Приспособление для шлифовки станины токарного станка чертежи: Приспособление для шлифовки на токарном станке
Содержание
Приспособление для шлифовки направляющих станин токарных станков в Харькове (Станки шлифовальные специализированные)
-
Украина -
Харьков -
Оборудование шлифовальное -
Станки шлифовальные специализированные
Приспособление для шлифовки направляющих станин токарных станков в Харькове
Цена: Цену уточняйте
за 1 ед.
Компания Алтухов, ФЛ-П (Харьков) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Приспособление для шлифовки направляющих станин токарных станков, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Приспособление предназначено для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт.Механизм и входящая в комплект шлифовальная головка, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка. Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Товары, похожие на Приспособление для шлифовки направляющих станин токарных станков
Вы можете заказать товар Приспособление для шлифовки направляющих станин токарных станков в компании Алтухов, ФЛ-П через нашу систему. В текущий момент товар находится в статусе «в наличии».
Компания Алтухов, ФЛ-П является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. Алтухов, ФЛ-П имеет ID 484220. Приспособление для шлифовки направляющих станин токарных станков имеет ID на сайте — 5380097. Если у вас возникли сложности при работе с компанией Алтухов, ФЛ-П – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Товар был добавлен на сайт 04/09/2013, дата последнего изменения — 04/09/2013. За все время товар был просмотрен 3222 раза.
За все время товар был просмотрен 3222 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией Алтухов, ФЛ-П цена товара «Приспособление для шлифовки направляющих станин токарных станков» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Алтухов, ФЛ-П по указанным телефону или адресу электронной почты.
Телефоны:
+380 (67) 5455504
Купить приспособление для шлифовки направляющих станин токарных станков в Харькове:
Украина,Харьковская область, Харьков,ул. Метростроителе 15
Приспособление для шлифовки направляющих станин токарных станков
Типовая технологическая оснастка для ремонта станков токарно-винторезной группы
Author:
Елисеев Е. М.
М.
Басовым А.Н.
Соколовым Г.Н.
Tags:
станки
токарные станки
Year: 1974
Министерство станкостроительной и инструментальной промышленности СССР Всесоюзное Объединение «Союзстанкоремонт»
Центральное проектно-конструкторское бюро автоматизации и модернизации действующего металлообрабатывающего оборудования
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ РЕМОНТА СТАНКОВ ТОКАРНО-ВИНТОРЕЗНОЙ ГРУППЫ
Chipmaker.ru
Тула -1974
Начальник ЦПКБАМ
Главный инженер лавный. конструктор
Заведующий отделом
А. ЧИ НЕНОВ М. БУЛАТОВ Е. ПОЗДНЯКОВ В. АНИСИМОВ
Chipmaker.ru
Настоящий сборник содержит описание технологической и контрольной оснаст ки, применяемой при ремонте токарно-винторезных станков, и является приложением к альбому типового технологического процесса капитального ремонта станков токарно-винторезной группы. К каждому описанию приспособления или инструмента прилагается чертеж его общего вида и краткая техническая характеристика.
Рабочие чертежи контрольно-измерительных приспособлений разработаны сотрудниками ПКТИМАШ, ЭНИМС, ЦПКБАМ, института 'Оргстанкинпромом', а также станкостроительными и машиностроительными заводами. Все чертежи приспособлений имеются в ЦПКБАМ.
Руководящий материал подобран и составлен инженером Елисеевым Е.М., научно отредактирован инженером Басовым А.Н., проконсультирован инженером Соколовым Г.Н.
Отзывы, замечания и пожелания просим направлять по адресу: 300903, г. Тула, пос. Косая Гора, ул. Шмидта, 16, ЦПКБАМ.
К каждому описанию приспособления или инструмента прилагается чертеж его общего вида и краткая техническая характеристика.
Рабочие чертежи контрольно-измерительных приспособлений разработаны сотрудниками ПКТИМАШ, ЭНИМС, ЦПКБАМ, института 'Оргстанкинпромом', а также станкостроительными и машиностроительными заводами. Все чертежи приспособлений имеются в ЦПКБАМ.
Руководящий материал подобран и составлен инженером Елисеевым Е.М., научно отредактирован инженером Басовым А.Н., проконсультирован инженером Соколовым Г.Н.
Отзывы, замечания и пожелания просим направлять по адресу: 300903, г. Тула, пос. Косая Гора, ул. Шмидта, 16, ЦПКБАМ.
3
СОДЕРЖАНИЕ Т ЧБЯ1 i. )
ПРЕДИСЛОВИЕ.................................................................................... ТТЛ ГтТгТтТ 5
1. Слесарно-сборочное оборудование.....................................Ъ................................ .
Приспособление для подъема токарного станка 1К62П-2462 ................ ................................. ©
Оправка для проверки вращения шарикоподшипников 13.667.000т........................................... 10
2, Оборудование для ремонта
2.1. Задняя бабка Приспособление грузозахватное для подъема и поворота шабровочной плиты С4.062.02 ..................... 12
Приспособление для расточки корпуса задней бабки 13.610.000т......................................... 13
Приспособление для расточки корпуса задней бабки 13.650.000т....................................... 14
Борштанга 13.652.D0O.1'............................................................................... 15
Борштанга 13.651.000т............................................................................. 16
Притир регулируемый 1453......................................................................... 17
2.2. Каретка
Приспособление для перемещения каретки суппорта по станине токарных станков при ремонте 297-0009 ....... 18
Приспособление для шлифования и строгания верхних направляющих каретки 13.
................................. ©
Оправка для проверки вращения шарикоподшипников 13.667.000т........................................... 10
2, Оборудование для ремонта
2.1. Задняя бабка Приспособление грузозахватное для подъема и поворота шабровочной плиты С4.062.02 ..................... 12
Приспособление для расточки корпуса задней бабки 13.610.000т......................................... 13
Приспособление для расточки корпуса задней бабки 13.650.000т....................................... 14
Борштанга 13.652.D0O.1'............................................................................... 15
Борштанга 13.651.000т............................................................................. 16
Притир регулируемый 1453......................................................................... 17
2.2. Каретка
Приспособление для перемещения каретки суппорта по станине токарных станков при ремонте 297-0009 ....... 18
Приспособление для шлифования и строгания верхних направляющих каретки 13. 604.000т ................. 20 Оправка контрольная 13.605.000т .............................................. . ................. 21
Приспособление для контроля перпендикулярности оси отверстия каретки под винт направляющим станины
13.601.000т . ...........Г.............................................................1...................22
2.3. Нижняя часть суппорта Оправка для выверки 13.620.000т ................................................................. 23
Приспособление для крепления клиньев при шабрении 297-0002 ...................................... 24
Струбцина специальная 13.638.000т.................................................................. 25
2.4. Средняя и верхняя части суппорта Приспособление для шлифования средней части суппорта 13.634.000т.......................................... 26
Приспособление для шлифования деталей типа клиньев ПМ-90..............................................2
, Приспособление проверочное 13.
604.000т ................. 20 Оправка контрольная 13.605.000т .............................................. . ................. 21
Приспособление для контроля перпендикулярности оси отверстия каретки под винт направляющим станины
13.601.000т . ...........Г.............................................................1...................22
2.3. Нижняя часть суппорта Оправка для выверки 13.620.000т ................................................................. 23
Приспособление для крепления клиньев при шабрении 297-0002 ...................................... 24
Струбцина специальная 13.638.000т.................................................................. 25
2.4. Средняя и верхняя части суппорта Приспособление для шлифования средней части суппорта 13.634.000т.......................................... 26
Приспособление для шлифования деталей типа клиньев ПМ-90..............................................2
, Приспособление проверочное 13. 636.000т .............................................................. 28
Оправка для выверки 13.637.000т .................................................................. 28
2.5. Корпус фартука _
Приспособление для демонтажа и монтажа фартука П803-3 ......................................... .....Зг
Плита поверочная 13.644,000т............................................
*?.6. Коробка подач Оправка 13.591.000т,........................................... ’ ‘ ‘ • •••••» *•••••................... . 3
2.7. Шпиндель ,
КаЛибр специальный 13.582.000т...................................................................
