Приспособление для станка фрезерного станка: Зажимные приспособления для фрезерных станков
Содержание
Приспособления для установки заготовок на фрезерных станках
При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.
Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.
Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.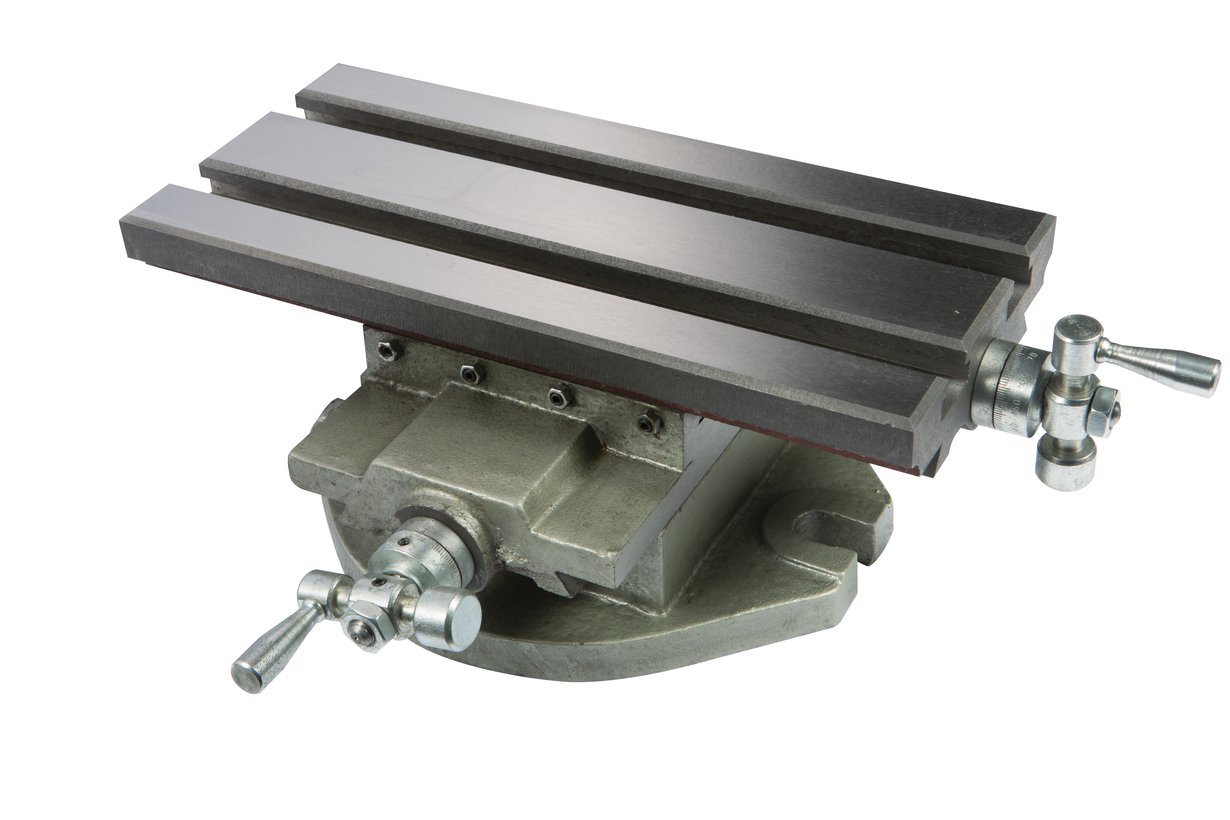
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.
Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.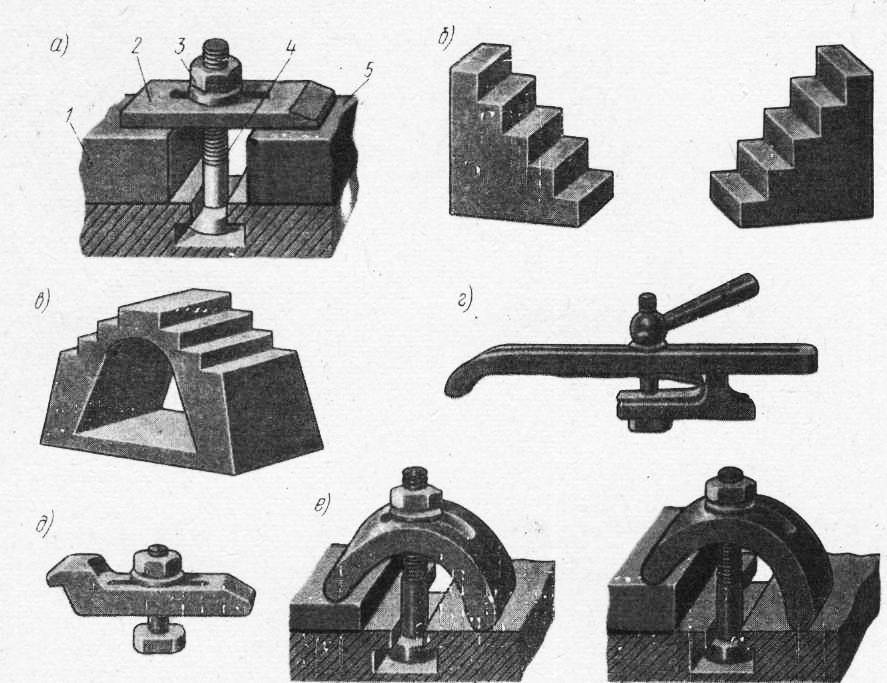
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Элементы приспособлений для фрезерных обрабатывающих станков
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем элементы приспособлений для фрезерных обрабатывающих станков.
Приспособление – технологическая оснастка к станку, предназначенная для базирования и крепления на ней заготовок. Применение приспособлений способствует:
- повышению производительности труда за счет снижения основного и вспомогательного времени;
- уменьшению погрешности обработки;
- расширению технологических возможностей оборудования;
- улучшению условий труда и повышению безопасности работы.
Приспособления классифицируют по различным признакам. Так, например, в зависимости от степени специализации приспособления подразделяют на универсальные, универсально-наладочные и специальные. Особую группу составляют сборно-разборные приспособления.
Особую группу составляют сборно-разборные приспособления.
Основные элементы приспособлений рассмотрим на примере фрезерного четырехместного приспособления, используемого при обработке лысок на заготовках типа валиков (рис. 4.1, а).
Рис. 4.1. Типовые элементы фрезерного приспособления:
а – специального; б – универсально-сборного (УСП)
Корпус 1 фрезерного приспособления имеет специальные пазы – проушины, которые позволяют гайкой 7 с болтом 8 крепить приспособление к столу фрезерного станка. У большинства фрезерных приспособлений в пазах основания корпуса крепят две направляющие шпонки 6. Эти шпонки определяют положение приспособления (при его установке на стол станка) по оси центрального (продольного) Т-образного паза стола станка и должны входить в паз с минимальным зазором.
Установочные (базовые) элементы 2 приспособления служат для базирования заготовки в приспособлении. Относительно установочных элементов приспособления задается положение поверхности установа 4. Установ является элементом фрезерного приспособления, который позволяет (при использовании щупа) быстро настроить фрезу на необходимый размер. Обязательным элементом приспособлений являются зажимные устройства 5, которые надежно фиксируют положение заготовок 3 после их базирования в приспособлении.
Относительно установочных элементов приспособления задается положение поверхности установа 4. Установ является элементом фрезерного приспособления, который позволяет (при использовании щупа) быстро настроить фрезу на необходимый размер. Обязательным элементом приспособлений являются зажимные устройства 5, которые надежно фиксируют положение заготовок 3 после их базирования в приспособлении.
Конструктивное исполнение приспособлений определяется размером заготовок, их массой, формой и т.п.
В массовом и крупносерийном производствах экономически оправдано применение сложных приспособлений со встроенным силовым приводом (пневматическим, электрическим, гидравлическим и др.) для зажимного устройства. Широко применяются многоместные автоматические и обеспечивающие непрерывную обработку приспособления.
В единичном и мелкосерийном производстве используют приспособления, относящиеся к группе сборно-разборных. Такие приспособления собирают из стандартизованных или нормализованных деталей и узлов. После окончания обработки партии заготовок такие приспособления разбирают, составляющие детали и узлы отправляют на участок для хранения или используют при сборке других приспособлений.
После окончания обработки партии заготовок такие приспособления разбирают, составляющие детали и узлы отправляют на участок для хранения или используют при сборке других приспособлений.
На рис. 4.1, б показано приспособление, собранное из нормализованных деталей. На плите 1 закреплена призма 2, на которую устанавливают обрабатываемую заготовку 3. Винто-рычажное зажимное устройство 4 предназначено для закрепления заготовки.
