через серводвигатель.
Подающий стержень
Подающий стержень представляет собой цилиндрический стержень с выточенным в нем шпоночным пазом. Червячная передача скользит по этому стержню и передает мощность либо на шестерню каретки, либо на шестерню поперечного скольжения, в зависимости от положения рычага выбора механической подачи.
Примечание. На некоторых токарных станках стержень подачи и ходовой винт встроены в один и тот же компонент.
Стержень подачи передает мощность от передней бабки к каретке для выполнения операций механической подачи в направлении каретки или поперечного суппорта.

Ходовой винт
Ходовой винт представляет собой стержень с резьбой, который используется для подачи энергии на каретку при нарезании резьбы. Ходовой винт часто имеет резьбу ACME. Ходовой винт передает мощность на каретку, когда рычаг полугайки задействован.
Токарные станки с врезной станиной
Максимальный диаметр заготовки, которую можно обработать на токарном станке, определяет поворот токарного станка. Некоторые токарные станки имеют функцию увеличения поворота токарных станков. Съемный (обычно) сегмент станины, известный как зазор, можно вынуть, чтобы вместить необычно большую заготовку. При определении размера токарного станка обязательно узнайте, является ли размер качания качанием над станиной, над зазором или над поперечным суппортом.
Поворот токарного станка — это заготовка самого большого диаметра, которую можно на нем обработать. Токарный станок с зазором может вместить заготовку большего диаметра с удаленным зазором.
Станина с подвижным зазором (видеопример)
Токарные станки с наклонной станиной
Токарные станки с наклонной станиной имеют наклонную станину.