636.000т .............................................................. 28
Оправка для выверки 13.637.000т .................................................................. 28
2.5. Корпус фартука _
Приспособление для демонтажа и монтажа фартука П803-3 ......................................... .....Зг
Плита поверочная 13.644,000т............................................
*?.6. Коробка подач Оправка 13.591.000т,........................................... ’ ‘ ‘ • •••••» *•••••................... . 3
2.7. Шпиндель ,
КаЛибр специальный 13.582.000т...................................................................
- 4 -
2.8. Ходовые винты; Ручной пресс ) для правки ходовых винтов и валов ПМ20....................................... 34
Э. Контрольно-измерительное оборудование Оправки ИКЗ, ИК4, ИК5 .................................................................................... 37
Оправки ИК52, ПК53, ИК54................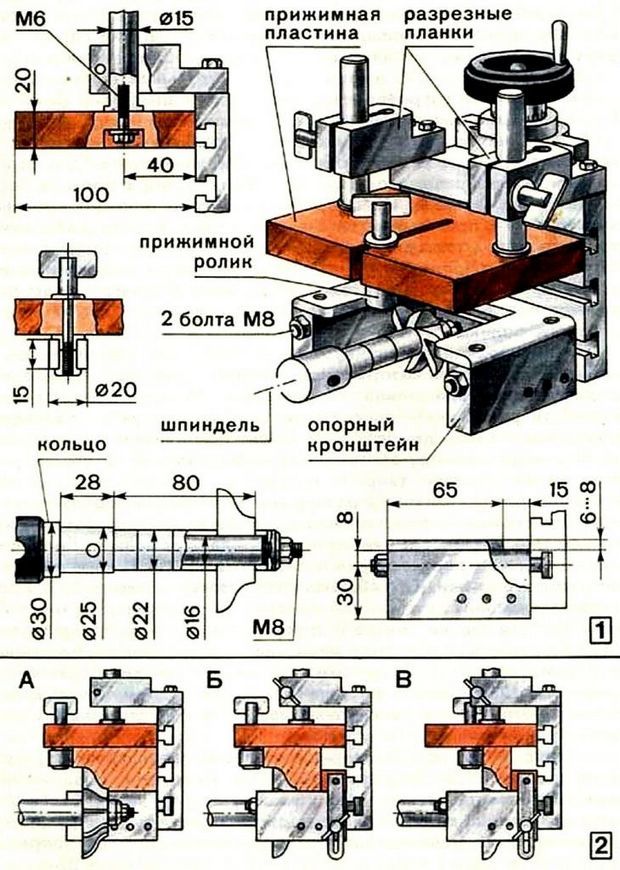 ................................................................... 38
Оправки ИК1ОО, ИК1О1, ИК102, ИК104...................................................................... 39
Оправки ИК150, ИК151, ИК152, ИК153......................................................................... 40
Ош чека ИК300 ......................................................................................... 41
Винг эталонный ИК510............................................................................. . . 42
Приспособление ПП10 ... .............................................................................. 44
Приспособление ПП40 .................................................................................. 45
Приспособление ПП20 ................................................................................. 48
Шагомер ............................................................................................. 50
Chipmaker.
................................................................... 38
Оправки ИК1ОО, ИК1О1, ИК102, ИК104...................................................................... 39
Оправки ИК150, ИК151, ИК152, ИК153......................................................................... 40
Ош чека ИК300 ......................................................................................... 41
Винг эталонный ИК510............................................................................. . . 42
Приспособление ПП10 ... .............................................................................. 44
Приспособление ПП40 .................................................................................. 45
Приспособление ПП20 ................................................................................. 48
Шагомер ............................................................................................. 50
Chipmaker. ru
ru
ПРЕДИСЛОВИЕ
Настояши й альбом содержит описание рекомендуемых типовых контрольно-измерительных инструментов и приспособлений для про-верки станков на точность и для контроля основных технологических операций, выполняемых при ремонте токарно-винторезных станков.
Некоторые, указанные в альбоме виды оснастки, разработанные для ремонта станка мод. 1К62, могут быть рекомендованы как прототипы для ремонте всех станков токарно-винторезной группы. Например, при ремонте задней бабки станка 1К62 применяется приспособление 13.610.000т. Принцип работы этого приспособления может быть использован при ремонте задней бабки всей группы токарно-винторезных станков.
Механизация ручных работ путем применения контрольно-измерительной оснастки, приспособлений и подъемно-транспортного обору
дования сокращает сроки ремонта, повышает его качество, значительно снижает трудоемкость ремонта и затраты на его проведение.
1. СЛЕСАРНО-СБОРОЧНОЕ ОБОРУДОВАНИЕ
ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДЪЕМА ТОКАРНОГО СТАНКА
Предназначено для подъема и перемещения токарного станка в сборе. Проектировщик - ЭНИМС.
Обозначение чертежа - 1К62П-2462.
Проектировщик - ЭНИМС.
Обозначение чертежа - 1К62П-2462.
- 10 -
ОПРАВКА ДЛЯ ПРОВЕРКИ ВРАЩЕНИЯ ШАРИКОПОДШИПНИКОВ
Оправка служит для оценки качества вращения шарикоподшипников. Шарикоподшипник устанавливается на оправку и впащением от руки определяется легкость и плавность его работы.
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.667.000т.
2. ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА
- 12 -
2. 1. Задняя бабка
ПРИСПОСОБЛЕНИЕ ГРУЗОЗАХВАТНОЕ ДЛЯ ПОДЪЕМА И
ПОВОРОТА ШАБРОВОЧНОЙ ПЛИТЫ
Предназначено д/л подъема и поворота шаб
ровочной плиты.
Грузоподъемность - 86 кг. Масса - 12,75кг Проектировщик - институт 'Оргстанкинпром'. Обозначение чертежа - С4062.02.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ КОРПУСА ЗАДНЕЙ БАБКИ
Предназначено для растачивания отверстия под пиноль в задней бабке на ремонтируемом станке.
Приспособление состоит из следующих деталей: скебы 1, плавающего прижима 2, контргайки 3, полуосей с подшипниками 4, 5, пальца 6, плиты 7, предохранительного штифта 8. Приспособление устанавливается на предварительно выверенную бабку; на палец 6 одевается плита 7 с предохранительным штифтом 8. Подшипники на полуосях 4 и 5 должны скользить по нижним направляющим станины. Плавающий прижим 2 зажимает заднюю бабку в рабочем положении, а конт-гайка 3 предохраняет прижим от свинчивания.
Габаритные размеры приспособления, мм 535x570x235
Масса, кг 35
Проектировщик — ЦПКБАМ.
Обозначение чертежа — 13.610.000т.
Приспособление устанавливается на предварительно выверенную бабку; на палец 6 одевается плита 7 с предохранительным штифтом 8. Подшипники на полуосях 4 и 5 должны скользить по нижним направляющим станины. Плавающий прижим 2 зажимает заднюю бабку в рабочем положении, а конт-гайка 3 предохраняет прижим от свинчивания.
Габаритные размеры приспособления, мм 535x570x235
Масса, кг 35
Проектировщик — ЦПКБАМ.
Обозначение чертежа — 13.610.000т.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАС ГОНКИ КОРПУСА ЗАДНЕЙ БАБКИ
Предназначено для растачивания' отверстия под пиноль в задней бабке на горизонтально-расточном станке. Приспособление состоит из следующих деталей: основания 1, упора 2, скалок 3, стойки 4 с упором 5, откидной планки 6, винта 7 с прижимом 8.
Задняя бабка устанавливается нижними направляющими на предварительно выверенное приспособление до упора 2. Откидная планка 6 при помощи винта 7 прижимает заднюю бабку к базовым скалкам 3. Одновременно прижим 8 досылает деталь к упору 5 и фиксирует заднюю бабку. 3 и винта 4. Штанга 1 устанавливается хвостовиком в конусное отверстие шпинделя и гайкой 2 притягивается,болтами к планшайбе. Корпус задней бабки в сборе с плитой устанавливается на станину станка и надвигается на борштангу. Консол? лый конец борштанги поддерживается неподвижным люнетом.