В системах сборно-разборных приспособлений часто применяют механизированные приводы зажима заготовки.
AMROK® Индивидуальные/специальные зажимные приспособления для станков с ЧПУ
AMROK® Индивидуальные/специальные зажимные приспособления для станков с ЧПУ | Компания Advanced Machine and Engineering Co.
Перейти к навигации
Перейти к содержимому
Усовершенствованная конструкция оснастки требует опыта, навыков и творчества.
Дизайн и сборка заложены в нашей ДНК.

Предсказуемая и повторяемая операция обработки зависит от оснастки, которой можно доверять. Успех в этой отрасли требует большей автоматизации и меньшего количества отходов.
Мы создаем приспособления, которые делают наших клиентов успешными
▶ Конкурентоспособные сроки выполнения заказов ▶ Интеграция с роботами ▶ Удобный для оператора дизайн
В компании Advanced Machine and Engineering мы занимаемся закреплением рабочего места. Мы создаем продукты и решения, выдерживающие испытание временем, а также предоставляем вам бесконечные возможности в будущем. Группа AME по закреплению оснащена инженерами-экспертами и специалистами по закреплению, которые работают с вашей командой.
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО СВЕТИЛЬНИКОВ НА ЗАКАЗ
Запросить предложение
ГИДРАВЛИЧЕСКОЕ И ПНЕВМАТИЧЕСКОЕ ОБОРУДОВАНИЕ НА ЗАКАЗ
Экономьте время между циклами и зажимайте и разжимайте с помощью гидравлического или пневматического привода. Используйте передовые знания в области автоматизации от команды инженеров AMROK®.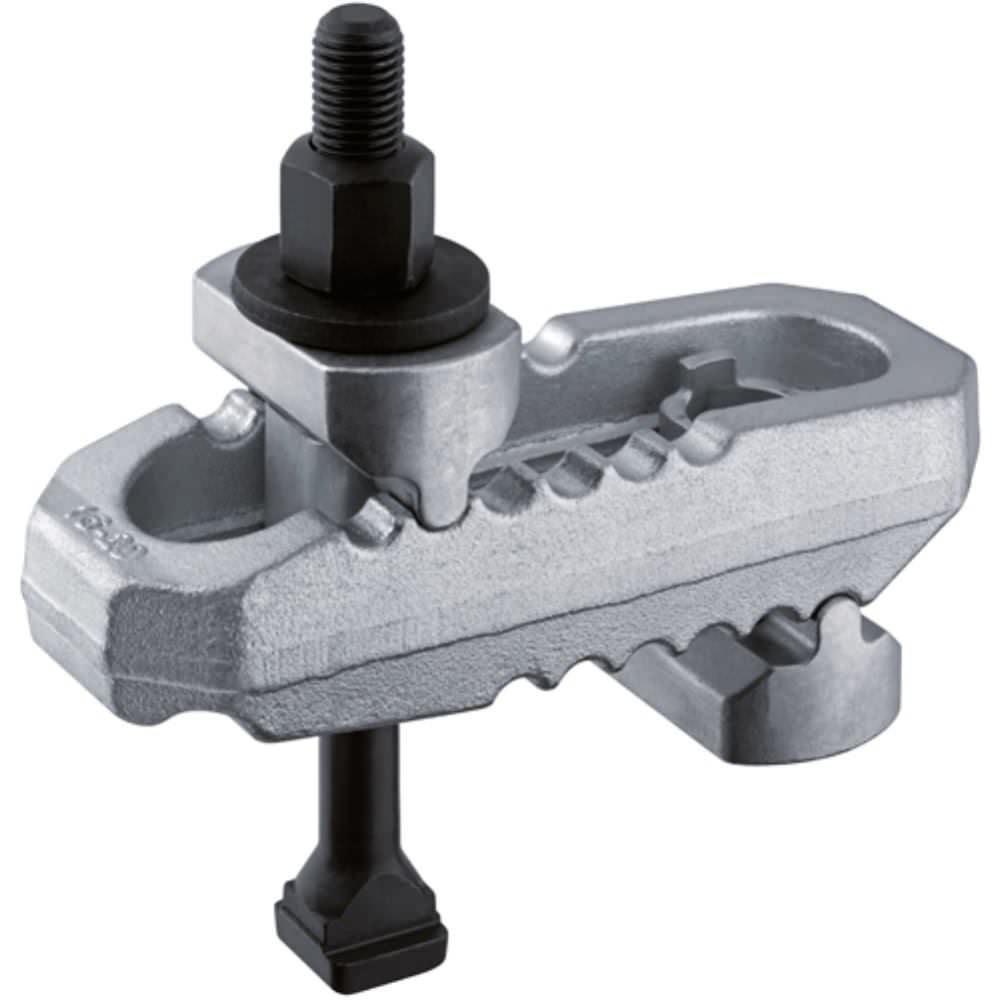
Узнать сейчас
ИНДИВИДУАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ РУЧНОЙ ЗАДАНИЯ
Замена деталей вручную с помощью приспособлений, изготовленных по индивидуальному заказу и подходящих для заготовок практически любой формы и размера.