Расточка производится резцом 3. Закрепление резца,производится винтами 4.
Обозначение чертежа 13.652.000т.
Проектировщик * ЦПКБАМ.
3 и винта 4. Штанга 1 устанавливается хвостовиком в конусное отверстие шпинделя и гайкой 2 притягивается,болтами к планшайбе. Корпус задней бабки в сборе с плитой устанавливается на станину станка и надвигается на борштангу. Консол? лый конец борштанги поддерживается неподвижным люнетом.
Расточка производится резцом 3. Закрепление резца,производится винтами 4.
Обозначение чертежа 13.652.000т.
Проектировщик * ЦПКБАМ.
БОРШТАНГА
Рекомендуется при ремонте задней бабки раст ачиванием на ремонтируемом токарно-винторезном станке.
Состоит из штанги 1, гайки 2, резца 3 и винтов 4. Штанга 1 устанавливается хвостовиком в конусное отверстие шпинделя, а гайкой 2 закрепляется на шпинделе. Консольный конец борштанги поддерживается люнетом.
Расточка производится резцом 3. Закоепление пеэца в борштанге производится винтами 4.
Обозначение чертежа 13.651.000т.
Проектировщик - ЦПКБАМ.
1.7 -
ПРИТИР РЕГУЛИРУЕМЫЙ
Притир предназначен для обработки отверстий в различных деталях. Он состоит из оси 1, притирочных брусков 2, гаек 3. На оси имеются угловые пазы, в которые вставляются притиоочные бруски. Они свободно перемещаются в пазах и крепятся гайками. При их перемещении изменяется рабочий диаметр притира, что позволяет производить регулировку его в пределах 4 мм.
Длина притира, мм - 240
Массе, кг - 1,4
Предприятие, внедрившее конструкцию — Ленинградское оптико- 'ханическое объединение (ЛОМО).
Калькодержатель - ЛДНТГ1.
Обозначение чертежа - 1453.
Он состоит из оси 1, притирочных брусков 2, гаек 3. На оси имеются угловые пазы, в которые вставляются притиоочные бруски. Они свободно перемещаются в пазах и крепятся гайками. При их перемещении изменяется рабочий диаметр притира, что позволяет производить регулировку его в пределах 4 мм.
Длина притира, мм - 240
Массе, кг - 1,4
Предприятие, внедрившее конструкцию — Ленинградское оптико- 'ханическое объединение (ЛОМО).
Калькодержатель - ЛДНТГ1.
Обозначение чертежа - 1453.
2. 2. Каретка
ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕМЕЩЕНИЯ КАРЕТКИ СУППОРТА ПО СТАНИНЕ ТОКАРНЫХ СТАНКОВ ПРИ РЕМОНТЕ
Служит для перемещения каретки по станине при шабровке направляющих каретки, сопрягающихся со станиной.. ; Проектировщик - ПКТИМАШ.
Обозначение чертежа — 297-0009.
ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ И СТРОГАНИЯ
ВЕРХНИХ НАПРАВЛЯЮЩИХ КАРЕТКИ
Приспособление применяется при шлифовании и строгании верхних направляющих кареток токарных станков на продольно-шлифо — вальном станка. Приспособление состоит из следующих деталей: основания 1, призмы 2 с установочным валиком 3, подвижной опоры 4 и шпильки с прихватом 5. Обрабатываемая каретка устанавливается на валик 3 и подвижную опору 4; выверяется в горизонтальной плоскости и закрепляется прихватом 5.
Габаритные размеры приспособления, мм - 700x560x220
Масса, кг - 55 •
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.604. ЭООт.
Приспособление состоит из следующих деталей: основания 1, призмы 2 с установочным валиком 3, подвижной опоры 4 и шпильки с прихватом 5. Обрабатываемая каретка устанавливается на валик 3 и подвижную опору 4; выверяется в горизонтальной плоскости и закрепляется прихватом 5.
Габаритные размеры приспособления, мм - 700x560x220
Масса, кг - 55 •
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.604. ЭООт.
ОПРАВКА КОНТРОЛЬНАЯ
W0
Применяется при строгании верхних направляющих кареток токарных станков на поперечно- строгальном станке. Оправка устанавливается в отверстие каретки под винт. Выверяется параллельность контрольной оправки в вертикальной плоскости направлению хода стола.
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.605.000т.
ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ОСИ ОТВЕРСТИЯ КАРЕТКИ ПОД ВИНТ НАПРАВЛЯЮЩИМ СТАНИНЫ
Приспособление предназначено для проверки перпендикулярности оси отверстия каретки направляющим станины и применяется в комплексе с универсальным мостиком ПП1. Оно состоит из следмощи/ деталей: п панки 1, штыря установочного 2, винта 3, кронштейна 4, индикатора 5. Штырь установочный вставляется в от-верстие каретки вместе с планкой 1 и фиксируется неподвижно винтом 3. Кронштейны 4 крепятся на универсальный мостик ПП1. На универсальный мостик устанавливаются кронштейны 4 с индикатором 5. При перемещении каретки индикатор 5, двигаясь по плоскости А, будет показывать искомое отклонение.
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.601.000т.
Оно состоит из следмощи/ деталей: п панки 1, штыря установочного 2, винта 3, кронштейна 4, индикатора 5. Штырь установочный вставляется в от-верстие каретки вместе с планкой 1 и фиксируется неподвижно винтом 3. Кронштейны 4 крепятся на универсальный мостик ПП1. На универсальный мостик устанавливаются кронштейны 4 с индикатором 5. При перемещении каретки индикатор 5, двигаясь по плоскости А, будет показывать искомое отклонение.
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.601.000т.
- 22 -
2. 3. Нижняя часть суппорта
Служит для выверки расположения нижней части суппорта на каретке перед заливкой пластмассой и для определения толщины наделки, устанавливаемой на направляющую нижНеЙ части суппорта с учетом зазора между направляющими каретли и нижней частью суппорта.
Состоит из стержня 1, кронштейна 2, пробок 4, 5 и винта 3. Кронштейн 2 устанавливается в корпусе нижней части суппорта и закрепляется винтом ф. Кронштейн базируется в определенном положении при помощи пробок 4, 5. Стержень 1 устанавливается в отверстие ходового валика я отверстие кронштейна.
Проектировщик ЦПКБАМ.
Обозначение чертежа - 13.620.000т.
Стержень 1 устанавливается в отверстие ходового валика я отверстие кронштейна.
Проектировщик ЦПКБАМ.
Обозначение чертежа - 13.620.000т.
- 24 -
ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ КЛИНЬЕВ ПРИ ШАБРЕНИИ
Приспособление служит для крепления клин! г‘В при шабрении. Оно состоит из основания 1, двух подвижных кронштейнов 2 с центрами 3, подводных опор 4 и винта с рукояг -кой 5.
Клин, подлежащий шабрению, зажимается между центрами. Далее вращением гайки 6 под клин подводят опоры 4 (одну при длине 200-300мм, две — при длине 400-500 мм, три и более - при длине 800 мм).
Техническая характеристика
Наибольшая длина обрабатываемых
клиньев, мм....................880
Габаритные размеры, мм . . .1125x70x125
Масса, кг...................... 35
Проектировщик - ПКТИМАШ.
Обозначение чертежа - 297-0002.
- 25 -СТРУБЦИНА СПЕЦИАЛЬНАЯ
Струбцина предназначена для поджима приклеиваемых над* лок при ремонте нижней части суппорта с помощью наделок. Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.638.000т.
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.638.000т.
2.4. Средняя и верхняя части суппорта
ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ СРЕДНЕЙ ЧАСТИ СУППОРТА
Приспособление применяется для установки средней части суппорта токарных станков на продольно-шлифовальном станке для шлифования направляющих.
Приспособление состоит из следующих деталей: основания 1, базовых плоскостей 2, шпилек с прихватами 3, подвижного упора 4 и роликов 5. Перед обработкой нижняя часть суппорта устанавливается на базовые поверхности 2 и упором 4 создается параллельность направления суппорта ходу стола станка. Для более точного контакта поверхностей жправляющих с подвижным упором, между ними устанавливаются ролики 5. Нижняя часть суппорта закрепляется в приспособлении прихватами 3. Пдовижный упор рукояткой 6 отводится в исходное положение.
Обработка в данном приспособлении осуществляется без выверки детали.
Габаритные размеры приспособления, мм............................... ............ 480x480x170
Масса, кг............................................................................ 31
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.634.000т.
............ 480x480x170
Масса, кг............................................................................ 31
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.634.000т.
ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ ДЕТАЛЕЙ ТИПА КЛИНЬЕВ
Приспособление предназначено для шлифования деталей типа клиньев длиной до 7 20 мм., Оно состоит из плиты нижней 6, плиты верхней 2, винта 1, тяг 3, кронштейна 4, гайки 5, направляющих шпонок 7 и тяг 8. На плите нижней 6 распопожена на осях плита верхняя 2. При поворачивании винта 1 в кронштейне 4 перемещаются гайки 5, с которыми связаны тяги 3.
Тяги, поворачиваясь вокруг оси, приподнимают или опускают левую часть верхней плиты, чем достигается нужный уклон шлифования клиньев. Тягалм S плита верхняя контрится в нужном положении. Клинья устанавлигаются на плиту верхнюю и прижимаются к шпонкам.
Проектировщик - ЭНИМС.
Обозначение чертежа - ПМ-00.
ПРИСПОСОБЛЕНИЕ ПРОВЕРОЧНОЕ
2S2
Приспособление предназначено для выверки на радиальное биение отверстия суппорта токарного станка и других деталей. Оно состоит из корпуса 1, коромысла 2, индикатора 3 и регулировочного винта 4. Корпус приспособления закрепляется в го — ловке суппорта токарного станка. Винтом 4 можно регулировать рычаг коромысла для различных диаметров.
Габаритные размеры, мм.................................................................. 252x42x85
Масса, кг . . . .'............................................................................ 1,7
Проектировщик - ЦПКБАМ.
о
Обозначение чертежа - 13.636.000т.
Оно состоит из корпуса 1, коромысла 2, индикатора 3 и регулировочного винта 4. Корпус приспособления закрепляется в го — ловке суппорта токарного станка. Винтом 4 можно регулировать рычаг коромысла для различных диаметров.
Габаритные размеры, мм.................................................................. 252x42x85
Масса, кг . . . .'............................................................................ 1,7
Проектировщик - ЦПКБАМ.
о
Обозначение чертежа - 13.636.000т.
- 29 -
ОПРАВКА ДЛЯ ВЫВЕРКИ
Предназначена для выверки верхней части суппорта при его ремонте заливкой пластмассой. Состоит из штанги 1 и пробки 2.
Масса, кг..............................................................
Проектировщик — ЦПКБАМ.
Обозначение чертежа — 13.637.000т.
- 30 -
2. 5. Корпус фартука
ПРИСПОСОБЛЕНИЕ ДЛЯ ДЕМОНТАЖА И МОНТАЖА ФАРТУКА (П803-3)
Приспособление предназначено для снятия и уста-овки фартука токарного станка при ремонте и представляет собой тележку, которую подкатывают под демонтируемый фартук станка. Фартук открепляют от суппорта и прикрепляют к приспособлению струбцинами 1. Подъем и опускание кронштейна с закрепленным на нем фартуком производится вращением маховика 3. Винты 2 служат для выравнивания фартука при его монтаже (в процессе сборки станка).
Габаритные размеры, мм........ 1010x650x570
Проектировщик — Харьковский завод транспортного машиностроения им. Малышева
Обозначение чертежа - П803-3
Z2?
Фартук открепляют от суппорта и прикрепляют к приспособлению струбцинами 1. Подъем и опускание кронштейна с закрепленным на нем фартуком производится вращением маховика 3. Винты 2 служат для выравнивания фартука при его монтаже (в процессе сборки станка).
Габаритные размеры, мм........ 1010x650x570
Проектировщик — Харьковский завод транспортного машиностроения им. Малышева
Обозначение чертежа - П803-3
Z2?
iK7
под
ПЛИТА ПОВЕРОЧНАЯ
Применяется для проверки 'на краску' направляющих корпуса фартука маточную гайку при шабровке, обстоит из плиты 1 и ручек 2.
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.644.000т.
- 32 -
2. 6. Коробка подач
ОПРАВКА
Служит для выверки параллельности оси материализуемого отверстия относительно оси шпинделя горизонтально-расточного станка при ремонте отверстий корпусных деталей завтупиванием.
Масса, кг...................2,54
Проектировщик - ЦПКБАМ.
Обозначение ^чертежа - 13. 591 000т.
591 000т.
- 33 -
2. 7. Шпиндель
КАЛИБР СПЕЦИАЛЬНЫЙ
Калибр-кольцо служит для контроля конусности при ремонте шпинделя токарного станка.
Проектировщик - ЦПКБАМ.
Обозначение чертежа - 13.582.000 т.
- 34 -
2. 8. .Ходовые винты
РУЧНОЙ ПРЕСС. (СКОБА) ДЛЯ ПРАВКИ ХОДОВЫХ ВИНТОВ И ВАЛОВ
Вал, предназначенный для правки, кладется на опорные поверхности скобы и располагается под винтом местом наибольшего изгиба. Ручной пресс позволя’ет производить правку ходовых винтов и валов на ремонтируемом станке (в сборе).
Проектировщик - 'Сибгипроэнергопром'.
Обозначение чертежа - ПМ20.
3. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОЕ ОБОРУДОВАНИЕ
- 37 -
ОПРАВКИ ИКЗ, ИК4, ИК5
Консольная цилиндрическая с перпенцикуРяРньш торцом, с наружным конусом Морзе № 4, МЬ 5, № 6, со стягивающей гайкой 100 мм, Н = 30 мм.
Служит для проверки осевого биения шпинделя передней бабки токарных станков по ГОСТ 42—56.
Проектировщик - ЭНИМС.
ОПРАВКИ ИК52, ИК53, ИК54
Консольная, точечная с шариком в торце и с наружным конусом Морзе № 4, № 5, № 6 со стягивающей гайкой. Служит для проверки осевого биения шпинделя передней бабки токарных станков.
Проектировщик — ЭИИМС.
Служит для проверки осевого биения шпинделя передней бабки токарных станков.
Проектировщик — ЭИИМС.
39 -
ОПРАВКИ ИК100, ИК1О1, ИК102, ИК1ОЗ, ИК104
Консольная цилиндрическая с наружным конусом Морзе № 2, № 3, 4, № 5, № 6, со стягивающей гайкой
cLor 24 до 80мм /у от 132 до 515 мм
Служит:
1. Для проверки биения оси отверстия шпинделя передней бабки токарного станка.
2. Для проверки биения оси центрового отверстия задней бабки токарного станка в случае применения:
а) вращающегося центра, вмонтированного в пиноль;
в) вращающегося шпинделя с планшайбой.
Прое1 тировшик - ЭНИМС.
ОПРАВКИ ИК150, ИК151, ИК152, ИК153
Центровая цилиндрическая с центровым отверстием в торцах.
cLot 40 до 125 мм [j от 360 до 1570 мм
Служит для проверки прямолинейности продольного перемещения суппорта в горизонтальной плоскости токарных станков.
Проектировщик - ЭНИМС.
ОПРАВКА ИК300
с1~40 мм
Консольная цилиндрическая регулируемая /т>315 мм
Chipmaker. иде шариковой пары качения и обеспечивающую безлюфтовое соединение _инта 1 с гай -кой 2, плавное и легкое перемещение и необходимую точность проверки.
Приспособление состоит из винта 1, точной шариковой гайки 2, хомутика 3 и вилки 4.
Винт 1 устанавливают в центрах передней и задней бабок, а вилку 4 крепят в резцедержателе, удерживая гайку 2 от вращения. Измерительный наконечник индикатора упивается в торец гайки. Ходовой винт приводится во вращение от шпинделя с подачей, равной отношению шага образцового винта Г шагу ходового винта проверяемого станка.
Проектировщик — ЭНИМС;
Номер чертежа ИК510.
иде шариковой пары качения и обеспечивающую безлюфтовое соединение _инта 1 с гай -кой 2, плавное и легкое перемещение и необходимую точность проверки.