Узнать
ИНДИВИДУАЛЬНЫЕ КРЕПЛЕНИЯ ДЛЯ ЦАПФ 4-Й ОСИ
Максимизируйте эффективность вашего вертикального обрабатывающего центра с помощью специального решения для крепления 4-х осей.
Исследуйте сейчас
КОМПЛЕКТ ПОСТАВКИ «ПОД КЛЮЧ»
Ищете место, где можно позаботиться обо всех ваших потребностях в хранении? Наши светильники спроектированы, изготовлены, собраны и испытаны на месте. Помимо наших надгробий, цапфовых столов, крепежных плит и компонентов крепления, AMROK может стать вашим универсальным интегратором крепления.
ПРОВЕРКА КИМ НА ТОЧНОСТЬ ДЕТАЛЕЙ
Наши приспособления проверяются с использованием крупномасштабных современных КИМ (координатно-измерительных машин) в среде с контролируемой температурой, чтобы обеспечить самые строгие требования к допускам. Таким образом, вы получаете точную платформу для обработки ваших деталей. Отчеты CMM доступны по запросу.
Таким образом, вы получаете точную платформу для обработки ваших деталей. Отчеты CMM доступны по запросу.
ПРОДУМАННЫЕ КОНЦЕПЦИИ КРЕПЕЖА С БЫСТРОЙ РЕАКЦИЕЙ
Свяжитесь напрямую с нашими опытными инженерами по крепежу, чтобы обсудить ваши варианты крепления. Наша команда инженеров может быстро предоставить вам 3D-модель CAD вашего конкретного приспособления, чтобы вы могли просмотреть и проверить.
СОЗДАЙТЕ ДЛЯ ПЕЧАТИ С НЕБОЛЬШОЙ ПЕРСПЕКТИВОЙ.
Ищете что-то уникальное? Хотите, чтобы мы предложили свои два цента за дизайн вашего светильника? Без проблем.
Хотите, чтобы мы изготовили его по вашему принту?
Давайте работать вместе
Индивидуальные приспособления для обработки, разработанные для максимальной производительности
- Полностью автоматизированный гидравлический зажим
- Пневматические быстросменные приспособления
- Ручные зажимные приспособления с прецизионными зажимными элементами
- Роботизированная интеграция и обслуживание станков для многопаллетных обрабатывающих модулей
Большой объем или большое количество миксов — каждая секунда на счету
Зажим под ключ — Разработано для передовых технологий
- Автоматизация с использованием ручного, гидравлического или пневматического зажима
- Предоставить дизайн для AMROK® для сборки
- Сотрудничайте с командой AMROK® от начала до конца
- Стаж работы более 30 лет
- Разработан и изготовлен в США
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО ВЫХОДЯТ ДАЛЕКО ЗА ОБОРУДОВАНИЕМ
- AME проектирует и производит нестандартное оборудование и периферийные устройства для станков
- Укомплектован полной командой инженеров по механике, электрике, управлению и гидроэнергетике
- Ознакомьтесь с примерами нашей работы в нашей группе проектирования машин
Знакомство с дизайном и сборкой машин
Приспособление фрезерное
Приспособление фрезерное
Реклама
1 из 23
Салазки верхние обрезанные
Скачать для чтения офлайн
Реклама
Реклама
Фрезерование Приспособление
- Приспособление для фрезерования
- Обзор
• Светильники
• Типы светильников
• Фрезерное приспособление
• Элементы светильников - Светильники
• Крепления представляют собой прочные и жесткие механические устройства, которые позволяют легко, быстро и
неизменно точное позиционирование, поддержка и фиксация заготовок на
режущий инструмент (ы) и обеспечивают более быструю и точную обработку с постоянным качеством,
функциональная возможность и взаимозаменяемость.