Приспособление состоит из винта 1, точной шариковой гайки 2, хомутика 3 и вилки 4.
Винт 1 устанавливают в центрах передней и задней бабок, а вилку 4 крепят в резцедержателе, удерживая гайку 2 от вращения. Измерительный наконечник индикатора упивается в торец гайки. Ходовой винт приводится во вращение от шпинделя с подачей, равной отношению шага образцового винта Г шагу ходового винта проверяемого станка.
Проектировщик — ЭНИМС;
Номер чертежа ИК510.
chipmaker.ru - 44 -
ПРИСПОСОБЛЕНИЕ ПП1О
Предназначено для контроля параллельности ходовых винтов и валов направляющим станины токарных станков с высотой центров до ЗСС мм. Планка 4 приспособления крепится с помощью двух барашков 5 к плите* универсального мостика ПП1. В хомутике планки 4 закреплена колонка 8, по которой перемещаются и закрепляются винтами 6 держатели 2 и 7 измерительных головок 1 и 3. Проверка параллельно стн ходового винта и вала направляющим станины производится измерительными головками 1 и 3 при перемещении мостика с закрепленным на нем приспособлением по направляющим станины. Параллельность ходового винта и вала в горизонталь-ной плоскости контролируется измерительной головкой 1 через подпружиненный измерительный штифт, касающийся поверхности ходового винта или* нала и измерительного стержня индикатора. Параллельность ходового винта или вала в вертикальной плоскости контролируется аналогичной измерительной головкой 3 через рычаг 10, находящийся в хомуте 9, закрепленном на корпусе измерительной головки 1.
Проектировщик - ЭНИМС.
Обозначение чертежа - fffflO.
Проверка параллельно стн ходового винта и вала направляющим станины производится измерительными головками 1 и 3 при перемещении мостика с закрепленным на нем приспособлением по направляющим станины. Параллельность ходового винта и вала в горизонталь-ной плоскости контролируется измерительной головкой 1 через подпружиненный измерительный штифт, касающийся поверхности ходового винта или* нала и измерительного стержня индикатора. Параллельность ходового винта или вала в вертикальной плоскости контролируется аналогичной измерительной головкой 3 через рычаг 10, находящийся в хомуте 9, закрепленном на корпусе измерительной головки 1.
Проектировщик - ЭНИМС.
Обозначение чертежа - fffflO.
ПРИСПОСОБЛЕНИЕ ПП40
Предназначено для проверки параллельности направляющих каретки плоскости крепления фартука (для станка 1К62).
К корпусу 1 приспособления прикреплены ролик 2 -и опора 3, которыми приспособление базируется на направляющих каретки станка. Закрепленные на левой части приспособления два индикатора предварительно настраиваются по шаблону 4 На размер, соот -ветствуюыии положению, необходимому для крепления фартука. диаметром 20-80 мм. Измерение можно производить с точностью до 0,002 мм как в лабораторных условиях, так и непосредственно при нарезании резьбы на станке.
Приспособление представляет собой труб> 11, на которой смонтированы хомутик 4, закрепленный винтом 3 и хомутик 9, переметающийся вдоль трубы и закрепляемый в нужном положении винтом 7; две призмы 16, соединенных с этими хомутиками; хомутик 8 с наконечником 14, плавающий шток 6, несущий подвижную ножку 5, с наконечником 14. Шток поджимается к боковой поверхности резьбы пружиной 10. Сменные наконечники крепятся при помощи винта 12. На торце трубы посредством стойки 1 закреплен многооборотный индикатор 15 с ценой деления 0,001 мм, измерительный наконечник которого упирается в пятку 2, “крепленную на штоке 6.
Приспособление призмами 16 устанавливается на наружную поверхность проверяемого винта. Пружины 13 удерживают весь прибор положении, прч котором наконечники не соприкасаются с профилем резьбы. Легким и плавным нажатием (до соприкосновения поверхностей В и Г) сферические головки наконечников вводятся в контакт с боковой поверхностью профиля резьбы.
диаметром 20-80 мм. Измерение можно производить с точностью до 0,002 мм как в лабораторных условиях, так и непосредственно при нарезании резьбы на станке.
Приспособление представляет собой труб> 11, на которой смонтированы хомутик 4, закрепленный винтом 3 и хомутик 9, переметающийся вдоль трубы и закрепляемый в нужном положении винтом 7; две призмы 16, соединенных с этими хомутиками; хомутик 8 с наконечником 14, плавающий шток 6, несущий подвижную ножку 5, с наконечником 14. Шток поджимается к боковой поверхности резьбы пружиной 10. Сменные наконечники крепятся при помощи винта 12. На торце трубы посредством стойки 1 закреплен многооборотный индикатор 15 с ценой деления 0,001 мм, измерительный наконечник которого упирается в пятку 2, “крепленную на штоке 6.
Приспособление призмами 16 устанавливается на наружную поверхность проверяемого винта. Пружины 13 удерживают весь прибор положении, прч котором наконечники не соприкасаются с профилем резьбы. Легким и плавным нажатием (до соприкосновения поверхностей В и Г) сферические головки наконечников вводятся в контакт с боковой поверхностью профиля резьбы. 11 х • С-tyt t)--
Проектировщик - Рязанский филиал 'Оргстанкинпром*.
11 х • С-tyt t)--
Проектировщик - Рязанский филиал 'Оргстанкинпром*.
Типовая технологическая оснастка для ремонта станков токарно—винторезной группы
Редактор М.Я. Гончарова
Технический редактор Л.И. Потапова
Корректор Г.Н. Трифонова
Ответственный за выпуск Н.В. Истратов
Сдано в набор 14/УШ— 74г. Подписано к печати 3/Х—74 е.
Бумага 60x84 1/8. Печ. л. 6,5. Уч.—изд. л. 5,1 Заказ 1383. Тираж 1000 экз.
Центральное проектно-конструкторское бюро автоматизации и модернизации действующего металлообрабатывающего оборудования, г. Тула, п. Косая Гора, ул. Шмидта, 16.
Chipmaker.ru
Плоскошлифовальный станок
DIY для изготовления прецизионных деталей дома
- по:
Рич Бремер
Плоскошлифовальные станки
— это машины, которые могут сделать поверхность детали очень плоской, очень гладкой и очень параллельной поверхности детали, установленной на станке. Плоскошлифовальные станки обычно имеют вращающийся шлифовальный круг, подвешенный над подвижной станиной. Станина перемещает деталь вперед и назад под шлифовальным кругом, удаляя за раз очень небольшое количество материала, иногда до одной десятитысячной дюйма (0,0001 ″), чтобы изготовить прецизионную деталь.
Плоскошлифовальные станки обычно имеют вращающийся шлифовальный круг, подвешенный над подвижной станиной. Станина перемещает деталь вперед и назад под шлифовальным кругом, удаляя за раз очень небольшое количество материала, иногда до одной десятитысячной дюйма (0,0001 ″), чтобы изготовить прецизионную деталь.