• Приспособления разработаны специально для операции, поэтому они названы на
основу операции, которая будет проводиться с их помощью.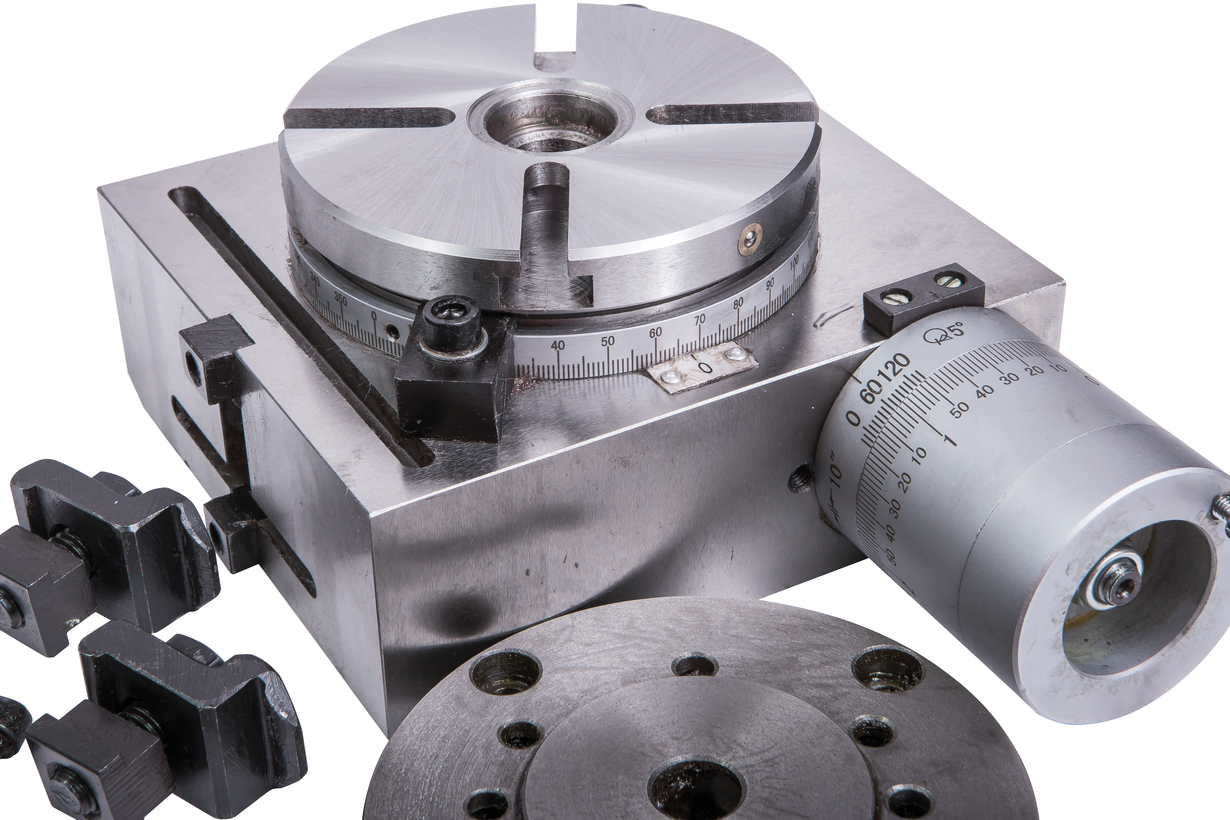
• Приспособления используются для правильного удержания заготовки при выполнении операций. - Типы светильников
• Ниже перечислены различные типы приспособлений.
о Токарные приспособления
o Фрезерные приспособления
o Приспособление для шлифовки
o Приспособление для протяжки
o Приспособление для постукивания
o Приспособление для сварки
о Сборка приспособления
о Инспекционное приспособление - Элементы приспособлений
• Светильники – это устройства с ручным или частично электрическим приводом.
• Для выполнения своих основных задач светильники состоят из нескольких элементов, таких как:
o основание и корпус или рама с зажимными элементами
o установочные элементы для правильного позиционирования и ориентации заготовки
o опорные поверхности и основание
o зажимные элементы
о вспомогательные элементы
о крепежные детали - Приспособление для фрезерования
• Приспособления, используемые для выполнения различных видов фрезерных операций, называются фрезерными.
приспособления.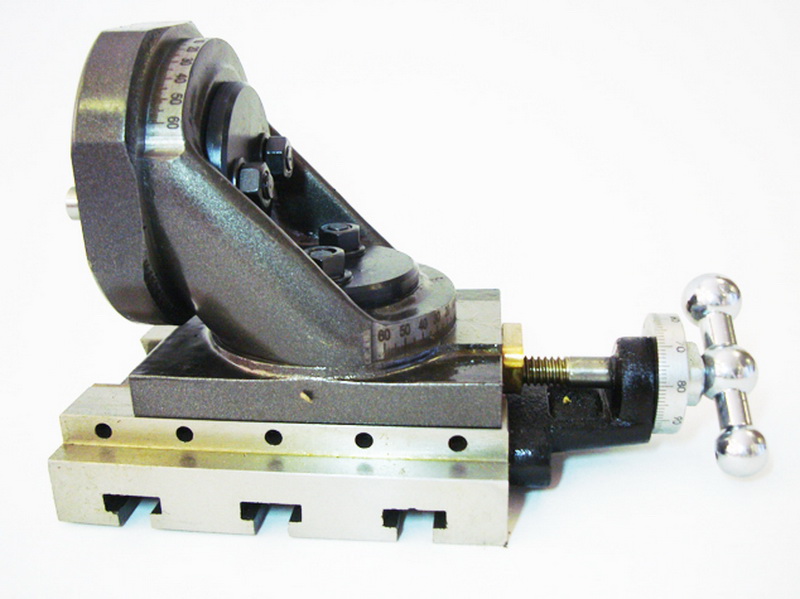
• Фрезерное приспособление точно расположено и закреплено болтами на столе станка с помощью
болты и гайки.
• Резак не направляется во время резки.
• Системы расположения и зажима аналогичны используемым для сверлильных кондукторов.
• Усилия резания в приспособлениях высоки и стремятся приподнять заготовку, поэтому
усилие зажима также должно быть высоким.
• Приспособления для фрезерных работ спроектированы и описаны на основе
фрезерные операции, методы фрезерования и силовые методы зажима. - Типы фрезерных приспособлений
• По видам операций фрезерное приспособление может быть разных типов
— торцевое фрезерование, фрезерование пазов, плоское фрезерование, боковое фрезерование, фасонное фрезерование и групповое фрезерование
приспособления для фрезерования и др.
• На основании техники фрезерной обработки приспособления для фрезерования называются
цельное фрезерное приспособление, струнное фрезерование, индексное фрезерование и т. д.
• В зависимости от силы зажима и метода зажима фрезерные приспособления называются
как приспособление с механическим зажимом, гидравлическим зажимом, пневматическим зажимом,
приспособление для автоматического зажима и зажима тисков.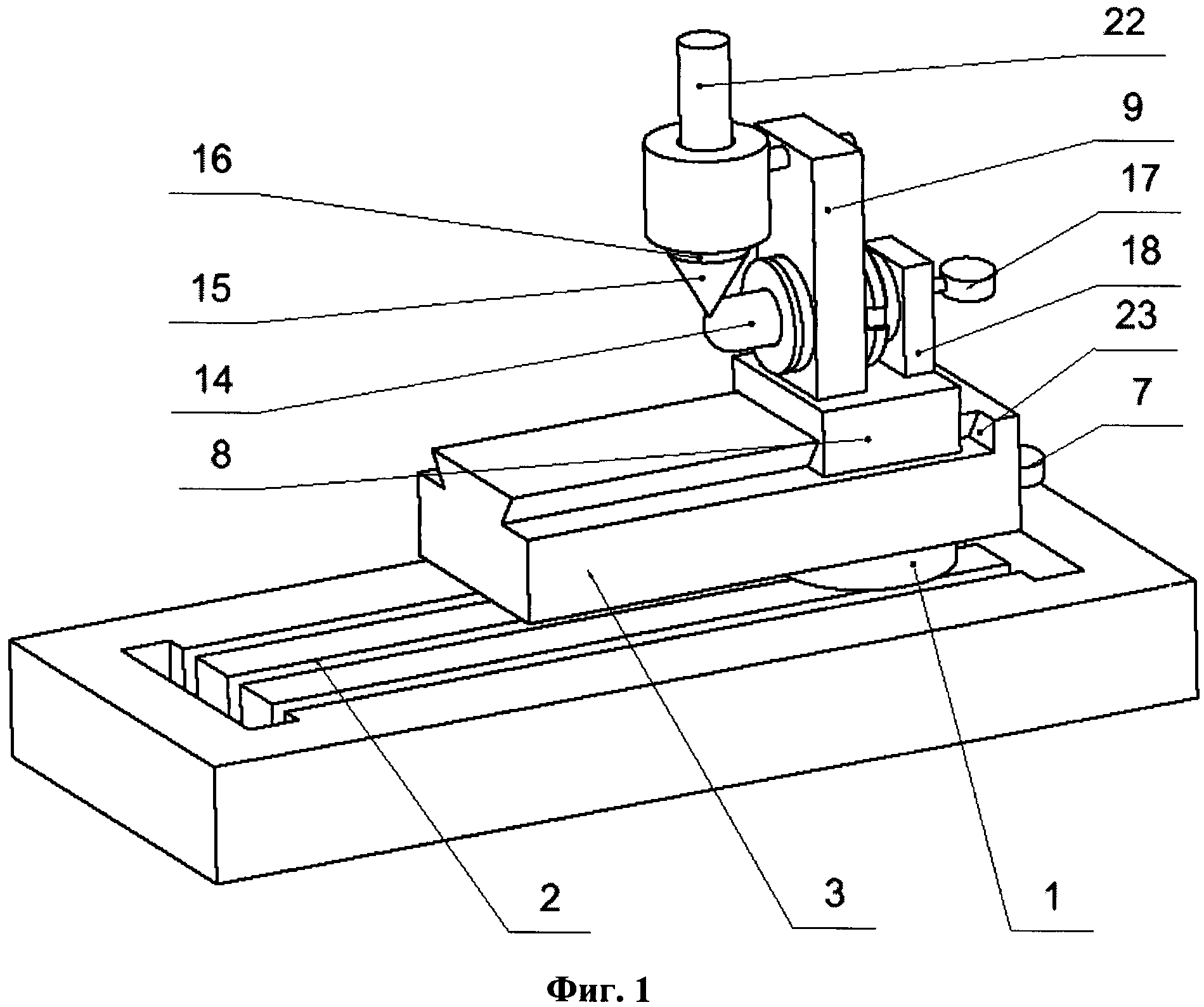
- Блокировка настройки
• Стол фрезерного приспособления позиционируется относительно фрезы с помощью
блок настроек.
• Блок настройки расположен относительно системы позиционирования заготовки
• Он удерживается в своем положении на приспособлении с помощью винтов. - Блок настройки
• Имеет две закаленные посадочные поверхности.