[Дэниел] — слесарь-инструментальщик, и ему нужен плоскошлифовальный станок. Ему не нужна была сверхточная профессиональная шлифовальная машина, поэтому он решил сделать ее сам. Это крутой проект, состоящий из нескольких других инструментов. [Даниэль] уже имел мини-фрезерный станок с ЧПУ и решил, что это будет хорошей платформой для начала. В конце концов, мельница была жесткой и уже имела автоматизированные оси X и Y. Для двигателя шлифовальной машины не было ничего более экономичного, чем использование обычной угловой шлифовальной машины, но были две существенные проблемы. Во-первых, ни одна компания не производила широкие шлифовальные круги для УШМ. [Даниэлю] пришлось модифицировать свой шпиндель, чтобы использовать готовый плоскошлифовальный круг.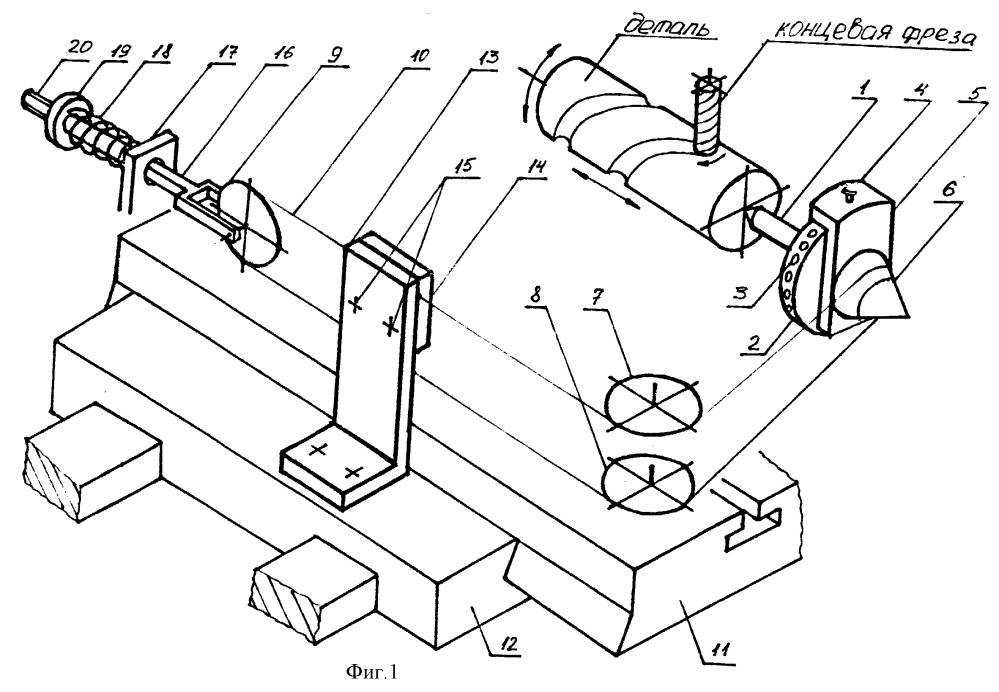 Вторая проблема заключается в том, что новый шлифовальный круг имел максимальную скорость вращения 4400 об/мин. УШМ может достигать 10 600 об/мин. Чтобы замедлить угловую шлифовальную машину, регулятор скорости был извлечен из старого фрезерного станка с регулируемой скоростью и интегрирован с угловой шлифовальной машиной. Задача решена. Затем было изготовлено крепление для крепления угловой шлифовальной машины к оси Z мельницы.
Вторая проблема заключается в том, что новый шлифовальный круг имел максимальную скорость вращения 4400 об/мин. УШМ может достигать 10 600 об/мин. Чтобы замедлить угловую шлифовальную машину, регулятор скорости был извлечен из старого фрезерного станка с регулируемой скоростью и интегрирован с угловой шлифовальной машиной. Задача решена. Затем было изготовлено крепление для крепления угловой шлифовальной машины к оси Z мельницы.
Магнитный патрон, установленный на станине мельницы, используется для удержания металлических заготовок. На патроне есть рычаг, который при перемещении в одном направлении создает магнитное поле, прочно удерживающее кусок черного металла в патроне во время обработки. Когда рычаг перемещается в другом направлении, деталь освобождается и может быть удалена из плоскошлифовального станка.
Чтобы использовать свой новый плоскошлифовальный станок, [Дэниел] создает файл G-кода ЧПУ, чтобы перемещать свою заготовку вперед и назад под шлифовальным кругом. Возможность контролировать глубину резания и скорость подачи с помощью его станка с ЧПУ устраняет человеческий фактор в процессе шлифования и обеспечивает стабильную чистовую обработку детали. Посмотрите видео после перерыва.
Возможность контролировать глубину резания и скорость подачи с помощью его станка с ЧПУ устраняет человеческий фактор в процессе шлифования и обеспечивает стабильную чистовую обработку детали. Посмотрите видео после перерыва.
Posted in Инструменты HacksTagged угловая шлифовальная машина, фрезерный станок с ЧПУ, шлифовальный станок, шлифовальный станок, фрезерный станок
Глоссарий терминов механических цехов
Итак, почему мы составили этот глоссарий терминов механических цехов ? Машиностроение может быть одной из самых сложных отраслей промышленности. В каждой отрасли есть подотрасли, и термины, используемые в них, могут сбивать с толку как представителей другой подотрасли, так и других. Попытка понять различные термины механического цеха может стать головной болью.
В каждой отрасли есть подотрасли, и термины, используемые в них, могут сбивать с толку как представителей другой подотрасли, так и других. Попытка понять различные термины механического цеха может стать головной болью.
Вот почему мы составили этот пост, чтобы составить глоссарий наиболее распространенных терминов в механических мастерских.
Абразивные круги
Это круги из твердых абразивных материалов, таких как карборунд, используемые для шлифования.
Торцовая резьба
Название типа винтовой резьбы с углом 29 градусов.
Острый угол
Угол меньше 90 градусов.
Адаптер
Это устройство, которое используется для адаптации инструмента одного размера к определенному станку.
Припуск
Это разница в размерах сопрягаемых деталей, для некоторых деталей может потребоваться более плотная посадка, а для других может потребоваться более свободная посадка.
Сплав
Результат смешивания двух типов металлов для придания новых свойств, не связанных с составляющими металлами.
Уголок
Простой кусок металла Г-образного сечения.
Отжиг
Это контролируемые циклы термообработки и охлаждения металла для снятия любых накопившихся напряжений, а также для того, чтобы сделать металл более мягким и, следовательно, с ним легче работать.
Анодирование
Это тонкий защитный оксидный слой, полученный в ходе электролитического процесса, в котором металл образует анод. Подробнее об анодировании.
Анодирование металлических деталей
Фартук
Часть токарного станка, которая содержит и закрывает шестерни, муфты и т. д.
Оправка
Это вал/шпиндель для удержания режущего инструмента.
Сборка
Любое количество деталей, соединенных вместе для создания механизма машины.
Ось
Это линия, проходящая через центр объекта, вокруг которого объект может вращаться. В основном используется как часть названия станков с ЧПУ, например, 5 Axis CNC Machining.
Задняя передняя часть
Задняя передняя часть представляет собой наклонную поверхность на режущей кромке обрабатывающих инструментов.
Ленточная пила
Это механическая пила с узким непрерывным полотном, движущимся с высокой скоростью между набором шкивов. О наших услугах по распиловке читайте здесь.
Пруток
Прутки различной длины и диаметра, обычно поставляемые в плоском, круглом, шестигранном, восьмиугольном и квадратном исполнении. Мы поставляем акции по удивительным ценам.
Подшипник
Ролики и шарики, размещенные между движущимися частями для уменьшения трения и износа.
Станина
Плоская прочная поверхность, используемая на станках с ЧПУ. Используется для точной обработки деталей.
Используется для точной обработки деталей.
Настольный шлифовальный станок
Это механический станок для придания формы режущим кромкам инструментов.
Настольный токарный станок
Настольный токарный станок — это станок, установленный на столе, обычно меньшего размера, чем напольные модели.
Бит/Инструмент
Это инструмент из закаленной стали, который очень точно обрабатывается для создания режущей части машины.
Различные типы инструментов, используемых в станке с ЧПУ
Глухое отверстие
Отверстие, сделанное в любой заготовке, которое не проходит через нее полностью.
Блок Джо (Jo Block)
Название калибра Йоханнсона, очень точного измерительного прибора.
Рассол
Раствор морской воды для закалки или охлаждения при термообработке стали.
Твердость по Бринеллю
Метод определения твердости металла контролируемым давлением закаленного стального шарика заданного размера.
Протяжка
Длинный конический режущий инструмент с зазубринами, который при проталкивании через отверстие или поперек поверхности обеспечивает резку нужной формы или размера.
Bull Gear
Большая кривошипная шестерня формирователя.
Воронение
В этом процессе используется металл, более твердый, чем обрабатываемый металл, для создания гладкой и глянцевой поверхности.
Заусенец
Это острые кромки, оставшиеся на металлических деталях после их резки.
Втулка
Втулка или прокладка для подшипника или кондуктора для защиты от износа.
САПР
Автоматизированное проектирование. Программы САПР позволяют создавать детали в цифровом виде, которые можно фрезеровать, печатать на 3D-принтере или визуализировать.
Штангенциркуль
Очень точное устройство для измерения внутренних и внешних размеров.
Кулачок
Устройство для преобразования обычного вращательного движения в неравномерное вращательное или возвратно-поступательное движение.
CAM
Автоматизированная обработка или иногда называемая автоматизированным производством. CAM — это компьютерная программа, которая берет файл CAD (IGES, STEP и т. д.) и позволяет создавать траектории движения инструмента для процесса резки на станке с ЧПУ. CAM сообщает вашему станку с ЧПУ, куда идти, как быстро двигаться и вращаться.
Твердосплавные насадки
Твердый сплав — это очень твердый сплав, который вставляется в режущий инструмент при работе с твердыми материалами.
Углеродистая сталь
Широкий термин, применяемый к инструментальной стали, отличной от быстрорежущей или легированной стали.
Каретка
Основная часть токарного станка, несущая режущий инструмент и состоящая из суппорта, составной опоры и фартука.
Цементация
Это процесс термической обработки, который делает поверхностный слой стали значительно тверже, чем внутренний слой или сердцевина.
Катушка
Кольцо или втулка, которая свободно надевается на вал, к которому она крепится установочными винтами.
Центр
Точка или ось, вокруг которой что-либо вращается или вращается.
Центровочное сверло
Комбинированное сверло и зенкер, используемые для подготовки к монтажным центрам.
Центровочный шаблон
Это небольшой плоский шаблон с углами 60 градусов, который используется для заточки режущих инструментов на токарном станке.
Центральная головка
Часть набора комбинированных угольников, используемая для нахождения центра или деления пополам круглой или квадратной заготовки.
Центр, Live
Центр, который вращается вместе с работой. В общем. это центр бабки.
В общем. это центр бабки.
Центровочный кернер
Остроконечный ручной инструмент из закаленной стали, по форме напоминающий карандаш.
Бесцентровое шлифование
Бесцентровое шлифование — это процесс механической обработки, в котором используется абразивная резка для удаления материала с заготовки. Обычно он используется вместо других процессов шлифования для операций, где большое количество деталей должно быть обработано за короткое время.
Крупный план бесцентрового шлифовального станка
Фреза для керамики
Это режущие инструменты, изготовленные из оксида алюминия или карбида кремния.
Фаска
Скошенная или угловая поверхность, срезанная на кромке или углу обрабатываемой детали.
Патрон
Устройство на станке для удержания заготовки или режущего инструмента.
Зазор
Расстояние или угол, на который одна поверхность возражателя выходит за пределы другой.
Задний угол
Угол между задней поверхностью режущего инструмента и поверхностью заготовки в точке контакта.
Попутное фрезерование
Метод фрезерования, при котором рабочий стол перемещается в том же направлении, что и направление вращения фрезерного центра.
ЧПУ
Ни один глоссарий терминов механических цехов не будет полным без этого определения. ЧПУ означает компьютерное числовое управление. Это означает, что компьютер преобразует дизайн, созданный программным обеспечением автоматизированного проектирования (САПР), в числа. Мы являемся экспертами в области станков с ЧПУ.
Цанга
Прецизионный зажимной патрон, который автоматически центрирует готовую круглую заготовку при затягивании.
Комбинированный угольник
Инструмент для черчения и компоновки, сочетающий в себе угольник и уровень. Транспортир и центральная головка.
Контур
Контур объекта.
Охлаждающая жидкость
Общий термин для различных смазочно-охлаждающих жидкостей или составов, используемых при механической обработке для увеличения срока службы инструмента и улучшения качества поверхности материала деталей.
Коррозия
Окисление (ржавление) или подобное химическое изменение металлов.
Поперечная подача
Подача, действующая поперек оси заготовки или под прямым углом к основной или основной подаче на станке.
Поперечное сечение
Вид, показывающий внутреннюю структуру, которая будет видна при разрезании детали в любой плоскости.
Тигельная сталь
Высококачественная инструментальная сталь, изготовленная путем плавления выбранных материалов в тигле.
Скорость резания
Скорость поверхности заготовки на токарном станке или вращающейся фрезе, обычно выражаемая в футах в минуту (FPM) и конвертируемая в обороты в минуту (RPM) для правильной настройки на станке.
Режущий инструмент
Закаленный кусок металла (инструментальная сталь), обработанный и отшлифованный таким образом, чтобы
он имел форму и режущие кромки, соответствующие операции, для которой он будет использоваться.
Цианирование
Процесс цементации стали путем нагревания в расплавленном цианиде.
Удаление заусенцев
Процесс используется для удаления острых краев. Подробнее о снятии заусенцев можно прочитать здесь.
Матрица
Инструмент для формовки или штамповки металлических деталей, а также инструмент для нарезания наружной резьбы.
Ласточкин хвост
Подшипник скольжения, состоящий из двух частей, используемый в станкостроении для точного выравнивания и плавной работы подвижных компонентов станка.
Сверло
Остроконечный инструмент, вращающийся для вырезания отверстий в материале.
Сверлильная втулка
Направляющая из закаленной стали, вставленная в приспособления, приспособления. или шаблоны, чтобы обеспечить руководство для дрели в сверлении отверстий в их точном месте.
Сверлильный станок
Вертикальный станок для сверления отверстий в металле, дереве или других материалах.
Буровая штанга
Штанга из высокоуглеродистой стали, точно отшлифованная до нужного размера, с гладкой поверхностью.
Втулка сверла
Адаптер с внутренним и внешним конусом, который подходит для инструментов с коническим хвостовиком, таких как сверла или развертки, для их адаптации к шпинделю станка большего размера.
Пластичность
Свойство металла, позволяющее волочить его. катаный или чеканный без трещин или поломок.
Экструзия
Фасонная деталь, полученная в результате прессования пластикового материала, такого как свинец, олово, алюминий. цинк., медь, каучук и пр. через отверстие штампа.
Крепление
Термин, обозначающий устройство или конструкцию, удерживающую вашу работу, которые часто изготавливаются на заказ для удержания конкретной детали.
Фланец
Относительно тонкий ободок вокруг детали.
Канавка
Канавки на режущих инструментах, которые обеспечивают режущую кромку и пространство для отвода стружки и позволяют смазочно-охлаждающей жидкости достигать режущих кромок.
Опора толкателя
Опора для длинных тонких деталей, обработанных на токарном станке. Он установлен на каретке, перемещается рядом с режущим инструментом и вместе с ним и предотвращает отскакивание заготовки.
Свободная посадка
Класс посадки, предназначенный для использования там, где точность не важна. или там, где вероятны большие колебания температуры, что позволяет металлу расширяться.
Точка опоры
Точка или опора, на которой вращается рычаг.
Измерительный прибор
Любой Большой выбор приборов для измерения или проверки размеров объектов.
Мерные блоки
Стальные блоки, обработанные с очень точными размерами.
Групповое фрезерование
Фрезерная установка, в которой несколько фрез расположены на оправке, что позволяет одновременно обрабатывать несколько поверхностей.
Заготовка для шестерни
Штамповка, отливка или любой другой кусок материала, из которого должна быть изготовлена шестерня.
Пистолетное сверление
Пистолетное сверление — это процесс глубокого сверления, при котором используется длинный, часто тонкий режущий инструмент для создания отверстий в металле с большим отношением глубины к диаметру.
Пистолет-сверлильный станок
Маховик
Любой механизм регулировки или подачи в форме колеса, управляемый вручную,
Закалка
Процесс термической обработки стали, повышающий ее твердость и прочность на растяжение и снижающий ее пластичность.
Передняя бабка
Неподвижный или неподвижный конец токарного или аналогичного станка.
Спираль
Траектория, сформированная в виде точки, равномерно продвигается вокруг цилиндра, как резьба на винте или канавки на сверле. Вспомните ДНК или «винтовую» лестницу.
Угол спирали
Угол между направлением резьбы вокруг винта и линией, идущей под прямым углом к хвостовику.
Hex
Термин, используемый для всего, что имеет форму шестиугольника. Обычно применяется для пруткового проката.