• Установка стола выполняется с помощью щупа 0,25 мм между фрезой и установочной поверхностью.
• Используется щуп, чтобы блок не повреждался во время обработки.
• Установочный блок расположен так, чтобы фреза находилась между вертикальной поверхностью
блок и оператор во время настройки. - Шипы
• Два шипа расположены на нижней стороне основания светильника.
• Изготовлены из цементируемой стали.
• Шипы устанавливаются в Т-образные пазы, которые проходят по всей длине стола станка.
• Они располагают приспособление относительно подачи стола.
• Два шипа расположены как можно дальше для достижения максимальной точности. - Стол фрезерного станка и шипы
- Основание фрезерного приспособления
• Фрезерное приспособление имеет тяжелое основание.
что полное приспособление
построен. - Т-образный болт
• Крепление крепится к столу станка двумя или четырьмя Т-образными болтами.
• Т-образные болты размещаются в Т-образных пазах на столе станка.
• Они не являются частью светильника. - Машинные тиски
• Станочные тиски являются простейшим фрезерным приспособлением.
• В него может быть встроена система определения местоположения.
• Его можно адаптировать для обработки заготовок неправильной формы. - Машинные тиски
• Машинные тиски установлены на
Т-образные пазы стола станка с помощью
Т-образный болт, шестигранная гайка и шайба. - Машинные тиски
- Машинные тиски
• Специальная форма губок для размещения заготовки и ее расположения. - Приспособление для фрезерования
- Простое приспособление для фрезерования
• Крепление расположено на столе станка двумя шипами, расположенными в одном и том же месте.
машинный слот.
• Крепление крепится к машине с помощью Т-образного паза.