Быстрорежущая сталь
Это легированная сталь, которая обычно используется для режущих инструментов из-за ее способности удалять металл гораздо быстрее, чем инструменты из углеродистой стали.
Хонингование
Процесс доводки отшлифованных поверхностей до высокой степени точности и гладкости.
Горячекатаная сталь
Сталь, прокатанная до конечного размера. пока горячо. Идентифицируется по темному оксидному налету, оставшемуся на поверхности.
Натяжитель
Шестерня или шестерни, расположенные между двумя другими шестернями для передачи движения от одной шестерни к другой без изменения их скорости или передаточного числа.
независимый патрон
Патрон, в котором каждый кулачок может перемещаться независимо от других. Полезно для некоторых типов деталей.
Индикатор
Прецизионный прибор, который показывает отклонения в тысячные доли дюйма или меньше при проверке правильности или выравнивания заготовки, приспособления или машины.
Патрон Jacobs
Общий термин для сверлильного патрона, используемого в шпинделе передней или задней бабки для крепления сверл с прямым хвостовиком, метчиков, разверток или заготовок малого диаметра.
Jarno
Стандартный конус с конусностью 0,600 дюйма на фут, используемый на некоторых станках.
Кондуктор
Приспособление для удержания заготовки, которое фиксирует заготовку и направляет режущий инструмент (см. приспособление). Используется в основном для точности и при производственной обработке.
Прорезь
Ширина пропила , оставленного пилой.
Колено
Та часть стойки коленного фрезерного станка, которая несет седло и стол и обеспечивает регулировку вертикальной подачи станка.
Накатка
Декоративная прямолинейная или диагональная поверхность для захвата, состоящая из равномерно зазубренных валиков, называемых накатками, обеспечивает лучший захват.
Шаг
Расстояние, на которое резьба проходит вдоль своей оси за один полный оборот.
Ходовой винт
Длинный прецизионный винт, расположенный перед станиной станка и соединенный со шпинделем, используется для нарезания резьбы.
Обрабатываемость
Степень сложности, с которой металл может обрабатываться, см. спецификации металла.
Магнитный зажимной патрон
Плоское устройство с гладкой поверхностью, работающее под действием магнетизма, для удержания заготовок из черных металлов для шлифования.
Оправка
Прецизионный конический вал для поддержки работы при обработке между центрами.
Металлическое покрытие
Это метод металлического покрытия, при котором металлы наносятся на подложку. Этот процесс используется для покрытия и защиты металлов и других материалов путем формирования тонкого слоя металла на подложках.
Мягкая сталь
Термин, используемый для низкоуглеродистой машинной стали.
Фреза
Фрезерный станок; также акт выполнения операции на фрезерном станке. фрезерование, подъем — см. фрезерование с подъемом. фрезерование, торцевое фрезерование.
Винт с многозаходной резьбой
Винт с двумя или более витками резьбы для обеспечения увеличенного шага резьбы с заданным шагом.
Азотирование
Процесс цементации, при котором аммиак наносится на поверхность некоторых сплавов.
Цветные металлы
Любой металл, не содержащий железа, например латунь и алюминий.
Нормализация
Процесс нагревания черного металла или сплава выше его критической температуры и охлаждения в неподвижном воздухе до комнатной температуры для снятия внутренних напряжений.
Закалка в масле
Процесс закалки в масле при термообработке легированной стали для придания определенных качеств.
Параллели
Стержни из закаленной стали точно отшлифованы по размеру и изготовлены парами различных размеров для облегчения работы в точных установках.
Пилот
Направляющая на конце зенковки, которая удерживает ее на одном уровне с отверстием.
Пилотное отверстие
Начальное отверстие для больших сверл, уменьшающее сопротивление и помогающее поддерживать точность большего отверстия.
Шаг
Расстояние от любой точки резьбы до соответствующей точки соседней резьбы. измеряется параллельно оси.
Диаметр шага
Диаметр резьбы в воображаемой точке, где ширина канавки и диаметр резьбы равны.
Плоская фреза
Фреза с режущими зубьями только по периферии.
Пирометр
Прибор для измерения высоких температур в термической печи.
Закалка
Для быстрого охлаждения нагретого металла в воде, рассоле или воздухе в процессе термической обработки.
Рейка
Набор шестерен, расположенных на прямом стержне.
Передняя часть
Поверхность режущего инструмента, на которую упирается стружка при отделении.
Углубление
Внутренний паз.
Черновая обработка
Быстрое удаление припуска для уменьшения заготовки до приблизительных размеров». оставляя только достаточно материала для отделки детали в соответствии со спецификациями, обычно в отдельном процессе.
Сталь SAE
Сталь, изготовленная в соответствии со спецификациями Общества автомобильных инженеров.
Пескоструйная обработка
Процесс выдувания песка сжатым воздухом со значительной силой через шланг на объект.
Пескоструйная обработка металлических деталей
Окалина
Шероховатая поверхность на горяч. готовые стали и отливки. Кроме того, магазинный термин для стальных правил.
Установочный винт
Плоский винт, используемый в основном для фиксации регулируемых деталей в нужном положении.
Настройка
Подготовка станка к выполнению определенной операции. Он включает в себя установку заготовки и необходимых инструментов и приспособлений, а также выбор надлежащих скоростей. подача, глубина резания и СОЖ. Обычно это единственная часть механической обработки на станках с ЧПУ, кроме удаления деталей.
Хвостовик
Часть инструмента или аналогичного предмета, которая соединяет основную рабочую часть с рукояткой, гнездом или патроном, с помощью которых инструмент удерживается или перемещается.
Прокладки
Очень тонкие листы металла, обработанные до очень точной толщины и используемые между деталями для получения желаемой посадки.
Уступ
Уступ между двумя обработанными поверхностями.
Термоусадочная посадка
Класс посадки, при котором внешний элемент расширяется путем нагревания для надевания на вал, а затем плотно сжимается или стягивается к валу при охлаждении.
Бокорез
Это фреза с режущими зубьями как сбоку, так и по периферии или по окружности.
Синусоидальный стержень
Прецизионный инструмент для разметки, настройки, проверки и других операций с углами.
Фреза для слябинга
Широкая плоская фреза со спиральными зубьями. Используется для изготовления больших плоских поверхностей. Рукав.
Прорезной станок
Приспособление, совершающее возвратно-поступательное движение.
Шпиндель
Вращающееся устройство, широко используемое в станках. таких как токарные станки, фрезерные станки, сверлильные станки и т. д.
Точечная облицовка
Чистовая обработка опорной поверхности вокруг верхней части отверстия.
Цилиндрическое зубчатое колесо
Шестерня с зубьями, параллельными оси вала, на котором она установлена.
Люнет
Суппорт, который крепится к станине токарного станка, используемого при обработке длинных заготовок. Иногда называется центральным упором.
Подножка
Крепление, разработанное как серийная ступенька для обеспечения поддержки на различных высотах, необходимых для установки.
Stock
Термин для материалов, используемых для изготовления деталей станков, например, сталь, алюминий, пластик и т. д. .
Поверхностная пластина
Точно обработанная и зачищенная плоская металлическая деталь (обычно из чугуна), используемая для проверки плоскостности поверхностей.
Swiss Machining
Токарные станки Swiss созданы специально для обеспечения точности до нескольких микрометров. Швейцарские токарные станки удерживают заготовку по оси Z с помощью цанги и направляющей втулки.
Задняя бабка
Часть токарного станка, поддерживающая конец заготовки с центром.
Хвостовик
Плоская часть на хвостовике режущего инструмента, такого как сверло, развертка или концевая фреза, которая входит в паз в шпинделе станка для предотвращения проскальзывания инструмента.
Метчик
Закаленный инструмент, используемый для нарезания резьбы внутри круглого отверстия.
Конус
Равномерное увеличение или уменьшение размера или диаметра заготовки.
Прочность на растяжение
Свойство металла сопротивляться силе, приложенной для его разрыва.
Десятая
Машинистский термин для единицы измерения, равной 0,0001″ или одной десятитысячной дюйма, НЕ путать с 0,1″ или десятой долей дюйма.
